Effect of Morphological Changes due to Increasing Carbon Nanoparticles Content on the Quasi-Static Mechanical Response of Epoxy Resin


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Epoxy Resin
2.2. Release Agent
2.3. Curing Agent
2.4. Adding Nanoparticle to the Epoxy Mixture
2.5. Injection Molding of CNP Filled Epoxy
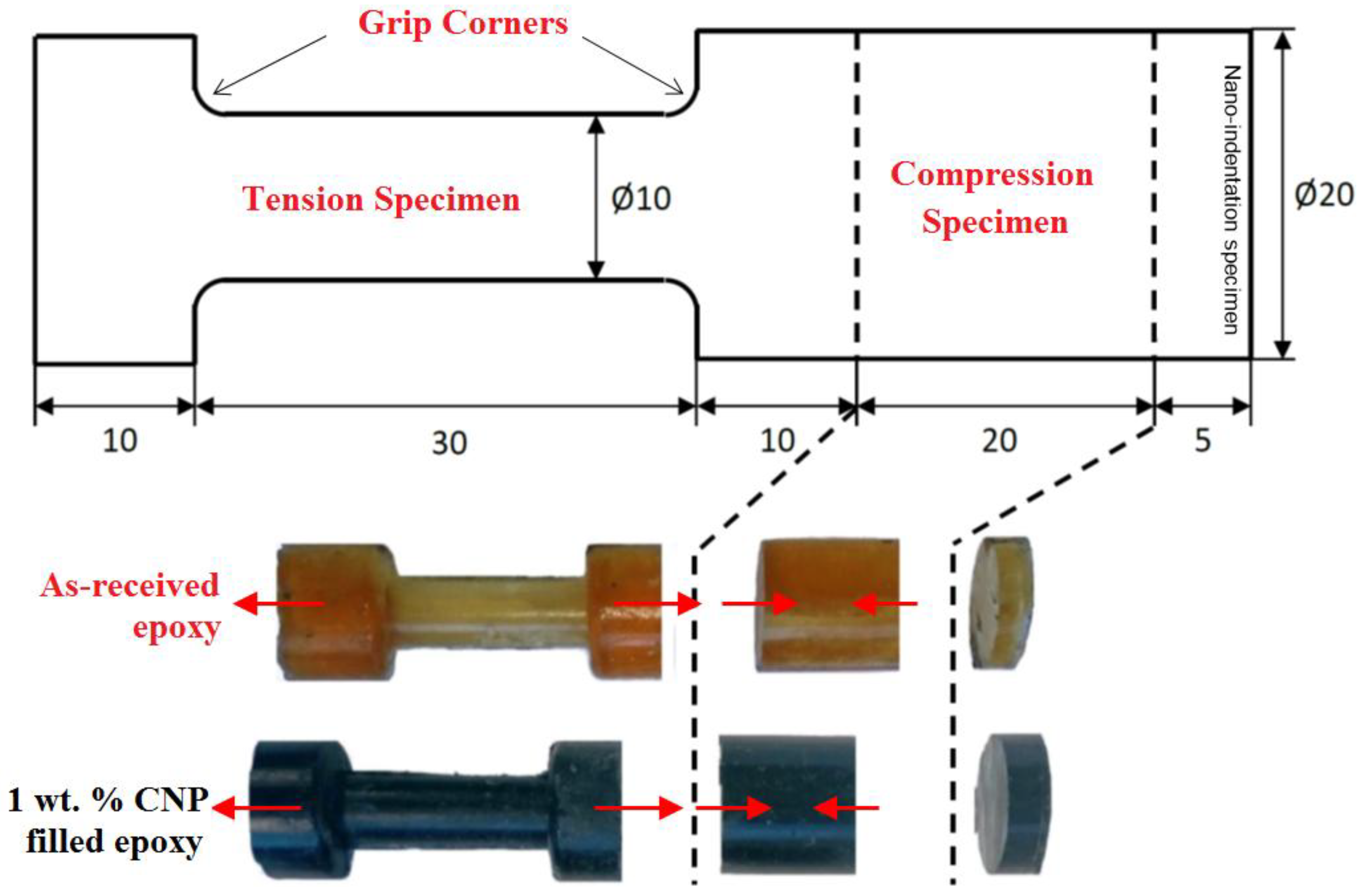
2.6. Test Specimens
3. Results and Discussion
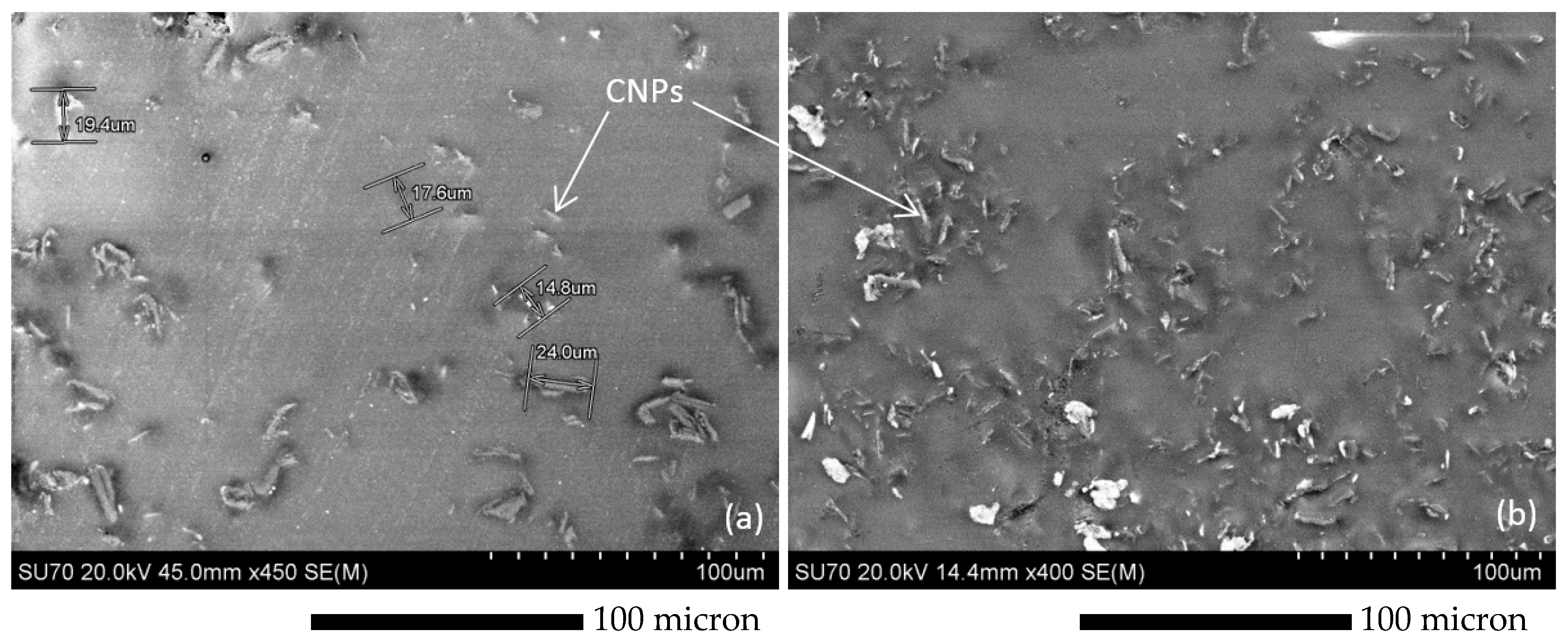
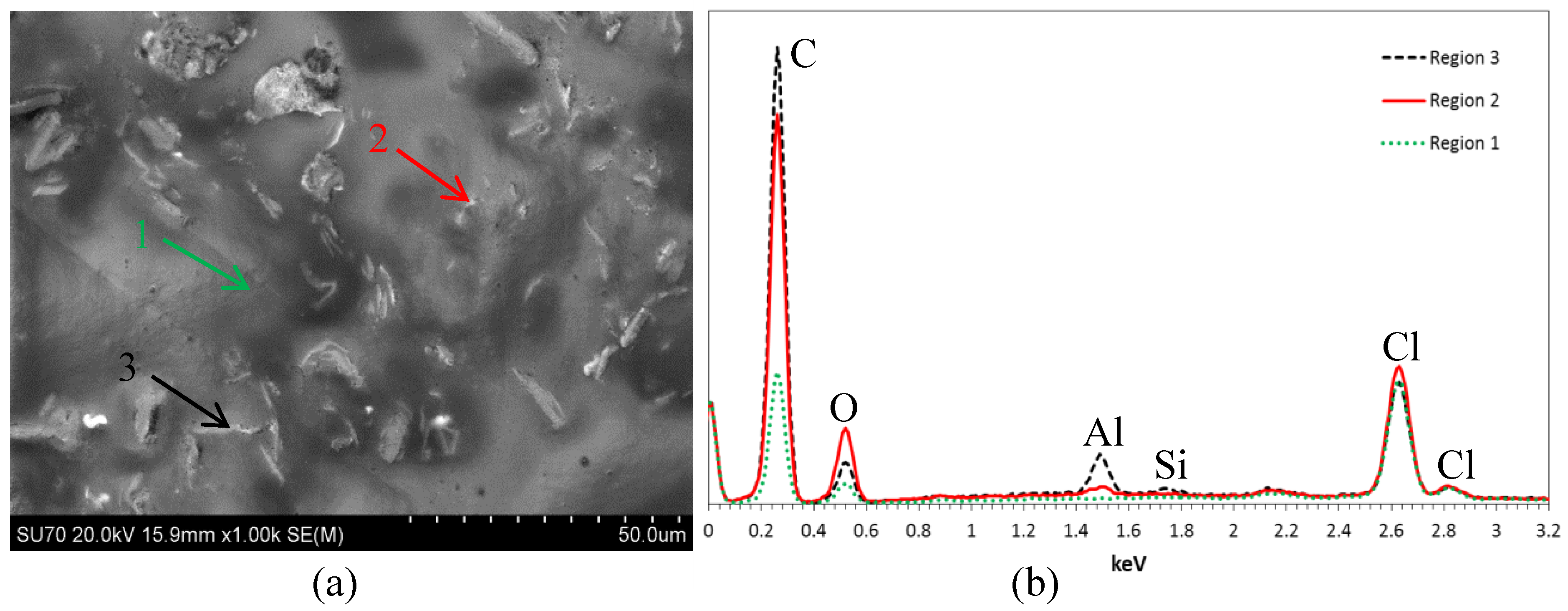
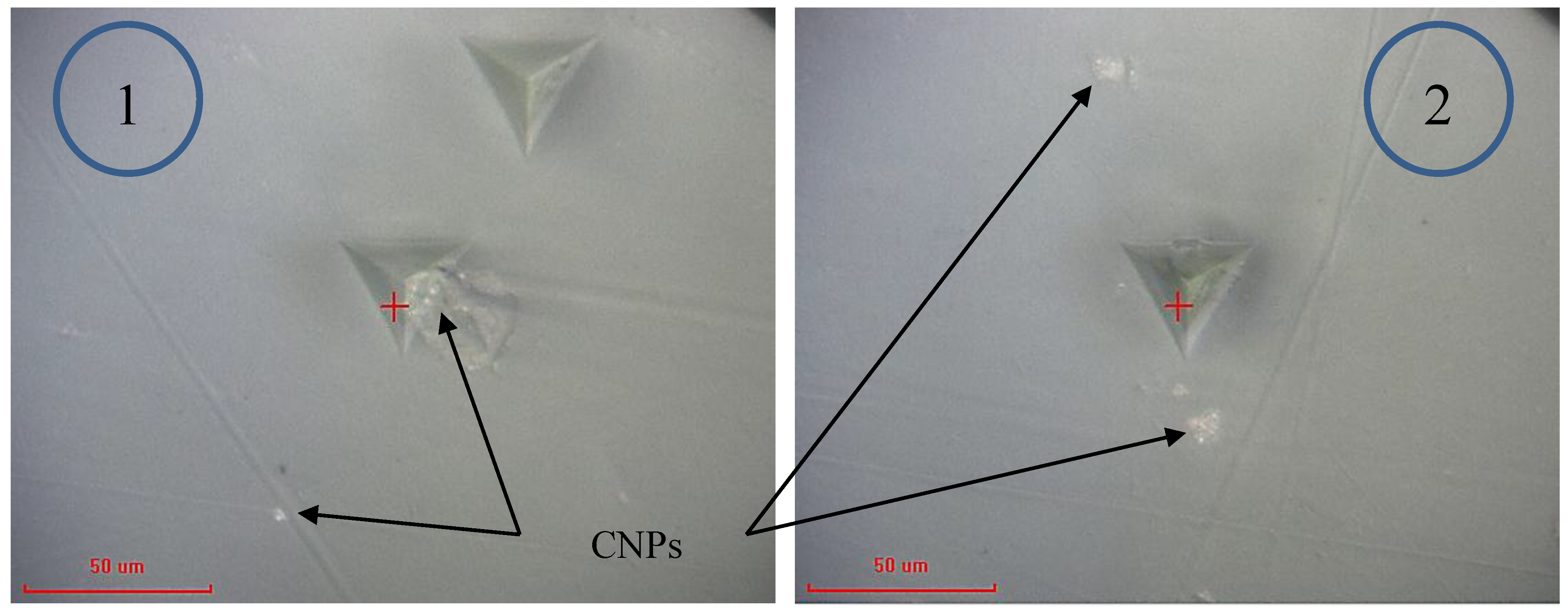
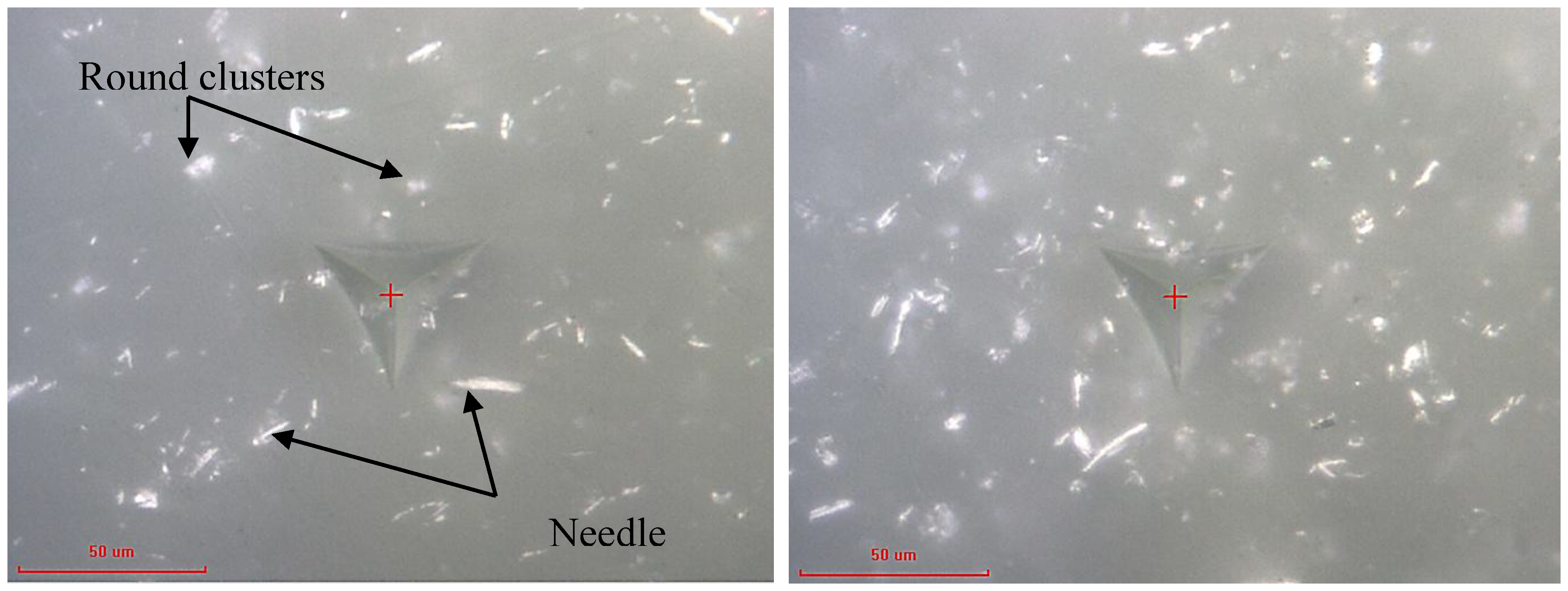
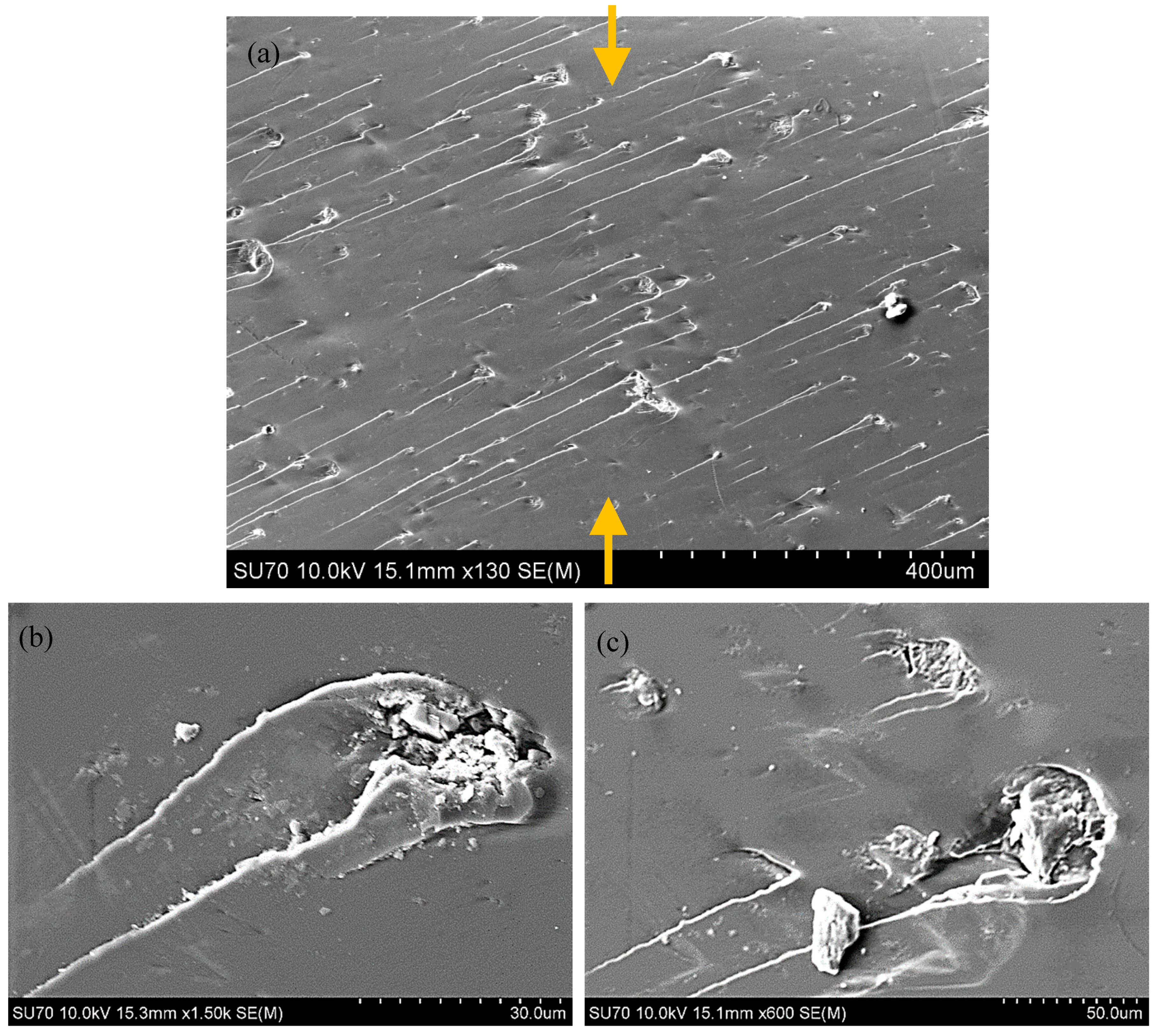
3.1. Morphology and Composition
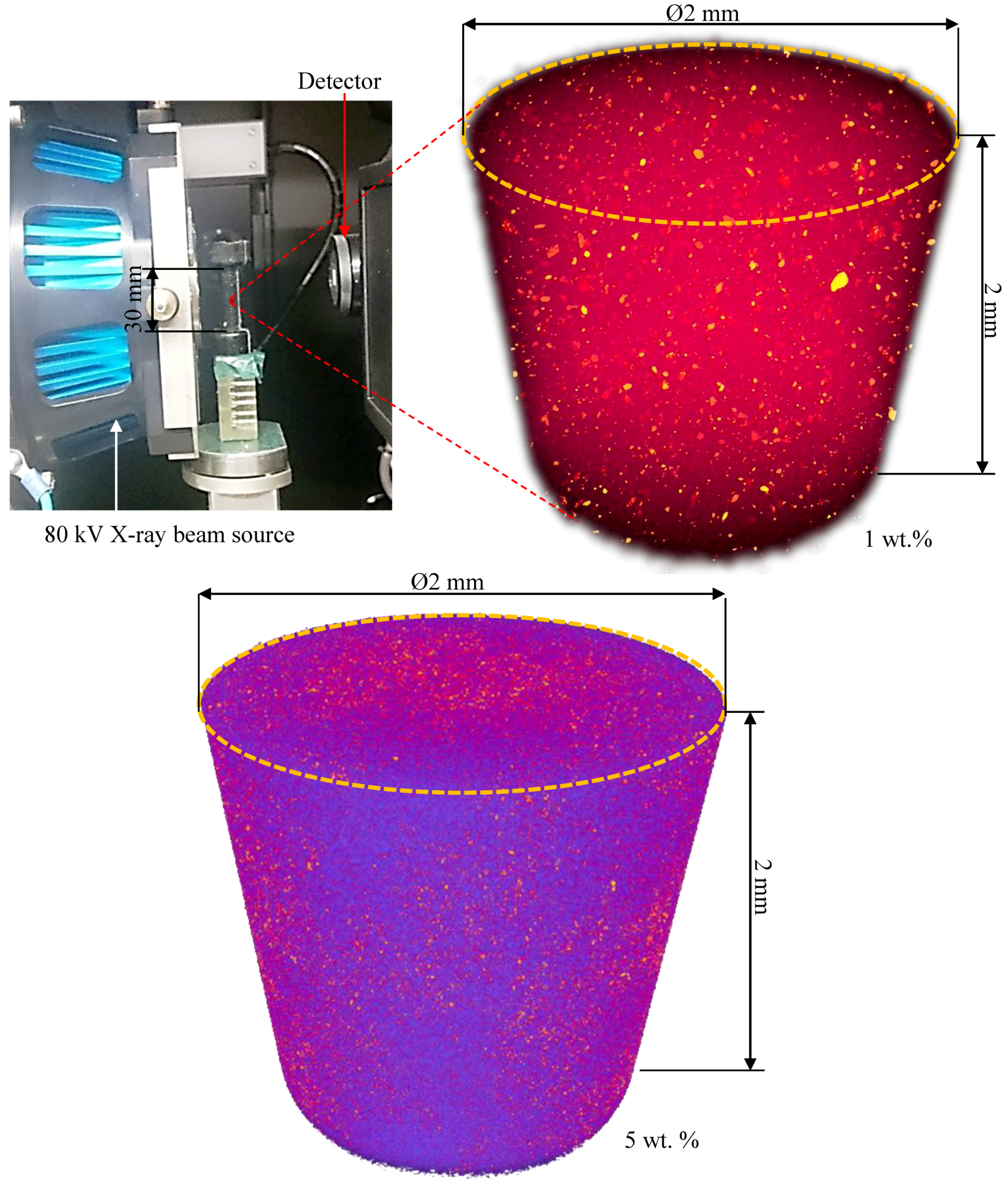
3.2. 3D Dispersion
3.3. Mechanical Testing
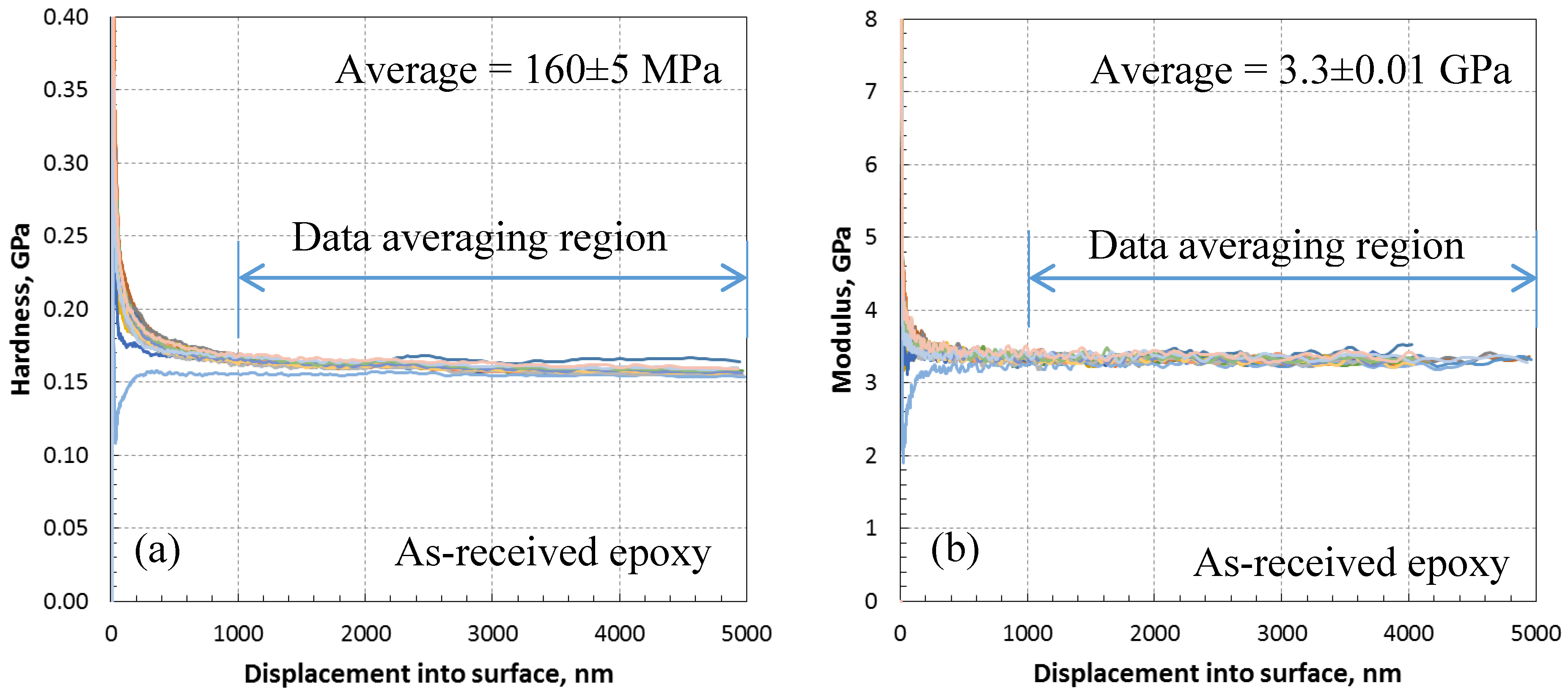
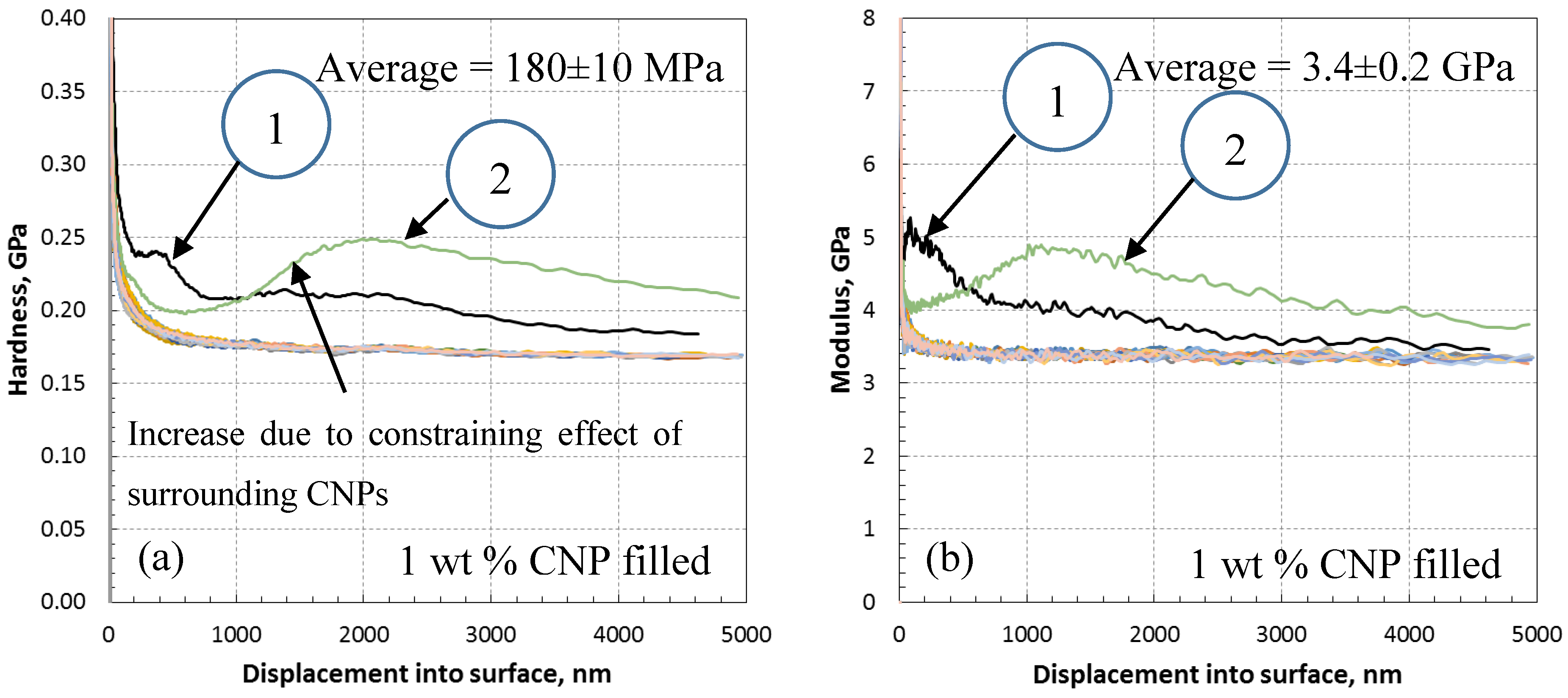
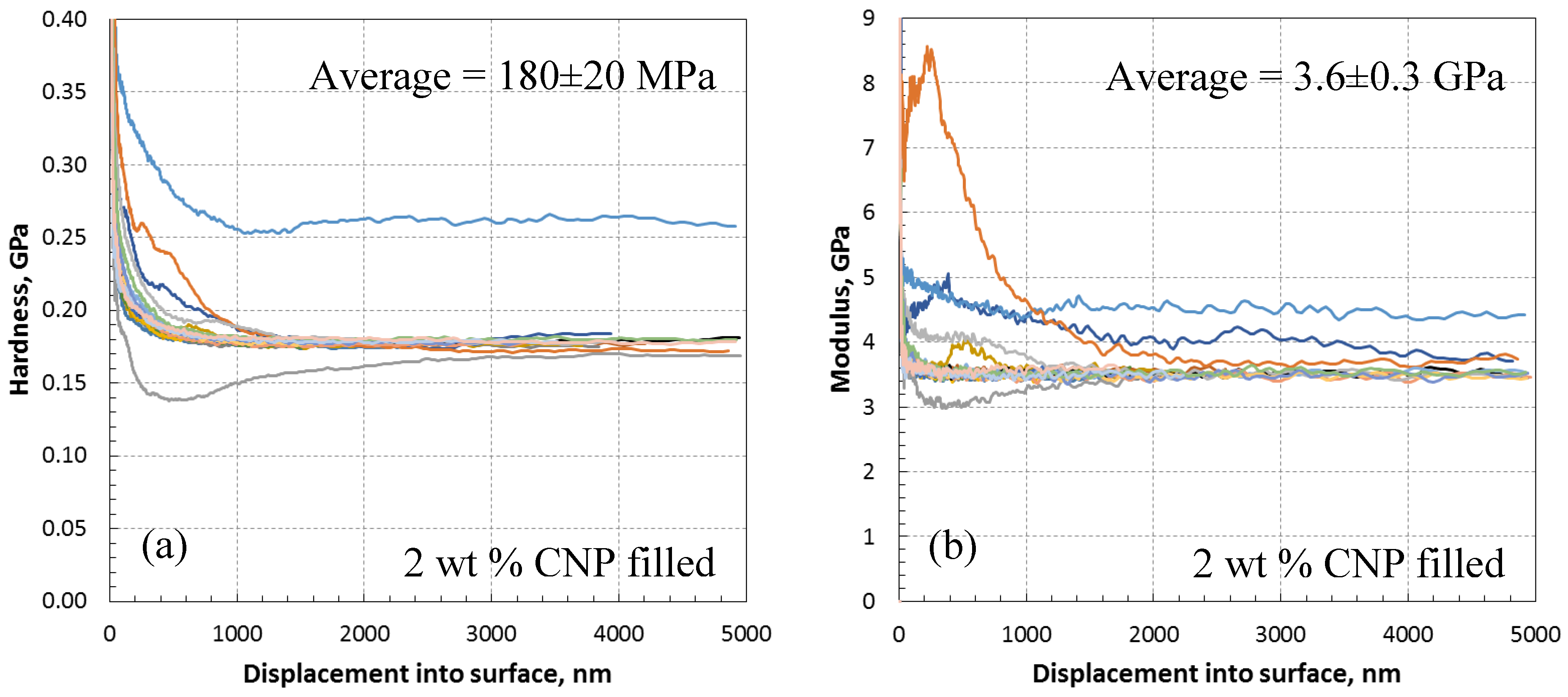
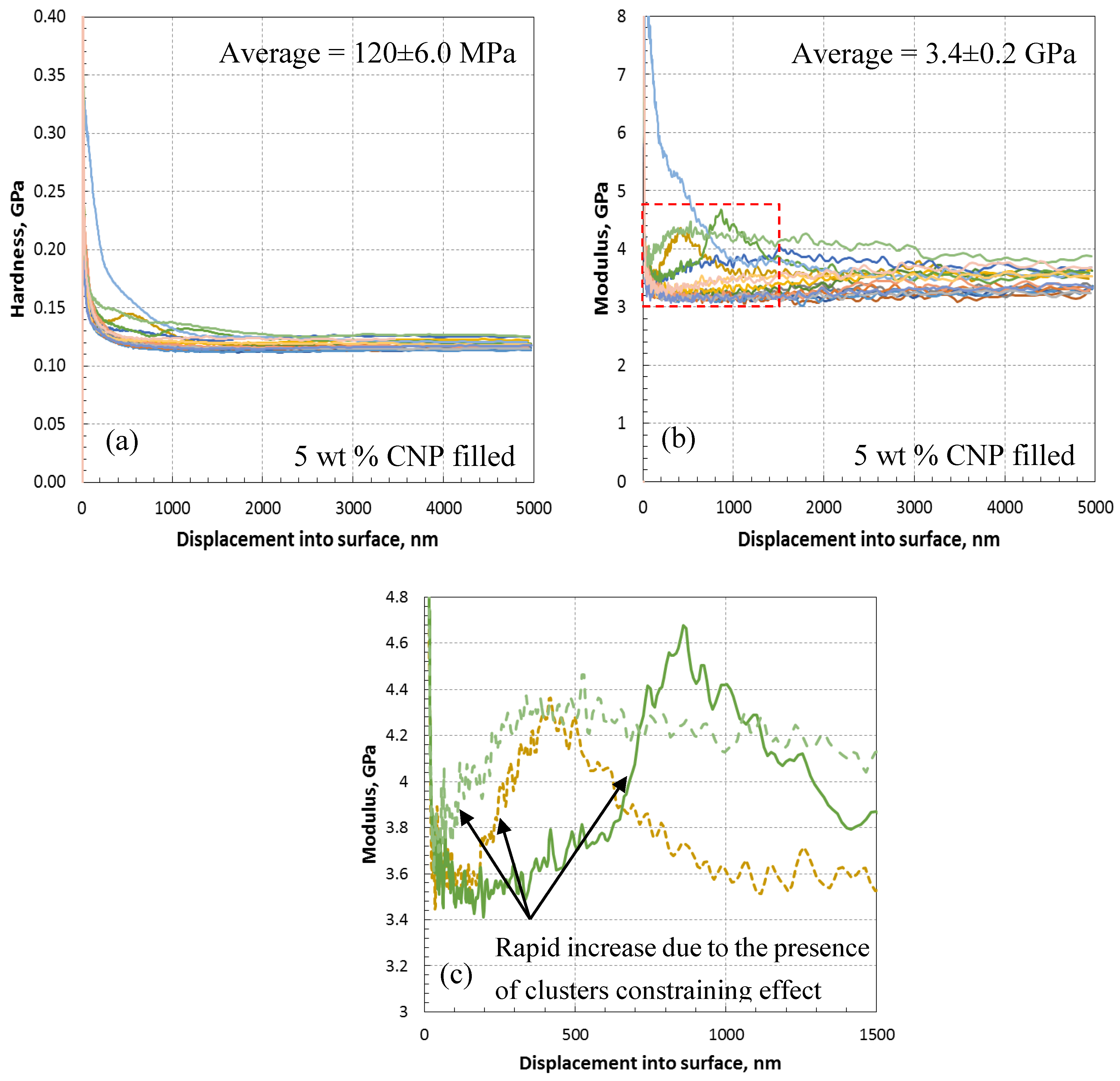
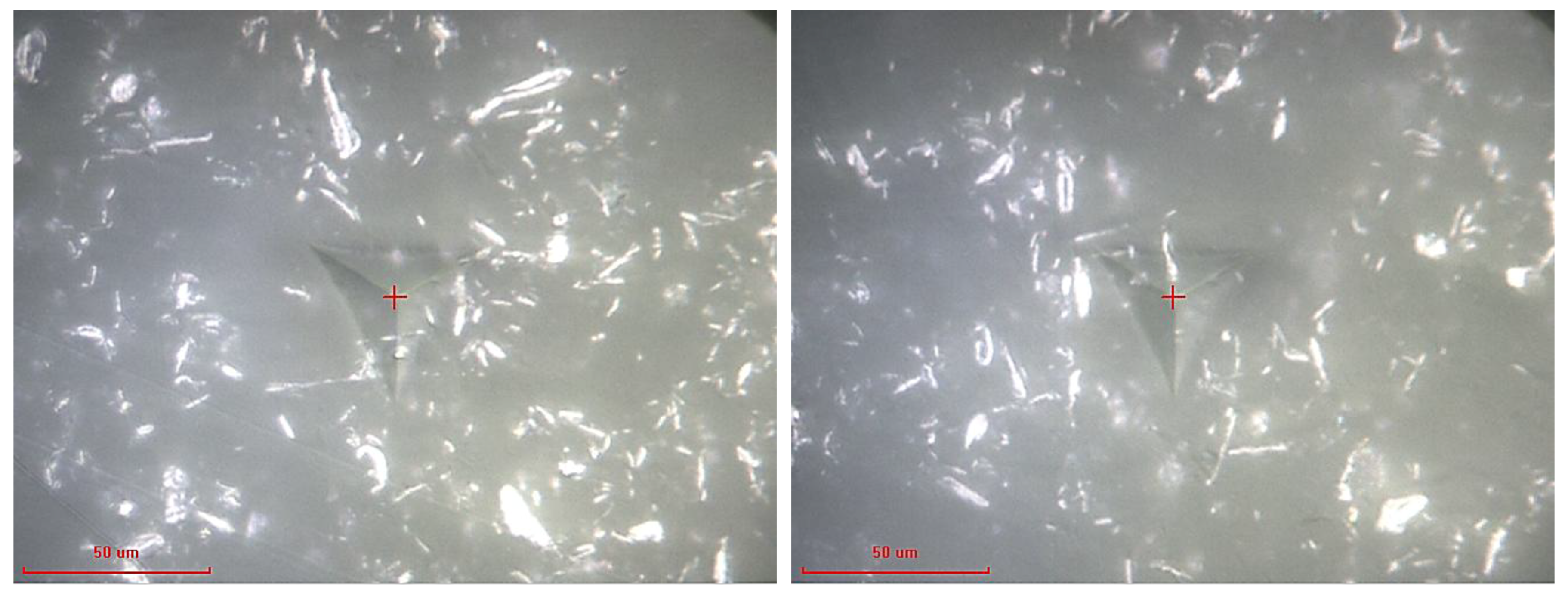
3.3.1. Nanoindentation
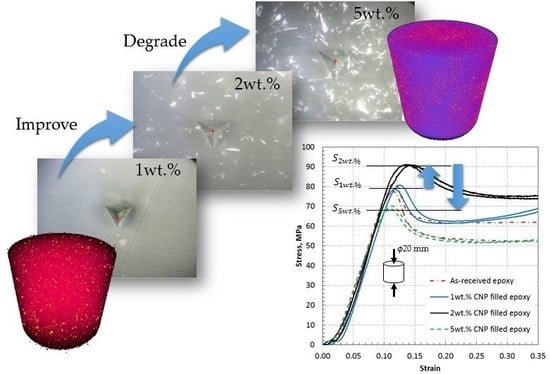
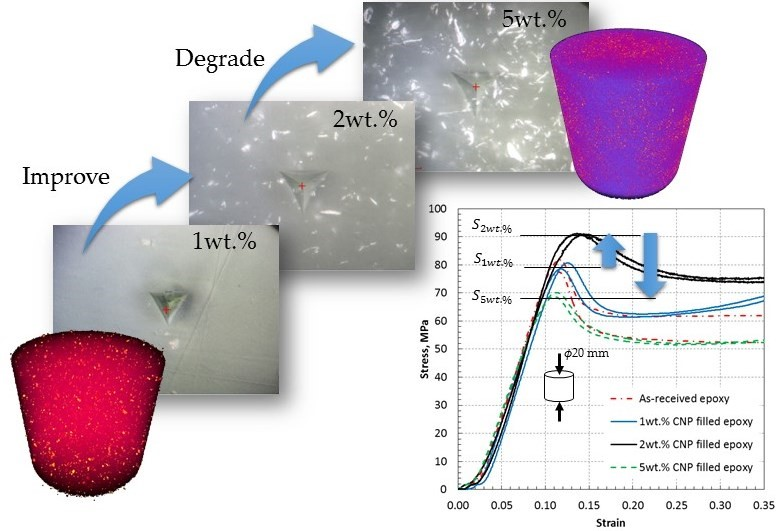
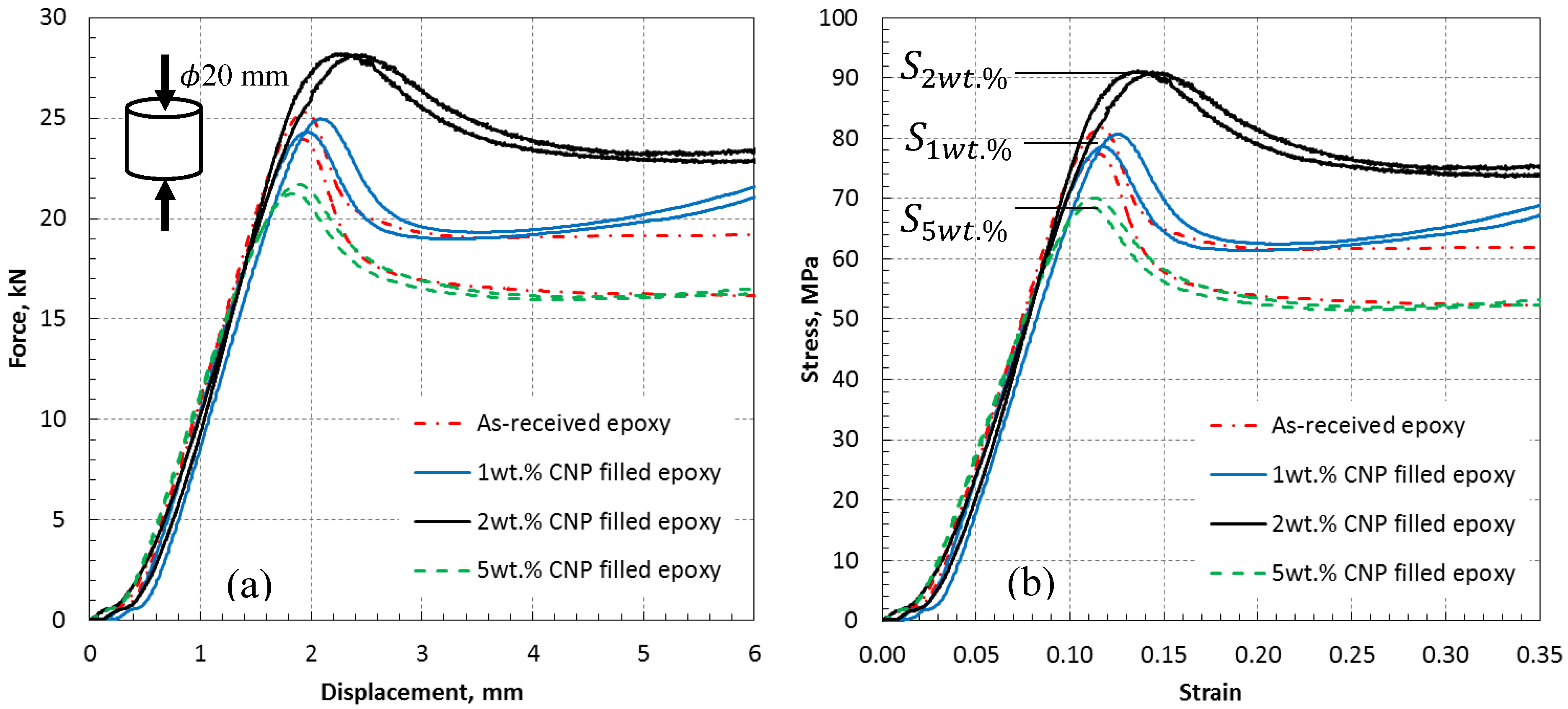
3.3.2. Tension and Compression Test Data
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Post, W.; Bose, R.K.; Garcia, S.J.; van der Zwaag, S. Healing of Early Stage Fatigue Damage in Ionomer/Fe3O4 Nanoparticle Composites. Polymers 2016, 8, 436. [Google Scholar] [CrossRef]
