
Design and Numerical Study of Argon Gas Diversion System Using Orthogonal Experiment to Reduce Impurities in Large-Sized Casting Silicon


Abstract
:1. Introduction
2. Model Description
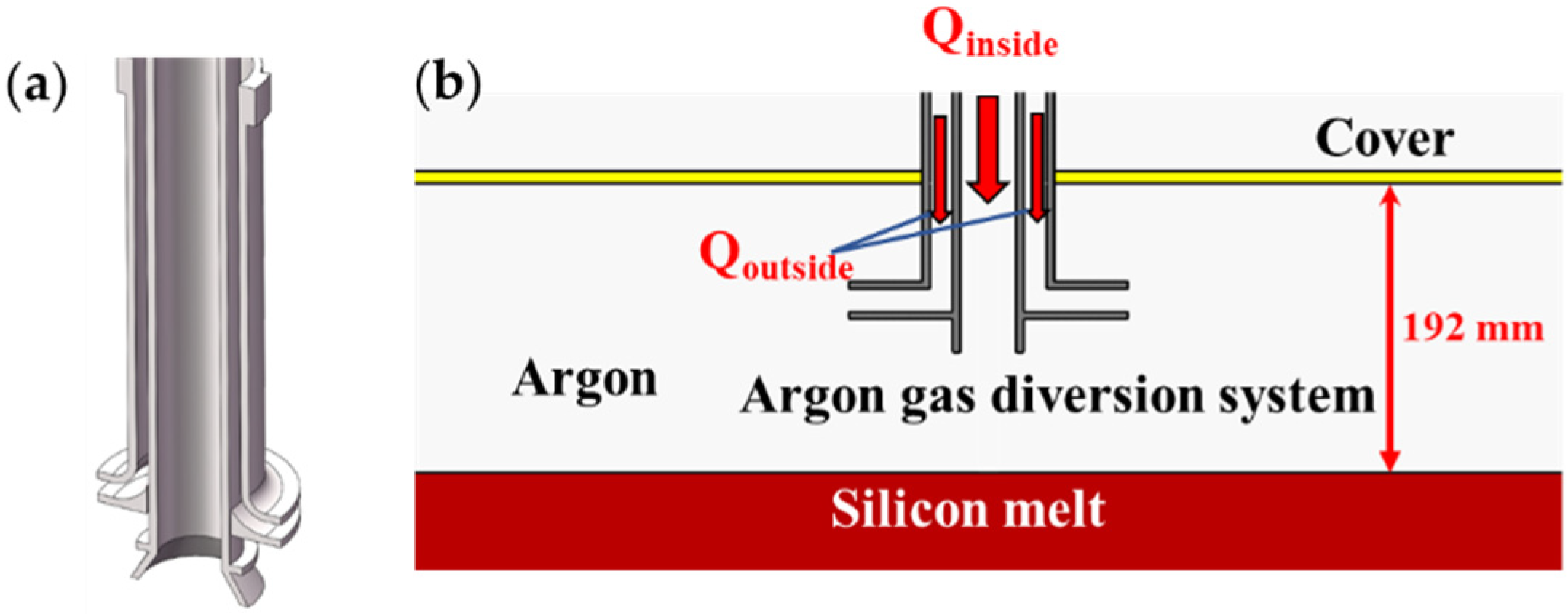
2.1. Geometry and Heat Transfer Model
2.2. Coupled Model of Oxygen and Carbon Transport
3. Orthogonal Experimental Design
4. Results and Discussion
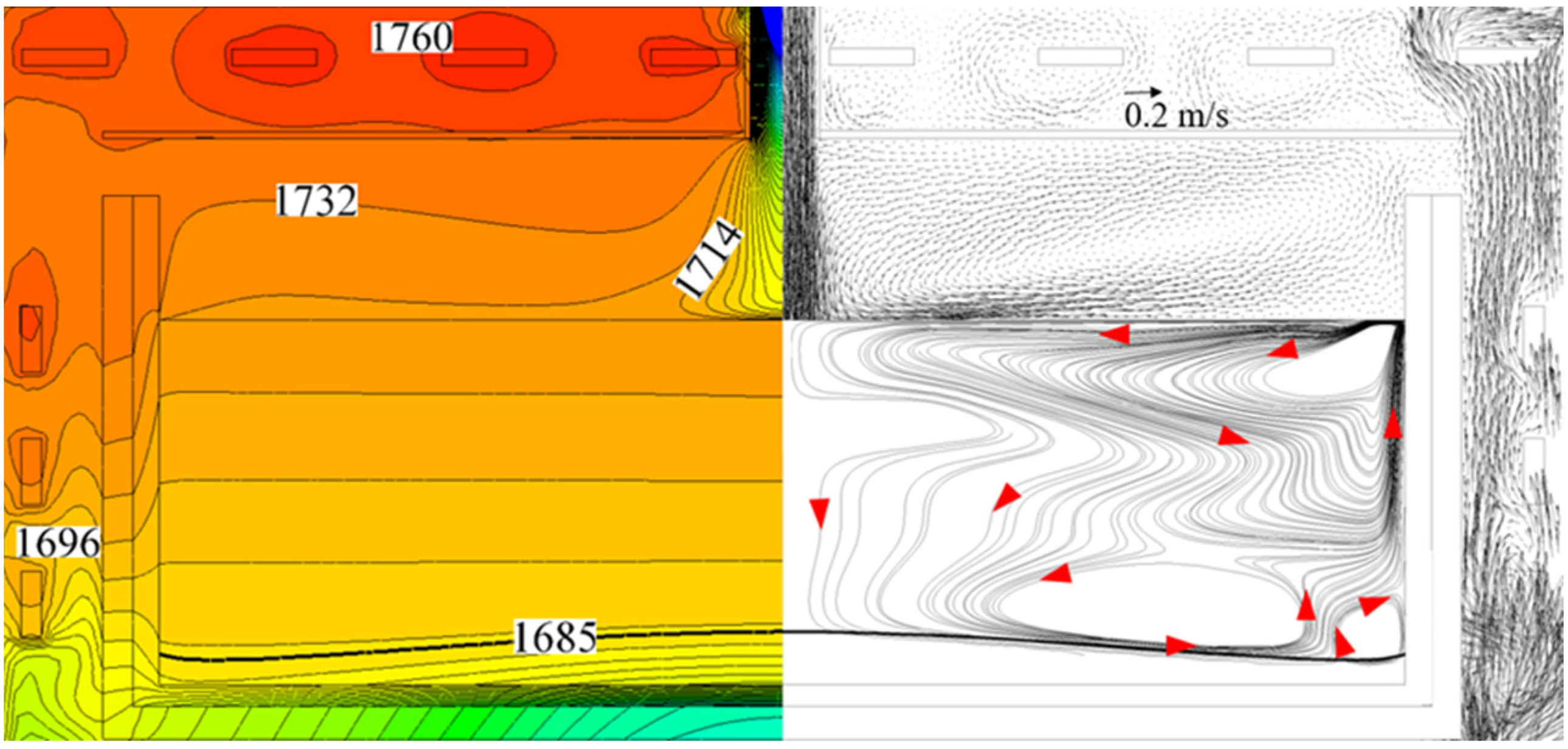
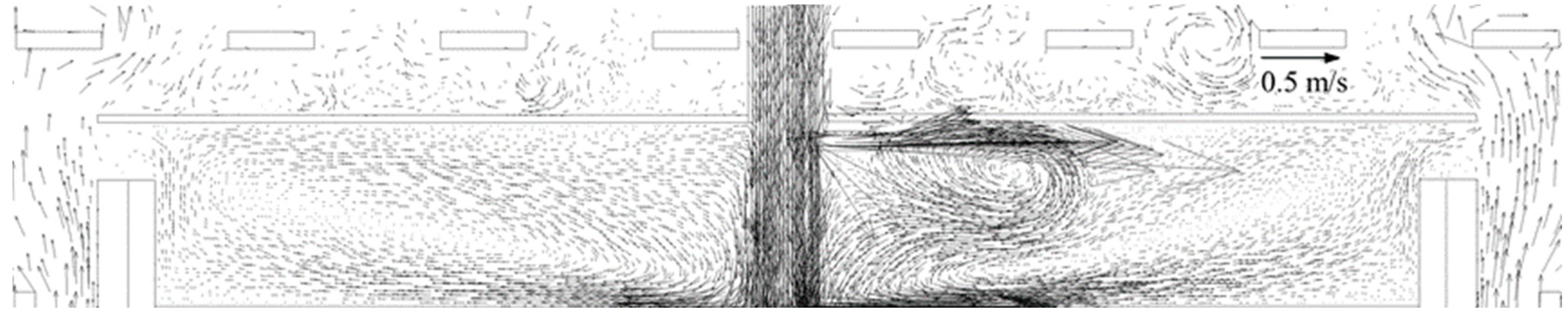
4.1. Heat Transfer and Fluid Flow in Large-Size Furnace
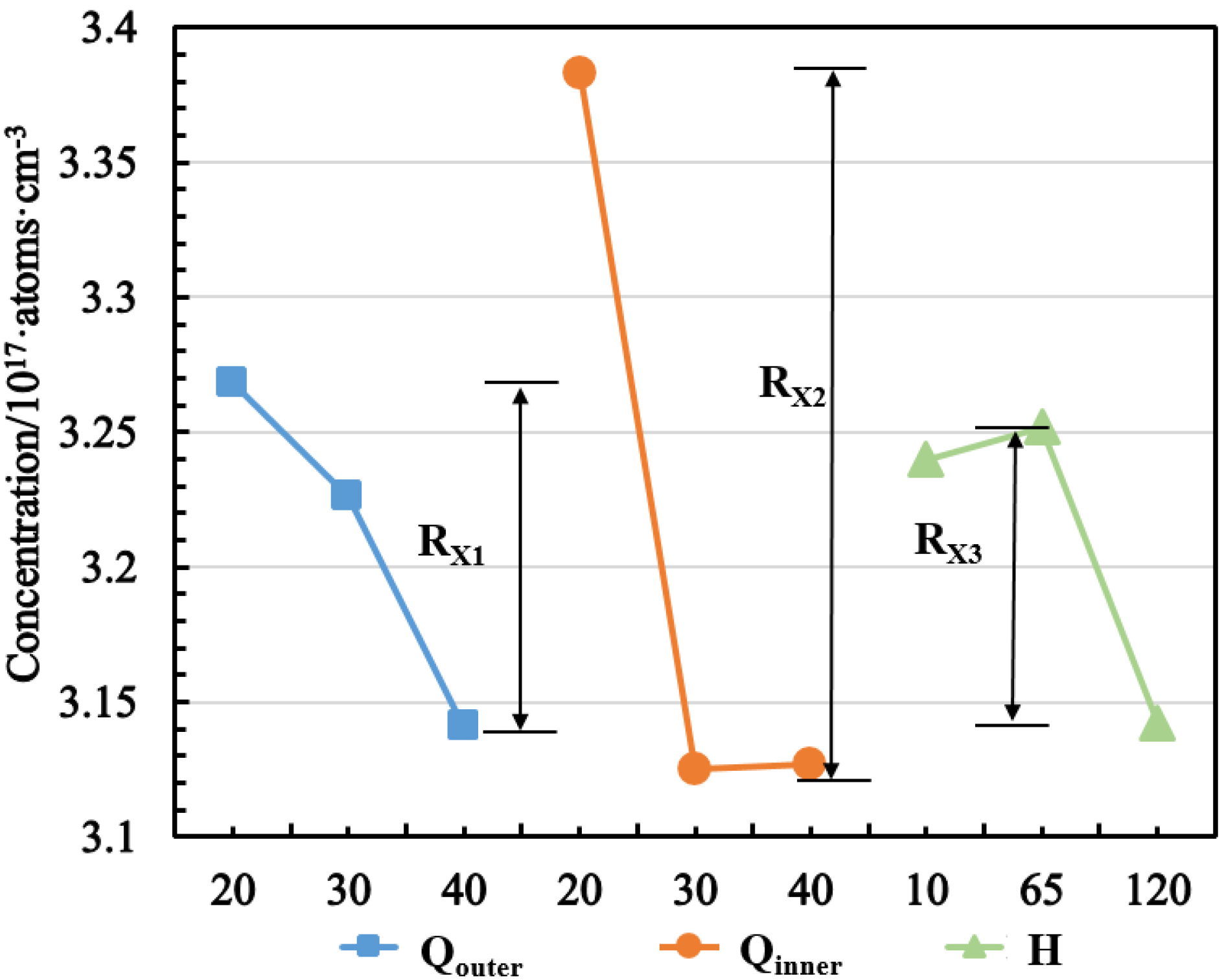
4.2. Orthogonal Experiment Analysis
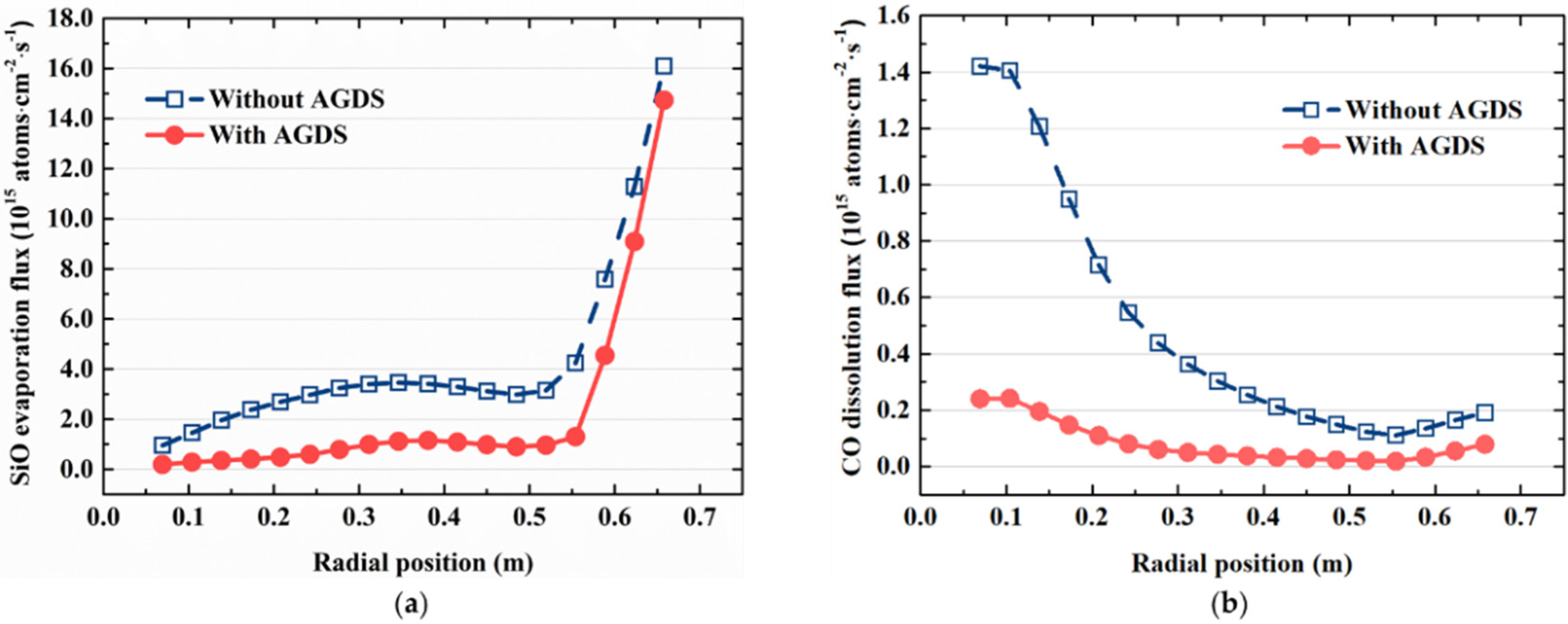
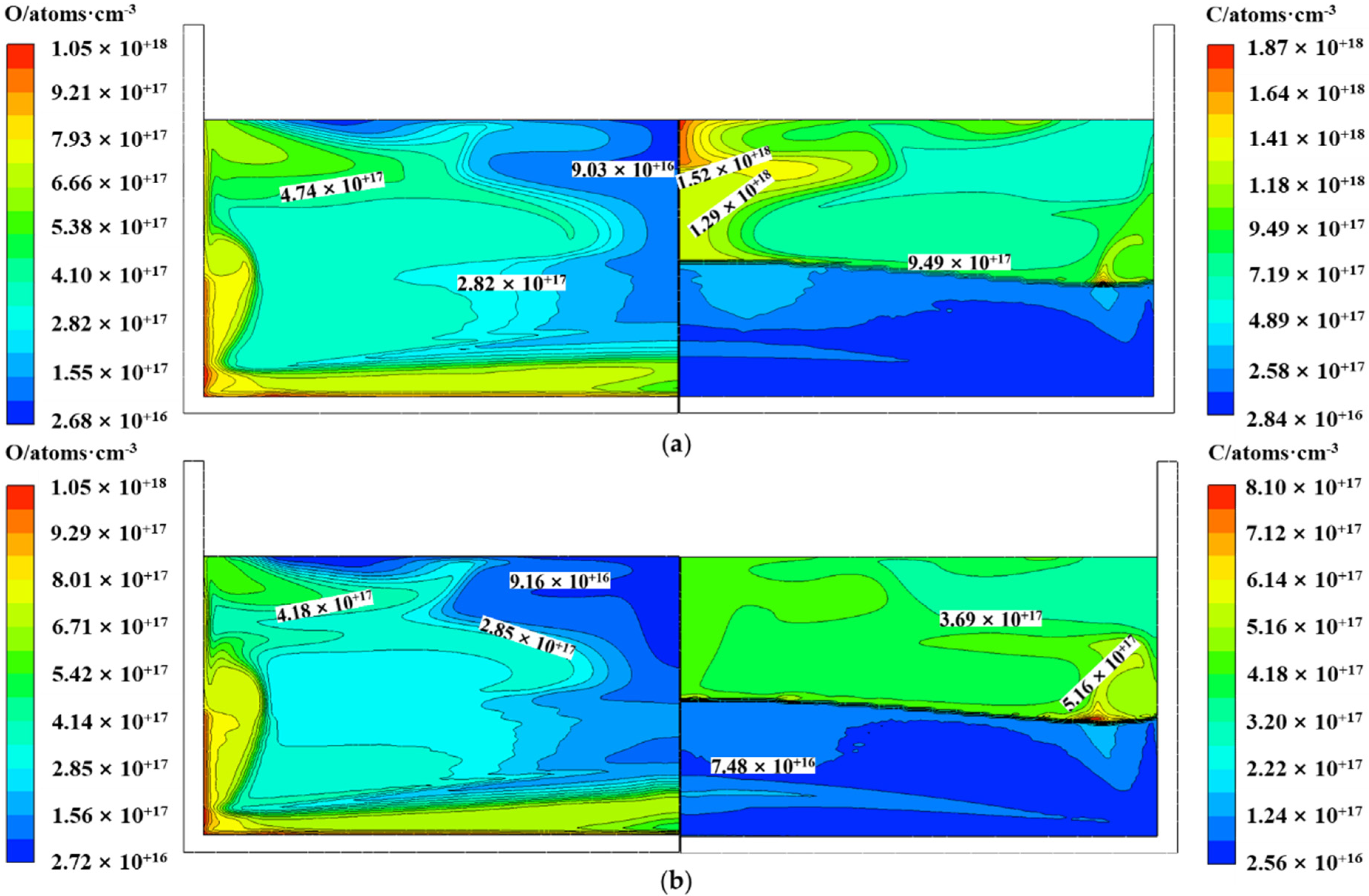
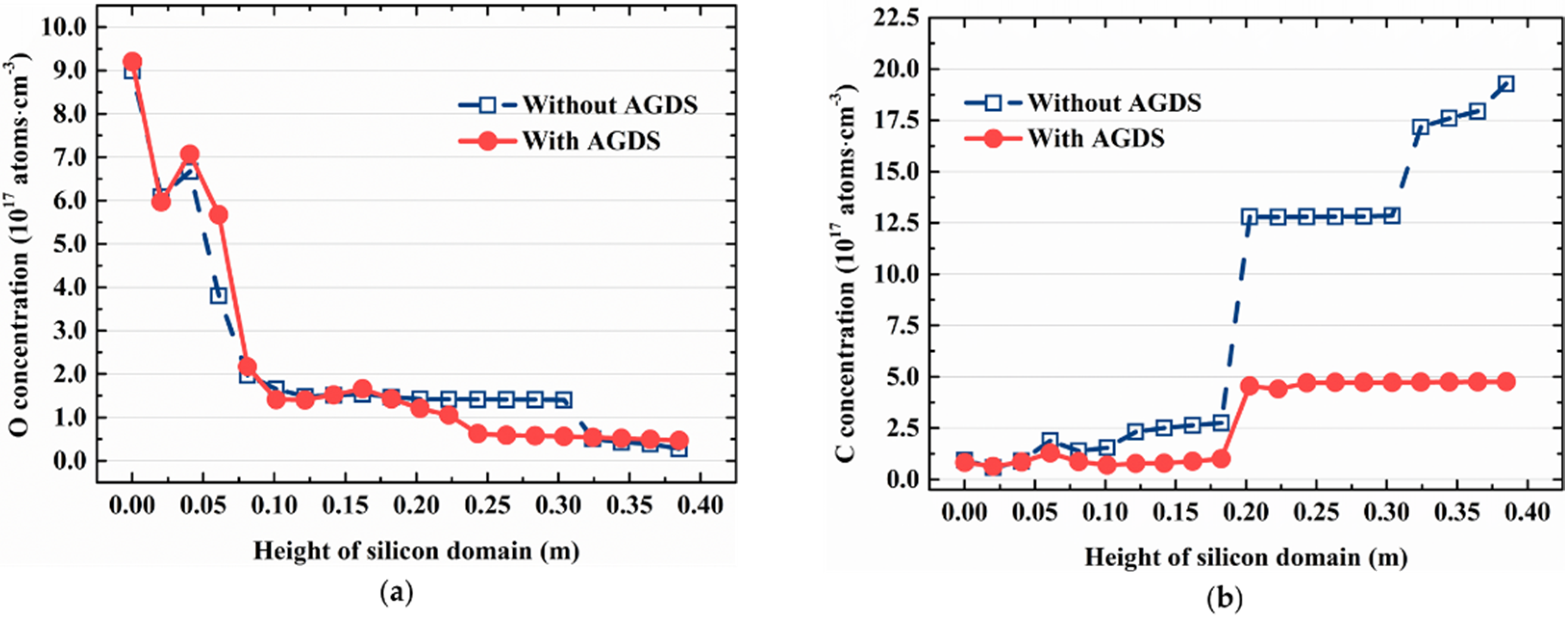
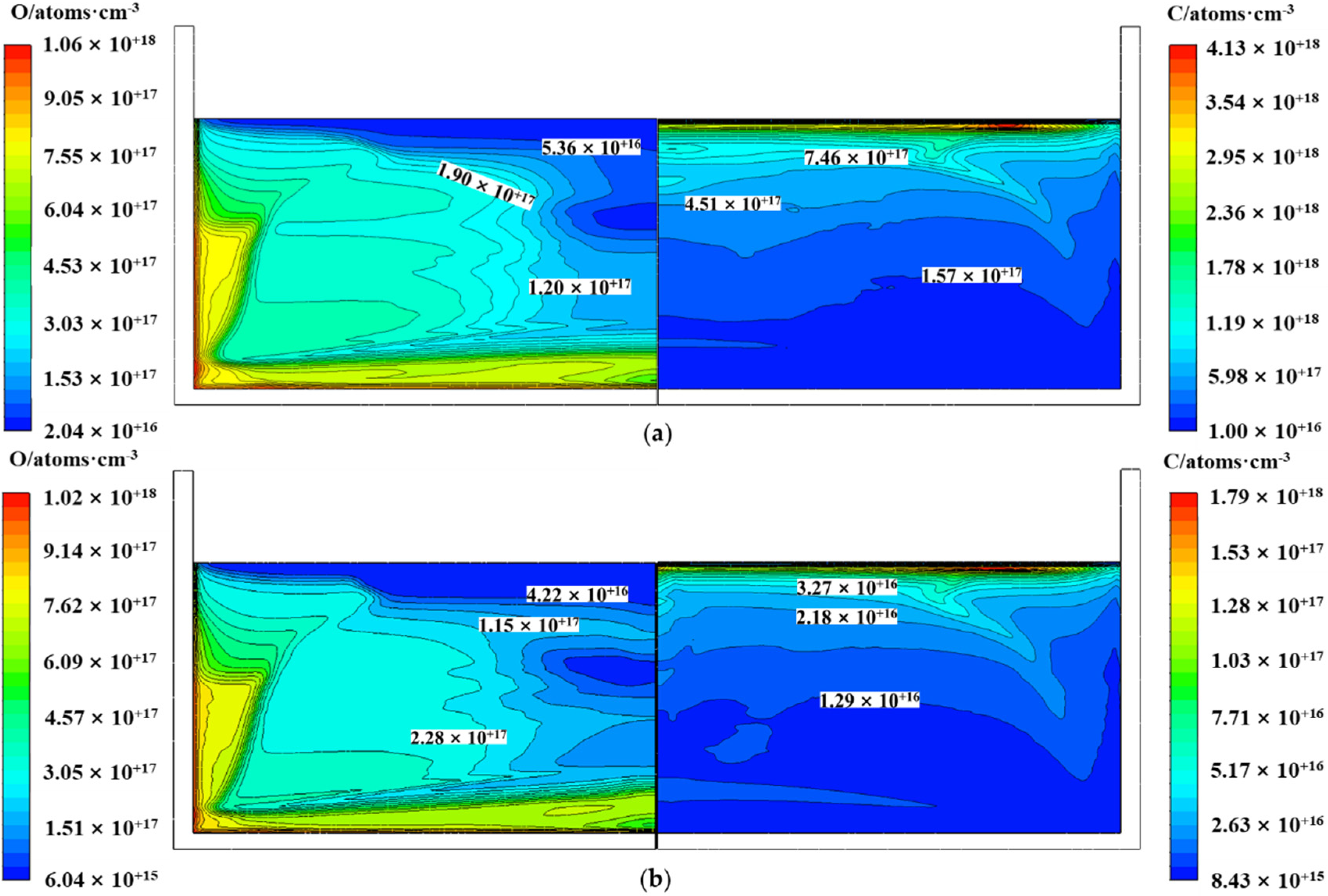
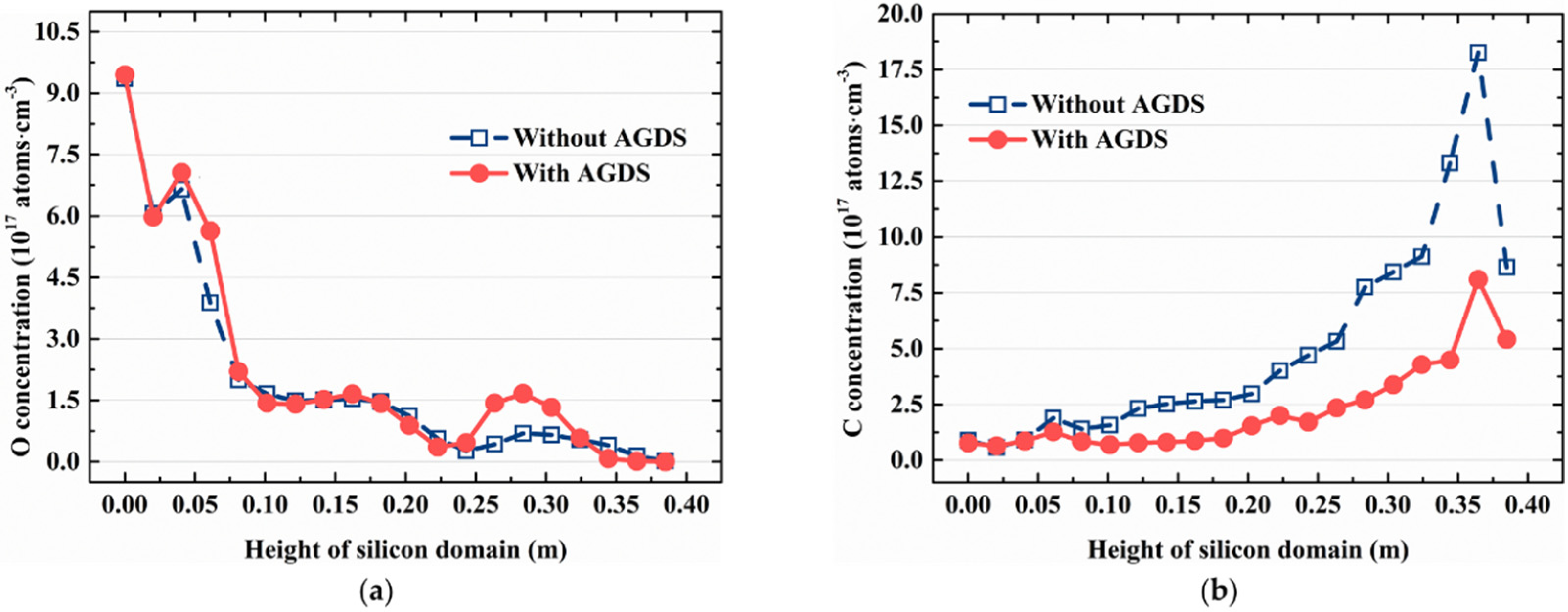
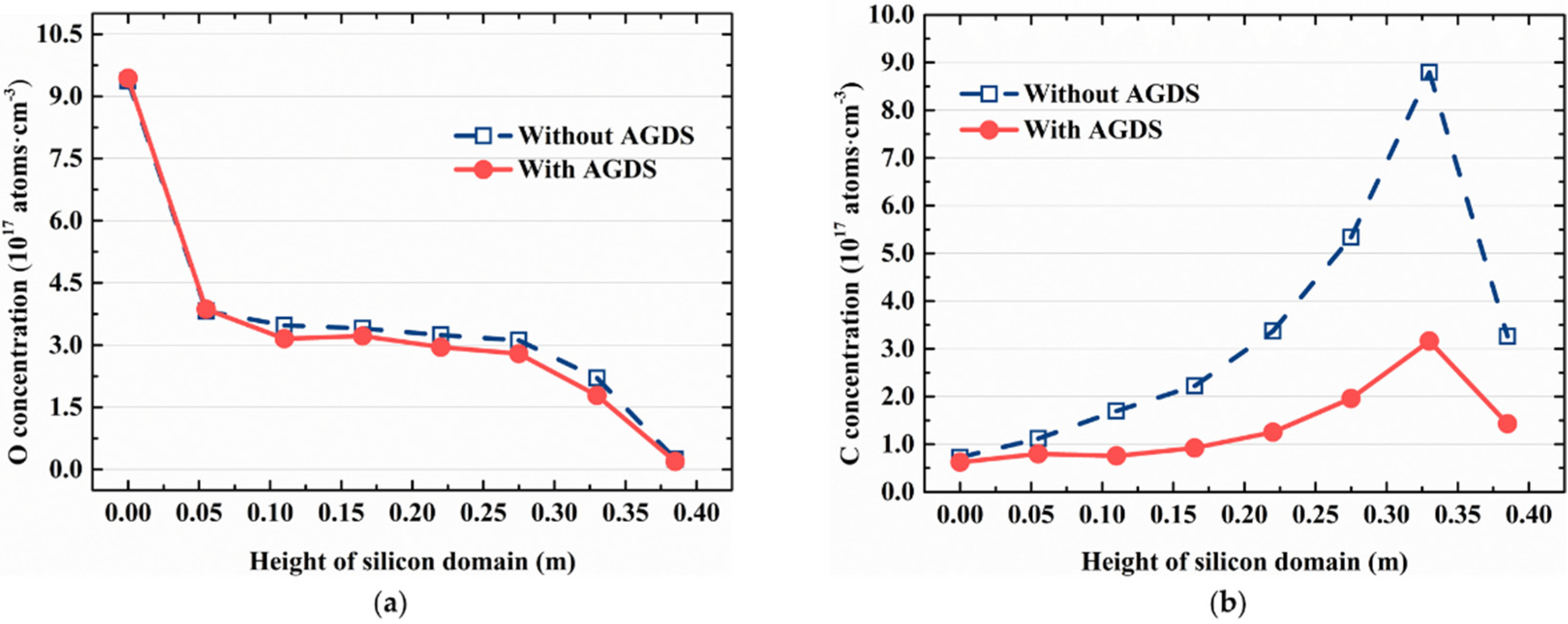
4.3. The Influence on O and C with and without the Optimized AGDS
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sundaramahalingam, S.; Gurusamy, A.; Perumalsamy, R. Transient Simulation on the Growth of Mono-like Silicon Ingot in DS Process Using Crucible with Plano-Concave Bottom for PV Applications. Silicon 2021, 1–11. [Google Scholar] [CrossRef]
- Qi, X.; Xue, Y.; Su, W.; Ma, W.; Liu, L. Effect of Argon Flow on Oxygen and Carbon Coupled Transport in an Industrial Directional Solidification Furnace for Crystalline Silicon Ingots. Crystals 2021, 11, 421. [Google Scholar] [CrossRef]
