
Statistical Analysis of the Distribution of the Schmid Factor in As-Built and Annealed Parts Produced by Laser Powder Bed Fusion



Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication and Heat Treatment of Test Specimens
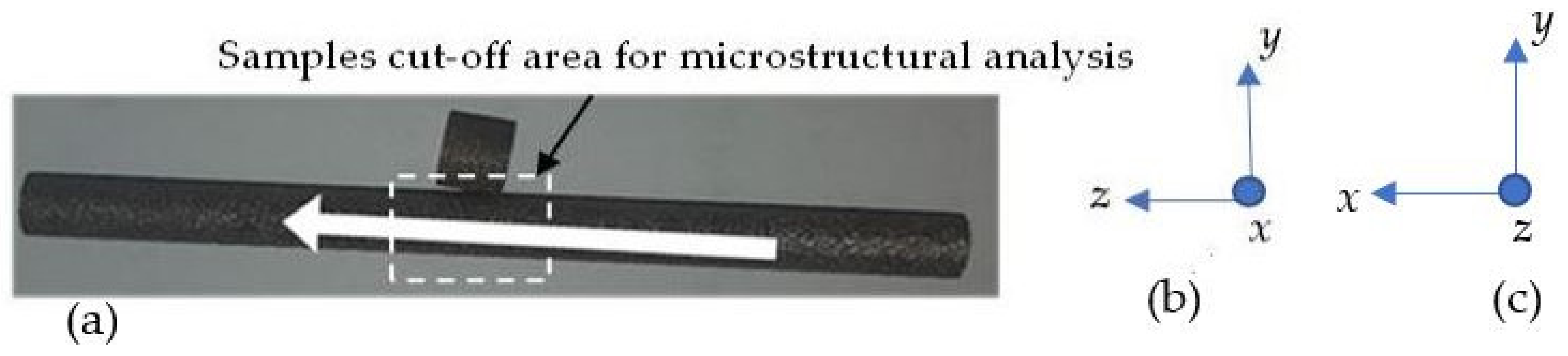
2.2. Materials Preparation
2.3. EBSD Analysis
2.4. Reconstruction of Prior β-Grains
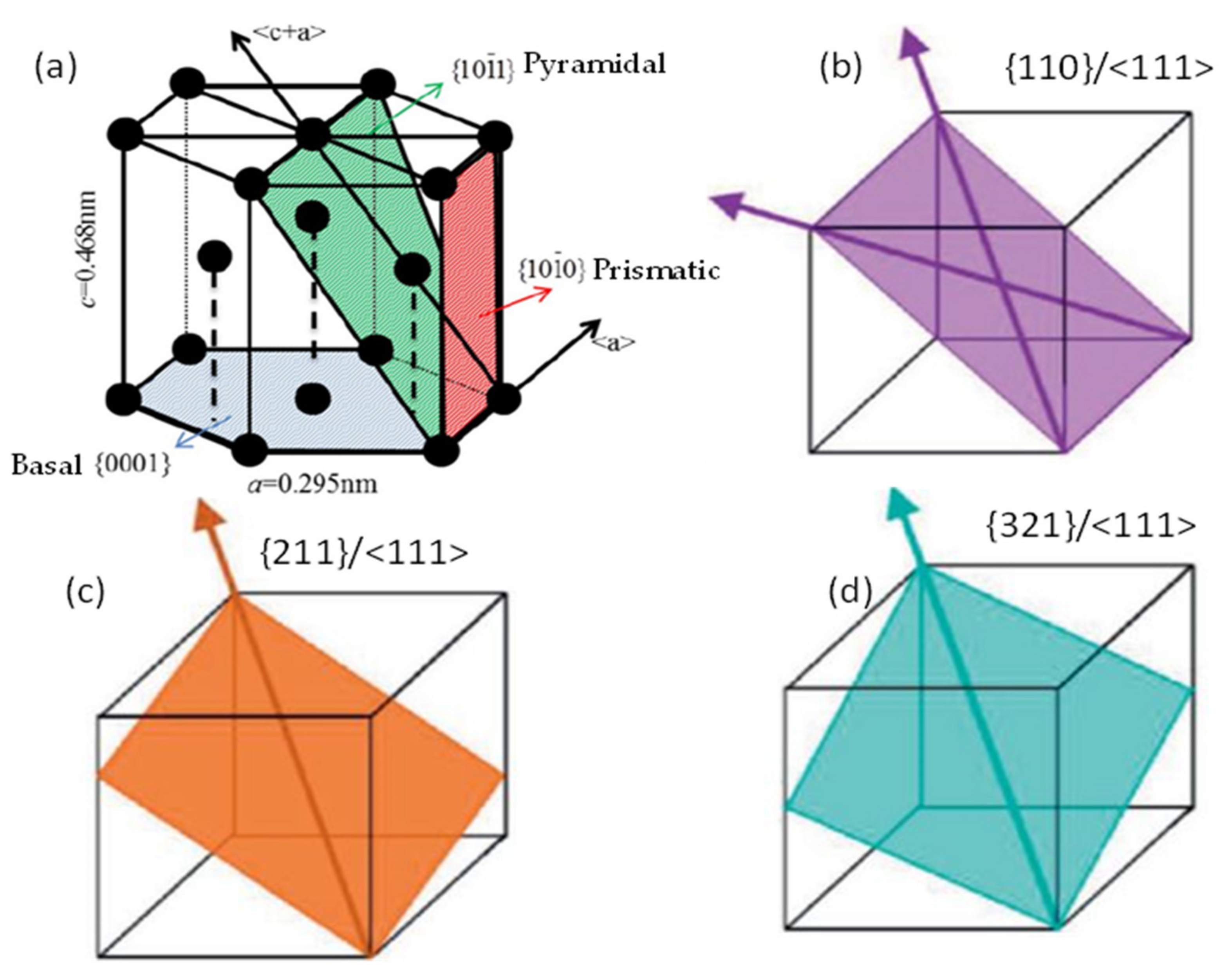
2.5. Calculation of Schmid Factor for Different Slip Systems in the α and β-Phases Using MTEX Toolbox