- Mishra, S.; Sonawane, S.H.; Singh, R.P. Studies on characterization of nano CaCO3 prepared by the in situ deposition technique and its application in PP-nano CaCO3 composites. J. Polym. Sci. Part B 2005, 43, 107–113. [Google Scholar] [CrossRef]
- Lazzeri, A.; Thio, Y.S.; Cohen, R.E. Volume strain measurements on CaCO3/polypropylene particulate composites: The effect of particle size. J. Appl. Polym. Sci. 2004, 91, 925–935. [Google Scholar] [CrossRef]
- Bartczak, Z.; Argon, A.S.; Cohen, R.E.; Weinberg, M. Toughness mechanism in semi-crystalline polymer blends: II. High-density polyethylene toughened with calcium carbonate filler particles. Polymer 1999, 40, 2347–2365. [Google Scholar] [CrossRef]
- Suprapakorn, N.; Dhamrongvaraporn, S.; Ishida, H. Effect of CaCO3 on the mechanical and rheological properties of a ring-opening phenolic resin: Polybenzoxazine. Polym. Compos. 1998, 19, 126–132. [Google Scholar] [CrossRef]
- Qiang, F.; Wang, G.; Liu, C. Polyethylene toughened by CaCO3 particles: The interface behaviour and fracture mechanism in high density polyethylene/CaCO3 blends. Polymer 1995, 36, 2397–2401. [Google Scholar] [CrossRef]
- Fu, Q.; Wang, G. Polyethylene toughened by CaCO3 particles—percolation model of brittle-ductile transition in hdpe/ CaCO3 blends. Polym. Int. 1993, 30, 309–312. [Google Scholar] [CrossRef]
