
Effect of Cooling Rate on Nano-Eutectic Formation in Laser Surface Remelted and Rare Earth Modified Hypereutectic Al-20Si Alloys



Abstract
:1. Introduction
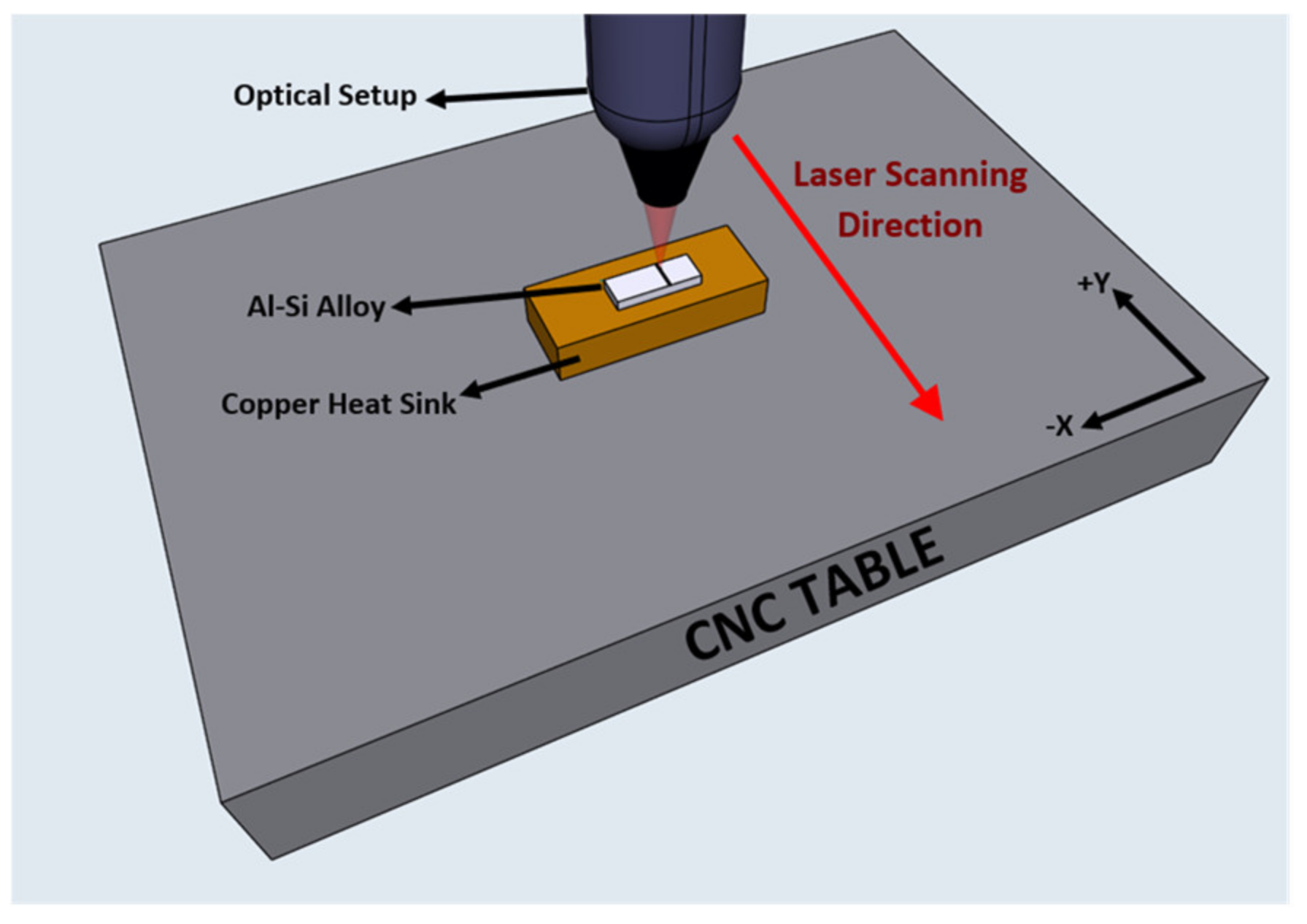
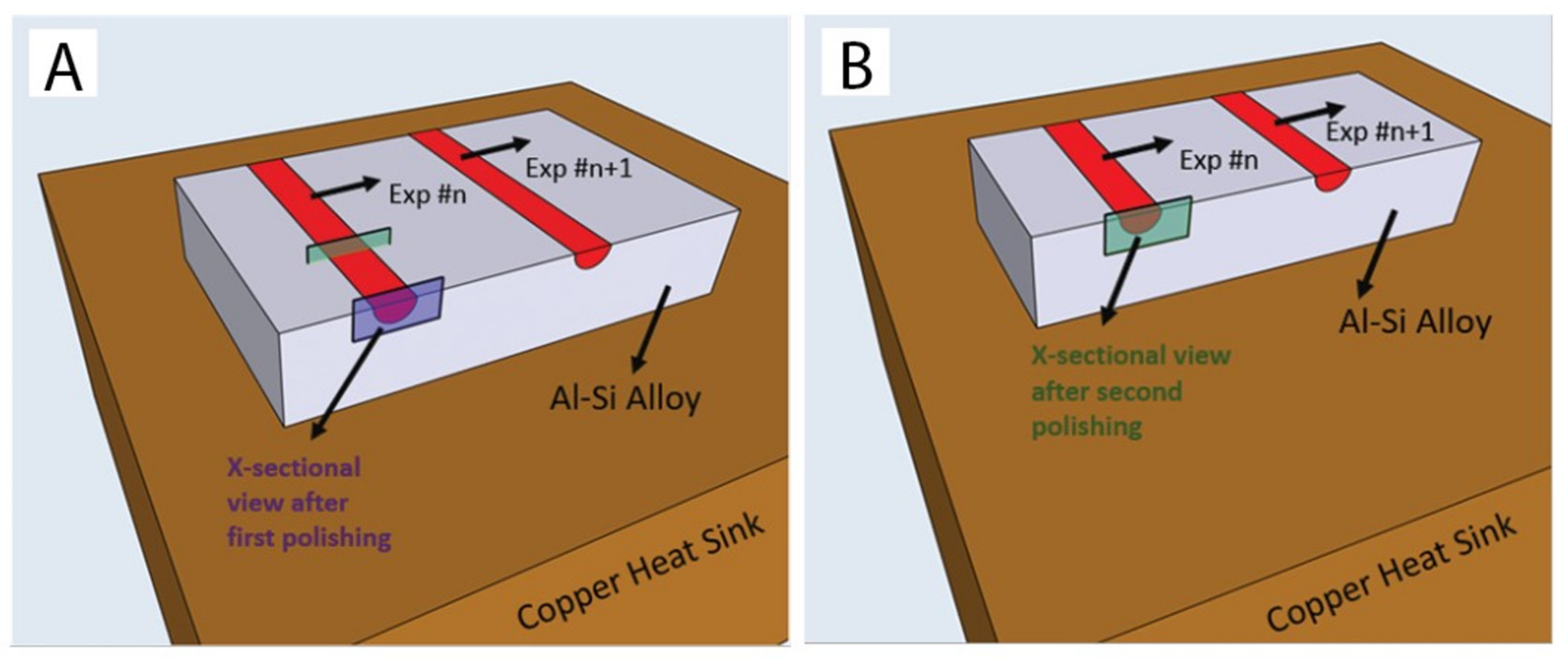
