Fabrication of Porous Recycled HDPE Biocomposites Foam: Effect of Rice Husk Filler Contents and Surface Treatments on the Mechanical Properties

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Surface Treatment of RH Fibre
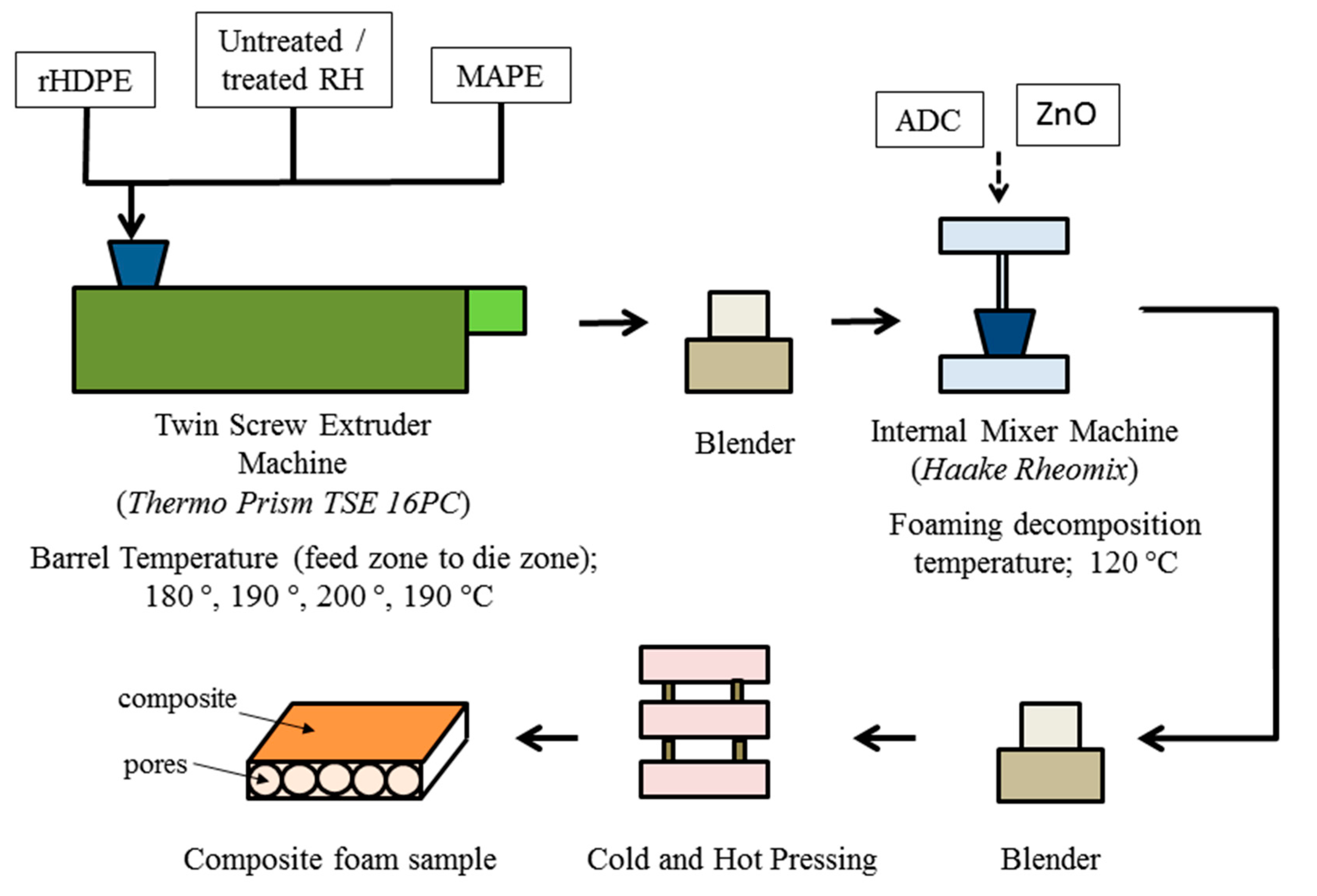
2.2.2. Fabrication of the Composite Foam
2.3. Characterisation
3. Results and Discussion
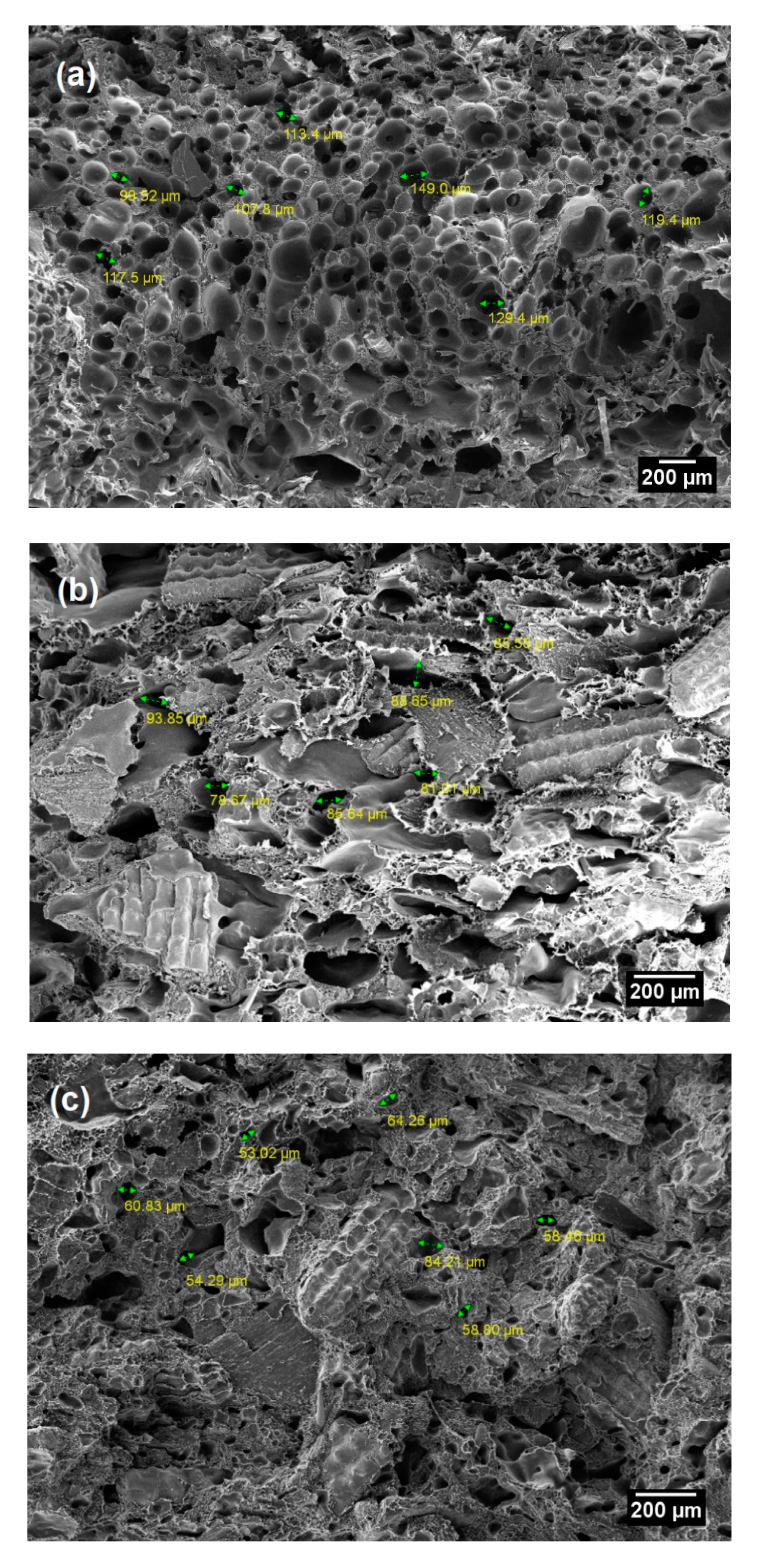
3.1. Cell Size, Density and Morphology of the HR/rHDPE Composite Foam
3.2. Mechanical Properties: Effects of the Interfacial Modification of Fibre
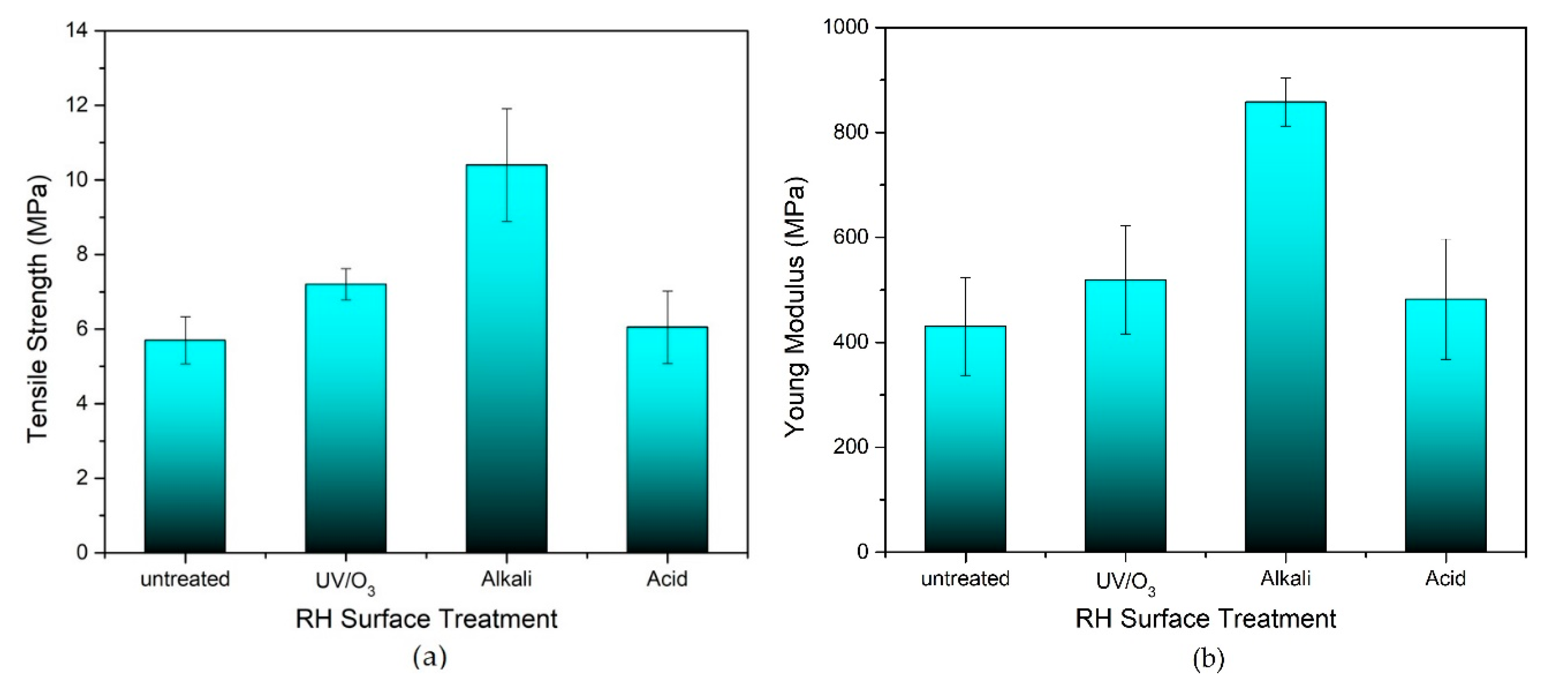
3.2.1. Tensile Test
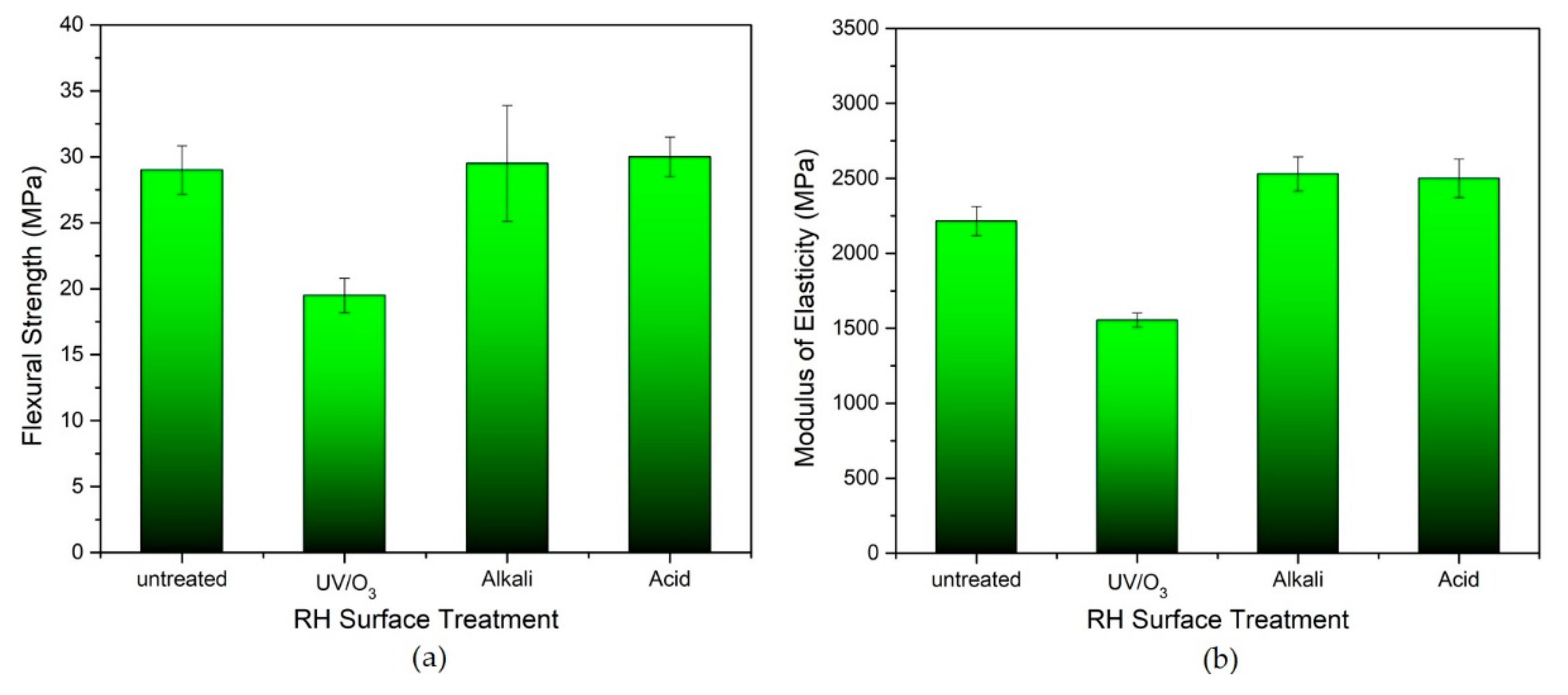
3.2.2. Flexural Test
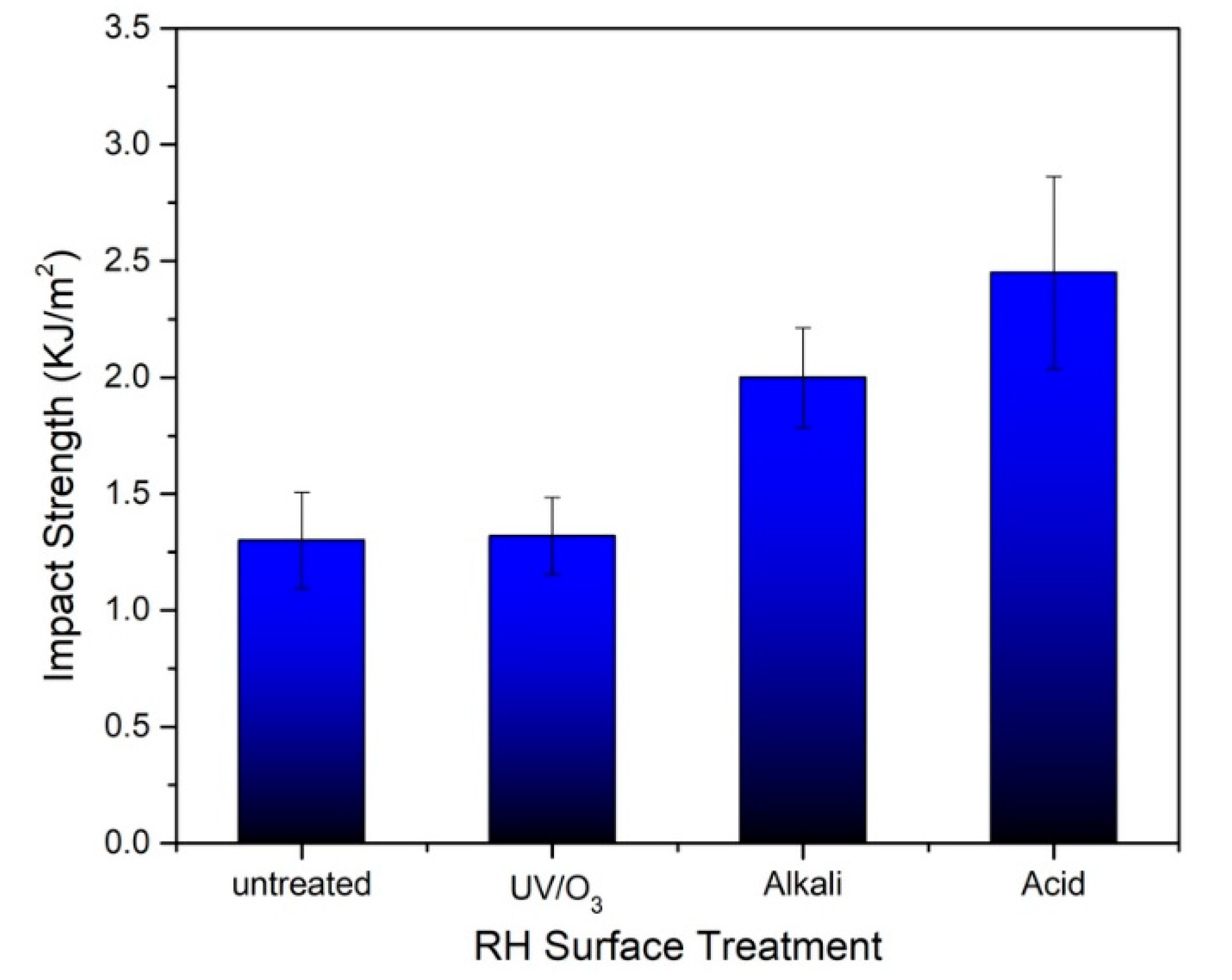
3.2.3. Impact Strength
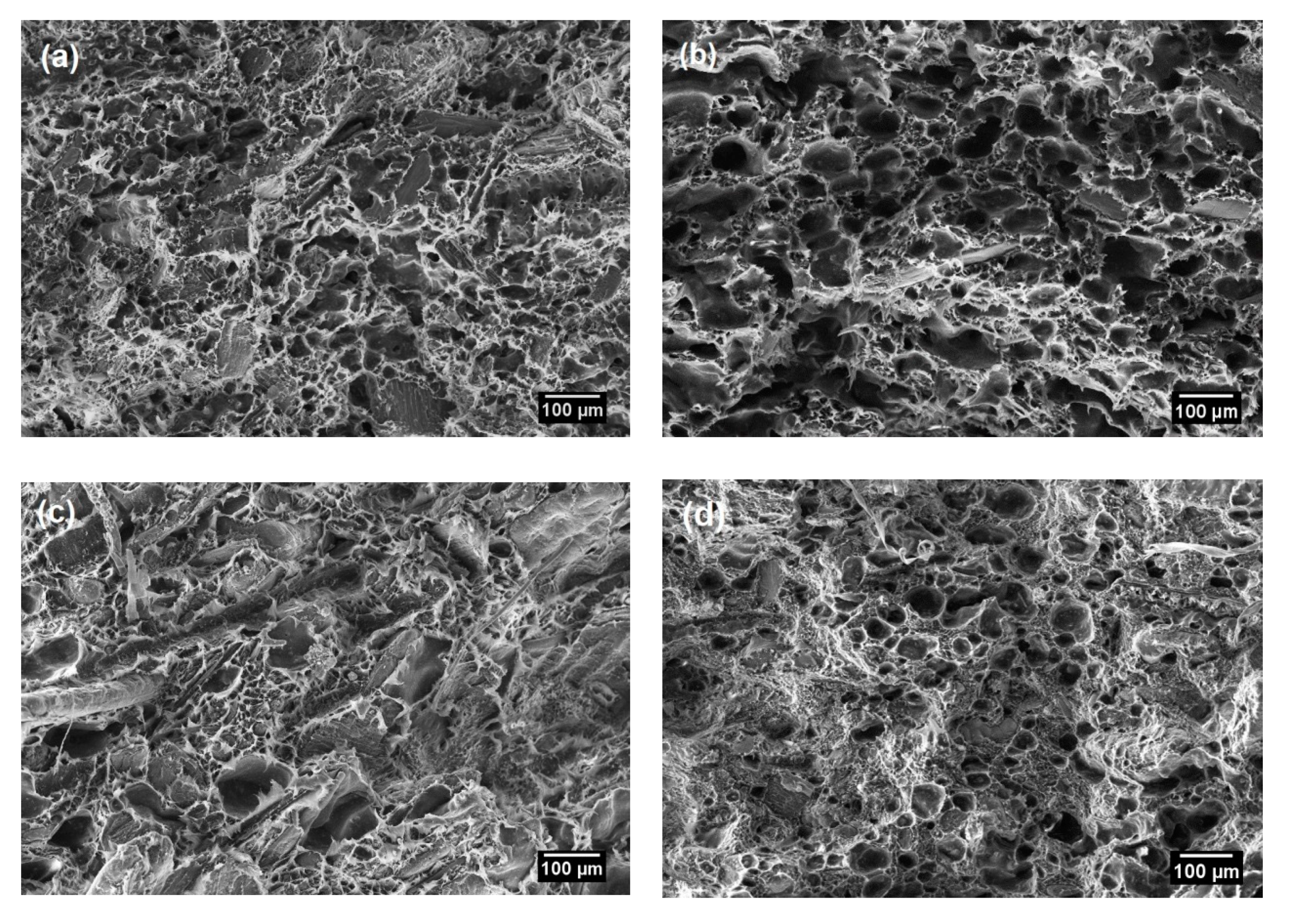
3.3. Morphology of RH/RHDPE Composites with Untreated and Surface-Treated RH
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vozniak, I.; Hosseinnezhad, R.; Morawiec, J.; Galeski, A. Nanofibrillar Green Composites of Polylactide/Polyhydroxyalkanoate Produced in Situ Due to Shear Induced Crystallization. Polymers 2019, 11, 1181. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Korol, J.; Hejna, A.; Burchart-Korol, D.; Chmielnicki, B.; Wypior, K. Water Footprint Assessment of Selected Polymers, Polymer Blends, Composites, and Biocomposites for Industrial Application. Polymers 2019, 11, 1791. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, N.; Oza, S. Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites: Effect of two different chemical modifications. Compos. Part B Eng. 2013, 44, 484–490. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Susan, E.S.; Wichman, I. Wood fiber/polyolefin composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 321–326. [Google Scholar]
- Tholibon, D.; Tharazi, I.; Sulong, A.B.; Muhamad, N.; Ismial, N.F.; Radzi, M.K.F.M.; Radzuan, N.A.M.; Hui, D. Kenaf Fiber Composites: A Review on Synthetic and Biodegradable Polymer Matrix. J. Kejuruter. 2019, 31, 65–76. [Google Scholar]
- Alam, M.S.; Roy, S.K.; Khan, G.M.A.; Haque, M.A.; Haque, M.I.; Gafur, M.A. Effect of Chemical Treatments and Coupling Agents on the Properties of Unidirectional Jute Fiber Reinforced Polypropylene Composite. J. Kejuruter. 2017, 29, 63–70. [Google Scholar] [CrossRef]
- Rana, A.K.; Mandal, A.; Bandyopadhyay, S. Short jute fiber reinforced polypropylene composites: Effect of compatibiliser, impact modifier and fiber loading. Compos. Sci. Technol. 2003, 63, 801–806. [Google Scholar] [CrossRef]