- Li, J.; Chen, Y.; Hong, R. Modeling and optimization of the feedstock melting for industrial photovoltaic multi-crystalline silicon ingot. Sol. Energy 2016, 139, 108–115. [Google Scholar] [CrossRef]
- Haessler, C.; Höfs, H.-U.; Koch, W.; Stollwerck, G.; Müller, A.; Karg, D.; Pensl, G. Formation and annihilation of oxygen donors in multicrystalline silicon for solar cells. Mater. Sci. Eng. B 2000, 71, 39–46. [Google Scholar] [CrossRef]
- Chen, N.; Liu, B.; Qiu, S.; Liu, G.; Du, G. Study of SiC and Si3N4 inclusions in industrial multicrystalline silicon ingots grown by directional solidification method. Mater. Sci. Semicond. Process. 2010, 13, 231–238. [Google Scholar] [CrossRef]
- Du, G.; Chen, N.; Rossetto, P. On-wafer investigation of SiC and Si3N4 inclusions in multicrystalline Si grown by directional solidification. Sol. Energy Mater. Sol. Cells 2008, 92, 1059–1066. [Google Scholar] [CrossRef]
- Liu, L.; Ma, W.; Qi, X.; Li, Z.; Zhang, Y. Global simulation of coupled oxygen and carbon transport in an industrial directional solidification furnace for crystalline silicon ingots: Effect of crucible cover coating. Int. J. Heat Mass Transf. 2017, 108, 2355–2364. [Google Scholar] [CrossRef]
- Dropka, N.; Buchovska, I.; Degenhardt, U.; Kiessling, F. Influence of impurities from SiC and TiC crucible cover on directionally solidified silicon. J. Cryst. Growth 2020, 542, 125692. [Google Scholar] [CrossRef]