2. Materials and Methods
3. Results and Discussion
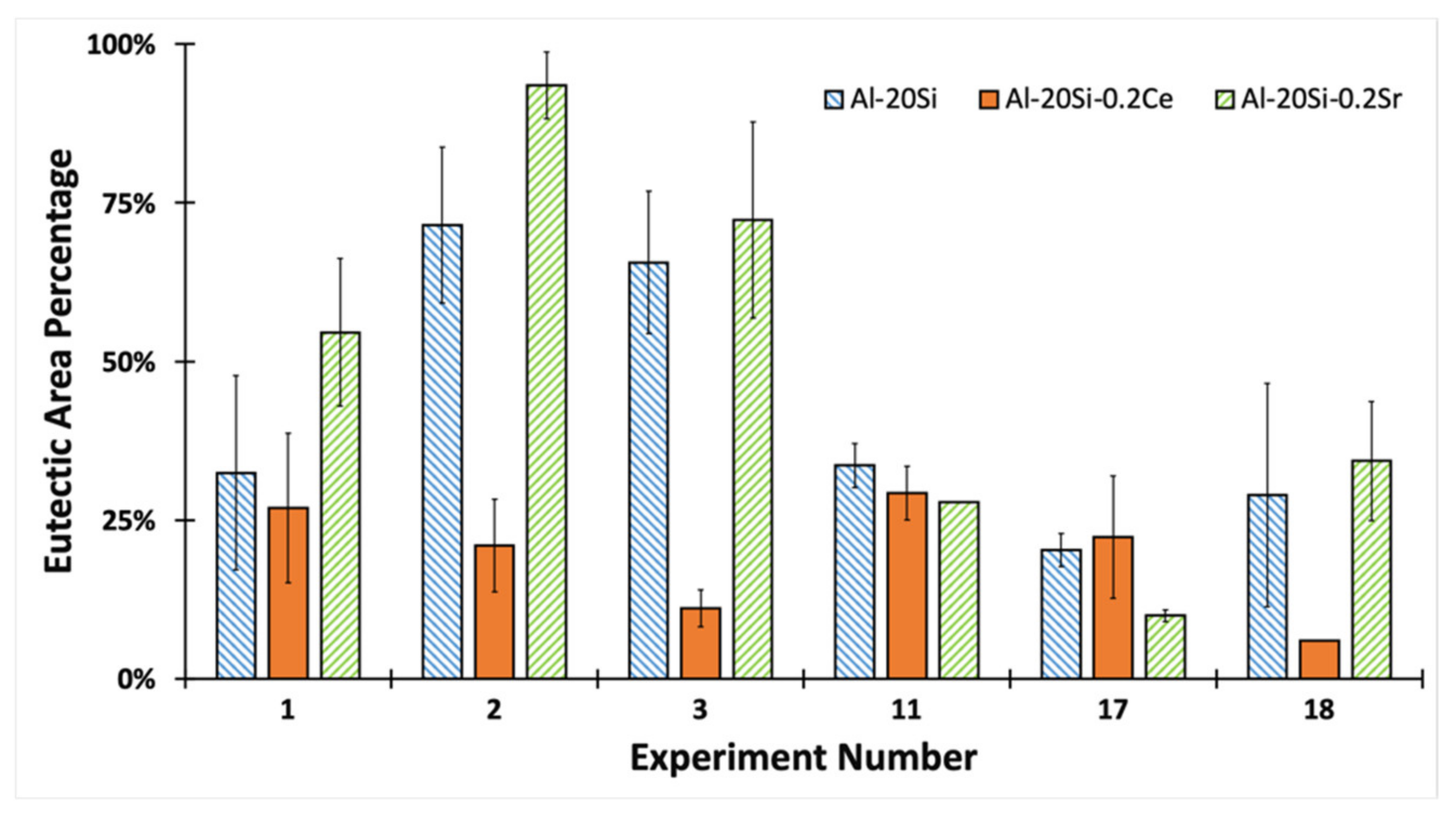
3.1. Eutectic Area within the Melt Pool
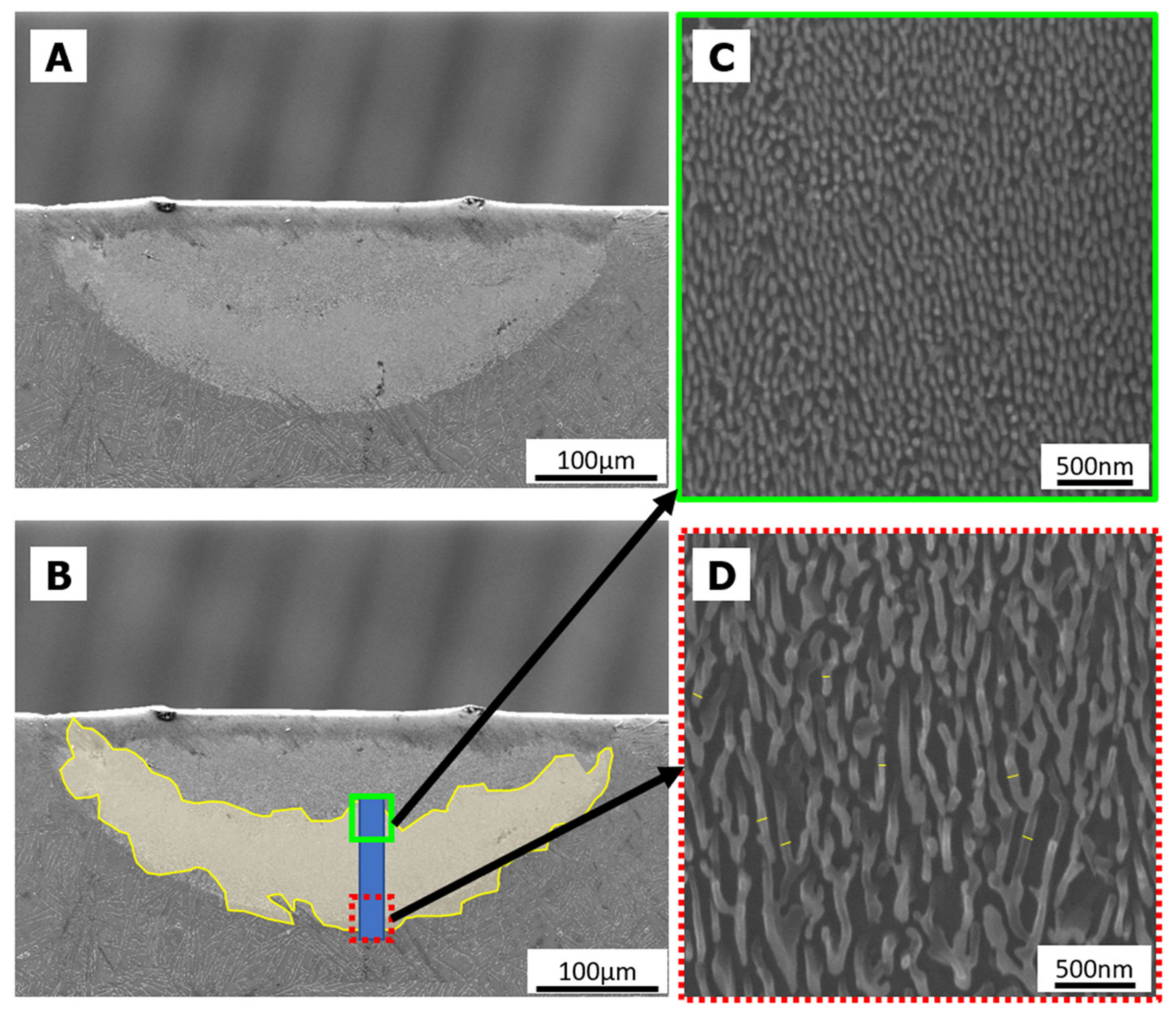
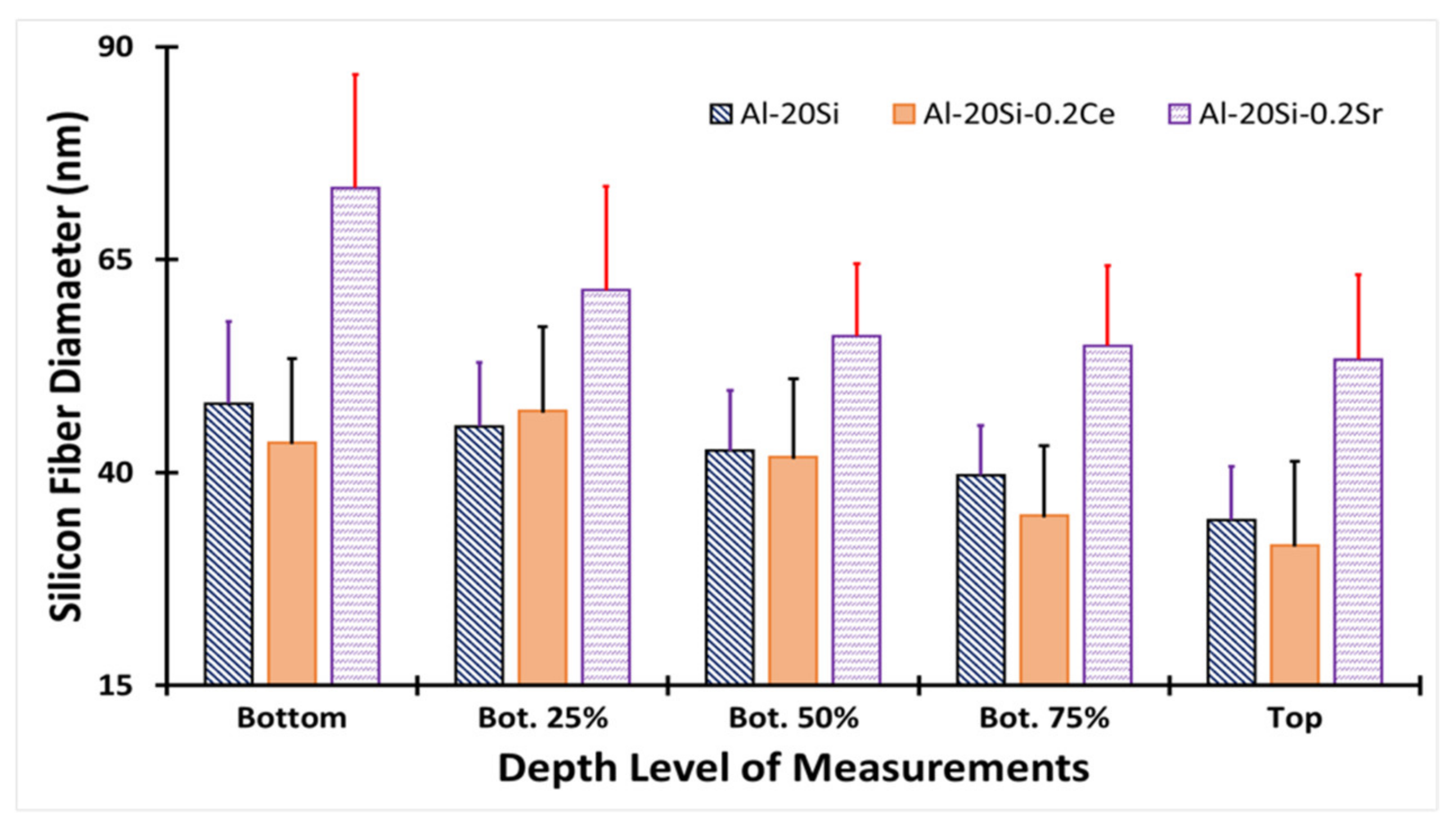
3.2. Silicon Fiber Refinement within the Melt Pool