- Lane, C.E.; Ahmad, I.; Mohd, D.H.; Abdullah, I. Kesan modifikasi Sekam padi dengan getah asli cecair dan dedahan kepada alur elektron ke atas sifat mekanik komposit NR/HDPE/Sekam padi. Sains Malays. 2011, 40, 985–992. [Google Scholar]
- Tong, J.Y.; Royan, N.R.R.; Ng, Y.C.; Ab Ghani, M.H.; Ahmad, S. Study of the mechanical and morphology properties of recycled hdpe composite using rice husk filler. Adv. Mater. Sci. Eng. 2014, 2014. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Q.; Zhang, B.; Quan, H.; Yam, R.C.M.; Yuen, R.K.K.; Li, R.K.Y. Flame retardancy of rice husk-filled high-density polyethylene ecocomposites. Compos. Sci. Technol. 2009, 69, 2675–2681. [Google Scholar] [CrossRef]
- Kuboki, T.; Lee, Y.H.; Park, C.B.; Sain, M. Mechanical Properties and Foaming Behavior of Cellulose Fiber Reinforced High-Density Polyethylene Composites Takashi. Polym. Eng. Sci. 2007, 47, 21–25. [Google Scholar]
- Yang, W.; Hu, Y.; Tai, Q.; Lu, H.; Song, L.; Yuen, R.K.K. Fire and mechanical performance of nanoclay reinforced glass-fiber/PBT composites containing aluminum hypophosphite particles. Compos. Part A Appl. Sci. Manuf. 2011, 42, 794–800. [Google Scholar] [CrossRef]