- Gao, B.; Nakano, S.; Kakimoto, K. Effect of crucible cover material on impurities of multicrystalline silicon in a unidirectional solidification furnace. J. Cryst. Growth 2011, 318, 255–258. [Google Scholar] [CrossRef]
- Raabe, L.; Pätzold, O.; Kupka, I.; Ehrig, J.; Würzner, S.; Stelter, M. The effect of graphite components and crucible coating on the behaviour of carbon and oxygen in multicrystalline silicon. J. Cryst. Growth 2011, 318, 234–238. [Google Scholar] [CrossRef]
- Kvande, R.; Arnberg, L.; Martin, C. Influence of crucible and coating quality on the properties of multicrystalline silicon for solar cells. J. Cryst. Growth 2009, 311, 765–768. [Google Scholar] [CrossRef]
- Teng, Y.; Chen, J.; Lu, C.; Chen, H.-I.; Hsu, C.; Chen, C. Effects of the furnace pressure on oxygen and silicon oxide distributions during the growth of multicrystalline silicon ingots by the directional solidification process. J. Cryst. Growth 2011, 318, 224–229. [Google Scholar] [CrossRef]
- Qi, X.; Liu, L.; Ma, W. Effects of Furnace Pressure on Oxygen and Carbon Coupled Transport in an Industrial Directional Solidification Furnace for Crystalline Silicon Ingots. J. Cryst. Growth 2016, 468, 933–938. [Google Scholar] [CrossRef]
- Li, Z.; Liu, L.; Ma, W.; Kakimoto, K. Effects of argon flow on impurities transport in a directional solidification furnace for silicon solar cells. J. Cryst. Growth 2011, 318, 304–312. [Google Scholar] [CrossRef]