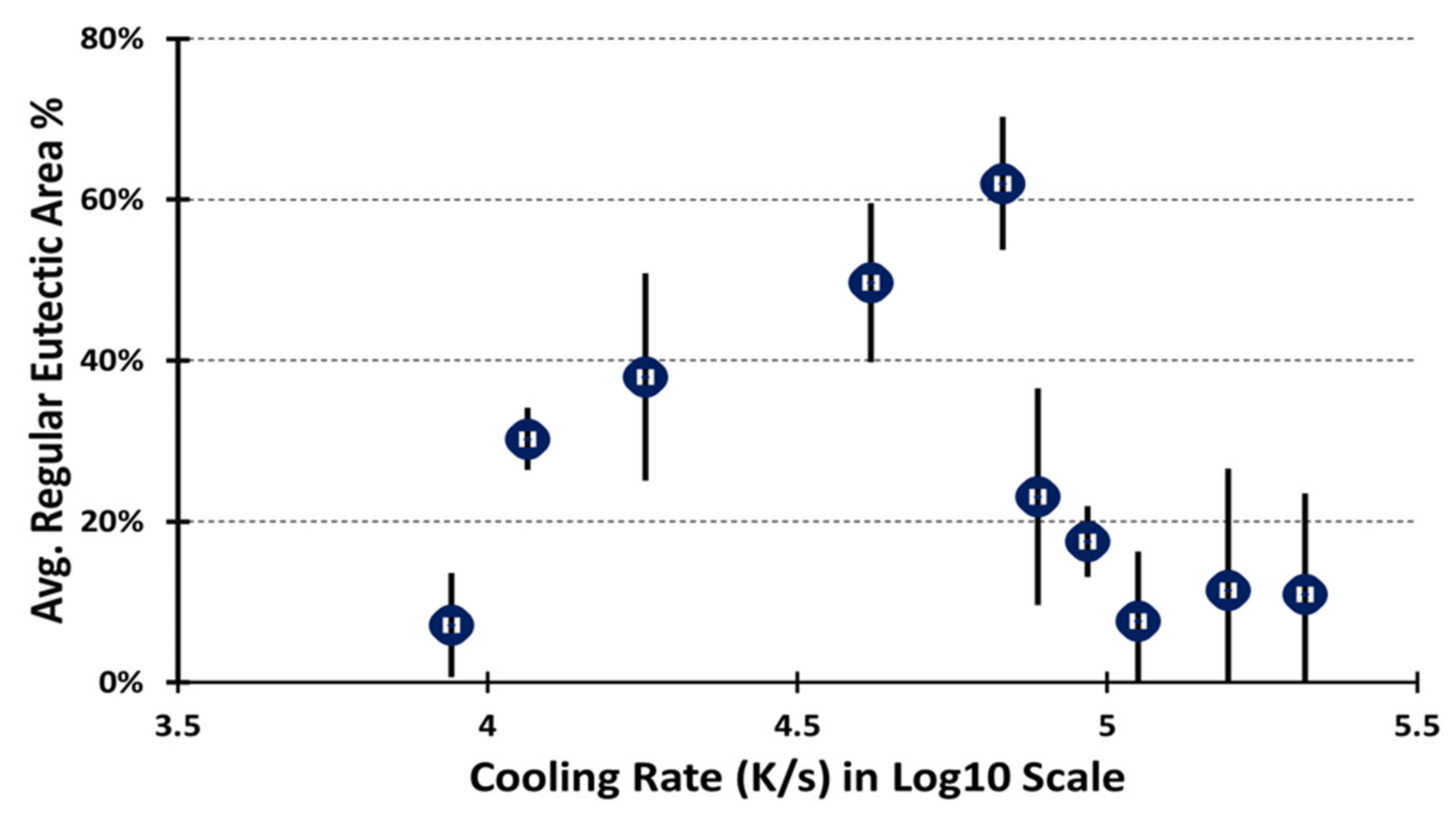
3.3. Cooling Rate in the Melt Pools
4. Conclusions
- Microstructures in the melt pools in the laser surface remelted arc-cast hypereutectic Al-20Si, Al-20Si-0.2Sr and Al-20Si-0.2Ce alloys comprised of mixtures of fully eutectic and hypoeutectic (primary Al dendrites and inter-dendritic eutectic). Eutectic regions in LSR Al-20Si alloy contained approximately 18 wt.% Si, which is higher than the equilibrium eutectic composition.
