Comparative Failure Study of Different Bonded Basalt Fiber-Reinforced Polymer (BFRP)-AL Joints in a Humid and Hot Environment


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
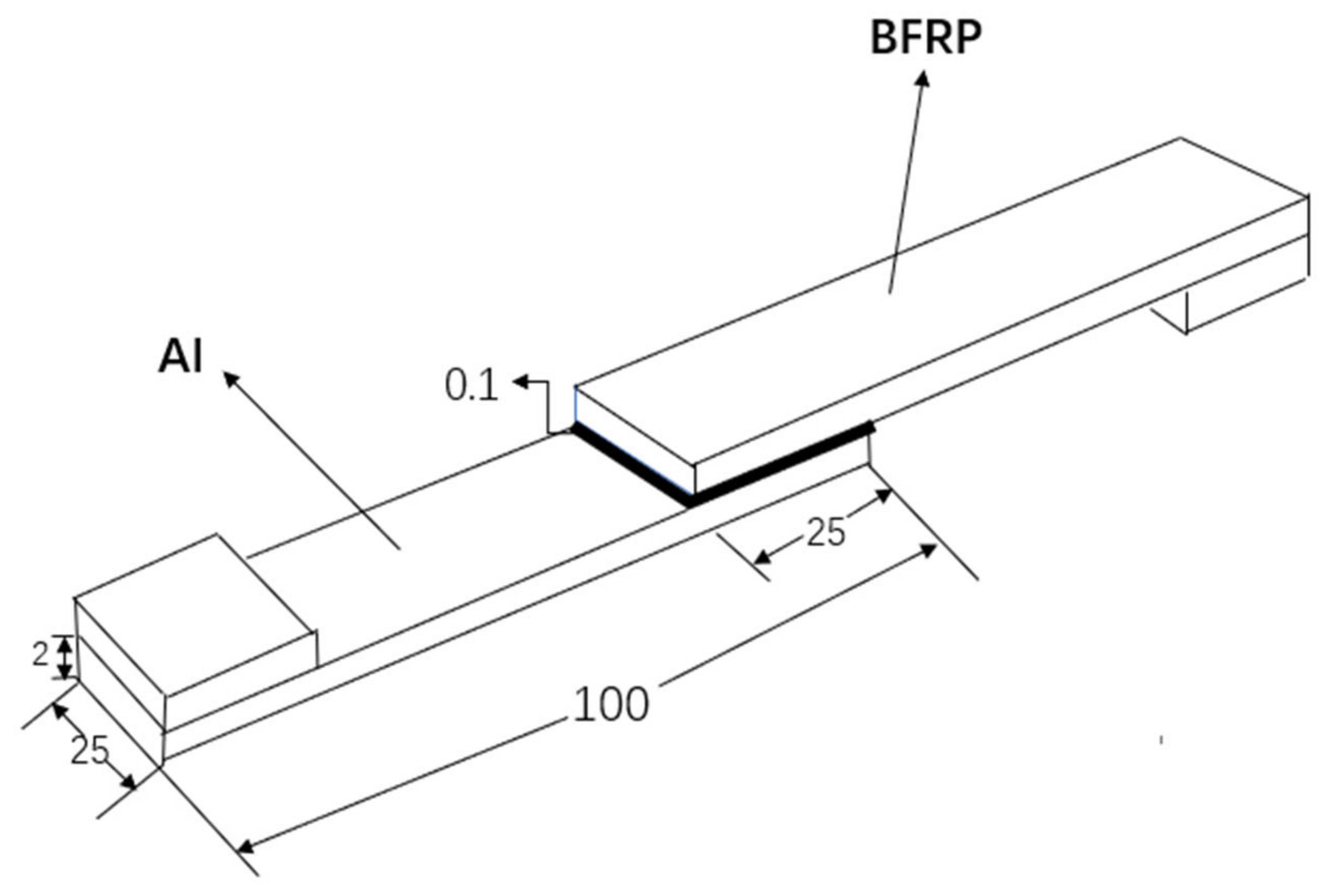
2.2. Single Lap Joint Design
2.3. Specific Test Methods
2.3.1. Experimental Design
2.3.2. Water Absorption Test