- Fu, Q.; Wang, G.; Shen, J. Polyethylene Toughened by CaCO3 Particle Asterisk - Brittle-Ductile Transition of CaCO3-Toughened Hdpe. J. Appl. Polym. Sci. 1993, 49, 673–677. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Feng, X.-Q.; Lauke, B.; Mai, Y.-W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Liu, Z.; Tu, R.; Liao, Q.; Hu, H.; Yang, J.; He, Y.; Bian, H.; Ma, L.; Liu, W. High Thermal Conductivity of Flake Graphite Reinforced Polyethylene Composites Fabricated by the Powder Mixing Method and the Melt-Extruding Process. Polymers 2018, 10, 693. [Google Scholar] [CrossRef]
- Garlof, S.; Mecklenburg, M.; Smazna, D.; Mishra, Y.K.; Adelung, R.; Schulte, K.; Fiedler, B. 3D carbon networks and their polymer composites: Fabrication and electromechanical investigations of neat Aerographite and Aerographite-based PNCs under compressive load. Carbon 2017, 111, 103–112. [Google Scholar] [CrossRef]
- Garlof, S.; Fukuda, T.; Mecklenburg, M.; Smazna, D.; Mishra, Y.K.; Adelung, R.; Schulte, K.; Fiedler, B. Electro-mechanical piezoresistive properties of three dimensionally interconnected carbon aerogel (Aerographite)-epoxy composites. Compos. Sci. Technol. 2016, 134, 226–233. [Google Scholar] [CrossRef]