- Kumar, M.A.; Srinivasan, M.; Ramasamy, P. Reduction of Carbon and Oxygen Impurities in mc-Silicon Ingot Using Molybdenum Gas Shield in Directional Solidification Process. Silicon 2020, 13, 4535–4544. [Google Scholar] [CrossRef]
- Liu, L.; Qi, X.; Ma, W.; Li, Z.; Zhang, Y. Control of the Gas Flow in an Industrial Directional Solidification Furnace for Production of High Purity Multicrystalline Silicon Ingots. Int. J. Photoenergy 2015, 2015, 1572–1576. [Google Scholar] [CrossRef] [Green Version]
- Gao, B.; Chen, X.J.; Nakano, S.; Kakimoto, K. Global growth of high purity multicrystalline silicon using a unidirectional solidification furnace for solar cells. J. Cryst. Growth 2010, 312, 1572–1576. [Google Scholar] [CrossRef]
- Venkatachalem, K.; Srinivasan, M.; Ramasamy, P. The Influence of Multiple-Heaters on the Reduction of Impurities in mc-Si for Directional Solidification. Silicon 2019, 11, 1335–1344. [Google Scholar] [CrossRef]
- Venkatachalem, K.; Srinivasan, M.; Perumalsamy, R. Optimizing Oxygen Impurities using different heater design in the Directional Solidification of Multi-Crystalline Silicon. Mater. Res. Express 2021, 6, 106323. [Google Scholar] [CrossRef]
- Bellmann, M.P.; Lindholm, D.; M’Hamdi, M. A novel method for gas flow and impurity control in directional solidification of multi-crystalline silicon. J. Cryst. Growth 2014, 399, 33–38. [Google Scholar] [CrossRef]