- Zhang, H.; Rizvi, G.M.; Park, C.B. Development of an extrusion system for producing fine-celled HDPE/wood-fiber composite foams using CO2 as a blowing agent. Adv. Polym. Technol. 2004, 23, 263–276. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fávaro, S.L.; Lopes, M.S.; Vieira de Carvalho Neto, A.G.; Rogério de Santana, R.; Radovanovic, E. Chemical, morphological, and mechanical analysis of rice husk/post-consumer polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 154–160. [Google Scholar]
- Nourbakhsh, A.; Baghlani, F.F.; Ashori, A. Nano-SiO2 filled rice husk/polypropylene composites: Physico-mechanical properties. Ind. Crop. Prod. 2011, 33, 183–187. [Google Scholar] [CrossRef]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Effect of compatibilizing agents on rice-husk flour reinforced polypropylene composites. Compos. Struct. 2007, 77, 45–55. [Google Scholar] [CrossRef]
- Yang, H.S.; Wolcott, M.P.; Kim, H.S.; Kim, S.; Kim, H.J. Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites. Compos. Struct. 2007, 79, 369–375. [Google Scholar] [CrossRef]
- Sabbatini, A.; Lanari, S.; Santulli, C.; Pettinari, C. Use of almond shells and rice husk as fillers of poly(Methyl Methacrylate) (PMMA) composites. Materials 2017, 10, 872. [Google Scholar] [CrossRef] [Green Version]
- Phan, H.T.Q.; Nguyen, B.T.; Pham, L.H.; Pham, C.T.; Do, T.V.V.; Hoang, C.N.; Nguyen, N.N.; Kim, J.; Hoang, D.Q. Excellent fireproof characteristics and high thermal stability of rice husk-filled polyurethane with halogen-free flame retardant. Polymers 2019, 11, 1587. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Garcia, E.; Vazoqez, D.; Hernandez, E.E.; Rosas, R.; Rodriguez, R. Modification of rice husk to improve the interface in isotactic polypropylene composites. Lat. Am. Appl. Res. 2012, 42, 83–87. [Google Scholar]
- Syafri, R.; Ahmad, I.; Abdullah, I. Effect of rice husk surface modification by LENR the on mechanical properties of NR/HDPE reinforced rice husk composite. Sains Malays. 2011, 40, 749–756. [Google Scholar]
- Ismail, H.; Edyham, M.R.; Wirjosentono, B. Bamboo fibre filled natural rubber composites: The effects of filler loading and bonding agent. Polym. Test. 2002, 21, 139–144. [Google Scholar] [CrossRef]