- Schütt, F.; Signetti, S.; Krüger, H.; Röder, S.; Smazna, D.; Kaps, S.; Gorb, S.N.; Mishra, Y.K.; Pugno, N.M.; Adelung, R. Hierarchical self-entangled carbon nanotube tube networks. Nat. Commun. 2017, 8, 1215. [Google Scholar] [CrossRef] [PubMed]
- Sangermano, M.; Tagliaferro, A.; Foix, D.; Castellino, M.; Celasco, E. In Situ Reduction of Graphene Oxide in an Epoxy Resin Thermally Cured with Amine. Macromol. Mater. Eng. 2014, 299, 757–763. [Google Scholar] [CrossRef]
- Marro Bellot, C.; Olivero, M.; Sangermano, M.; Salvo, M. Towards self-diagnosis composites: Detection of moisture diffusion through epoxy by embedded evanescent wave optical fibre sensors. Polym. Test. 2018, 71, 248–254. [Google Scholar] [CrossRef]
- Sangermano, M.; D’Anna, A.; Marro, C.; Klikovits, N.; Liska, R. UV-activated frontal polymerization of glass fibre reinforced epoxy composites. Compos. Part B Eng. 2018, 143, 168–171. [Google Scholar] [CrossRef]
- Cavasin, M.; Giannis, S.; Salvo, M.; Casalegno, V.; Sangermano, M. Mechanical and thermal characterization of an epoxy foam as thermal layer insulation for a glass fiber reinforced polymer. J. Appl. Polym. Sci. 2018. [Google Scholar] [CrossRef]
- Lotfian, S.; Giraudmaillet, C.; Yoosefinejad, A.; Thakur, V.K.; Nezhad, H.Y. Electrospun Piezoelectric Polymer Nanofiber Layers for Enabling in Situ Measurement in High-Performance Composite Laminates. ACS Omega 2018, 3, 8891–8902. [Google Scholar] [CrossRef]