- Su, W.; Li, J.; Li, C.; Yang, W.; Wang, J. Design and Numerical Optimization of Gas Guidance System in Casting Silicon Furnace by the Orthogonal Experiment. Silicon 2021, 14, 301–307. [Google Scholar] [CrossRef]
- Teng, Y.; Chen, J.; Lu, C.; Chen, C. Numerical investigation of oxygen impurity distribution during multicrystalline silicon crystal growth using a gas flow guidance device. J. Cryst. Growth 2012, 360, 12–17. [Google Scholar] [CrossRef]
- Su, W.; Li, J.; Yang, W.; Han, X.; Guan, Z.; Zhang, Z. Numerical Investigation of Bottom Grille for Improving Large-Size Silicon Quality in Directional Solidification Process. Silicon 2021, 14, 211–221. [Google Scholar] [CrossRef]
- Su, W.; Yang, W.; Li, J.; Han, X.; Wang, J. Numerical Study of the Upgraded Hot Zone in Silicon Directional Solidification Process. Cryst. Res. Technol. 2021, 56, 2000180. [Google Scholar] [CrossRef]
- Gao, B.; Nakano, S.; Kakimoto, K. Global Simulation of Coupled Carbon and Oxygen Transport in a Unidirectional Solidification Furnace for Solar Cells. J. Electrochem. Soc. 2010, 157, H153–H159. [Google Scholar] [CrossRef]
- Bellmann, M.P.; Panjwani, B.; Syvertsen, M.; Meese, E.A. Dynamic simulation of impurity transport and chemical reactions in a Bridgman furnace for directional solidification of multi-crystalline silicon. J. Cryst. Growth 2013, 369, 47–54. [Google Scholar] [CrossRef]
