Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding


Abstract
:
1. Introduction
2. Experimental
2.1. Material
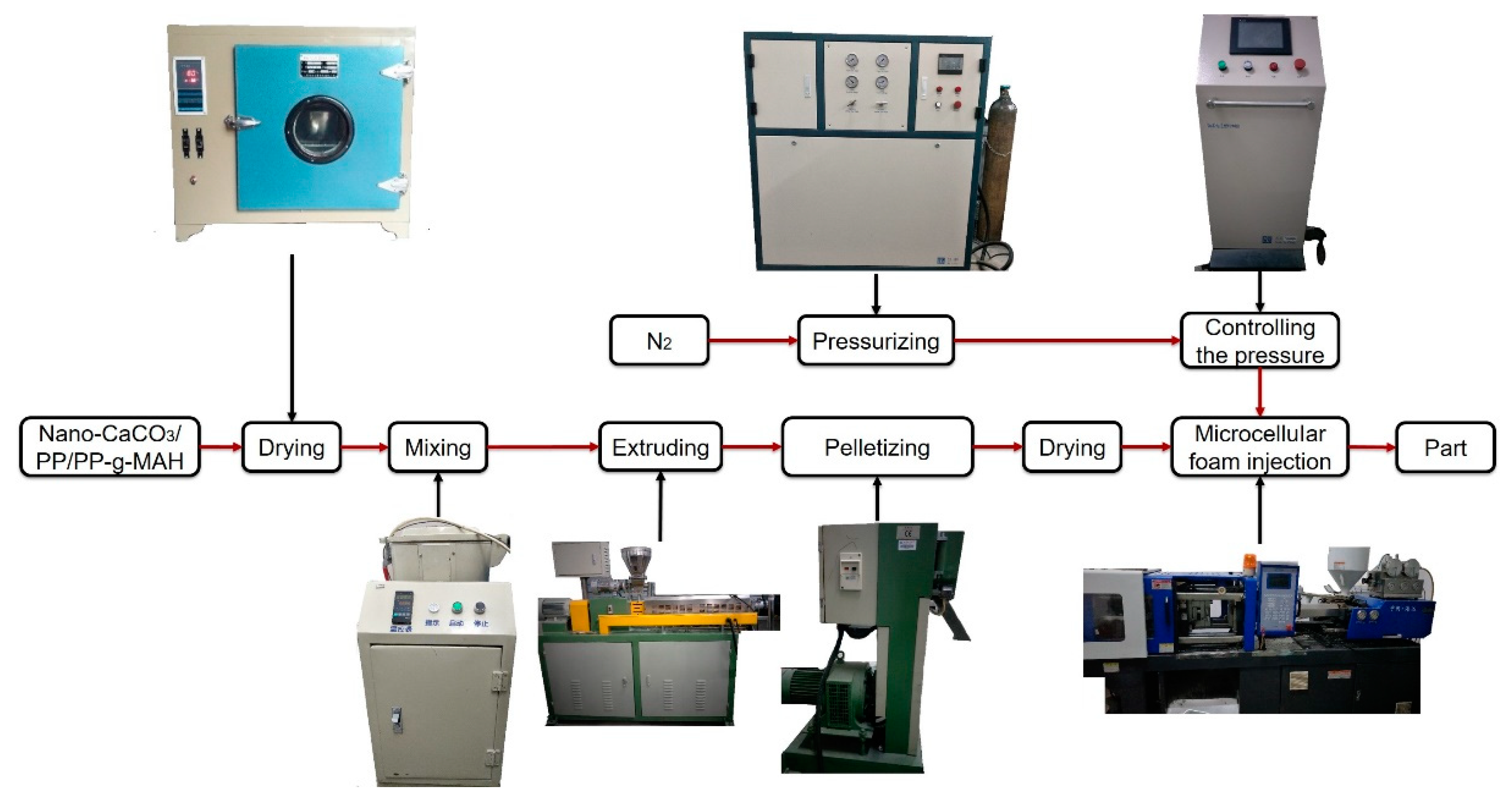
2.2. Preparation of Nanocomposites
2.3. Foaming Process
2.4. Characterizations
3. Results and Discussion
3.1. Effect of the Content of Nano-CaCO3 on the Crystallization Behaviour
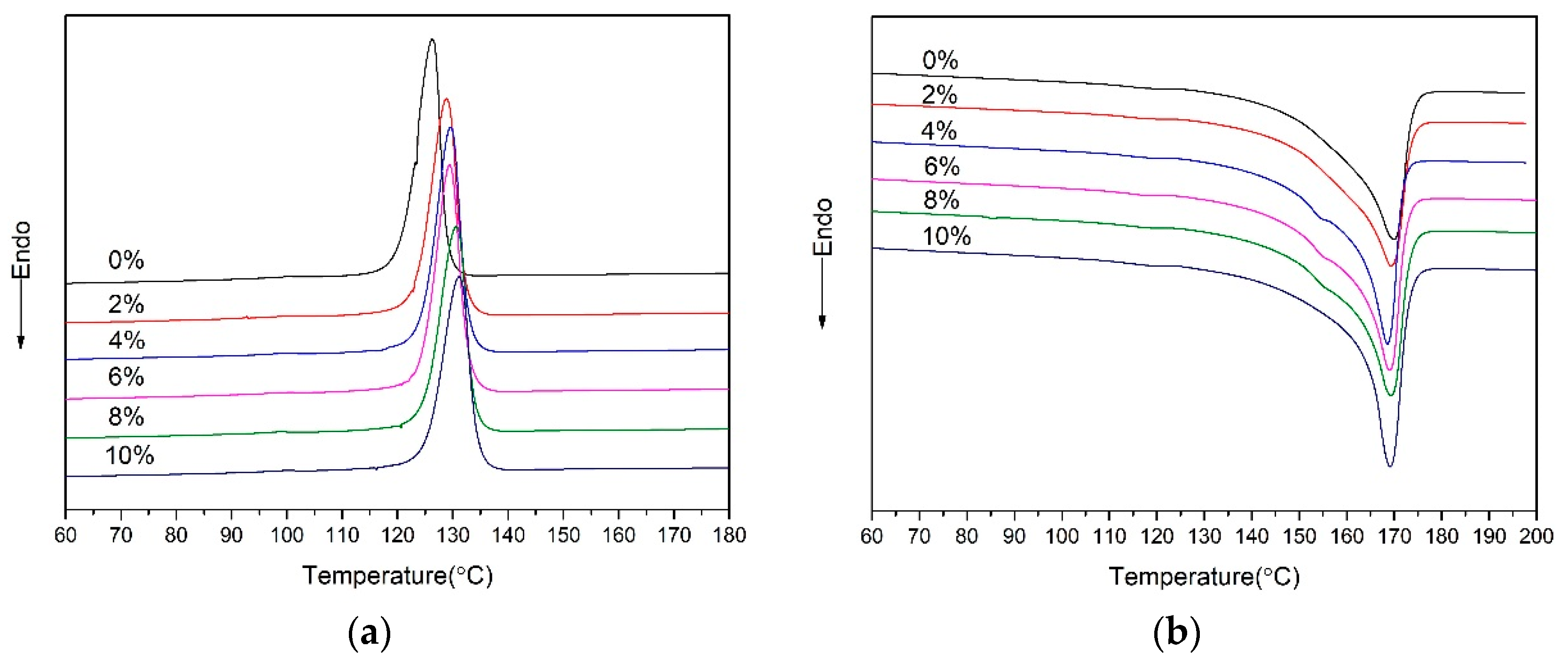
3.1.1. Crystallization and Melting
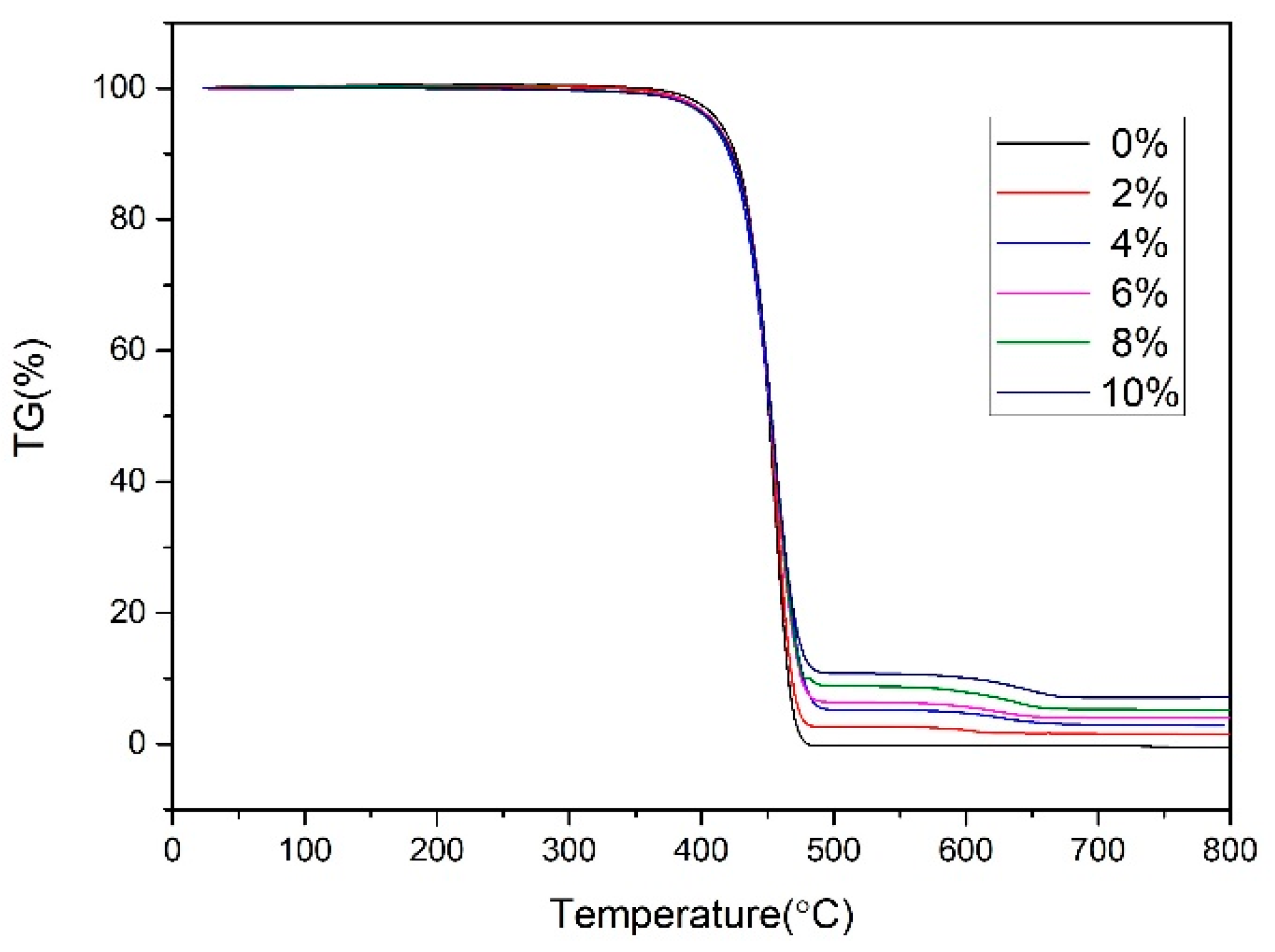
3.1.2. Thermogravimetric Analysis
3.2. Effect of the Content of Nano-CaCO3 on the Mechanical Properties
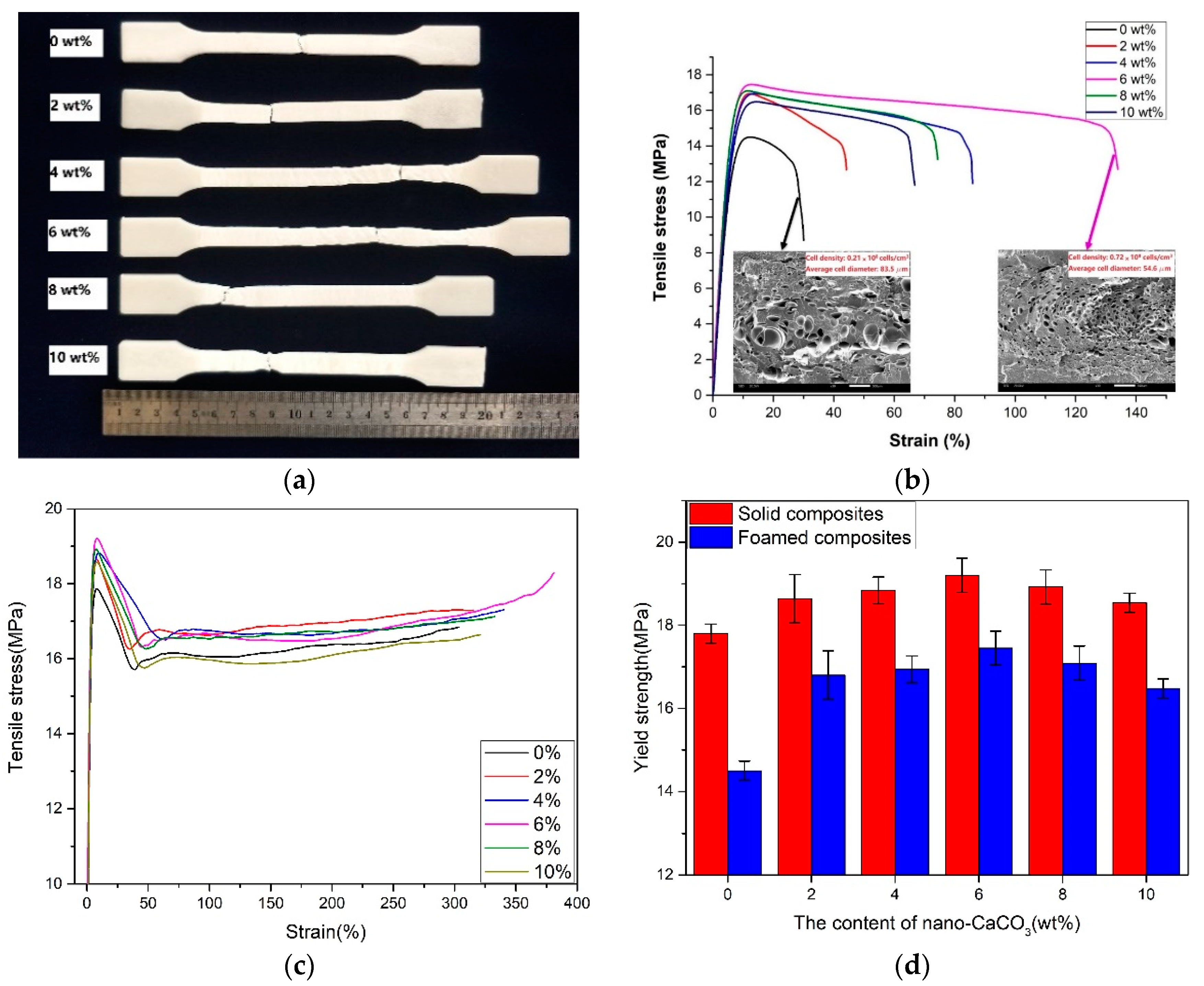
3.2.1. Tensile Properties
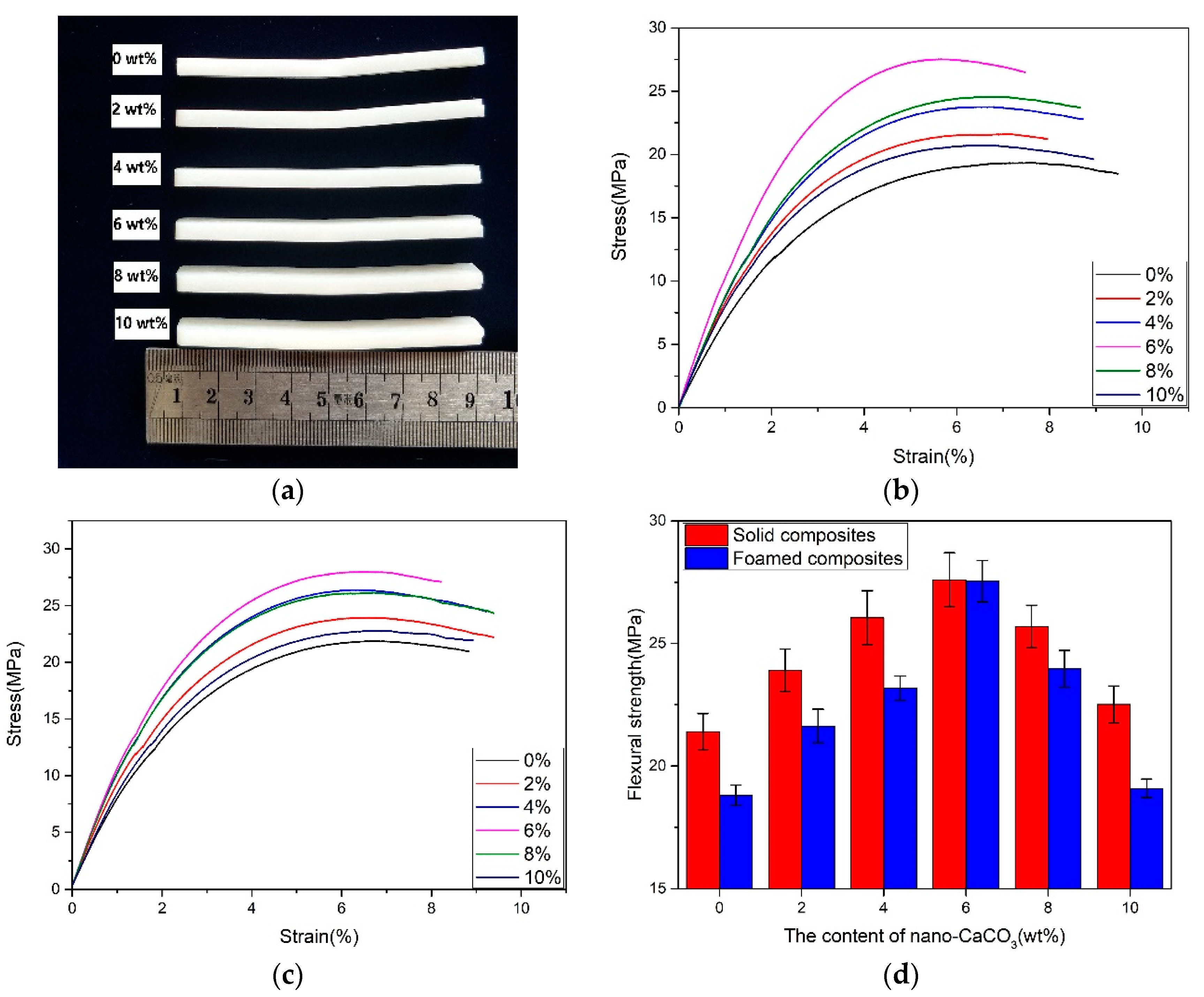
3.2.2. Flexural Properties
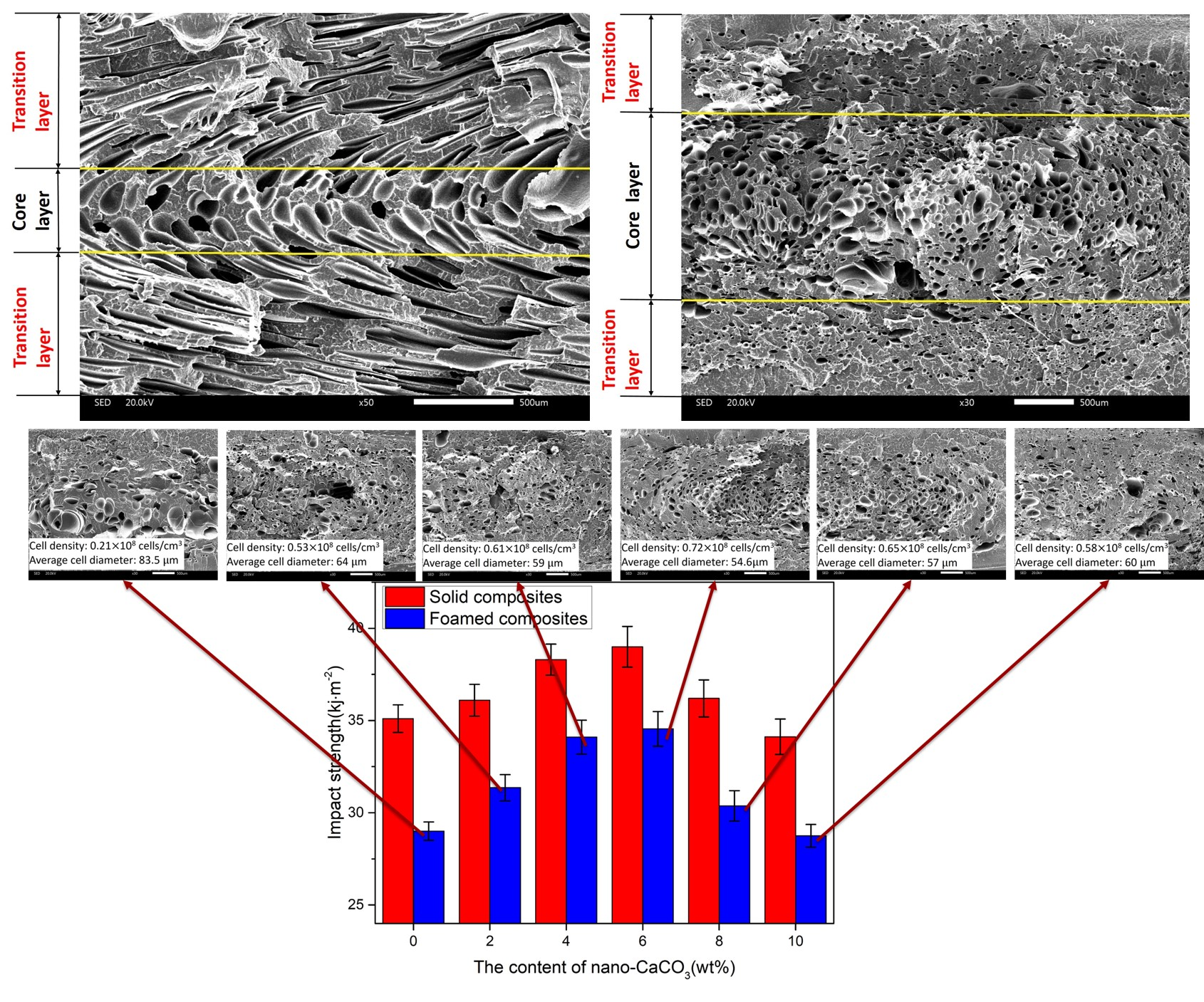
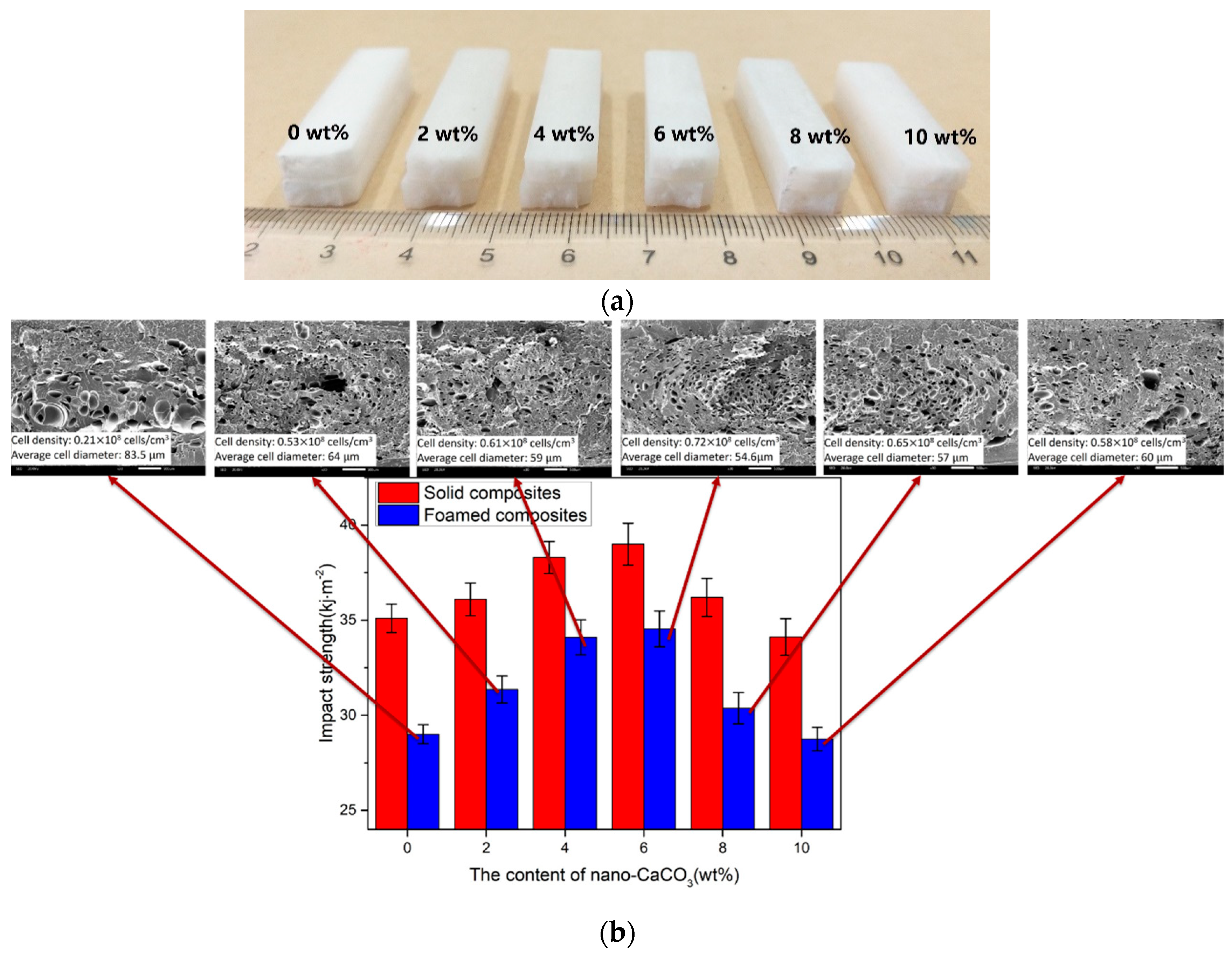
3.2.3. Impact Properties
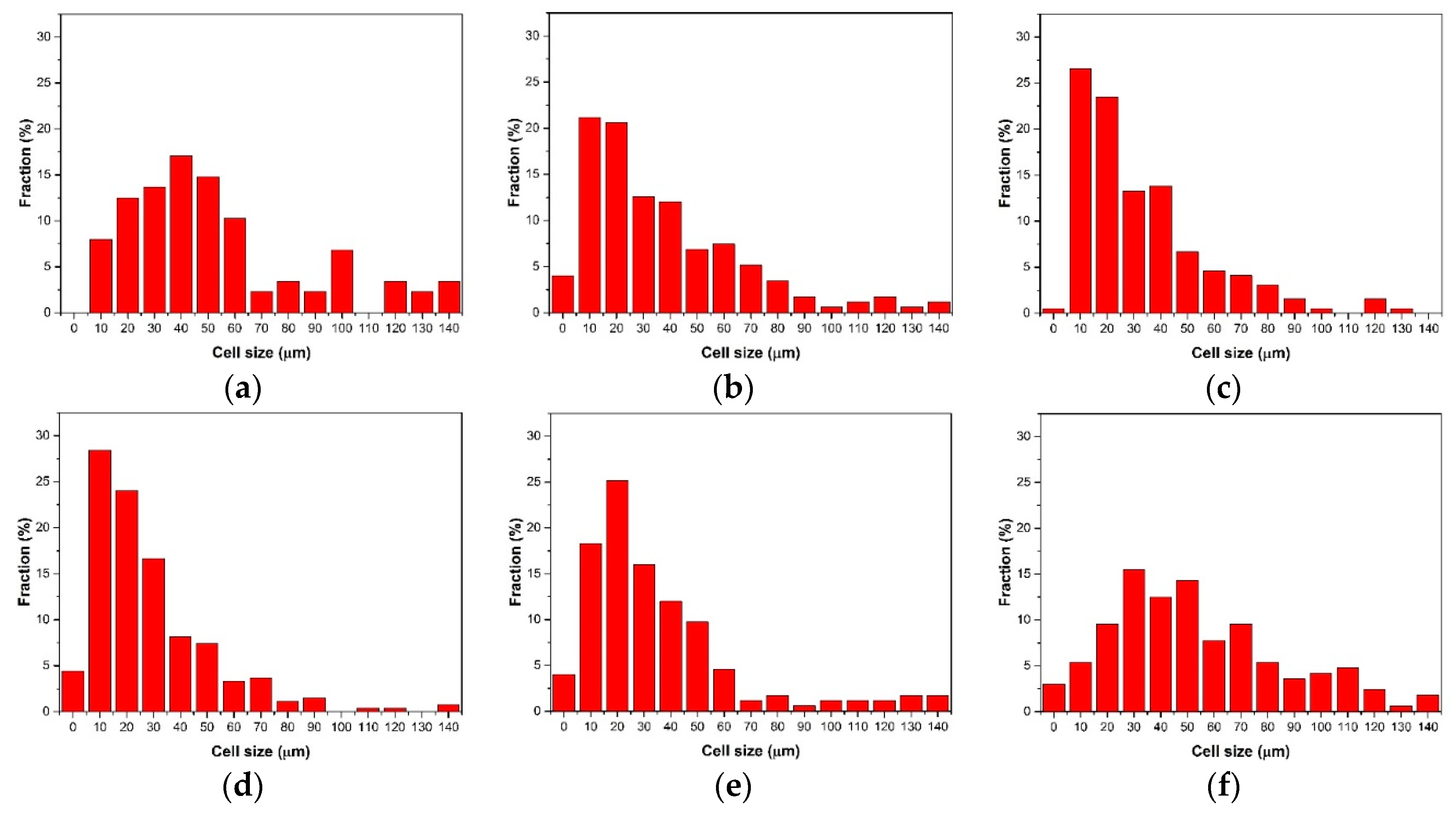
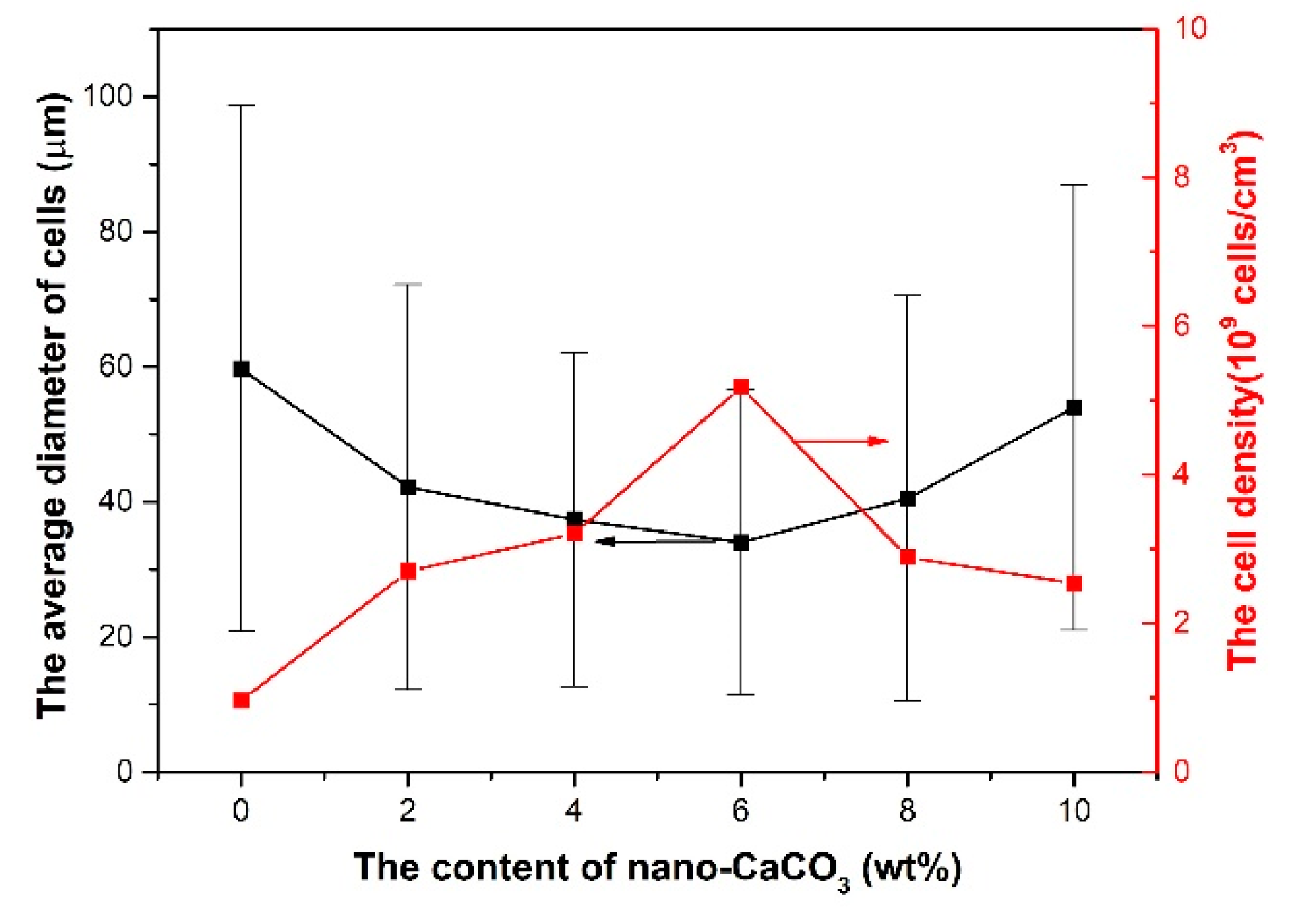
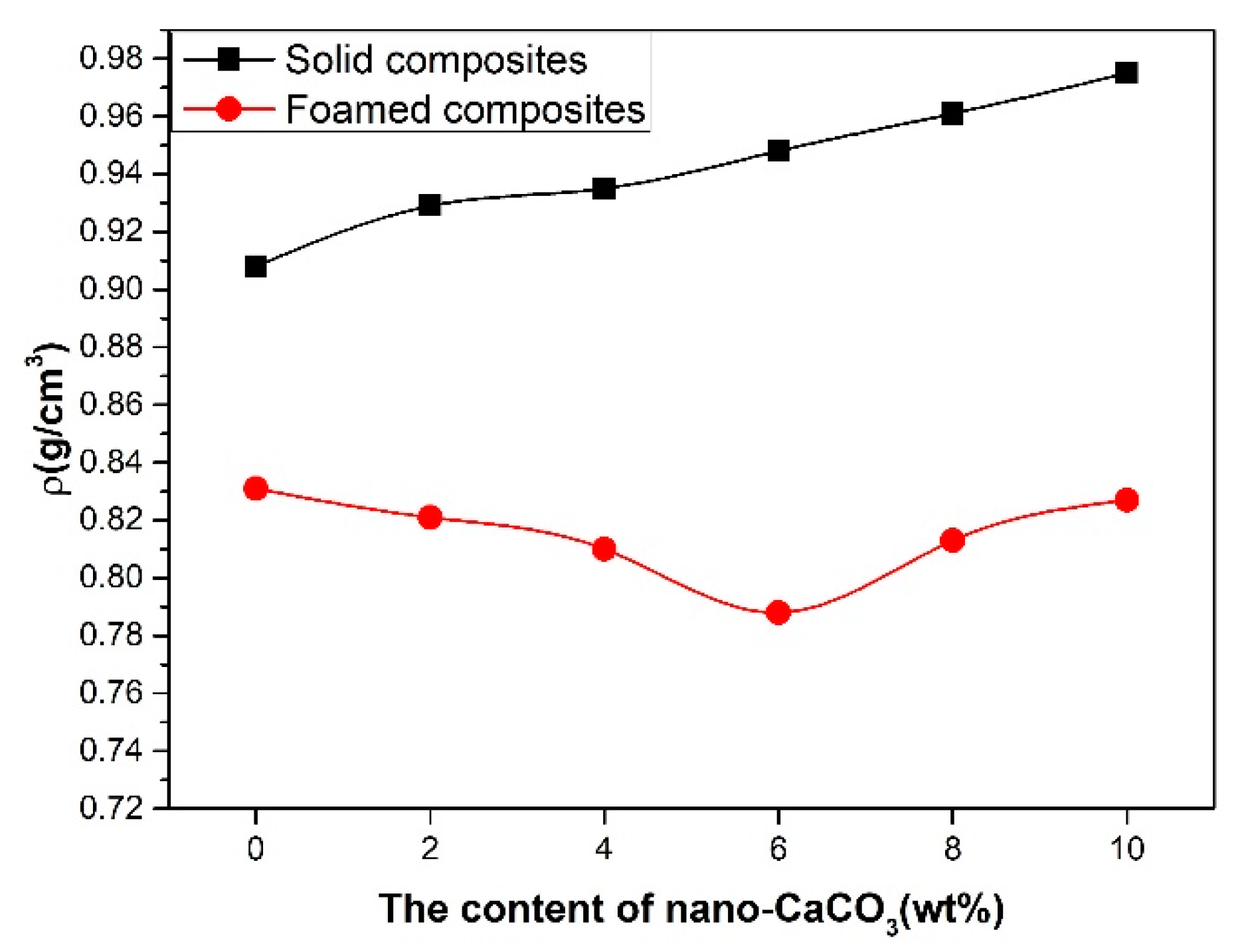