- Coleman, J.N. Liquid Exfoliation of Defect-Free Graphene. Acc. Chem. Res. 2013, 46, 14–22. [Google Scholar] [CrossRef] [PubMed]
- Nicolosi, V.; Chhowalla, M.; Kanatzidis, M.G.; Strano, M.S.; Coleman, J.N. Liquid Exfoliation of Layered Materials. Science 2013, 340, 1226419. [Google Scholar] [CrossRef]
- Mgbemena, C.O.; Li, D.; Lin, M.-F.; Liddel, P.D.; Katnam, K.B.; Thakur, V.K.; Nezhad, H.Y. Accelerated microwave curing of fibre-reinforced thermoset polymer composites for structural applications: A review of scientific challenges. Compos. Part Appl. Sci. Manuf. 2018, 115, 88–103. [Google Scholar] [CrossRef]
- Lauke, B.; Fu, S.-Y. Aspects of fracture toughness modelling of particle filled polymer composites. Compos. Part B Eng. 2013, 45, 1569–1574. [Google Scholar] [CrossRef]
- Singh, R.P.; Zhang, M.; Chan, D. Toughening of a brittle thermosetting polymer: Effects of reinforcement particle size and volume fraction. J. Mater. Sci. 2002, 37, 781–788. [Google Scholar] [CrossRef]
- Omar, M.F.; Akil, H.M.; Ahmad, Z.A. Particle size—Dependent on the static and dynamic compression properties of polypropylene/silica composites. Mater. Des. 2013, 45, 539–547. [Google Scholar] [CrossRef]
- Pukanszky, B. Interfacial Interactions in Particulate Filled Thermoplastics—Mechanism, Strength, Properties. Makromol. Chem. Macromol. Symp. 1993, 70, 213–223. [Google Scholar] [CrossRef]