- Yatsurugi, Y.; Akiyama, N.; Endo, Y.; Nozaki, T. Concentration, Solubility, and Equilibrium Distribution Coefficient of Nitrogen and Oxygen in Semiconductor Silicon. J. Electrochem. Soc. 1973, 120, 975–979. [Google Scholar] [CrossRef]
- Nozaki, T.; Yatsurugi, Y.; Akiyama, N. Concentration and Behavior of Carbon in Semiconductor Silicon. J. Electrochem. Soc. 1970, 117, 1566. [Google Scholar] [CrossRef]
- Liu, L.; Nakano, S.; Kakimoto, K. Investigation of oxygen distribution in electromagnetic CZ–Si melts with a transverse magnetic field using 3D global modeling. J. Cryst. Growth 2007, 299, 48–58. [Google Scholar] [CrossRef]
- Bornside, D.E.; Brown, R.A.; Fujiwara, T.; Fujiwara, H.; Kubo, T. The Effects of Gas-Phase Convection on Carbon Contamination of Czochralski-Grown Silicon. J. Electrochem. Soc. 1995, 142, 2790–2804. [Google Scholar] [CrossRef]
- Matsuo, H.; Bairava Ganesh, R.; Nakano, S.; Liu, L.; Kangawa, Y.; Arafune, K.; Ohshita, Y.; Yamaguchi, M.; Kakimoto, K. Thermodynamical analysis of oxygen incorporation from a quartz crucible during solidification of multicrystalline silicon for solar cell. J. Cryst. Growth 2008, 310, 4666–4671. [Google Scholar] [CrossRef]
- Deng, L.; Feng, B.; Zhang, Y. An optimized method for multi-objective and multi-factor designing of a ceramic slurry: Combining orthogonal experimental design with artificial neural networks. Ceram. Int. 2018, 44, 15918–15923. [Google Scholar] [CrossRef]