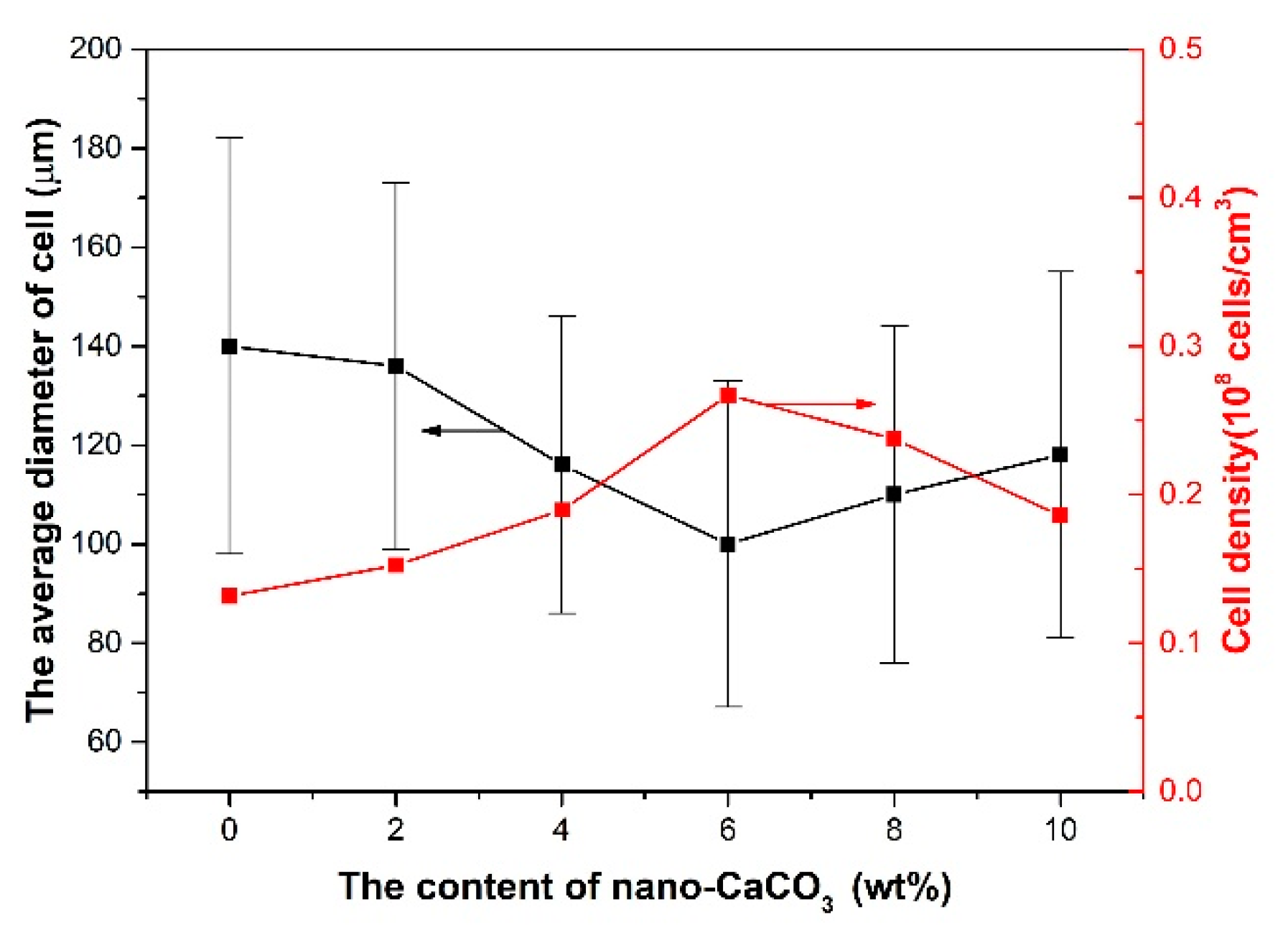
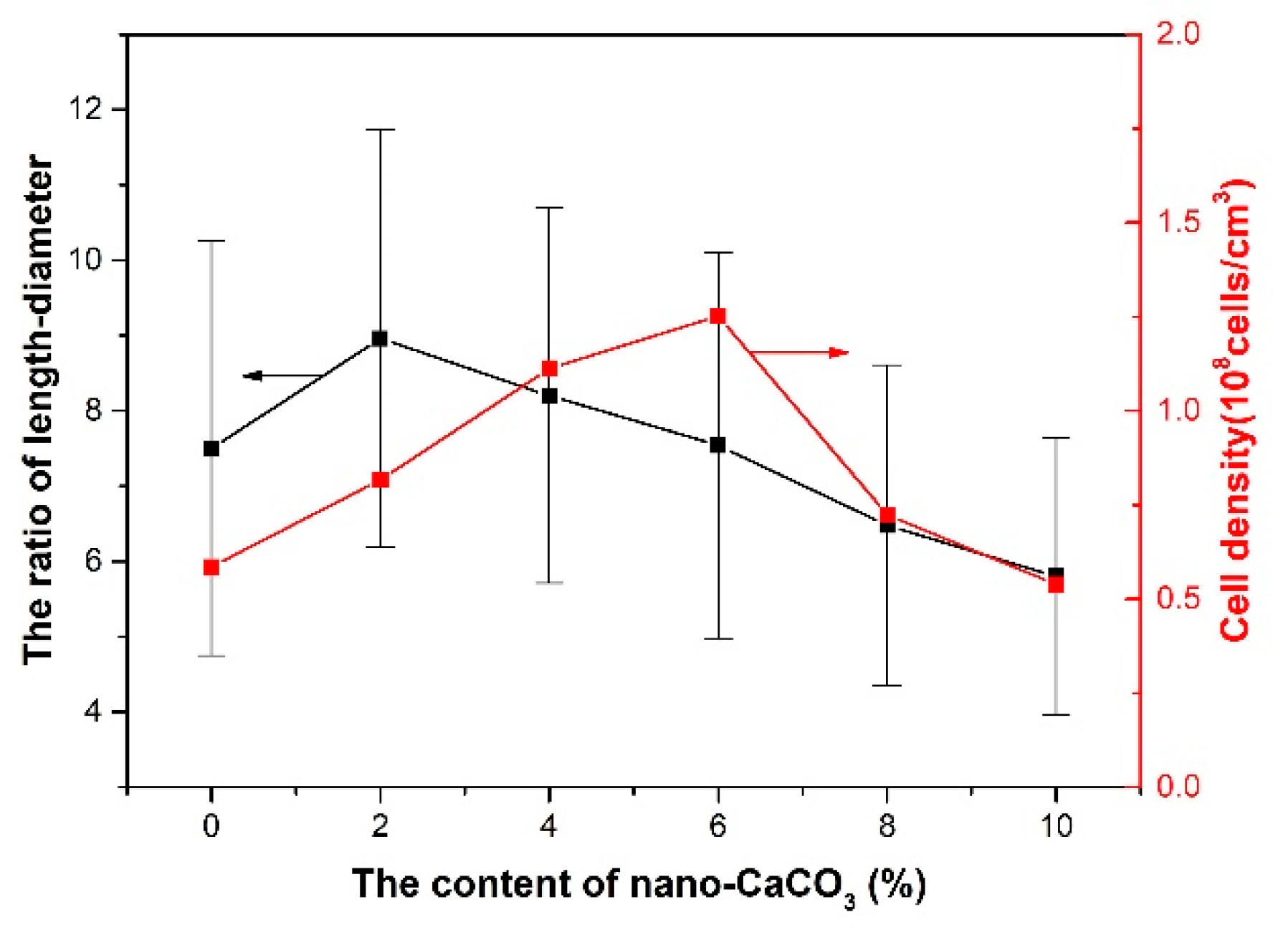
3.3. Effect of the Content of Nano-CaCO3 on the Cells Structure
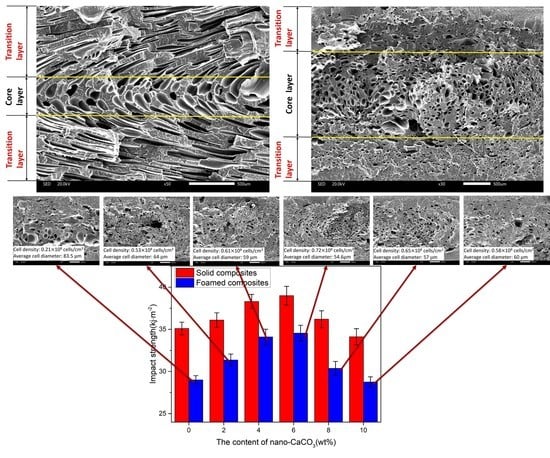
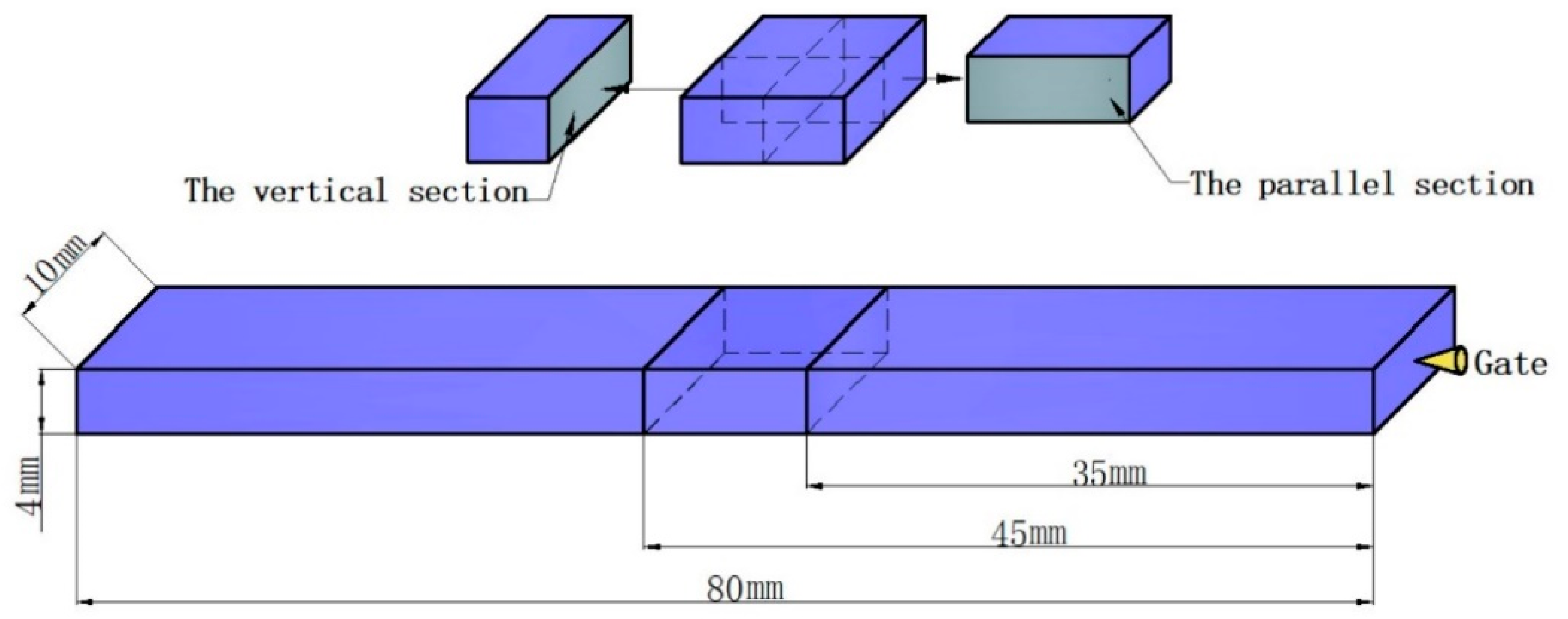
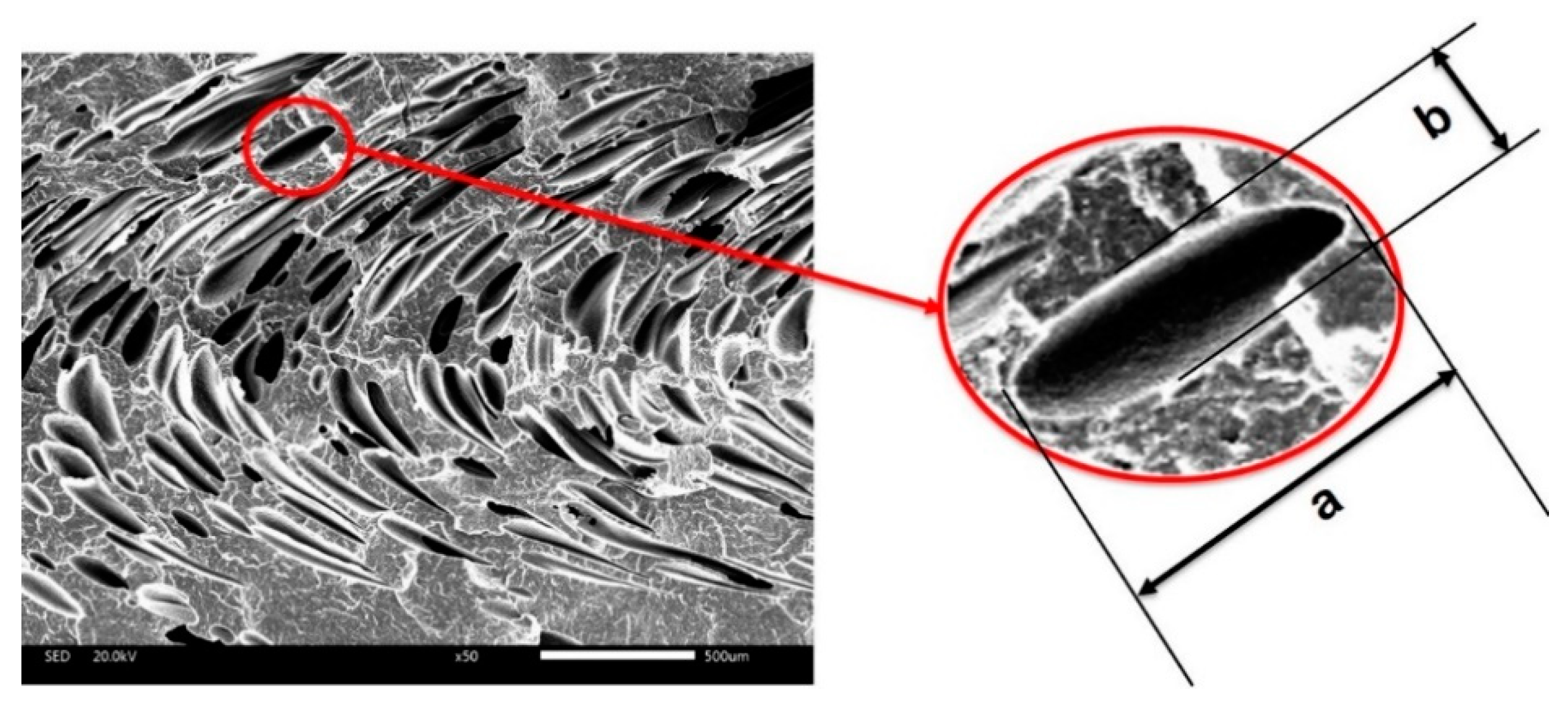
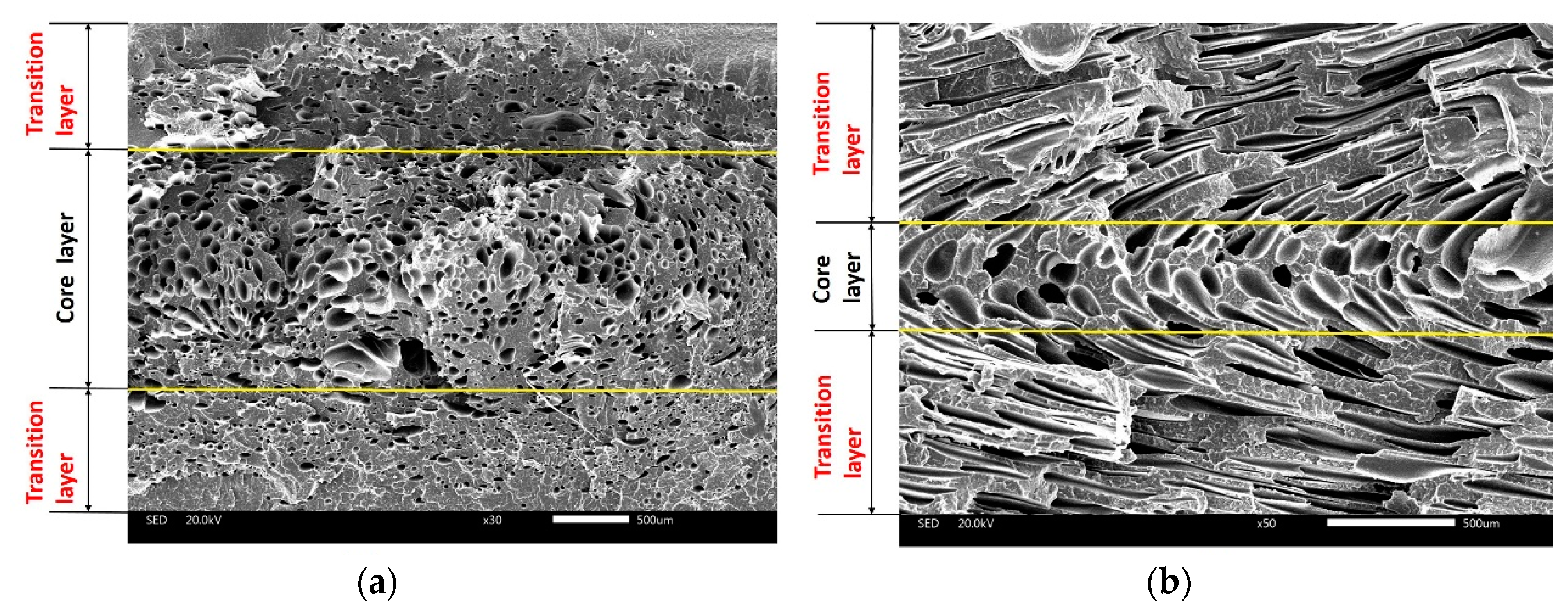
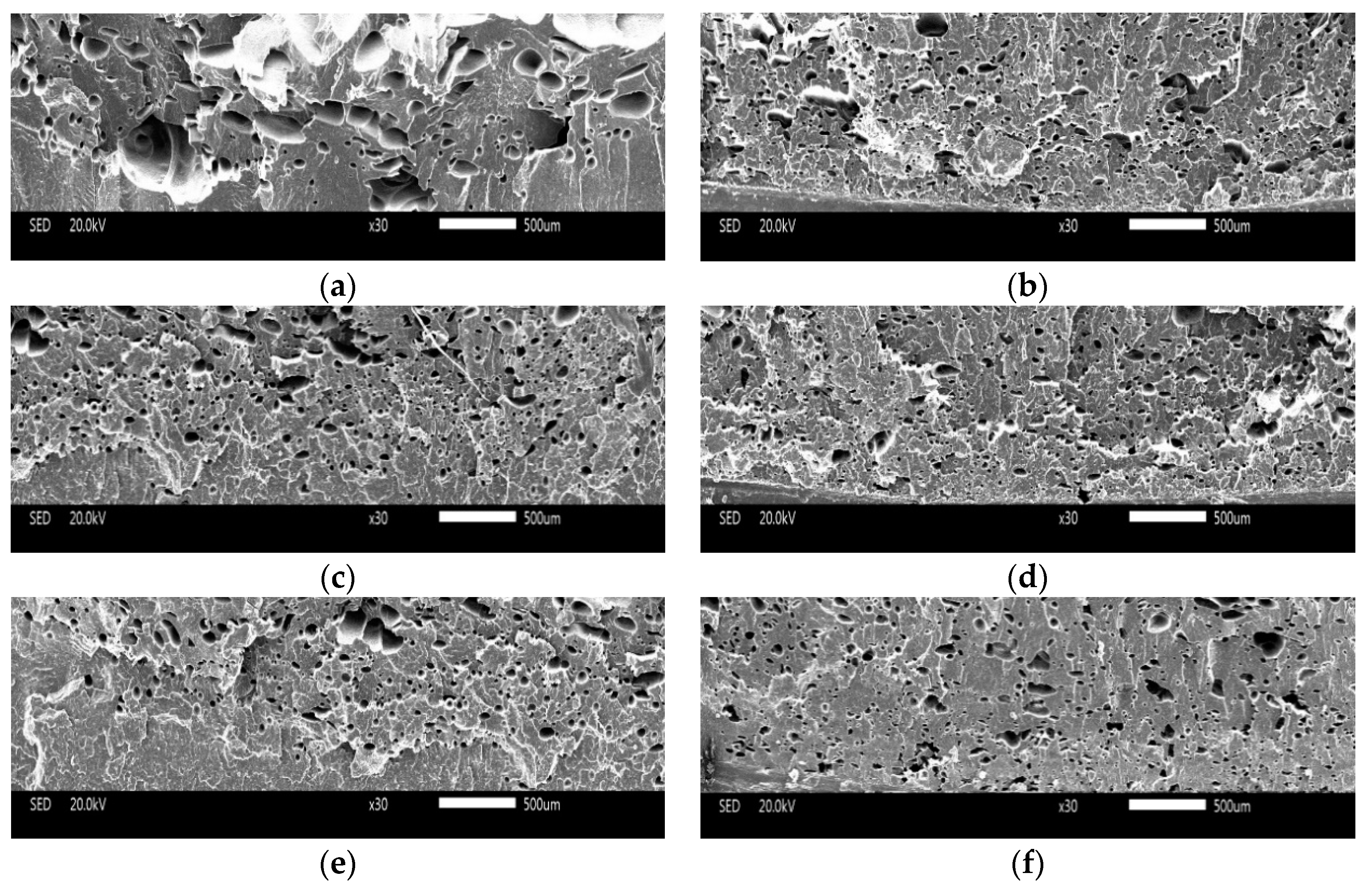
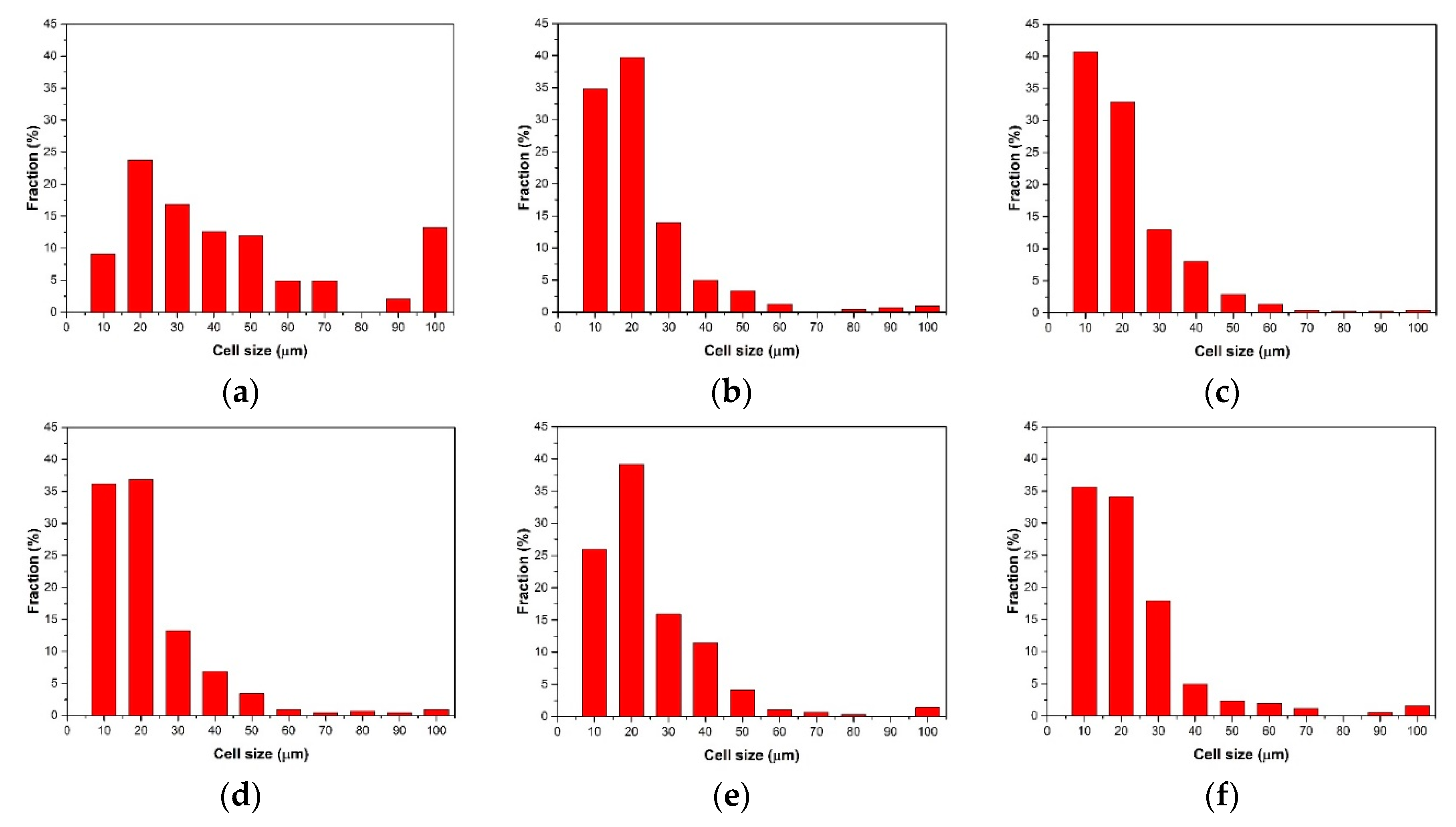
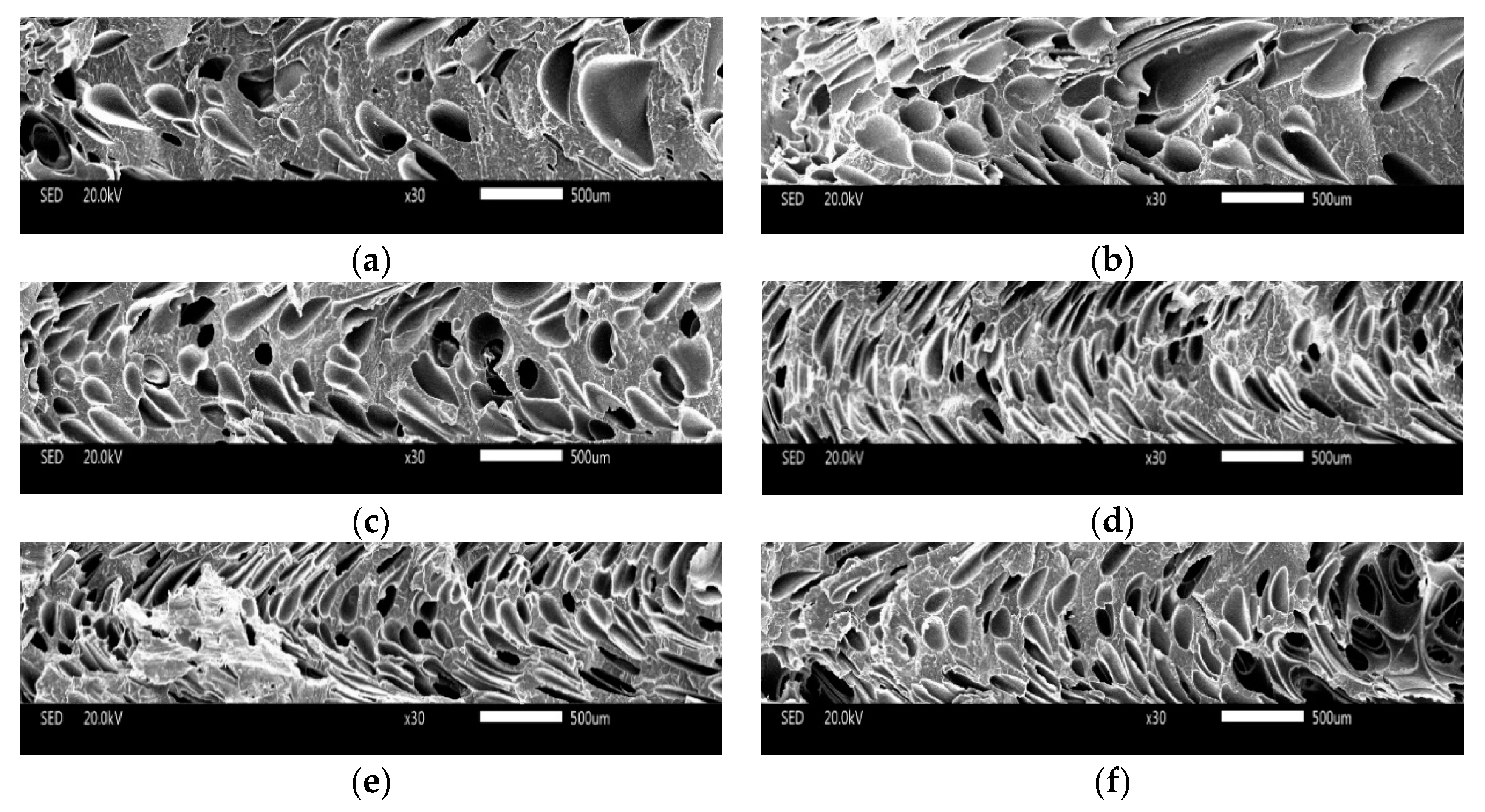
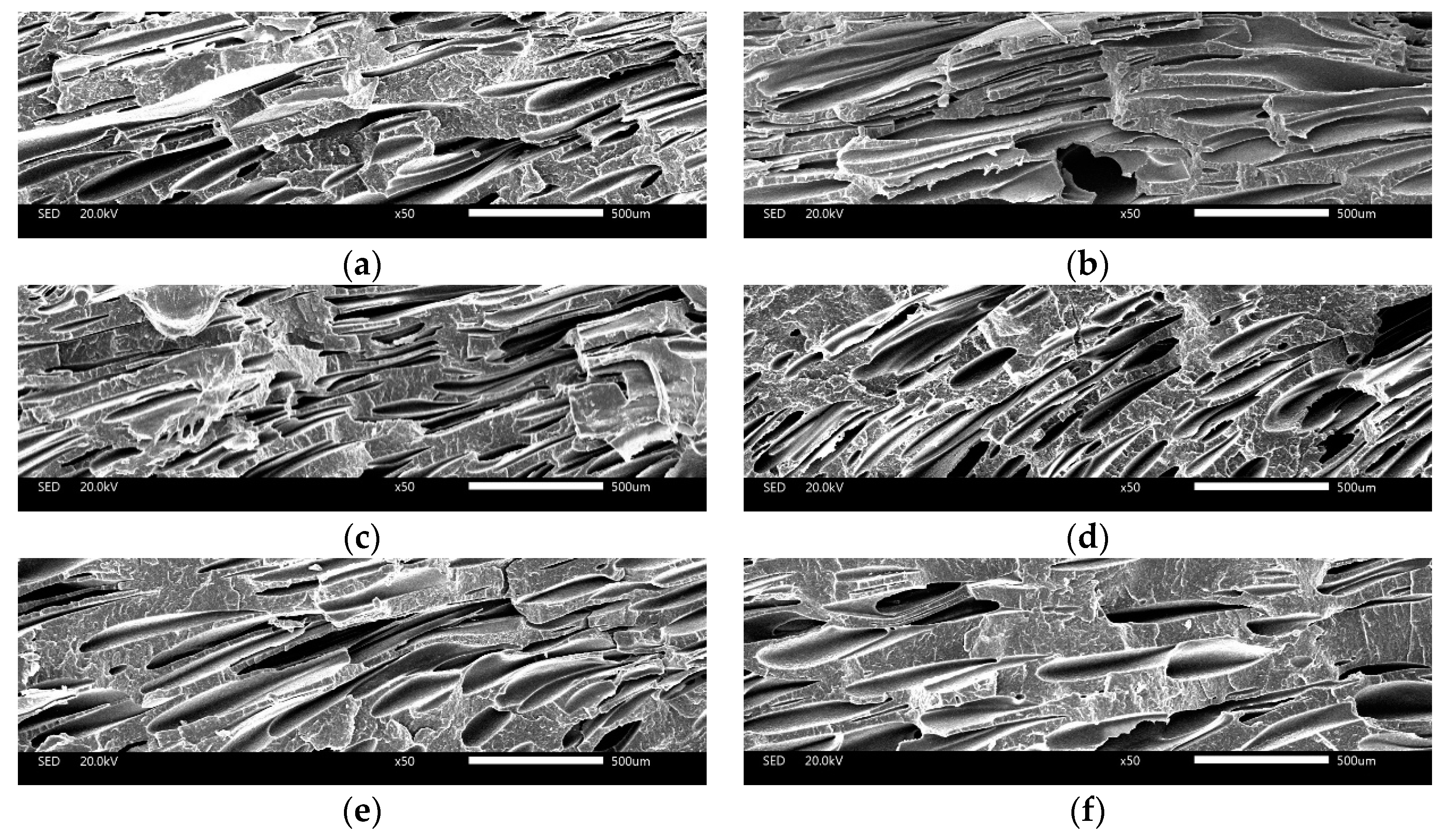
3.3.1. The Cell Structure of Vertical Section
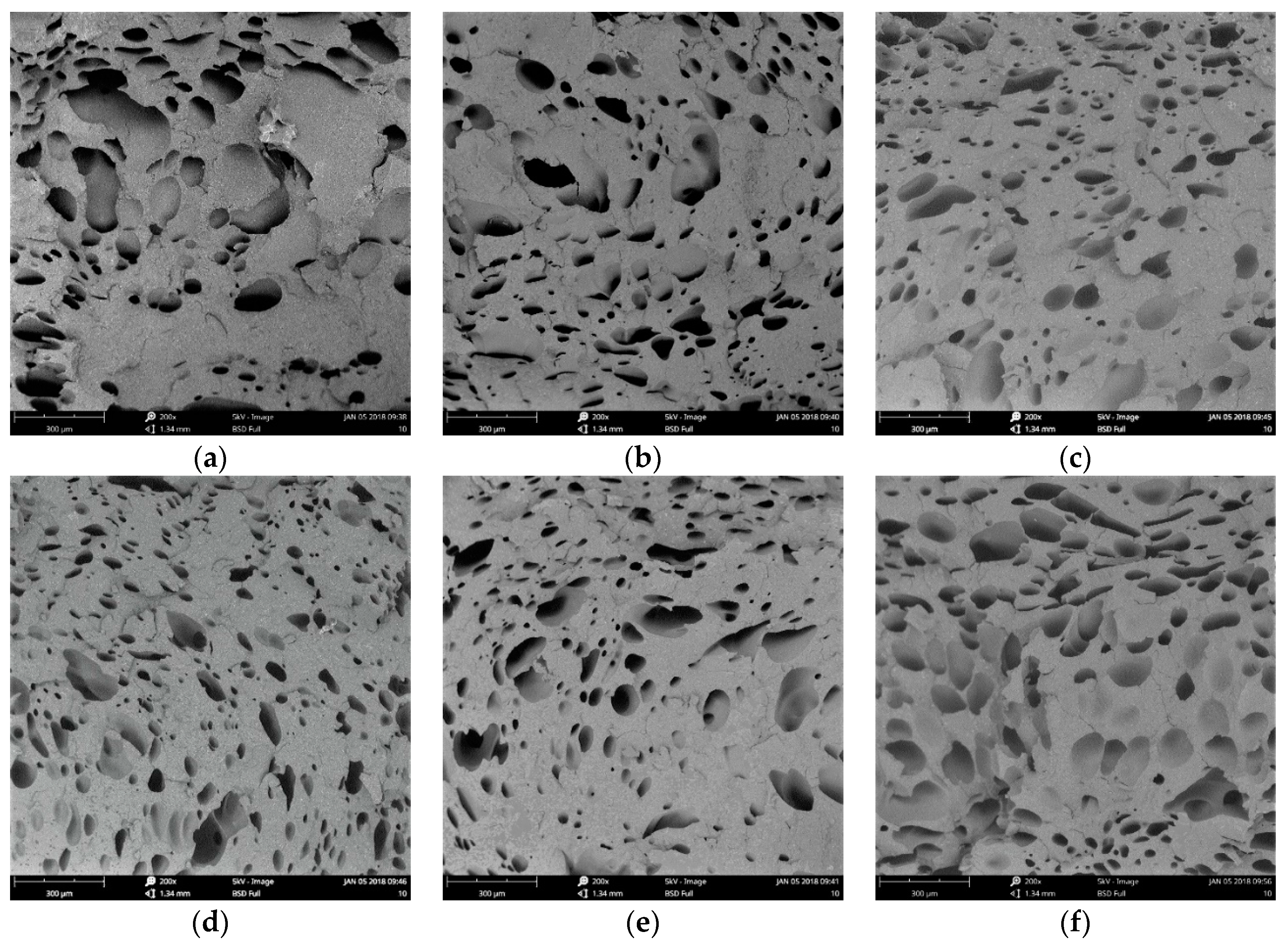
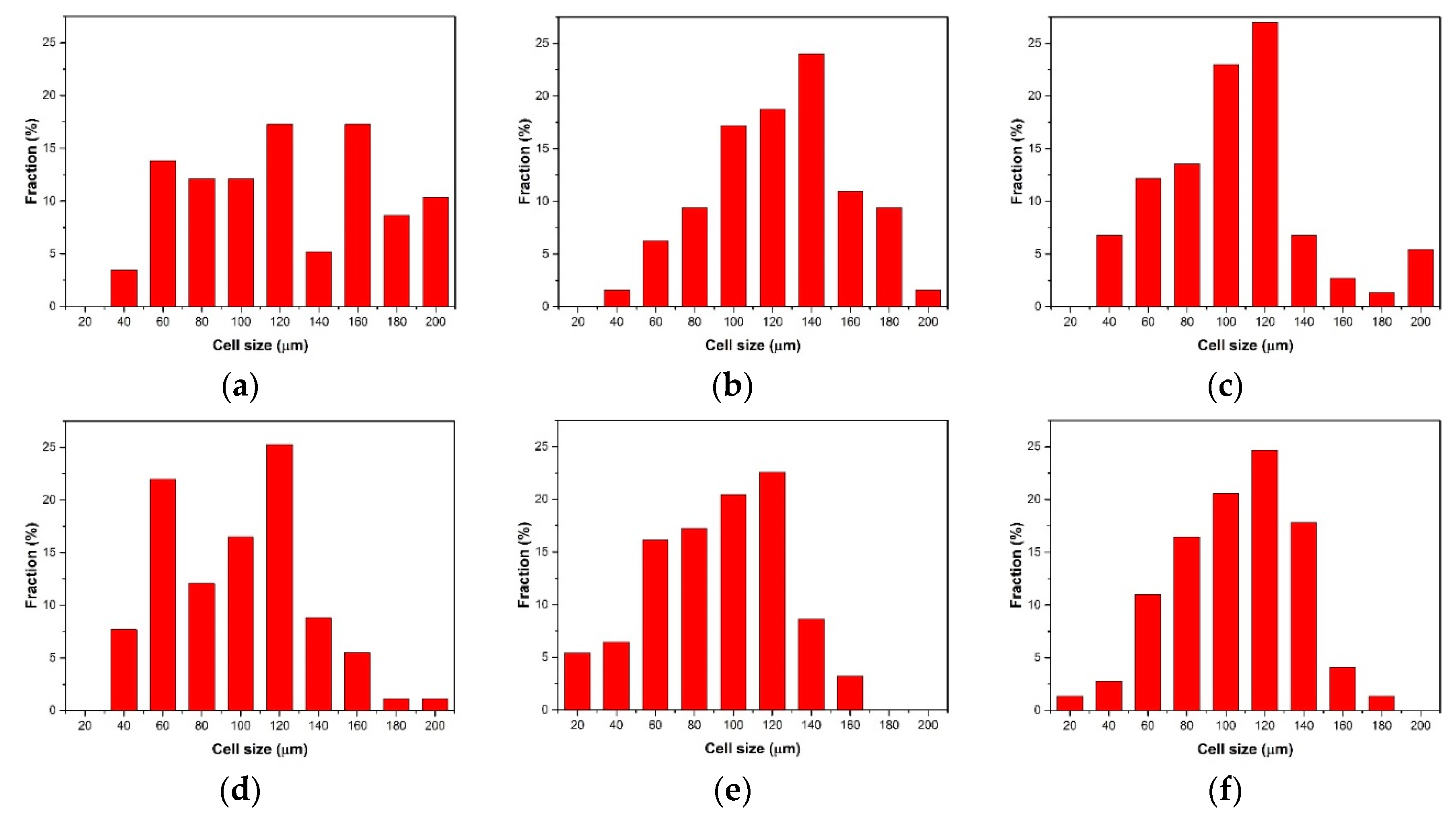
3.3.2. The Cell Structure of Parallel Section
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Marsavina, L.; Linul, E.; Voiconi, T.; Sadowski, T. A comparison between dynamic and static fracture toughness of polyurethane foams. Polym. Test. 2013, 32, 673–680. [Google Scholar] [CrossRef]