- Rajendran Royan, N.R.; Sulong, A.B.; Sahari, J.; Suherman, H. Effect of acid- and ultraviolet/ozonolysis-treated MWCNTs on the electrical and mechanical properties of epoxy nanocomposites as bipolar plate applications. J. Nanomater. 2013, 2013, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Royan, N.R.R.; Sulong, A.B.; Mohd, N.Y.Y.; Ghani, M.H.A.; Ahmad, S. Effect UV/O3 modified rice husk on the mechanical properties of recycle HDPE rice husk composite. J. Mech. Eng. 2017, SI 3, 13–22. [Google Scholar]
- Royan, N.R.R.; Sulong, A.B.; Yuhana, N.Y.; Chen, R.S.; Ab Ghani, M.H.; Ahmad, S. UV/O3 treatment as a surface modification of rice husk towards preparation of novel biocomposites. PLoS ONE 2018, 13, e0197345. [Google Scholar]
- Hemmasi, A.H.; Khademi-Eslam, H.; Pourabbasi, S.; Ghasemi, I.; Talaiepour, M. Cell morphology and physico-mechanical properties of HDPE/EVA/Rice hull hybrid foamed composites. BioResources 2011, 6, 2291–2308. [Google Scholar]
- Guo, G.; Wang, K.; Park, C.; Kim, Y.; Li, G. Effects of Nanoparticles on the Density Reduction and Cell Morphology of Extruded Metallocene Polyethylene/ Wood Fiber Nanocomposites. J. Appl. Polym. Sci. 2007, 104, 1058–1063. [Google Scholar]