2.3.3. Differential Scanning Calorimetry
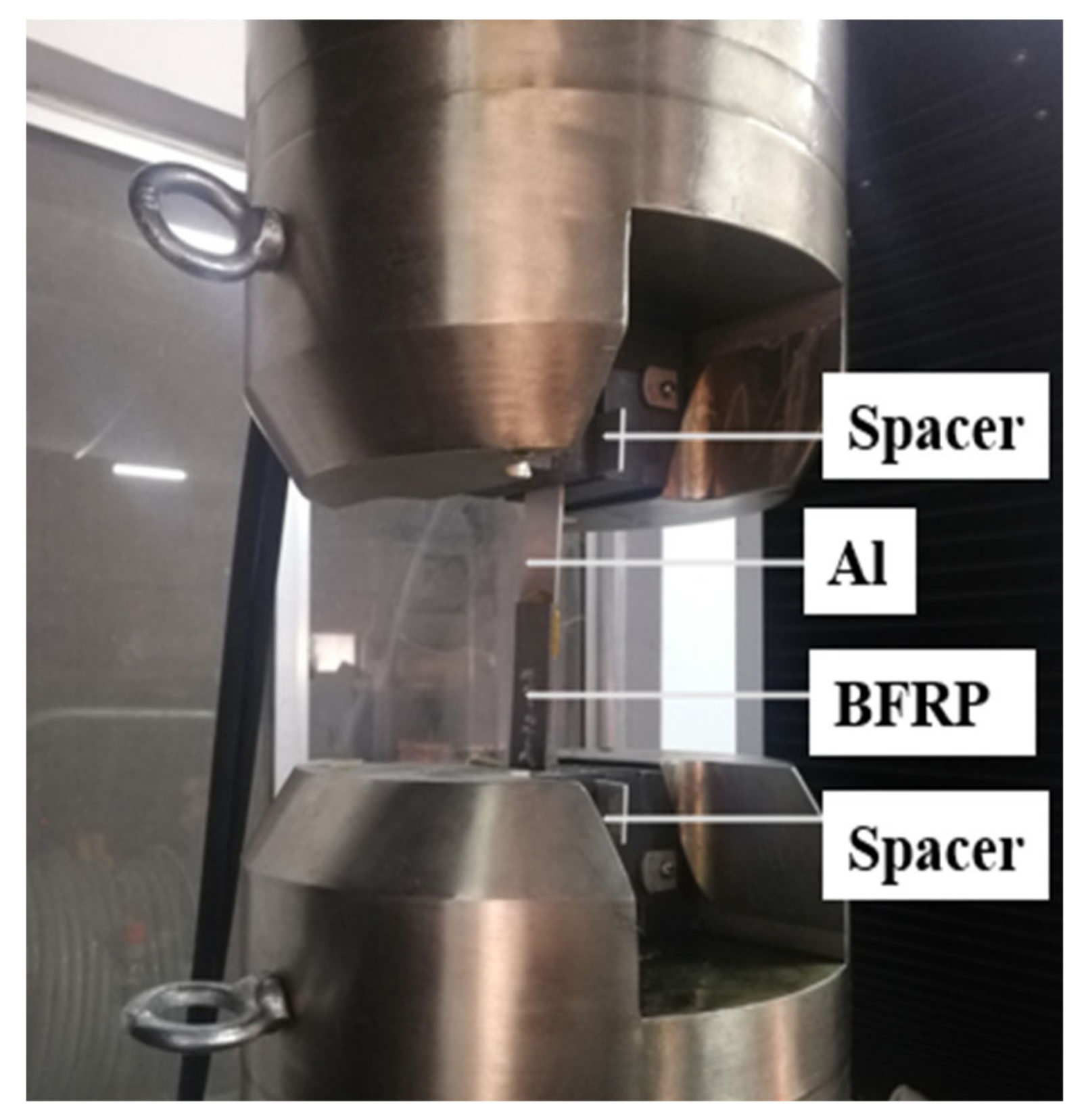
2.3.4. Quasi-Static Tensile Test of Single Lap Joint
3. Results
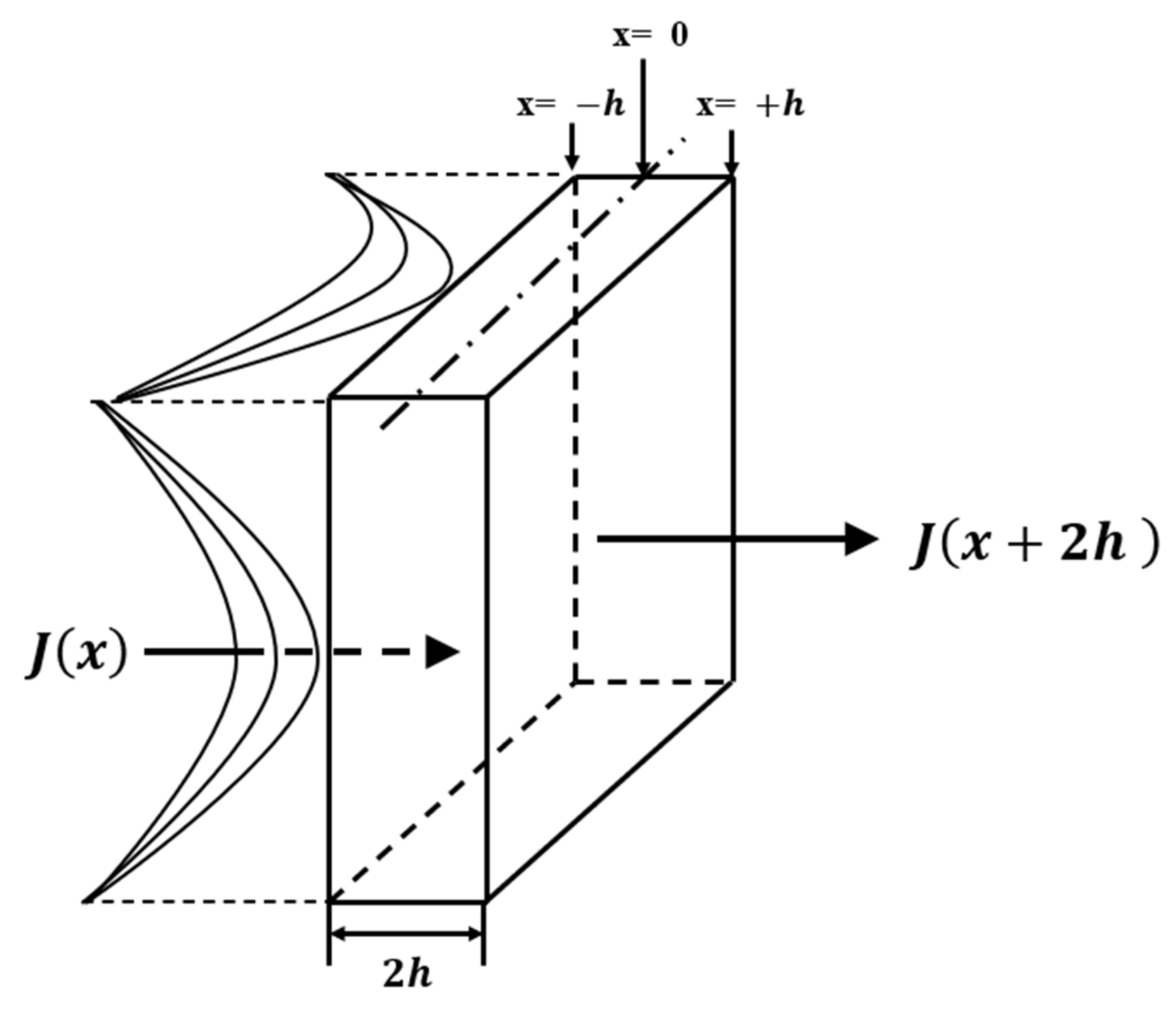
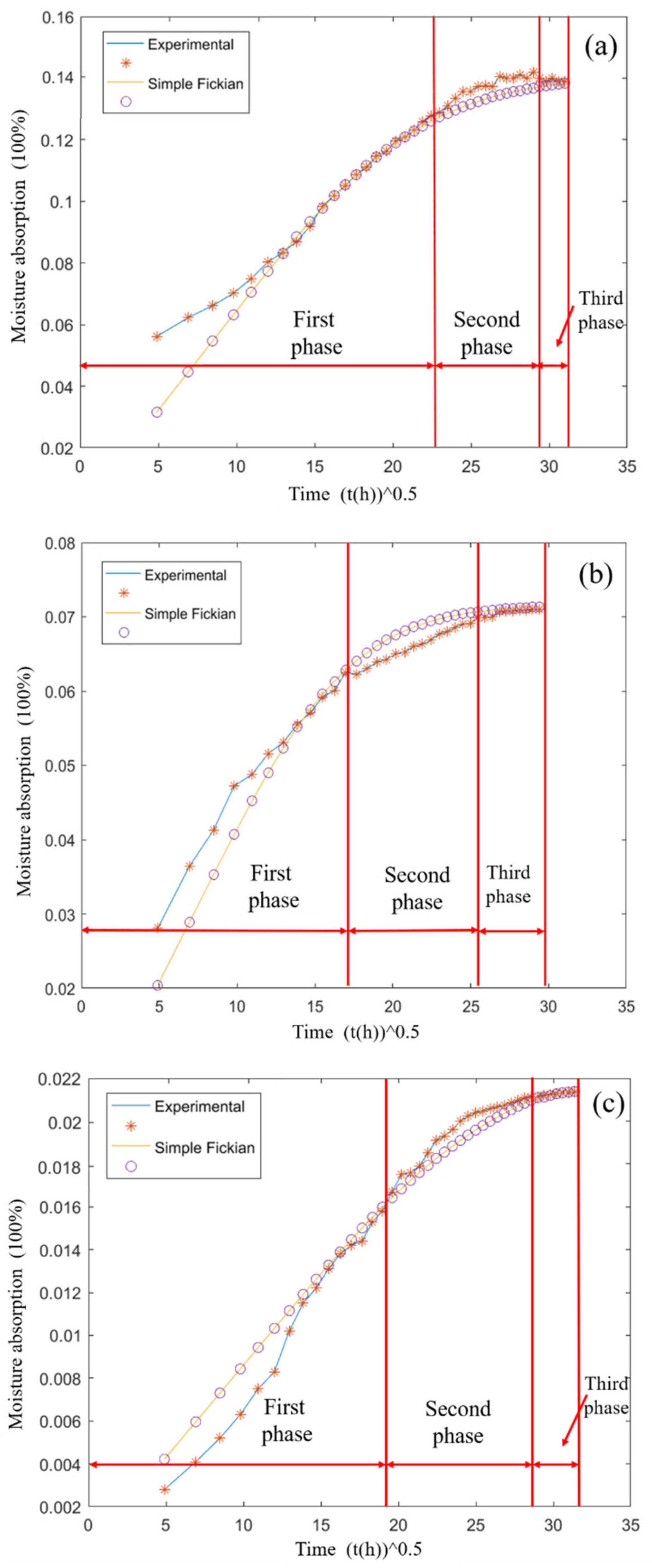
3.1. Water Absorption
- The first involves diffusion of water molecules inside the micro gaps between polymer chains.
- The second involves capillary transport into the gaps and flaws at the interfaces between fiber and the matrix.
- The third involves transport of micro-cracks in the matrix arising from the swelling of fibers (particularly in the case of natural fiber composites such as flax and jute).