- Linul, E.; Marsavina, L. Assesment of Sandwich Beams with Rigid Polyurethane Foam Core Using Failure-Mode Maps. Proc. Rom. Acad. Ser. A Math. Phys. Tech. Sci. Inf. Sci. 2015, 16, 522–530. [Google Scholar]
- Thumsorn, S.; Yamada, K.; Leong, Y.; Hamada, H. Effect of organoclay on the mechanical/crystallization behaviour of microcellular injection molded PBT–clay nanocomposites. J. Netshape Form. Eng. 2010, 37, 1036–1043. [Google Scholar]
- Hwang, S.S.; Liu, S.P.; Hsu, P.P.; Yeh, J.M.; Yang, J.P.; Chen, C.L. Morphology, mechanical, and rheological behavior of microcellular injection molded EVA–clay nanocomposites. Int. Commun. Heat Mass Transf. 2012, 39, 383–389. [Google Scholar] [CrossRef]
- Najafi, N.; Heuzey, M.C.; Carreau, P.J.; Therriault, D.; Park, C.B. Mechanical and morphological properties of injection molded linear and branched-polylactide (PLA) nanocomposite foams. Eur. Polym. J. 2015, 73, 455–465. [Google Scholar] [CrossRef]
- Xie, P.; Wu, G.; Cao, Z.; Han, Z.; Zhang, Y.; An, Y.; Yang, W. Effect of Mold Opening Process on Microporous Structure and Properties of Microcellular Polylactide–Polylactide Nanocomposites. Polymers 2018, 10, 554. [Google Scholar] [CrossRef]
- Zhu, B.; Zha, W.; Yang, J.; Zhang, C.; Lee, L.J. Layered-silicate based polystyrene nanocomposite microcellular foam using supercritical carbon dioxide as blowing agent. Polymer 2010, 51, 2177–2184. [Google Scholar] [CrossRef]
- Zhu, B. Polystyrene Based Layered Silicate Nanocomposite Foam Using Carbon Dioxide as Blowing Agent and Shear Rheology Study. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2012. [Google Scholar]
- Zakiyan, S.E.; Famili, M.H.; Ako, M. Controlling foam morphology of polystyrene via surface chemistry, size and concentration of nanosilica particles. J. Mater. Sci. 2014, 49, 6225–6239. [Google Scholar] [CrossRef]