- Kim, Y..; Guo, G.; Park, C.B.; Wang, K. Processing/Structure/Property Relationships for Artificial Wood Made from Stretched PP/Wood-Fiber Composites. Polym. Eng. Sci. 2009, 49, 11–16. [Google Scholar]
- Guo, G.; Rizvi, G.M.; Park, C.B. Wood–Polymer Composites; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Wydeven, T.J. Ultraviolet-Ozone Oxidation System and Method. U.S. Patent 6,555,835, 9 August 1999. [Google Scholar]
- Matuana, L.M.; Park, C.B.; Bauvhnecz, J.J. Cell morphology and property relationships of microcellular foamed PVC/wood-fiber composites. Polym. Eng. Sci. 1998, 38, 1862–1872. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM Stand. D256-10; ASTM International: West Conshohocken, PA, USA, 2010; Available online: http://www.astm.org/Standards/D256.htm (accessed on 13 January 2020).
- ASTM International. Standard Test Method for Tensile Properties of Plastics; ASTM Stand. D638-03; ASTM International: West Conshohocken, PA, USA, 2000; Available online: http://www.astm.org/Standards/D638.htm (accessed on 13 January 2020).
- ASTM International. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM Stand. D790-02; ASTM International: West Conshohocken, PA, USA, 2003; Available online: http://www.astm.org/Standards/D790.htm (accessed on 13 January 2020).