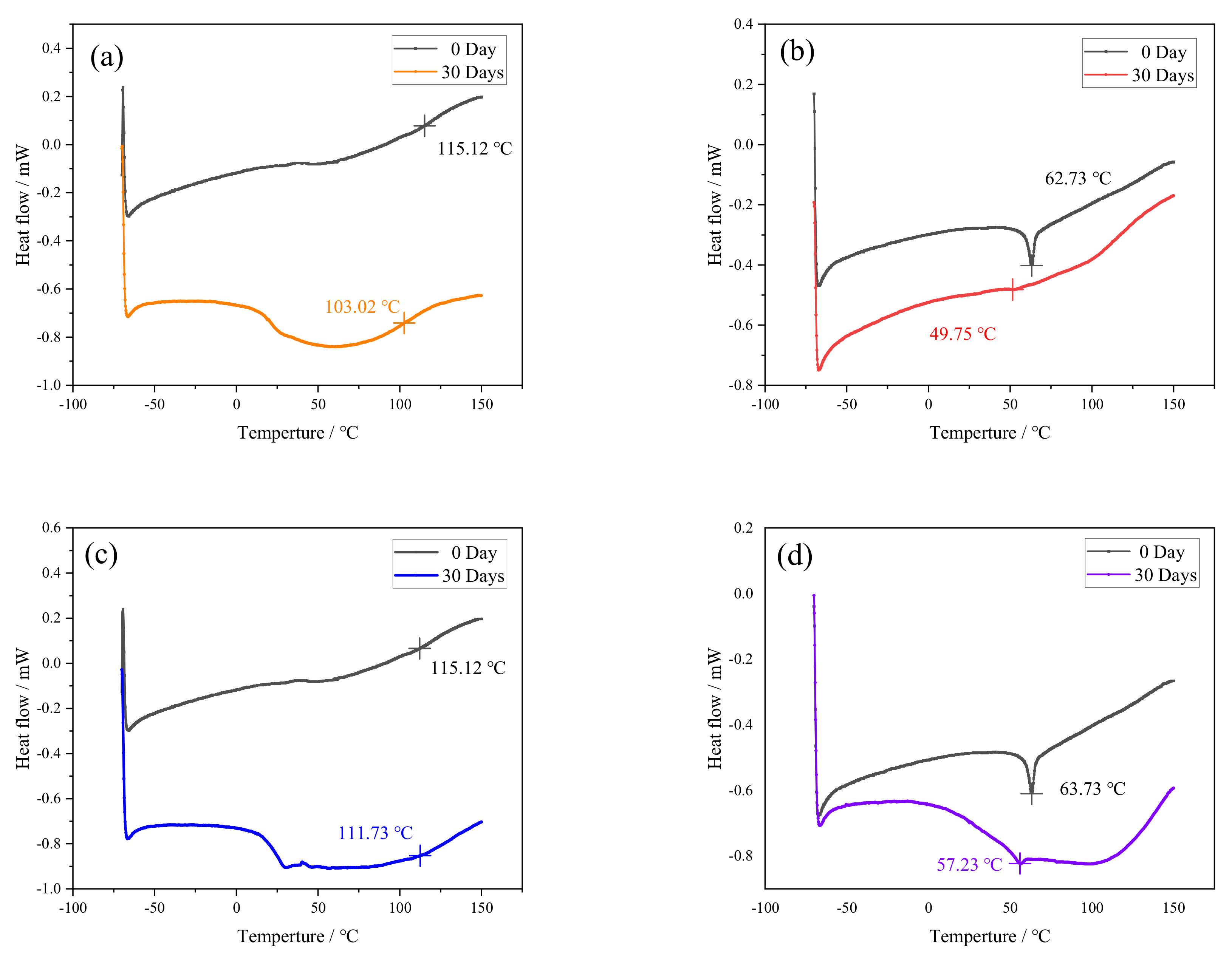
3.2. DSC Analysis
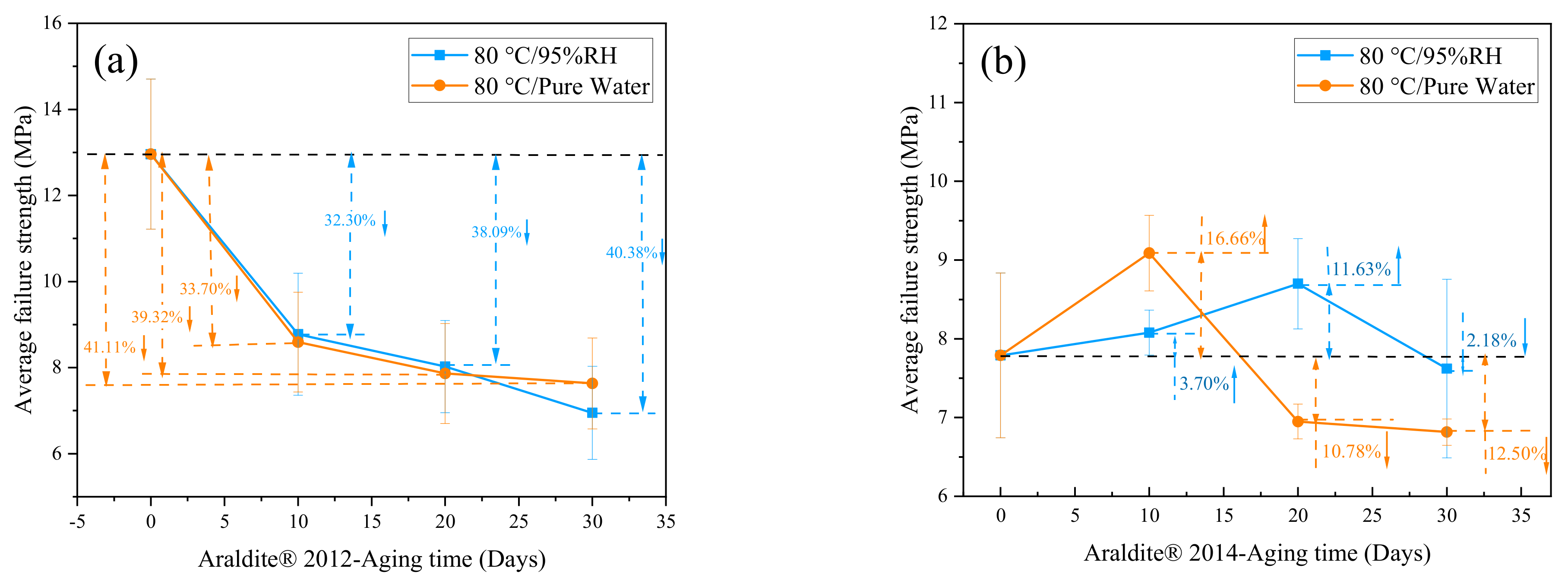
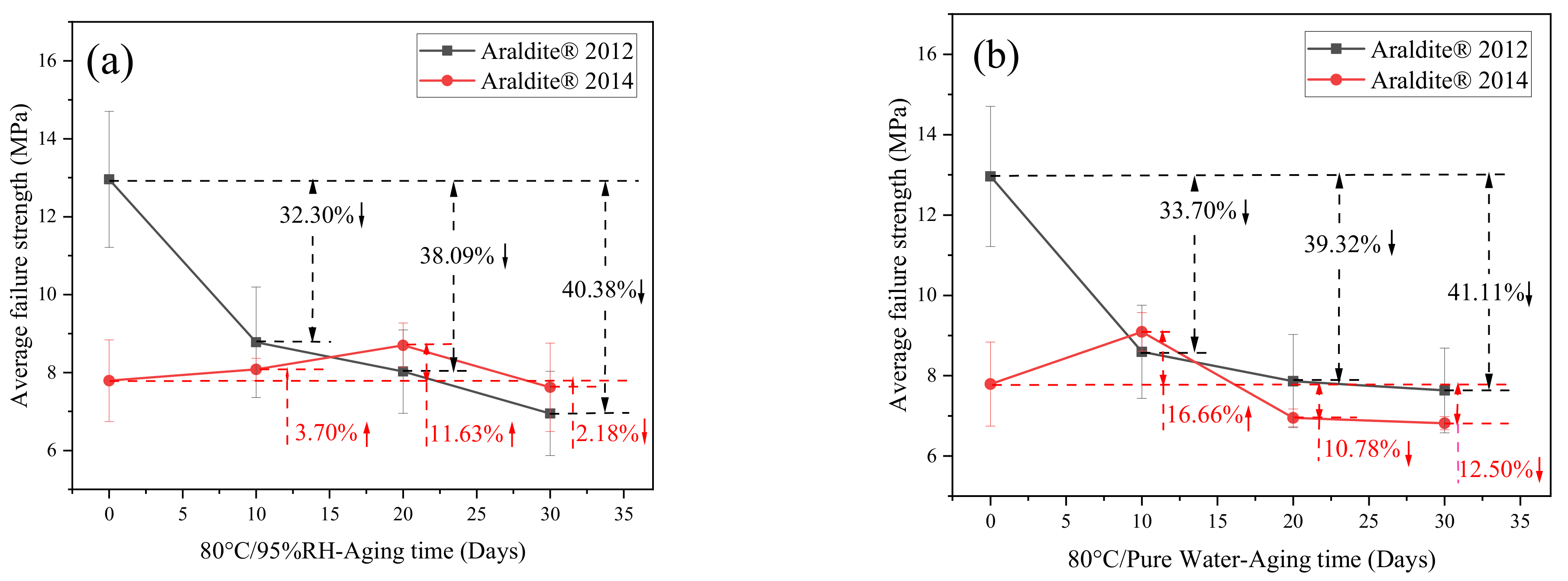
3.3. Joint Failure Strength Analysis
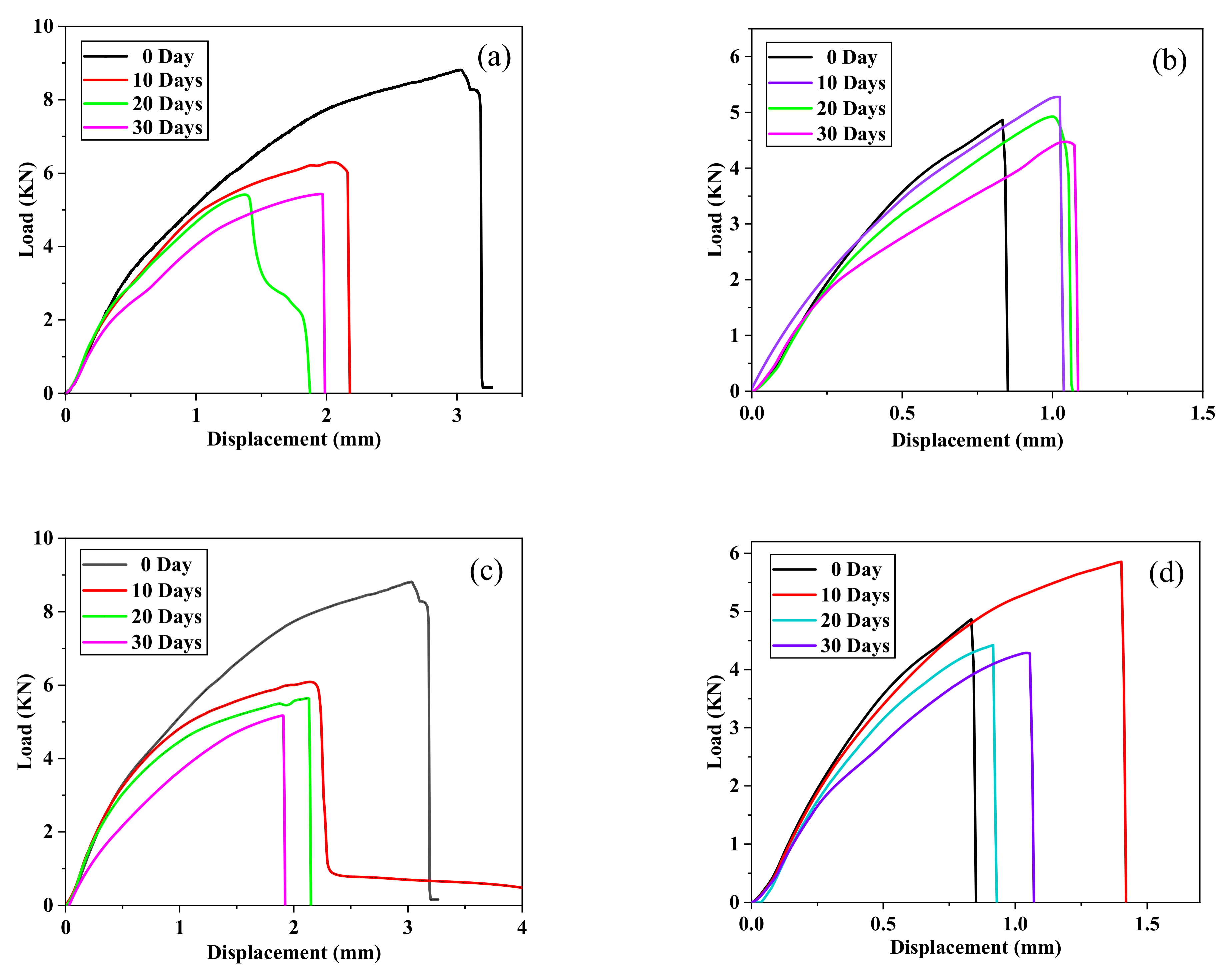
3.4. Failure Displacement Analysis
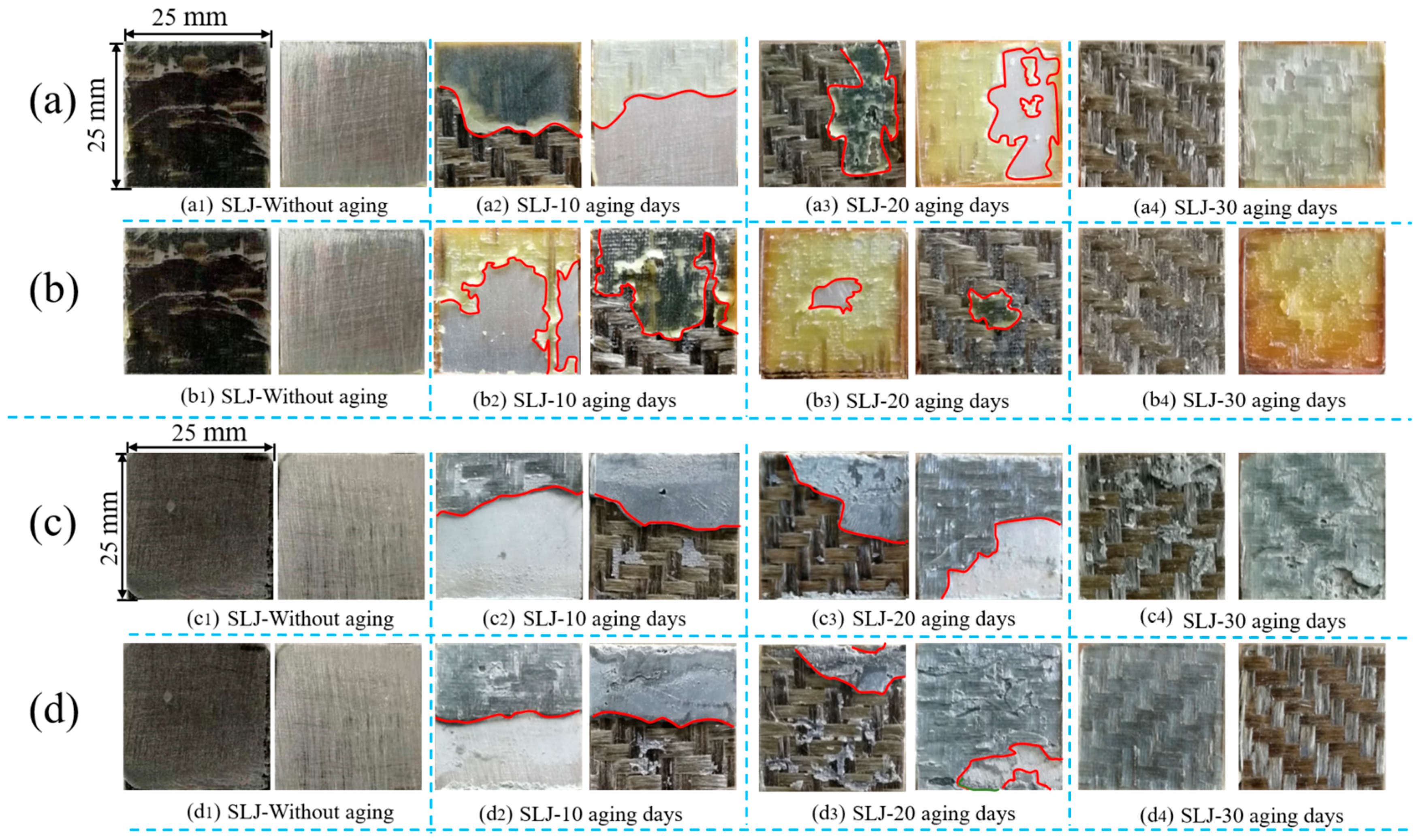
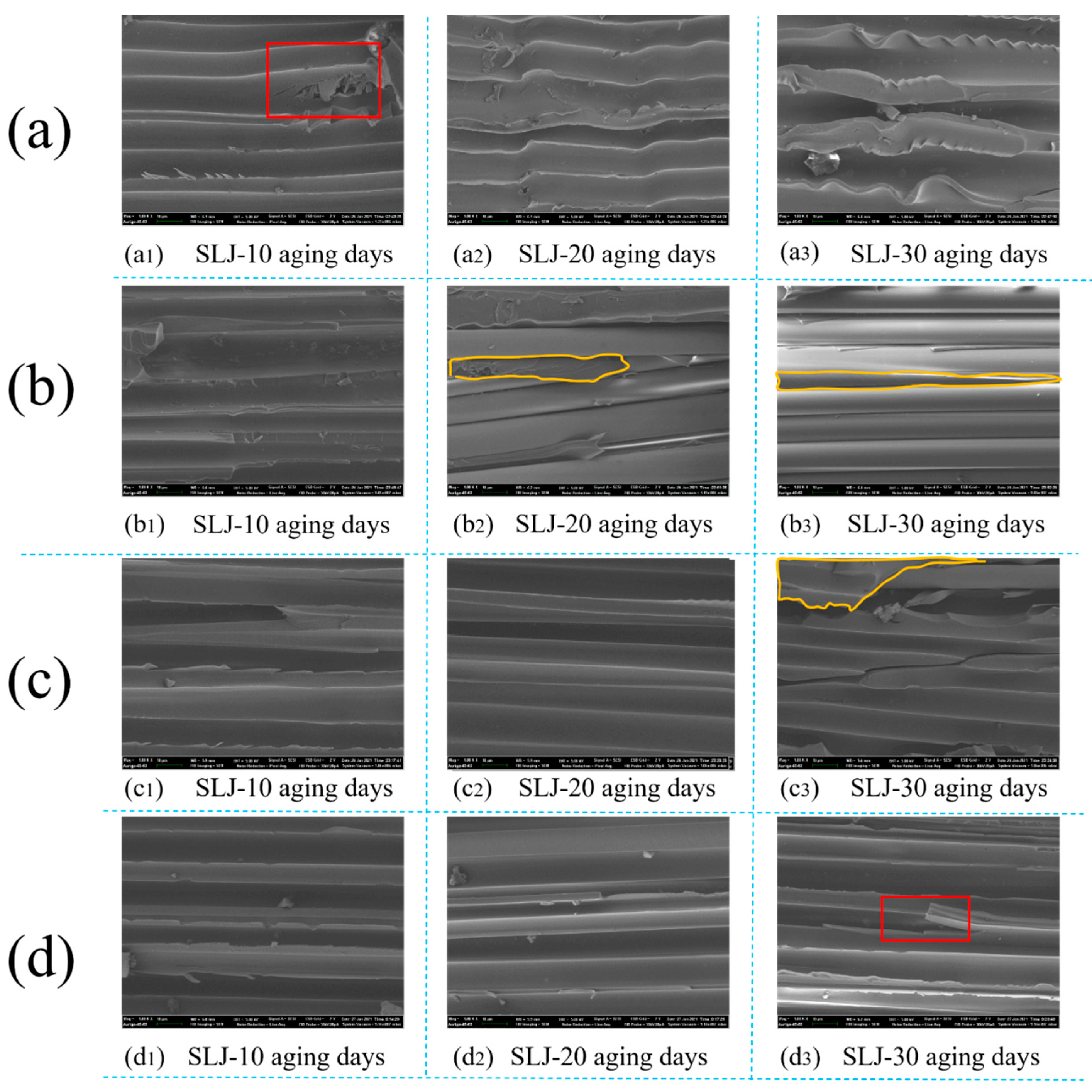
3.5. Analysis of Failure Section Morphology
4. Conclusions
- Through the simulation of Fickian law on the experimental data, it was found that the saturated water absorption rate was largest in Araldite® 2012, followed by Araldite® 2014, and BFRP was the smallest. The diffusion coefficient did not increase with the increase of the saturated water absorption. The diffusion coefficient in Araldite® 2014 was the largest, followed by Araldite® 2012, and BFRP was the smallest.
- In the observation of the average maximum failure strength, it was found that Araldite® 2014 adhesive underwent a post-curing reaction at a high temperature of 80 °C, causing the joint strength to increase first and then decrease, indicating that it can resist the erosion of the aging environment through post-curing. Araldite® 2012 joint strength continued to decline, and the degree of aging continued to deepen, indicating that it was a fast adhesive.