- The Si fibers in the eutectic microstructures of LSR Al-20Si alloys were reduced from a few microns in as-cast to less than 50 nanometers with rapid solidification and rare earth modification. Minimum average silicon fiber sizes in Al-20Si-0.2Ce were observed to be 35 ± 8 nm.
- Si fibers in the regular eutectic structure were found to be more refined towards the top of the melt pool.
- The volume fraction of the fully eutectic morphology in the melt pool depended on the cooling rate. Cooling rates for different experiments were calculated using the Eagar-Tsai approach and 104 K/s was found to be the optimal value to maximize the volume fraction of the fully eutectic morphology in the melt pool.
- The average area percentage of fully eutectic colonies in the melt pool in the investigated Al-20Si, Al-20Si-0.2Sr and Al-20Si-0.2Ce alloys decreased from ≈60% to ≈10% with increasing undercooling, ΔT, from ≈10 K to ≈50 K.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Number | Power (W) | Scanning Speed (mm/s) | Laser Beam Diameter (mm) |
|---|---|---|---|
| 1 | 187.5 | 25.4 | 0.4 |
| 2 | 375.0 | 25.4 | 0.4 |
| 3 | 562.5 | 25.4 | 0.4 |
| 4 | 187.5 | 101.6 | 0.4 |
| 5 | 375.0 | 101.6 | 0.4 |
| 6 | 562.5 | 101.6 | 0.4 |
| 7 | 187.5 | 177.8 | 0.4 |
| 8 | 375.0 | 177.8 | 0.4 |
| 9 | 562.5 | 177.8 | 0.4 |
| 10 | 750.0 | 25.4 | 2 |
| 11 | 1500.0 | 25.4 | 2 |
| 12 | 2250.0 | 25.4 | 2 |
| 13 | 750.0 | 101.6 | 2 |
| 14 | 1500.0 | 101.6 | 2 |
| 15 | 2250.0 | 101.6 | 2 |
| 16 | 750.0 | 177.8 | 2 |
| 17 | 1500.0 | 177.8 | 2 |
| 18 | 2250.0 | 177.8 | 2 |
| Experiment Number | Eutectic Formation of Al-20Si | Eutectic Formation of Al-20Si-0.2Ce | Eutectic Formation of Al-20Si-0.2Sr | |||
|---|---|---|---|---|---|---|
| Total Area (in μm2) | Percentage | Total Area (in μm2) | Percentage | Total Area (in μm2) | Percentage | |
| 1 | 3502.0 | 32.47% | 2983.5 | 26.91% | 11,269.5 | 54.58% |
| 2 | 25,528.6 | 71.51% | 6777.5 | 21.00% | 50,978.1 | 93.50% |
| 3 | 50,436.0 | 65.61% | 6814.3 | 11.11% | 85,823.7 | 72.33% |
| 4 | 301.0 | 2.97% | 206.4 | 1.98% | 304.9 | 1.82% |
| 5 | 682.3 | 2.42% | 0.0 | 0.00% | 5696.0 | 10.19% |
| 6 | 2339.1 | 5.05% | 273.5 | 0.54% | 27,124.3 | 28.70% |
| 7 | 1525.2 | 14.16% | 183.6 | 1.59% | 988.2 | 6.40% |
| 8 | 2157.5 | 7.59% | 0.0 | 0.00% | 0.0 | 0.00% |
| 9 | 10,707.5 | 24.72% | 0.0 | 0.00% | 6246.7 | 8.04% |
| 10 | 38,384.2 | 20.27% | 58,671.0 | 12.19% | 74,450.3 | 12.26% |
| 11 | 421,665.5 | 33.60% | 376,566.2 | 29.29% | 319,443.3 | 27.84% |
| 12 | 116,915.8 | 7.82% | 104,641.0 | 7.88% | 223,802.7 | 17.97% |
| 13 | 1576.3 | 2.97% | 23,519.3 | 3.80% | 24,559.2 | 14.63% |
| 14 | 212,394.3 | 37.03% | 36,856.2 | 5.27% | 88,232.0 | 14.15% |
| 15 | 154,943.6 | 16.95% | 0.0 | 0.00% | 44,948.5 | 5.96% |
| 16 | 0.0 | 0.00% | 31,319.8 | 7.54% | 0.0 | 0.00% |
| 17 | 92,172.6 | 20.27% | 264,627.0 | 22.32% | 42,871.2 | 9.95% |
| 18 | 218,353.0 | 28.97% | 41,944.9 | 6.05% | 248,621.5 | 34.33% |
| Symbol | Explanation | Notes |
|---|---|---|
| a | Thermal diffusivity | |
| Cc | Specific heat | |
| G | Green’s function | |
| k | Thermal conductivity | |
| n | Operating parameters | |
| q | Net heat input per unit time | (Power) |
| Q | Power distribution | |
| Q* | Heat source moving with v speed | |
| R | Distance to the center of arc | |
| R* | Dimensionless distance from the center of the arc | |
| T | Temperature | |
| Ambient temperature | ||
| Critical temperature | ||
| u | Dimensionless distribution parameter | |
| v | Travel speed of arc | |
| w | Distance in x direction in a moving coordinate of speed v | |
| y | Y distance | |
| z | Z distance | |
| Distribution parameter for beam | ||
| Density | ||
| Incremental amount of heat | ||
| Dimensionless time | ||
| Dimensionless temperature | ||
| Dimensionless distance in the moving coordinate | ||
| dimensionless distance y | ||
| dimensionless distance z | ||
| ∞ | infinity |
References