3. Results and Discussion
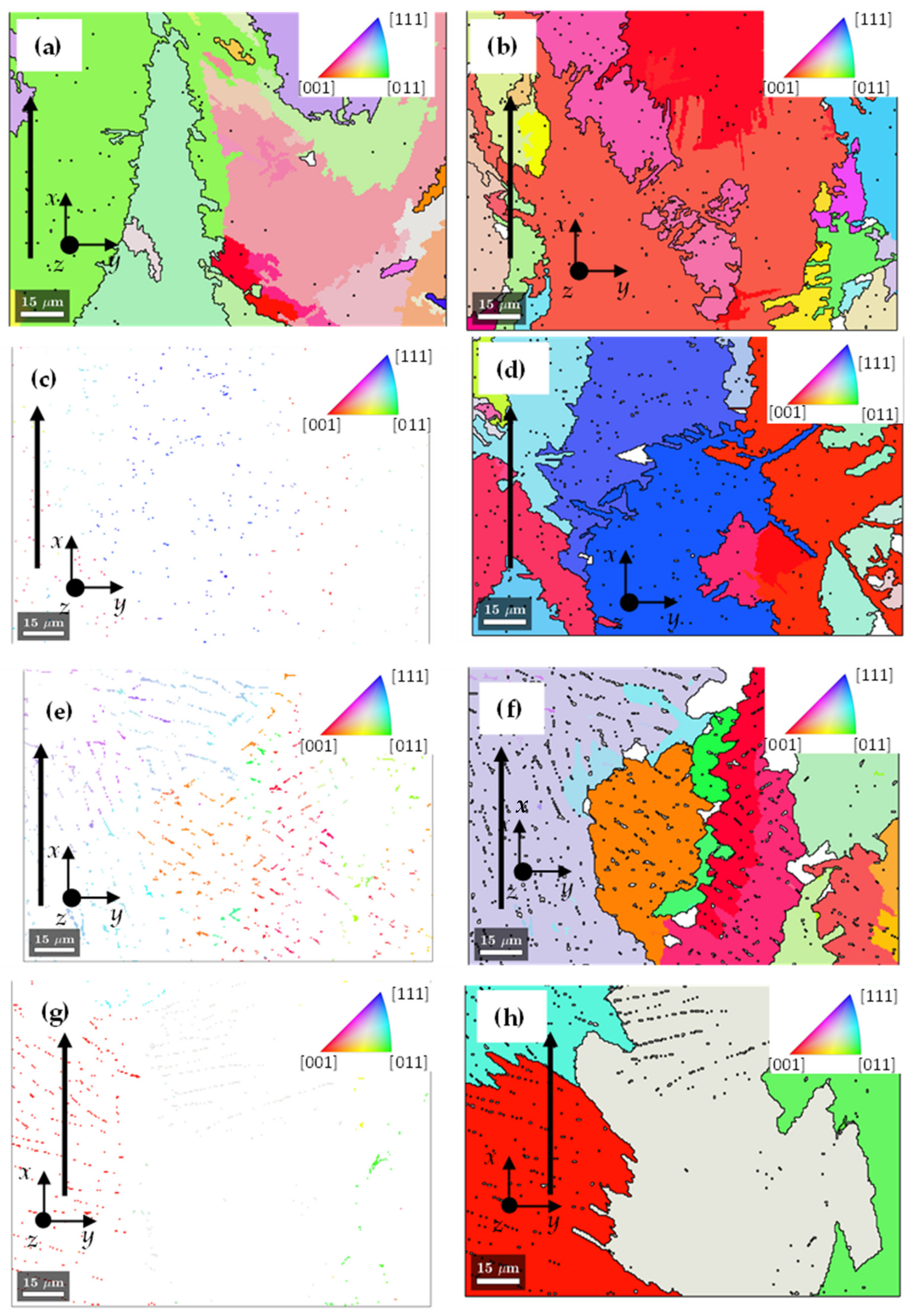
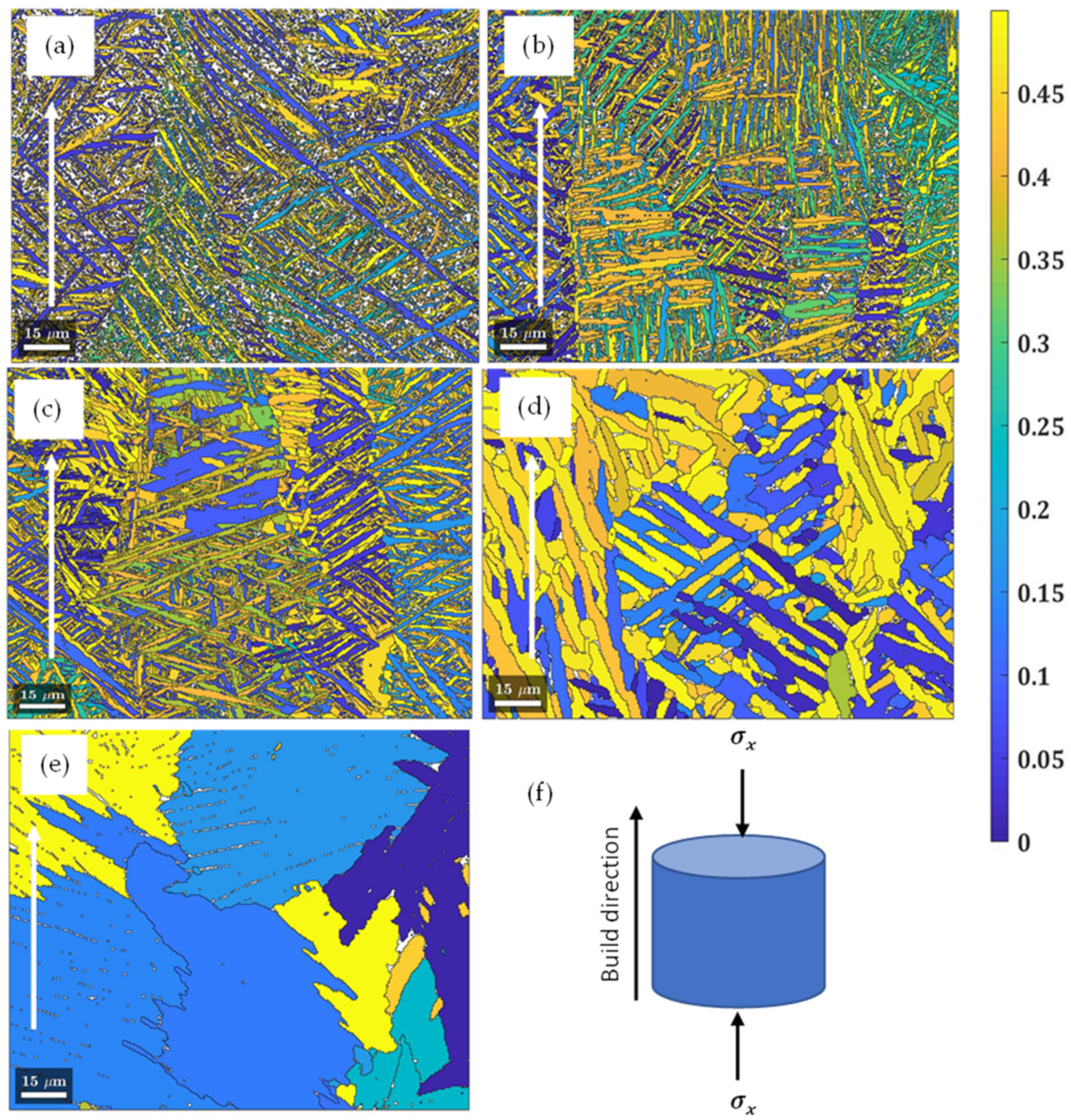
3.1. Orientation Distribution and Volume Fraction of Phases
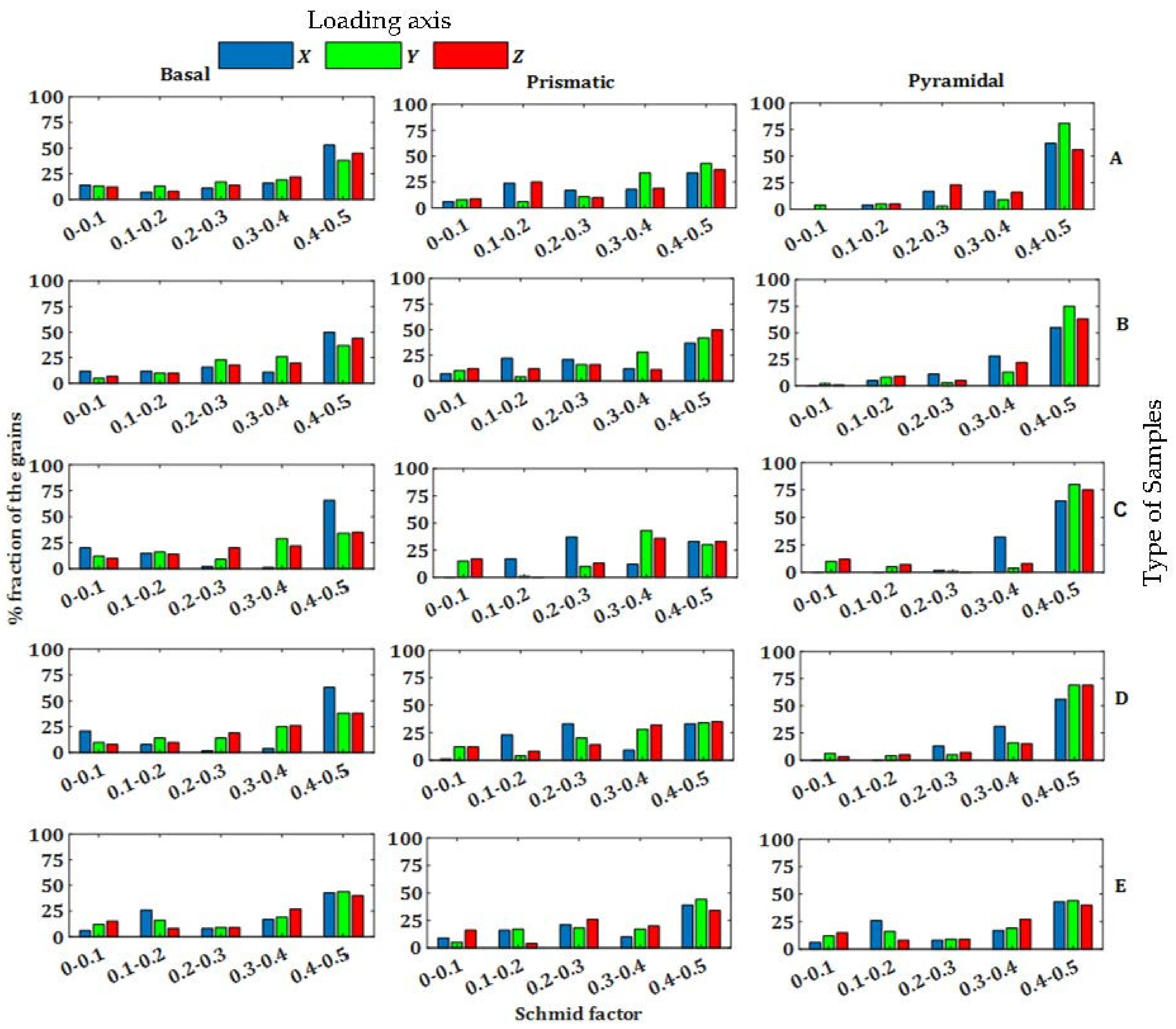
3.2. Schmid Factor Distribution of α′/α-Phase in Various Microstructures of DMLS Ti6Al4V(ELI)
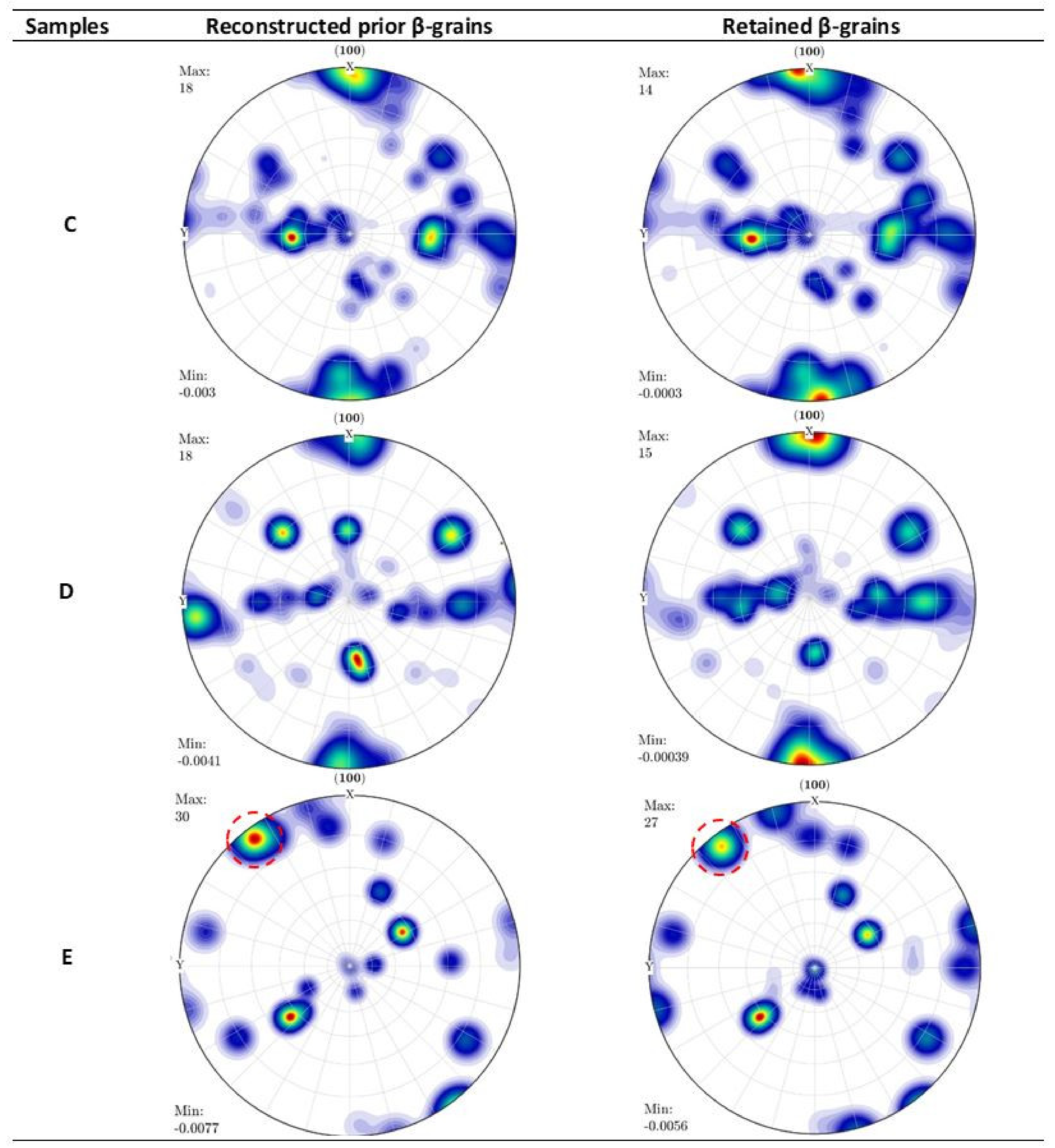
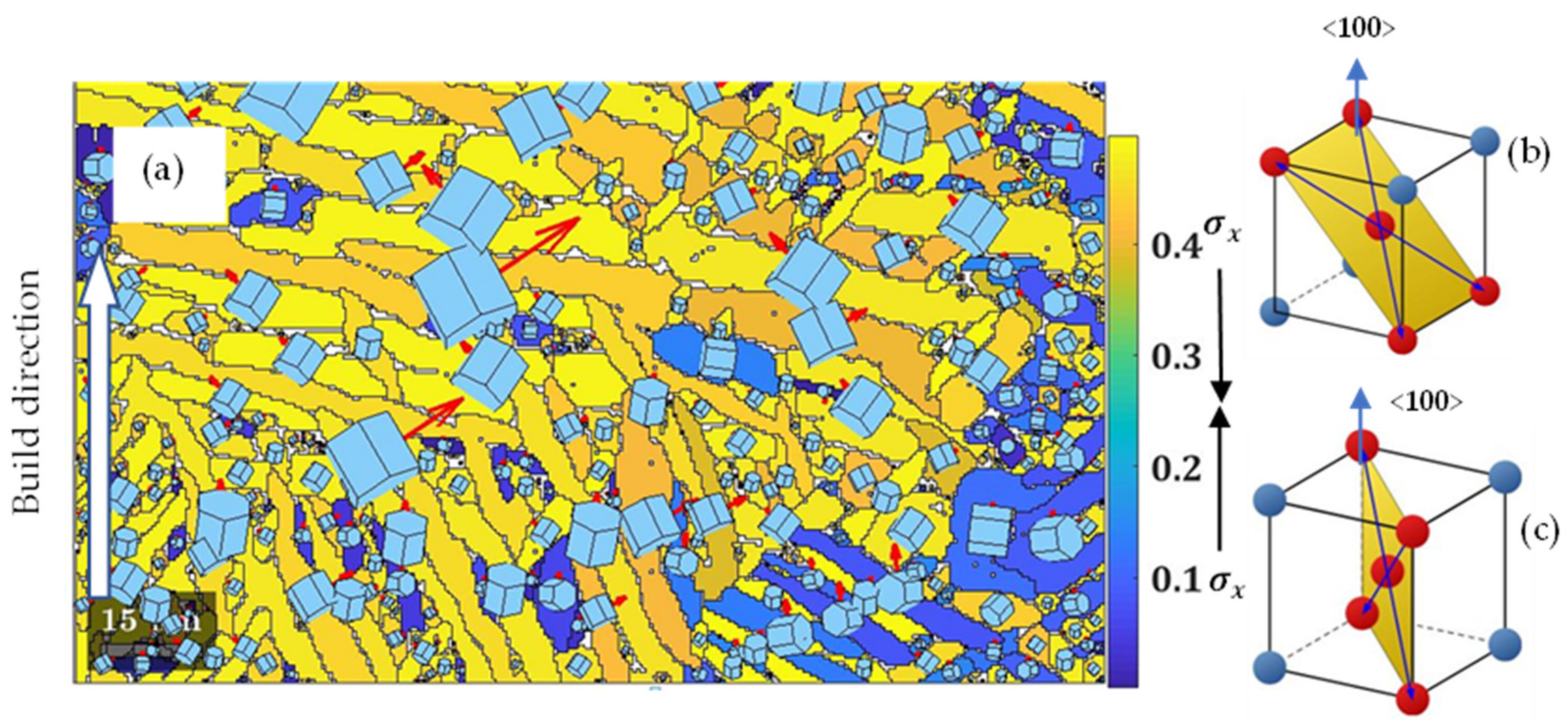
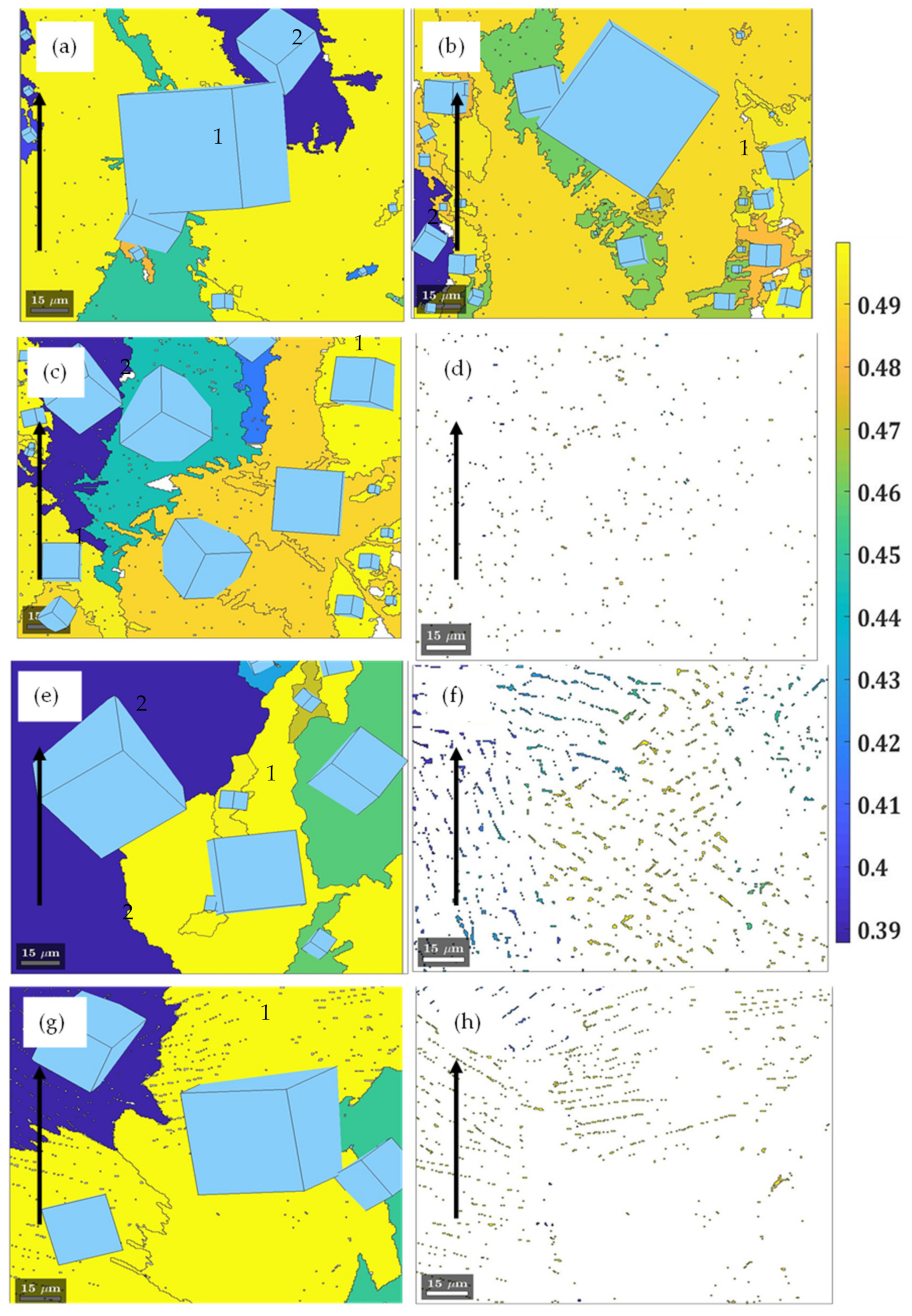