- Ameli, A.; Nofar, M.; Park, C.B.; Pötschke, P.; Rizvi, G. Polypropylene/carbon nanotube nano/microcellular structures with high dielectric permittivity, low dielectric loss, and low percolation threshold. Carbon 2014, 71, 206–217. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, G.; Liu, Y.; Ma, Z.; Jing, Z.; Fan, X. Microcellular foaming of polylactide and poly(butylene adipate-co-terphathalate) blends and their CaCO3 reinforced nanocomposites using supercritical carbon dioxide. Polym. Adv. Technol. 2016, 27, 550–560. [Google Scholar] [CrossRef]
- Ding, J.; Shangguan, J.; Ma, W.; Zhong, Q. Foaming behavior of microcellular foam polypropylene/modified nano calcium carbonate composites. J. Appl. Polym. Sci. 2013, 128, 3639–3651. [Google Scholar] [CrossRef]
- Ding, J.; Ma, W.; Song, F.; Zhong, Q. Effect of nano-Calcium Carbonate on microcellular foaming of polypropylene. J. Mater. Sci. 2013, 48, 2504–2511. [Google Scholar] [CrossRef]
- Huang, H.X.; Wang, J.K. Improving polypropylene microcellular foaming through blending and the addition of nano-calcium carbonate. J. Appl. Polym. Sci. 2010, 106, 505–513. [Google Scholar] [CrossRef]
- Yu, P.; Liu, G.; Li, K.; Huang, A.; Chen, B.; Mi, H.; Zhang, S.; Peng, X. Fabrication of polystyrene/nano-CaCO3 foams with unimodal or bimodal cell structure from extrusion foaming using supercritical carbon dioxide. Polym. Compos. 2016, 37, 1864–1873. [Google Scholar] [CrossRef]
- Ha, K.H.; Kim, M.S. Application to refrigerator plastics by mechanical recycling from polypropylene in waste-appliances. Mater. Des. 2012, 34, 252–257. [Google Scholar] [CrossRef]
- Chen, N.; Wan, C.; Zhang, Y.; Zhang, Y. Effect of nano-CaCO3, on mechanical properties of PVC and PVC/Blendex blend. Polym. Test. 2004, 23, 169–174. [Google Scholar] [CrossRef]