- Reynaud, E.; Jouen, T.; Gauthier, C.; Vigier, G.; Varlet, J. Nanofillers in polymeric matrix: A study on silica reinforced PA6. Polymer 2001, 42, 8759–8768. [Google Scholar] [CrossRef]
- Nakamura, Y.; Yamaguchi, M.; Okubo, M.; Matsumoto, T. Effect of particle size on the fracture toughness of epoxy resin filled with spherical silica. Polymer 1992, 33, 3415–3426. [Google Scholar] [CrossRef]
- Argon, A.S.; Cohen, R.E. Toughenability of polymers. Polymer 2003, 44, 6013–6032. [Google Scholar] [CrossRef]
- Pappu, A.; Thakur, V.K. Towards sustainable micro and nano composites from fly ash and natural fibers for multifunctional applications. Vacuum 2017, 146, 375–385. [Google Scholar] [CrossRef]
- Muhulet, A.; Miculescu, F.; Voicu, S.I.; Schütt, F.; Thakur, V.K.; Mishra, Y.K. Fundamentals and scopes of doped carbon nanotubes towards energy and biosensing applications. Mater. Today Energy 2018, 9, 154–186. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Fragiadakis, D.; Pissis, P. Reinforcement effect of carbon nanofillers in an epoxy resin system: Rheology, molecular dynamics, and mechanical studies. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 522–533. [Google Scholar] [CrossRef]