- Sjögren, B.; Iregren, A.; Montelius, J.; Yokel, R.A. Aluminum, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2015; Volume 1. [Google Scholar] [CrossRef]
- Palazzo, J.; Geyer, R. Consequential life cycle assessment of automotive material substitution: Replacing steel with aluminum in production of north American vehicles. Environ. Impact Assess. Rev. 2019, 75, 47–58. [Google Scholar] [CrossRef]
- Kusuda, Y. Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass-production vehicle. Ind. Robot. Int. J. Robot. Res. Appl. 2013, 40, 208–212. [Google Scholar] [CrossRef]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of aluminum-to-steel welding technologies for car-body applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef] [Green Version]
- Dahle, A.; Nogita, K.; McDonald, S.; Dinnis, C.; Lu, L. Eutectic modification and microstructure development in Al-Si Alloys. Mater. Sci. Eng. A 2005, 413–414, 243–248. [Google Scholar] [CrossRef]
- Mondolfo, L. Al-Si Aluminum-Silicon system. In Aluminium Alloys; Butterworth & Co. Ltd.: London, UK, 1976; pp. 368–376. [Google Scholar] [CrossRef]
- Haghshenas, M.; Jamali, J. Assessment of circumferential cracks in hypereutectic Al-Si clutch housings. Case Stud. Eng. Fail. Anal. 2017, 8, 11–20. [Google Scholar] [CrossRef]
- Li, Q.; Xia, T.; Lan, Y.; Zhao, W.; Fan, L.; Li, P. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al–20%Si alloy. J. Alloys Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Lu, D.; Jiang, Y.; Guan, G.; Zhou, R.; Li, Z.; Zhou, R. Refinement of primary Si in hypereutectic Al-Si alloy by electromagnetic stirring. J. Mater. Process. Technol. 2007, 189, 13–18. [Google Scholar] [CrossRef]
- Feng, H.; Yu, S.; Li, Y.; Gong, L. Effect of ultrasonic treatment on microstructures of hypereutectic Al-Si alloy. J. Mater. Process. Technol. 2008, 208, 330–335. [Google Scholar] [CrossRef]
- Plumb, J.E.; Lewis, R.C. The Modification of Aluminium-Silicon Alloys by Sodium (Journal Article)|OSTI.GOV. 1958. Available online: https://www.osti.gov/biblio/4329718 (accessed on 19 July 2021).
- Zhu, G.L.; Gu, N.J.; Zhou, B.J. Effects of Combining Na and Sr additions on Eutectic Modification in Al-Si alloy. IOP Conf. Ser. Mater. Sci. Eng. 2017, 230, 12015. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Liu, Z.-X.; Ren, B.; Wang, M.-X.; Weng, Y.-G.; Liu, Z.-Y. Influences of complex modification of P and RE on microstructure and mechanical properties of hypereutectic Al-20Si alloy. Trans. Nonferr. Met. Soc. China 2007, 17, 301–306. [Google Scholar] [CrossRef]
- Dang, B.; Jian, Z.; Xu, J. Effect of pulsed magneto oscillation and phosphorus on microstructure and tensile properties of as-cast Al-25% Si alloy. Int. J. Mater. Res. 2021, 112, 295–302. [Google Scholar] [CrossRef]
- Aghaie, E.; Stroh, J.; Sediako, D.; Rashidi, A.; Milani, A. Improving the mechanical properties of the B319 aluminum alloy by addition of cerium. Mater. Sci. Eng. A 2020, 793, 139899. [Google Scholar] [CrossRef]
- Anasyida, A.; Daud, A.; Ghazali, M. Dry sliding wear behaviour of Al-12Si-4Mg alloy with cerium addition. Mater. Des. 2010, 31, 365–374. [Google Scholar] [CrossRef]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium-silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, S.; Li, B.; Zhu, Y.; Liu, J.; Liu, D.; Lan, Y.; Xia, T. Modification of multi-component Al-Si casting piston alloys by addition of rare earth yttrium. Mater. Res. Express 2019, 6, 106525. [Google Scholar] [CrossRef]
- Li, Q.; Li, B.; Liu, J.; Li, J.; Liu, D.; Lan, Y.; Xia, T. Modification of Hypereutectic Al–20 wt%Si Alloy Based on the Addition of Yttrium and Al-5Ti-1B Modifiers Mixing Melt. Int. J. Met. 2018, 13, 367–383. [Google Scholar] [CrossRef]
- Elgallad, E.M.; Doty, H.W.; Alkahtani, S.A.; Samuel, F.H. Effects of La and Ce Addition on the Modification of Al-Si Based Alloys. Adv. Mater. Sci. Eng. 2016, 2016, 5027243. [Google Scholar] [CrossRef] [Green Version]