- Huang, Z.; Lin, Z.; Cai, Z.; Mai, K. Physical and mechanical properties of nano-CaCO3/PP composites modified with acrylic acid. Plast. Rubber Compos. 2013, 33, 343–352. [Google Scholar] [CrossRef]
- Hwang, S.S.; Hsu, P.P.; Yeh, J.M.; Yang, J.P.; Chang, K.C.; Lai, Y.Z. Effect of clay and compatibilizer on the mechanical/crystallization behaviour of microcellular injection molded low density polyethylene nanocomposites. Int. Commun. Heat Mass Transf. 2009, 36, 471–479. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content of nano-CaCO3 (wt%) | Tm (°C) | Tc (°C) | Hm (J/g) | Crystallinity (%) |
|---|---|---|---|---|
| 0 | 169.62 | 126.29 | 80.83 | 38.67 |
| 2 | 169.35 | 128.85 | 78.92 | 37.76 |
| 4 | 169.00 | 129.57 | 85.26 | 40.79 |
| 6 | 168.61 | 129.46 | 86.56 | 41.42 |
| 8 | 169.98 | 130.63 | 87.61 | 41.92 |
| 10 | 169.39 | 131.13 | 87.83 | 42.23 |
| Content of Nano-CaCO3 (wt%) | Td (°C) | DTG at Td (%/min) | Residue at 550 °C (%) | Residue at 800 °C (%) |
|---|---|---|---|---|
| 0 | 454.6 | −30 | 0.3 | 0.1 |
| 2 | 456.3 | −28.4 | 2.5 | 1.4 |
| 4 | 452.9 | −20.6 | 5.1 | 2.8 |
| 6 | 454.4 | −23.5 | 6.4 | 3.9 |
| 8 | 454.3 | −22.8 | 8.7 | 5.2 |
| 10 | 452.4 | −21.9 | 10.8 | 7.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mao, H.; He, B.; Guo, W.; Hua, L.; Yang, Q. Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding. Polymers 2018, 10, 1160. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101160
Mao H, He B, Guo W, Hua L, Yang Q. Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding. Polymers. 2018; 10(10):1160. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101160
Chicago/Turabian StyleMao, Huajie, Bo He, Wei Guo, Lin Hua, and Qing Yang. 2018. "Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding" Polymers 10, no. 10: 1160. https://0-doi-org.brum.beds.ac.uk/10.3390/polym10101160