- Kang, P.; Zhao, Q.; Guo, S.; Xue, W.; Liu, H.; Chao, Z.; Jiang, L.; Wu, G. Optimization of the spark plasma sintering process for high volume fraction SiCp/Al composites by orthogonal experimental design. Ceram. Int. 2021, 47, 3816–3825. [Google Scholar] [CrossRef]
- Zhou, C.-C.; Yin, G.-F.; Hu, X.-B. Multi-objective optimization of material selection for sustainable products: Artificial neural networks and genetic algorithm approach. Mater. Des. 2009, 30, 1209–1215. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Chemical Reactions |
|---|---|
| (1) Quartz crucible-silicon melt interface | SiO2(s)↔Si(m) + 2O(m) |
| (2) The free surface of silicon melt | Si(m) + O(m)↔SiO(g) |
| (3) The surface of hot graphite parts | SiO(g) + 2C(s)↔CO(g) + SiC(s) |
| (4) The free surface of silicon melt | CO(g)↔C(m) + O(m) |
| (5) c-m interface | O(m)↔O(c) |
| C(m)↔C(c) |
| Factors | X1: Qinner/L·min−1 | X2: Qouter/L·min−1 | X3: H/mm | |
|---|---|---|---|---|
| Levels | ||||
| 1 | 20 | 20 | 20 | |
| 2 | 30 | 30 | 65 | |
| 3 | 40 | 40 | 120 | |
| Factors | X1: Qouter/L·min−1 | X2: Qinner/L·min−1 | X3: H/mm | Result: Y/1017·Atoms·cm−3 | ||
|---|---|---|---|---|---|---|
| Exp# | YO | YC | ||||
| 1 | 20 | 20 | 10 | 3.411 | 1.581 | |
| 2 | 20 | 30 | 65 | 3.248 | 4.357 | |
| 3 | 20 | 40 | 120 | 3.146 | 4.384 | |
| 4 | 30 | 20 | 65 | 3.470 | 3.473 | |
| 5 | 30 | 30 | 120 | 3.012 | 3.076 | |
| 6 | 30 | 40 | 10 | 3.195 | 2.131 | |
| 7 | 40 | 20 | 120 | 3.269 | 2.182 | |