- Hernandez, Y.; Nicolosi, V.; Lotya, M.; Blighe, F.M.; Sun, Z.; De, S.; McGovern, I.T.; Holland, B.; Byrne, M.; Gun’Ko, Y.K.; et al. High-yield production of graphene by liquid-phase exfoliation of graphite. Nat. Nanotechnol. 2008, 3, 563–568. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hardiman, M.; Vaughan, T.J.; McCarthy, C.T. Fibrous composite matrix characterisation using nanoindentation: The effect of fibre constraint and the evolution from bulk to in-situ matrix properties. Compos. Part Appl. Sci. Manuf. 2015, 68, 296–303. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Time (*hh:mm) | Stage Description |
|---|---|---|
| 1 | 00:00 | One hour stirring epoxy (13 mL), DDSA (8 mL), and MNA (7 mL) at RT |
| 2 | 01:00 | Increase the epoxy mixture temperature to 100 °C Add CNPs Stir the CNP-epoxy mixture at 100 °C for 20 min |
| 3 | 01:20 | Turn off heating Continue stirring for 2 h at **RT under vacuum condition |
| 4 | 03:20 | Add curing agent DMP-30 (2 mL = 15 drops) at RT Stir for 21 h under vacuum conditions using a Schlenk line |
| 5 | 15:20 | Inject the mixture into the mold |
| 6 | 16:00 | Cure the molded mixture using vacuum assisted oven at 80 °C |
| 7 | 28:00 | Take out the mold and let cool down for an hour |
| 8 | 29:00 | Open the mold and take out the specimen |