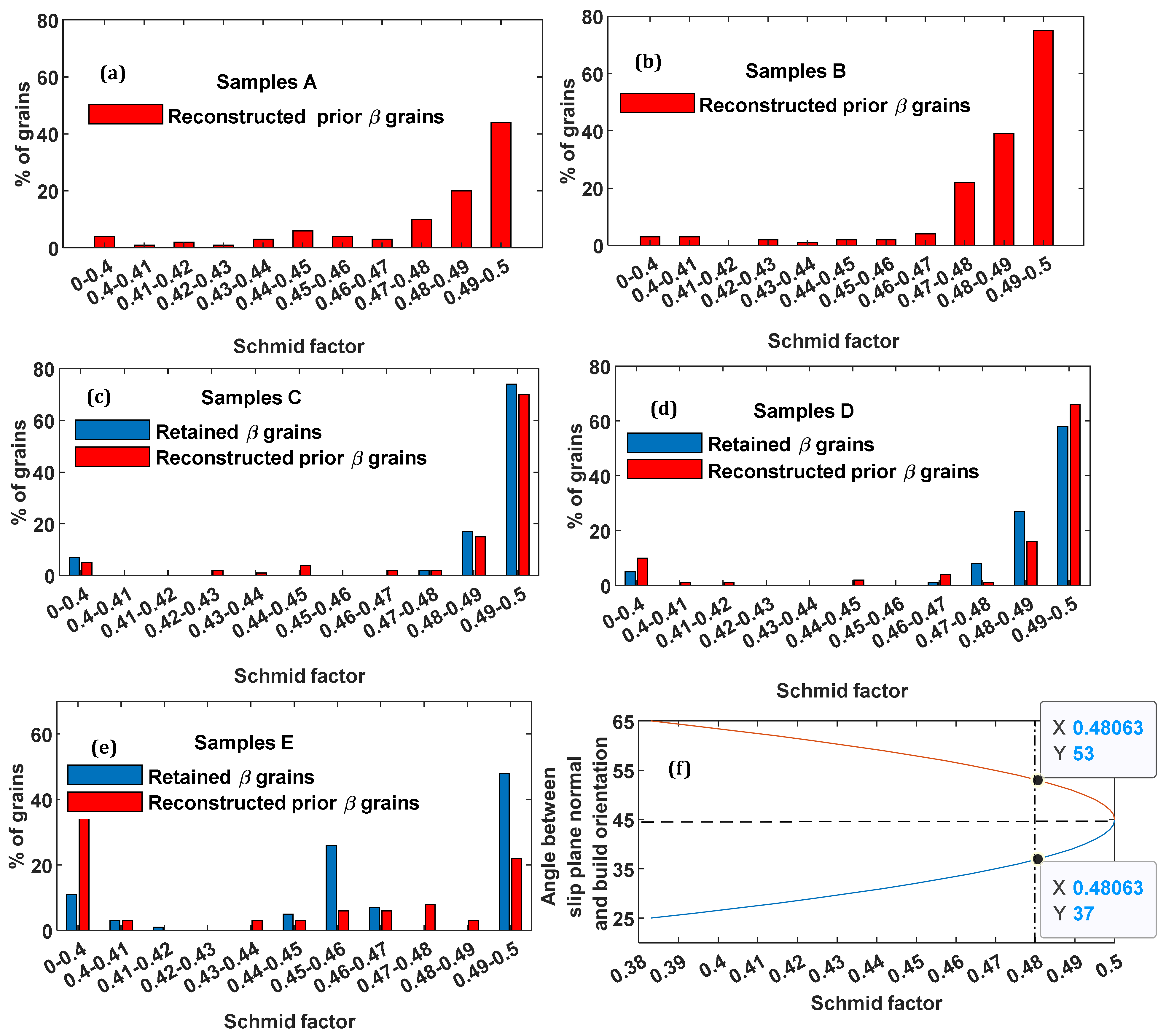
3.3. Schmid Factor Distribution of Retained β-Grains and Reconstructed Prior β-Grains in Various Microstructures of DMLS Ti6Al4V(ELI)
4. Conclusions
- The crystallographic orientation of the retained β-grains and that of reconstructed prior β-grains was found to be the same and was further confirmed by the pole figures of these grains.
- The determined values of the global Schmid factor for the α′/α-phase of DMLS Ti6Al4V(ELI) were distributed across the full range of values (0–0.5).
- More than 50% of the grains in samples A, B, C, and D had their global Schmid factor for the basal slip system at the highest range of 0.4–0.5 for a load acting along the build direction.
- The influence of the build direction on the global Schmid factor of the α′/α -basal slip system diminished in the E samples that were heat treated above the α→β transformation temperature. The percentage of grains with 0.4 for this type of slip system was approximately the same for the load applied in any one of the three mutually orthogonal x-, y-, and z-directions.
- The build direction did not seem to influence the distribution of the global Schmid factors for the prismatic and pyramidal slip systems.
- There was a higher number of α′/α grains with the global Schmid factor in the pyramidal slip system 0.4, compared to the basal and prismatic slip systems in samples A, B, C, and D, especially for the uniaxial load acting along the y- and z-axes.
- Over 90% of the retained β-grains and reconstructed prior β-grains in samples A, B, C, and D had values of the global Schmid factor > 0.4 for loads acting along the build direction. Furthermore, over 60% of the grains in these four different groups of samples had their global Schmid factors in the highest range of 0.48 to 0.5.