| 8 | 40 | 30 | 10 | 3.115 | 1.874 | |
| 9 | 40 | 40 | 65 | 3.389 | 3.005 | |
| Factors | X1: Qouter/L·min−1 | X2: Qinner/L·min−1 | X3: H/mm | |
|---|---|---|---|---|
| Evaluation | ||||
| 3.268 | 3.383 | 3.240 | ||
| 3.226 | 3.125 | 3.252 | ||
| 3.141 | 3.129 | 3.142 | ||
| R | 0.127 | 0.258 | 0.110 | |
| Factors | X1: Qouter/L·min−1 | X2: Qinner/L·min−1 | X3: H/mm | |
|---|---|---|---|---|
| Evaluation | ||||
| 3.441 | 2.412 | 1.862 | ||
| 2.893 | 3.102 | 3.612 | ||
| 2.354 | 3.173 | 3.214 | ||
| R | 1.087 | 0.761 | 1.750 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Su, W.; Zhang, Z.; Guan, Z.; Li, J.; Wang, J. Design and Numerical Study of Argon Gas Diversion System Using Orthogonal Experiment to Reduce Impurities in Large-Sized Casting Silicon. Crystals 2022, 12, 562. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040562
Li J, Su W, Zhang Z, Guan Z, Li J, Wang J. Design and Numerical Study of Argon Gas Diversion System Using Orthogonal Experiment to Reduce Impurities in Large-Sized Casting Silicon. Crystals. 2022; 12(4):562. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040562
Chicago/Turabian StyleLi, Jiulong, Wenjia Su, Zhen Zhang, Zhicheng Guan, Jiaqi Li, and Junfeng Wang. 2022. "Design and Numerical Study of Argon Gas Diversion System Using Orthogonal Experiment to Reduce Impurities in Large-Sized Casting Silicon" Crystals 12, no. 4: 562. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040562