| CNP wt % | Tensile Modulus, GPa | Compressive Modulus, GPa | Nanoindentation Compressive Modulus, GPa | Compressive Strength, MPa | Nanoindention Hardness, MPa | Failure Strain, % |
|---|---|---|---|---|---|---|
| 0 | 1.18 | 0.99 | 3.3 | 79.84 | 160 | 11.55 |
| 1 | 1.21 ⬆ (+3%) | 0.99 ⬆ (<1%) | 3.4 ⬆ (+3%) | 79.86 ⬆ (<1%) | 180 ⬆ (+13%) | 12.15 ⬆ (+5%) |
| 2 | 1.24 ⬆ (+5%) | 1.03 ⬆ (+4%) | 3.6 ⬆ (+9%) | 91.13 ⬆ (+14%) | 180 ⬆ (+13%) | 14.00 ⬆ (+21%) |
| 5 | 0.83 ⬇ (−30%) | 0.84 ⬇ (−15%) | 3.4 ⬆ (+3%) | 69.40 ⬇ (−13%) | 120 ⬇ (−25%) | 11.10 ⬇ (−4%) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nezhad, H.Y.; Thakur, V.K. Effect of Morphological Changes due to Increasing Carbon Nanoparticles Content on the Quasi-Static Mechanical Response of Epoxy Resin. Polymers 2018, 10, 1106. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101106
Nezhad HY, Thakur VK. Effect of Morphological Changes due to Increasing Carbon Nanoparticles Content on the Quasi-Static Mechanical Response of Epoxy Resin. Polymers. 2018; 10(10):1106. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101106
Chicago/Turabian StyleNezhad, Hamed Yazdani, and Vijay Kumar Thakur. 2018. "Effect of Morphological Changes due to Increasing Carbon Nanoparticles Content on the Quasi-Static Mechanical Response of Epoxy Resin" Polymers 10, no. 10: 1106. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101106