- Mao, F.; Wei, S.; Ou, L.; Zhang, C.; Chen, C.; Wang, X.; Cao, Z. Different influences of Rare Earth Eu Addition on primary Si Refinement in hypereutectic Al-Si alloys with varied purity. Materials 2019, 12, 3505. [Google Scholar] [CrossRef] [Green Version]
- Mao, F.; Qiao, Y.; Zhang, P.; Ou, L.; Chen, C.; Zhang, C.; Wang, Y. Modification Mechanism of Rare Earth Eu on Eutectic Si in Hypoeutectic Al-Si Alloy. Int. J. Met. 2021, 16, 634–645. [Google Scholar] [CrossRef]
- Xiao, D.H.; Song, M.; Chen, K.H.; Huang, B.Y. Effect of rare earth Yb addition on mechanical properties of Al-5·3Cu-0·8Mg-0·6Ag alloy. Mater. Sci. Technol. 2007, 23, 1156–1160. [Google Scholar] [CrossRef]
- Shi, W.; Gao, B.; Tu, G.; Li, S.; Hao, Y.; Yu, F. Effect of neodymium on primary silicon and mechanical properties of hypereutectic Al-15Si alloy. J. Rare Earths 2010, 28, 367–370. [Google Scholar] [CrossRef]
- Mahmoud, M.G.; Zedan, Y.; Samuel, A.-M.; Songmene, V.; Doty, H.W.; Samuel, F.H. Applications of Rare Earth Metals in Al-Si Cast Alloys. In Advances in High-Entropy Alloys—Materials Research, Exotic Properties and Applications [Working Title]; IntechOpen: London, UK, 2021; Volume 2. [Google Scholar] [CrossRef]
- Xu, C.; Wang, H.; Qiu, F.; Yang, Y.; Jiang, Q. Cooling rate and microstructure of rapidly solidified Al-20 wt.% Si alloy. Mater. Sci. Eng. A 2006, 417, 275–280. [Google Scholar] [CrossRef]
- Olk, C.; Lukitsch, M.; Haddad, D. Combinatorial investigation of the mechanical properties of aluminum-silicon thin film nanocomposites. J. Mater. Res. 2007, 22, 1029–1036. [Google Scholar] [CrossRef]
- Cai, Z.; Wang, R.; Zhang, C.; Peng, C.; Xie, L.; Wang, L. Characterization of Rapidly Solidified Al-27 Si Hypereutectic Alloy: Effect of Solidification Condition. J. Mater. Eng. Perform. 2015, 24, 1226–1236. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Beygi, R.; Fallah, V.; Monazzah, A.H.; Jandaghi, M.R.; Khalaj, G.; da Silva, L.F.; Pavese, M. Processing of Al-Cu-Mg alloy by FSSP: Parametric analysis and the effect of cooling environment on microstructure evolution. Mater. Lett. 2021, 308, 131157. [Google Scholar] [CrossRef]
- Chen, L.; Liu, Z.; Wang, X.; Wang, Q.; Liang, X. Effects of Surface Roughness Parameters on Tribological Performance for Micro-textured Eutectic Aluminum-Silicon Alloy. J. Tribol. 2020, 142, 021702. [Google Scholar] [CrossRef]
- Osório, W.R.; Cheung, N.; Spinelli, J.E.; Cruz, K.S.; Garcia, A. Microstructural modification by laser surface remelting and its effect on the corrosion resistance of an Al-9 wt%Si casting alloy. Appl. Surf. Sci. 2007, 254, 2763–2770. [Google Scholar] [CrossRef]
- Savrai, R.A.; Malygina, I.Y.; Kolobylin, Y.M. An Approach to Eddy-Current Evaluation of the Structural State in a Cast Aluminum-Silicon Alloy Subjected to Surface Laser Heat Treatment. J. Nondestruct. Eval. 2019, 38, 81. [Google Scholar] [CrossRef]
- Nayak, S.; Dahotre, N.B. Surface Engineering of Aluminum Alloys for Automotive Engine Applications. JOM 2004, 56, 46–48. [Google Scholar] [CrossRef]
- Mahanty, S. Gouthama Surface modification of Al-Si alloy by excimer laser pulse processing. Mater. Chem. Phys. 2016, 173, 192–199. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, Y.; Chen, Y.; Kang, L.; Cao, Y.; Qi, H.; Yang, S. Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy. Metals 2019, 9, 1111. [Google Scholar] [CrossRef] [Green Version]
- Lien, H.-H.; Mazumder, J.; Wang, J.; Misra, A. Microstructure evolution and high density of nanotwinned ultrafine Si in hypereutectic Al-Si alloy by laser surface remelting. Mater. Charact. 2020, 161, 110147. [Google Scholar] [CrossRef]
- Eagar, T.; Tsai, N.-S. Temperature Fields Produced by Traveling Distributed Heat Sources Use of a Gaussian heat distribution in dimensionless form indicates final weld pool shape can be predicted accurately for many welds and materials. Weld. J. 1983, 62, 154–155. [Google Scholar]