- Kord, B. Preparation and characterization of lignocellulosic material filled polyethylene composite foams. J. Thermoplast. Compos. Mater. 2012, 25, 917–926. [Google Scholar] [CrossRef]
- Rodrigue, D.; Souici, S.; Twite-Kabamba, E. Effect of Wood Powder on Polymer Foam Nucleation Denis. J. Vinyl Addit. Technol. 2006, 12, 19–24. [Google Scholar] [CrossRef]
- Jin, F.-L.; Zhao, M.; Park, M.; Soo-Jin, P. Recent Trends of Foaming in Polymer Processing: A Review. Polymers 2019, 11, 593. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Babaei, I.; Madanipour, M.; Farsi, M.; Farajpoor, A. Physical and mechanical properties of foamed HDPE/wheat straw flour/nanoclay hybrid composite. Compos. Part B Eng. 2014, 56, 163–170. [Google Scholar] [CrossRef]
- Collias, D.I.; Baird, D.G.; Borggreve, R.J.M. Impact toughening of polycarbonate by microcellular foaming. Polymer (Guildf.) 1994, 35, 3978–3983. [Google Scholar] [CrossRef]
- Klempner, D.; Sendijarevic, V. Handbook of Polymeric Foams and Foams Technology, 2nd ed.; Hanser Publishers: Cincinnati, OH, USA; Munich, Germany, 1991. [Google Scholar]
- Pickering, K.; Aruan Efendy, M.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Chong, E.L.; Ahmad, I.; Dahlan, H.M.; Abdullah, I. Reinforcement of natural rubber/high density polyethylene blends with electron beam irradiated liquid natural rubber-coated rice husk. Radiat. Phys. Chem. 2010, 79, 906–911. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Ahmad, S.; Salleh, M.N.; Tarawneh, M.A. Rice husk flour biocomposites based on recycled high-density polyethylene/polyethylene terephthalate blend: Effect of high filler loading on physical, mechanical and thermal properties. J. Compos. Mater. 2015, 49, 1241–1253. [Google Scholar] [CrossRef]
- Chand, N.; Sharma, P.; Fahim, M. Tribology of maleic anhydride modified rice-husk filled polyvinylchloride. Wear 2010, 269, 847–853. [Google Scholar] [CrossRef]
- Chen, R.S.; Salleh, M.N.; Ab Ghani, M.H.; Ahmad, S.; Gan, S. Biocomposites Based on Rice Husk Flour and Recycled Polymer Blend: Effects of Interfacial Modification and High Fibre Loading. BioResources 2015, 10, 6872–6885. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.S.; Kim, H.J.; Son, J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Rice-husk flour filled polypropylene composites; mechanical and morphological study. Compos. Struct. 2004, 63, 305–312. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O. Effects of the chemical foaming agents, injection parameters, and melt-flow index on the microstructure and mechanical properties of microcellular injection-molded wood-fiber/polypropylene composites. J. Appl. Polym. Sci. 2005, 97, 1090–1096. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Sample (RH/rHDPE/ADC) | Cell Size (µm) | Cell Density (cell/cm3) |
|---|---|---|
| 10 wt.% RH | 122.8 ± 4.1 | 4.89 × 1011 |
| 30 wt.% RH | 85.6 ± 2.7 | 5.94 × 1011 |
| 50 wt.% RH | 58.3 ± 3.2 | 7.62 × 1011 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdul Azam, F.A.; Rajendran Royan, N.R.; Yuhana, N.Y.; Mohd Radzuan, N.A.; Ahmad, S.; Sulong, A.B. Fabrication of Porous Recycled HDPE Biocomposites Foam: Effect of Rice Husk Filler Contents and Surface Treatments on the Mechanical Properties. Polymers 2020, 12, 475. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12020475
Abdul Azam FA, Rajendran Royan NR, Yuhana NY, Mohd Radzuan NA, Ahmad S, Sulong AB. Fabrication of Porous Recycled HDPE Biocomposites Foam: Effect of Rice Husk Filler Contents and Surface Treatments on the Mechanical Properties. Polymers. 2020; 12(2):475. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12020475
Chicago/Turabian StyleAbdul Azam, Farah Atiqah, Nishata Royan Rajendran Royan, Nor Yuliana Yuhana, Nabilah Afiqah Mohd Radzuan, Sahrim Ahmad, and Abu Bakar Sulong. 2020. "Fabrication of Porous Recycled HDPE Biocomposites Foam: Effect of Rice Husk Filler Contents and Surface Treatments on the Mechanical Properties" Polymers 12, no. 2: 475. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12020475