- Only 22% and 48% of the reconstructed prior β-grains and retained β-grains, respectively, had their global Schmid factors in the highest range of 0.48–0.5.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy; Elsevier Inc.: Victoria, Austria, 2015; pp. 447–468. [Google Scholar] [CrossRef]
- Senthamarai, C.; Chandra, S.; Krishnan, P.; Pravin, S. A review on additive manufacturing of AA2024 and AA6061 alloys using powder bed fusion. IOP Conf. Ser. Mater. Sci. Eng. 2020, 988, 012002. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Dieter, E.G. Mechanical Metallurgy, 3rd ed.; Materials Science and Engineering Series; McGraw-Hill: New York, NY, USA, 1986; pp. 255–258. [Google Scholar]
- Kocks, U.F.; Tomé, C.N.; Wenk, H.R. Texture and Anisotropy: Preferred Orientations in Polycrystals and Their Effect on Materials Properties; Cambridge University Press: New York, NY, USA, 1998; pp. 10–44. [Google Scholar]
- Lütjering, G.; Williams, J.C. Alpha + Beta Alloys. In Titanium; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2003; pp. 177–232. [Google Scholar] [CrossRef]
- Muiruri, A.; Maina, M.; du Preez, W. Crystallographic Texture Analysis of As Built and Heat-Treated Ti6Al4V (ELI) Produced by Direct Metal Laser Sintering. Crystals 2020, 10, 699. [Google Scholar] [CrossRef]
- Obasi, G.C.; Bircosa, S.; Quinta, F.J.; Preuss, M. Effect of β grain growth on variant selection and texture memory effect during α→β→α phase transformation in Ti6Al4V. Acta Mater. 2012, 60, 1048–1058. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tucks, C. The formation of α+β microstructure in as-fabricated selective laser melting of Ti6Al4V. J. Mater. Res. 2014, 29, 2028–2035. [Google Scholar] [CrossRef] [Green Version]
- Beladi, H.; Chao, Q.; Gregory, S. Variant selection and intervariant crystallographic planes distribution in martensite in a Ti6Al4V alloy. Acta Mater. 2014, 80, 478–489. [Google Scholar] [CrossRef]
- Bunge, H.J. Texture Analysis in Materials Science; Butterworth & Co.: Oxford, UK, 1982; pp. 3–8. [Google Scholar]
- Britton, T.B.; Jiang, J.; Guo, Y.; Clemente, V.A.; Wallies, D.; Hansen, L.N.; Wainkelmann, A.; Wilkinson, A.J. Tutorial: Crystal orientations and EBSD—Or which way is up? Mater. Charact. 2016, 117, 113–126. [Google Scholar] [CrossRef] [Green Version]
- Valerie, R. Electron backscatter diffraction: Strategies for reliable data acquisition and processing. Mater. Charact. 2009, 60, 913–922. [Google Scholar] [CrossRef]
- Callister, W.D. Material Science and Engineering: An Introduction, 7th ed.; John Wiley & Sons, Inc.: New York, NY, USA, 2007; p. 182. [Google Scholar]
- Bertrand, E.; Castany, P.; Péron, I.; Gloriant, T. Twinning system selection in a metastable β-titanium alloy by Schmid factor analysis. Scr. Mater. 2011, 64, 1110–1113. [Google Scholar] [CrossRef] [Green Version]
- Charlotte, F.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti6Al4V: Microstructure, texture and mechanical behaviour of the as built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Chandramohan, P. Laser additive manufactured Ti6Al4V alloy: Texture analysis. Mater. Chem. Phys. 2019, 226, 272–278. [Google Scholar] [CrossRef]
- Titanium for Additive Manufacturing (Data Sheet for Standard Sizes and Chemistry). Available online: https://www.tls-technik.de/en/titanium-powder.html (accessed on 8 December 2021).
- Muiruri, A.; Maina, M.; du Preez, W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (ELI) by the Method of X-ray Diffraction. Materials 2020, 13, 5355. [Google Scholar] [CrossRef] [PubMed]
- Cayron, C. ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 2007, 40, 1183–1188. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, G.; Sen, I.; Gopinath, K.; Ramamurty, U. Influence of minor addition of boron on tensile and fatigue properties of wrought Ti6Al4V alloys. Mater. Sci. Eng. A 2012, 540, 142–151. [Google Scholar] [CrossRef]
- Dragomir, I.C.; Ungar, T. Contrast factors of dislocations in the hexagonal crystal system. J. Appl. Crystallogr. 2002, 35, 556–564. [Google Scholar] [CrossRef]