- Pierantoni, M.; Gremaud, M.; Magnin, P.; Stoll, D.; Kurz, W. The coupled zone of rapidly solidified Al□Si alloys in laser treatment. Acta Met. Mater. 1992, 40, 1637–1644. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Lei, Q.; Ramakrishnan, B.P.; Wang, S.; Wang, Y.; Mazumder, J.; Misra, A. Structural refinement and nanomechanical response of laser remelted Al-Al2Cu lamellar eutectic. Mater. Sci. Eng. A 2017, 706, 115–125. [Google Scholar] [CrossRef]
- Chokemorh, P.; Pandee, P.; Chankitmunkong, S.; Patakham, U.; Limmaneevichitr, C. Primary Si refinement and eutectic Si modification in Al-20Si via P-Ce addition. Mater. Res. Express 2022, 9, 036501. [Google Scholar] [CrossRef]
- Roehling, J.D.; Coughlin, D.R.; Gibbs, J.W.; Baldwin, J.; Mertens, J.C.; Campbell, G.H.; Clarke, A.J.; McKeown, J. Rapid solidification growth mode transitions in Al-Si alloys by dynamic transmission electron microscopy. Acta Mater. 2017, 131, 22–30. [Google Scholar] [CrossRef] [Green Version]
- Abboud, J.; Mazumder, J. Developing of nano sized fibrous eutectic silicon in hypereutectic Al–Si alloy by laser remelting. Sci. Rep. 2020, 10, 12090. [Google Scholar] [CrossRef]
- Grimvall, G. Thermophysical Properties of Materials; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar] [CrossRef] [Green Version]
- Hearn, W.; Bogno, A.-A.; Spinelli, J.; Valloton, J.; Henein, H. Microstructure Solidification Maps for Al-10 Wt Pct Si Alloys. Met. Mater. Trans. A 2019, 50, 1333–1345. [Google Scholar] [CrossRef]
- Khan, S.; Elliott, R. Quench modification of aluminium-silicon eutectic alloys. J. Mater. Sci. 1996, 31, 3731–3737. [Google Scholar] [CrossRef]
- Lien, H.-H.; Mazumder, J.; Wang, J.; Misra, A. Ultrahigh strength and plasticity in laser rapid solidified Al-Si nanoscale eutectics. Mater. Res. Lett. 2020, 8, 291–298. [Google Scholar] [CrossRef]











| Laser Spot Diameter (mm) | Average Fully Eutectic Area Percentage for Al-20Si-0.2Sr | Average Fully Eutectic Area Percentage for Al-20Si-0.2Ce | Average Fully Eutectic Percentage for Al-20Si |
|---|---|---|---|
| 0.4 | 24.93% | 7.60% | 17.62% |
| 2 | 16.21% | 14.06% | 20.83% |
| Experiment # | Cooling Rate (K/s) | Average Eutectic Formation | Std Dev for Eutectic Formation |
|---|---|---|---|
| 1 | 1.80 × 104 | 37.98% | 12.89% |
| 2 | 6.78 × 104 | 62.00% | 8.28% |
| 3 | 4.15 × 104 | 49.67% | 9.86% |
| 11 | 1.16 × 104 | 30.24% | 3.86% |
| 17 | 9.30 × 104 | 17.52% | 4.40% |
| 18 | 7.74 × 104 | 23.12% | 13.47% |
| 6 | 1.57 × 105 | 11.43% | 15.13% |
| 9 | 2.00 × 105 | 10.92% | 12.61% |
| 13 | 8.15 × 105 | 7.13% | 6.51% |
| 15 | 1.12 × 105 | 7.64% | 8.60% |
| Experiment # | LOG10 Scale Cooling Rate (K/s) | Vmax (mm/s) | G (K/mm) | Calc. Undercooling ΔTk (K) |
|---|---|---|---|---|
| 1 | 4.3 | 25.4 | 708.7 | 18.1 |
| 2 | 4.8 | 25.4 | 2667.3 | 13.9 |
| 3 | 4.6 | 25.4 | 1634.4 | 15.3 |
| 6 | 5.2 | 101.6 | 1542.8 | 31.0 |
| 9 | 5.3 | 177.8 | 1174.2 | 43.4 |
| 11 | 4.1 | 25.4 | 457.2 | 19.8 |
| 13 | 3.9 | 101.6 | 86.1 | 55.3 |
| 15 | 5.0 | 101.6 | 1102.4 | 33.2 |
| 17 | 5.0 | 177.8 | 523.2 | 51.0 |
| 18 | 4.9 | 177.8 | 435.1 | 52.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kayitmazbatir, M.; Lien, H.-H.; Mazumder, J.; Wang, J.; Misra, A. Effect of Cooling Rate on Nano-Eutectic Formation in Laser Surface Remelted and Rare Earth Modified Hypereutectic Al-20Si Alloys. Crystals 2022, 12, 750. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050750
Kayitmazbatir M, Lien H-H, Mazumder J, Wang J, Misra A. Effect of Cooling Rate on Nano-Eutectic Formation in Laser Surface Remelted and Rare Earth Modified Hypereutectic Al-20Si Alloys. Crystals. 2022; 12(5):750. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050750
Chicago/Turabian StyleKayitmazbatir, Metin, Huai-Hsun Lien, Jyoti Mazumder, Jian Wang, and Amit Misra. 2022. "Effect of Cooling Rate on Nano-Eutectic Formation in Laser Surface Remelted and Rare Earth Modified Hypereutectic Al-20Si Alloys" Crystals 12, no. 5: 750. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12050750