- Moletsane, G.; Krakhamalev, P.; Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Kazantseva, I. Tensile properties and microstructure of direct metal laser sintered Ti6Al4V(ELI) alloy. SAJIE 2016, 27, 110–121. [Google Scholar] [CrossRef] [Green Version]
- Malefane, L.B.; Du Preez, W.B.; Maringa, M. High cycle fatigue properties of as-built Ti6Al4V(ELI) produced by direct metal laser sintering. SAJIE 2017, 28, 188–199. [Google Scholar] [CrossRef] [Green Version]
- Burgers, W. On the process of transition of the cubic-body- centered modification into the hexagonal- close- packed modification of zirconium. Physica 1934, 1, 561–586. [Google Scholar] [CrossRef]
- Bridier, F.; Villechaise, P.; Mendez, J. Analysis of the different slip systems activated by tension in a α/β titanium in relation with local crystallographic orientation. Acta Mater. 2004, 53, 555–567. [Google Scholar] [CrossRef]
- Hongmei, L. Analysis of the Deformation Behavior of the Hexagonal Close-Packed Alpha Phase in Titanium and Titanium Alloys. Ph.D. Thesis, Michigan State University, East Lansing, MI, USA, 2013. [Google Scholar]
- Hémery, S.; Villechaise, P. In situ EBSD investigation of deformation processes and strain partitioning in bi-modal Ti6Al4V using lattice rotations. Acta Mater. 2019, 171, 261–274. [Google Scholar] [CrossRef]
- Bridier, F.; Villechaise, P.; Mendez, J. Slip and fatigue crack formation processes in an α/β titanium alloy in relation to crystallographic texture on different scales. Acta Mater. 2008, 56, 3951–3962. [Google Scholar] [CrossRef]
- Dick, T.; Cailletaud, G. Fretting modelling with a crystal plasticity model of Ti6Al4V. Comput. Mater. Sci. 2006, 38, 113–125. [Google Scholar] [CrossRef]
- Jones, I.P.; Hutchinson, W.B. Stress-state dependence on slip in titanium-6Al-4V and other H.C.P metals. Acta Metall. 1981, 29, 951–968. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Temperature ( ) | Residence Time (h) | Cooling Rate | Average Rate of Cooling |
|---|---|---|---|---|
| A | As-built | - | - | - |
| B | 650 | 3 h | FC | - |
| C | 800 | 2.5 h | CC | 7.5 °C/min |
| D * | 940 and 750 | 2.5 h and 2 h | CC | 57.5 and 51 °C/min |
| E | 1020 | 2.5 h | CC | 40.5 °C/min |
| Slips System | Slip Plane | Slip Direction (<a>) | Number of Variants |
|---|---|---|---|
| Basal | <0001> | () | 3 |
| Prismatic | {} | () | 6 |
| Pyramidal | {} | () | 12 |
| Method of Analysis | EBSD | XRD | ||
|---|---|---|---|---|
| Type of phase | α′/α | β | α′/α | β |
| Samples A | 100% | 0 | 100% | 0 |
| Samples B | 100% | 0 | 100% | 0 |
| Samples C | 98.9% | 1.1% | 96.4% | 3.6% |
| Samples D | 94.9% | 5.1% | 93,6% | 6.4% |
| Samples E | 97.3% | 2.7% | 93.4% | 6.6% |
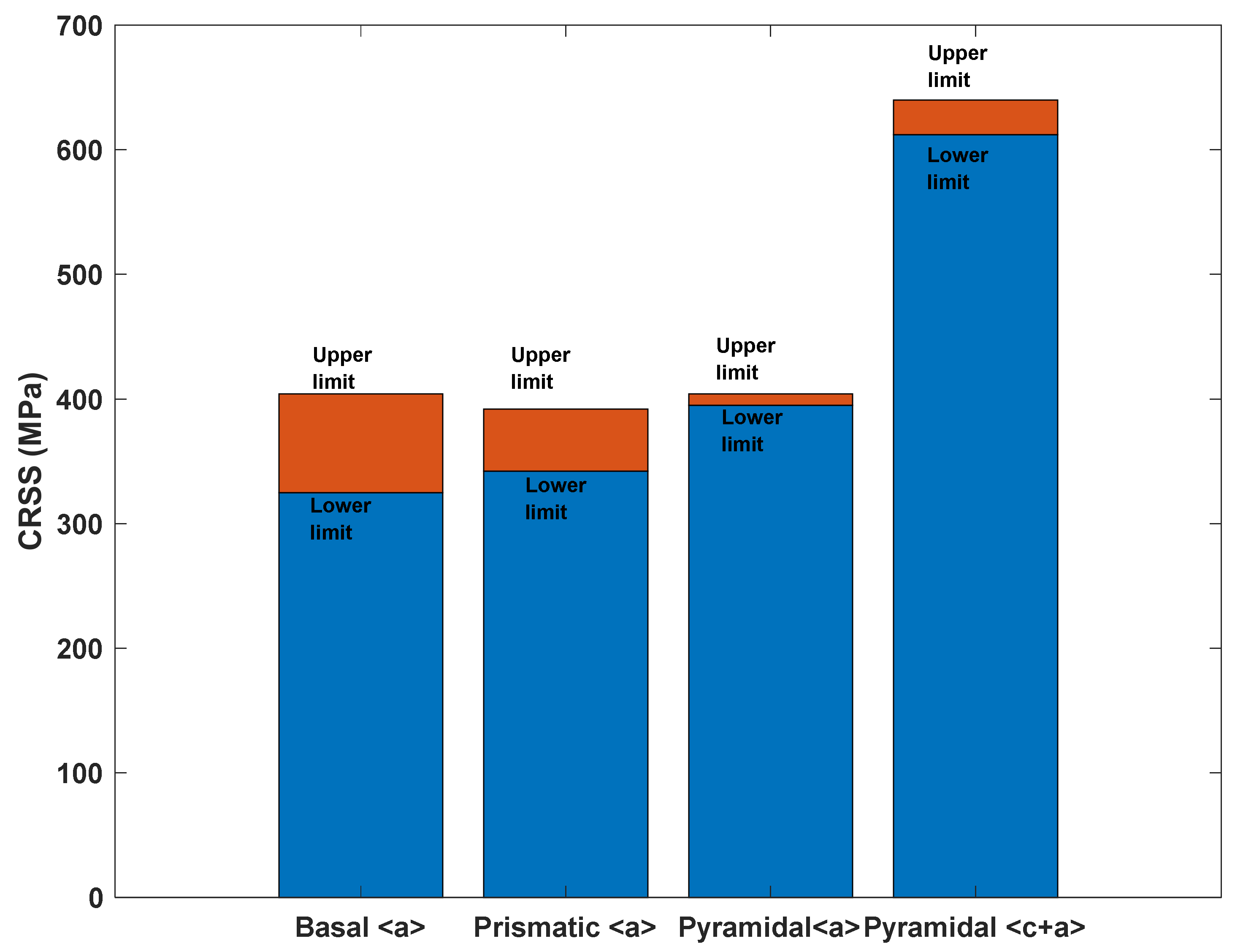
| Slip System | Basal<α> | Ref | Prismatic<α> | Ref | Pyramidal<α> | Ref | Pyramidal<c+α> | Ref |
|---|---|---|---|---|---|---|---|---|
| 388 MPa | [26] | 373 MPa | [26] | 401 MPa | [27] | 631 MPa | [27] | |
| 345 MPa | [27] | 355 MPa | [27] | 395 MPa | [31] | 612 MPa | [27] | |
| 325 MPa | [27] | 342 MPa | [28] | 404 MPa | [31] | 640 MPa | [29] | |
| 373 MPa | [28] | 388 MPa | [29] | |||||
| 400 MPa | [29] | 380 MPa | [30] | |||||
| 404 MPa | [30] | 392 MPa | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muiruri, A.; Maringa, M.; du Preez, W. Statistical Analysis of the Distribution of the Schmid Factor in As-Built and Annealed Parts Produced by Laser Powder Bed Fusion. Crystals 2022, 12, 743. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050743
Muiruri A, Maringa M, du Preez W. Statistical Analysis of the Distribution of the Schmid Factor in As-Built and Annealed Parts Produced by Laser Powder Bed Fusion. Crystals. 2022; 12(5):743. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050743
Chicago/Turabian StyleMuiruri, Amos, Maina Maringa, and Willie du Preez. 2022. "Statistical Analysis of the Distribution of the Schmid Factor in As-Built and Annealed Parts Produced by Laser Powder Bed Fusion" Crystals 12, no. 5: 743. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050743