- Through the observation of the load–displacement curve, it was found that the slope of the curve decreased with time, indicating that the stiffness of the bonded joint decreased with time. As a brittle adhesive, Araldite® 2014 had a bilinear curve, in which microcracks at the bilinear turning point would significantly affect the stiffness. Using macroscopic images to observe the failure interface of the joint, it was found that the surface failure transitions from the mixed failure in the early stage to the complete tear failure in the later stage, indicating that the BFRP material had been aged. In order to further explore the reasons for the increased tearing failure, microscopic SEM was used, and it found many basalt fiber filaments on the failure interface. This showed that the reason for the destruction of the basalt fiber/resin interface is the interaction between the epoxy resin in the adhesive and the epoxy resin in BFRP is greater than the force between the basalt fiber layer and the epoxy layer in the BFRP sheet.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Credit Author Statement
References
- Scalici, T.; Valenza, A.; Di Bella, G.; Fiore, V. A review on basalt fibre and its composites. Compos. Part. B Eng. 2015, 74, 74–94. [Google Scholar]
- Fiore, V.; Alagna, F.; Bella, G.D.; Valenza, A. On the mechanical behavior of BFRP to aluminum AA6086 mixed joints. Compos. Part. B Eng. 2013, 48, 79–87. [Google Scholar] [CrossRef]
- Hosseini, A.; Michels, J.; Izadi, M.; Ghafoori, E. A comparative study between Fe-SMA and CFRP reinforcements for prestressed strengthening of metallic structures. Constr. Build. Mater. 2019, 226, 976–992. [Google Scholar] [CrossRef]
- Ozel, A.; Yazici, B.; Akpinar, S.; Aydin, M.D.; Temiz, Ş. A study on the strength of adhesively bonded joints with different adherends. Compos. Part. B Eng. 2014, 62, 167–174. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Xiang, Y.; Pan, Q.; Hu, X. Effect of hygrothermal-mechanical exposure on the residual strength of adhesively bonded joints. Int. J. Adhes. Adhes. 2020, 100, 102616. [Google Scholar] [CrossRef]
- Ray, B.C.; Rathore, D. Environmental damage and degradation of FRP composites: A review report. Polym. Compos. 2015, 36, 410–423. [Google Scholar] [CrossRef]
- Avendaño, R.; Carbas, R.J.C.; Marques, E.A.S.; da Silva, L.F.M.; Fernandes, A.A. Effect of temperature and strain rate on single lap joints with dissimilar lightweight adherends bonded with an acrylic adhesive. Compos. Struct. 2016, 152, 34–44. [Google Scholar] [CrossRef]
- Yao, M.; Zhu, D.; Yao, Y.; Zhang, H.; Mobasher, B. Experimental study on basalt FRP/steel single-lap joints under different loading rates and temperatures. Compos. Struct. 2016, 145, 68–79. [Google Scholar] [CrossRef]
- Lu, K.; Cl, A.; Jha, C.D.A.; Shuai, C.D.; Yang, J.B. Effects of elevated temperatures on mechanical behavior of epoxy adhesives and CFRP-steel hybrid joints—ScienceDirect. Compos. Struct. 2019, 235, 111789. [Google Scholar]
- Borsellino, C.; Urso, S.; Alderucci, T.; Chiappini, G.; Munafò, P. Temperature effects on failure mode of double lap glass-aluminum and glass-GFRP joints with epoxy and acrylic adhesive. Int. J. Adhes. Adhes. 2021, 105, 102788. [Google Scholar] [CrossRef]
- Li, L.; Zhang, S.Y.; Chen, Y.H.; Liu, M.J.; Ding, Y.F.; Luo, X.W.; Pu, Z.; Zhou, W.F.; Li, S. Water transportation in epoxy resin. Chem. Mater. 2005, 17, 839–845. [Google Scholar] [CrossRef]
- Gang, Z.A.; Zh, A.; Kai, W.B.; Xl, A.; Ql, A.; Ql, C.; A, G.S. On failure mechanisms in CFRP/Al adhesive joints after hygrothermal aging degradation following by mechanical tests. Thin. Wall. Struct. 2020, 158, 107184. [Google Scholar]
- Cavodeau, F.; Brogly, M.; Bistac, S.; Devanne, T.; Pedrollo, T.; Glasser, F. Hygrothermal aging of an epoxy/dicyandiamide structural adhesive—influence of water diffusion on the durability of the adhesive/galvanized steel interface. J. Adhesion. 2018, 96, 1–25. [Google Scholar] [CrossRef]
- Han, X.; Crocombe, A.D.; Anwar, S.; Hu, P.; Li, W.D. The effect of a hot–wet environment on adhesively bonded joints under a sustained load. J. Adhesion. 2014, 90, 420–436. [Google Scholar] [CrossRef] [Green Version]
- Zaeri, A.R.; Googarchin, H.S. Analysis of automotive mixed-adhesive joints weakened by moist conditions: Experimental characterization and numerical simulation using cohesive zone model. Fatigue. Fract. Eng. Mater. 2019, 42, 929–942. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Bennett, N.; Lopez-Arraiza, A.; Vallejo, F. Effects of water immersion ageing on the mechanical properties of flax and jute fibre biocomposites evaluated by nanoindentation and flexural testing. J. Compos. Mater. 2014, 48, 1399–1406. [Google Scholar] [CrossRef] [Green Version]
- Stazi, F.; Giampaoli, M.; Rossi, M.; Munafo, P. Environmental ageing on GFRP pultruded joints: Comparison between different adhesives. Compos. Struct. 2015, 133, 404–414. [Google Scholar] [CrossRef]
- Barbosa, A.Q.; da Silva, L.F.M.; Ochsner, A. Hygrothermal aging of an adhesive reinforced with microparticles of cork. J. Adhes. Sci. Technol. 2015, 29, 1714–1732. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, H.P.; Hicks, C.; Yang, X.; Carlson, B.E.; Zhou, Q. Experimental study of initial strengths and hygrothermal degradation of adhesive joints between thin aluminum and steel substrates. Int. J. Adhes. Adhes. 2013, 43, 14–25. [Google Scholar] [CrossRef]
- Reis, P.N.B.; Soares, J.R.L.; Pereira, A.M.; Ferreira, J.A.M. Effect of adherends and environment on static and transverse impact response of adhesive lap joints. Theor. Appl. Fract. Mec. 2015, 80, 79–86. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.D.; Barros, S.D.; Silva, L.F.M.D. An updated review of adhesively bonded joints in composite materials. Int. J. Adhes. Adhes. 2017, 72, 30–42. [Google Scholar] [CrossRef]
- Hartanto, D.; Hamed, E.; Agarwal, A.; Foster, S. Behaviour of steel-CFRP lap joints under hygrothermal cycles and sustained loadings. Compos. Struct. 2018, 203, 740–749. [Google Scholar] [CrossRef]
- ISO 4587:2003. Adhesives-Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies [S]; ISO: Geneva, Switzerland, 2003.
- ISO 527:2:2012. Plastics-Determination of Tensile Properties-Test. Conditions for Moulding and Extrusion Plastics; ISO: Geneva, Switzerland, 2012.
- Lin, Y.C.; Xu, C. Moisture sorption-desorption-resorption characteristics and its effect on the mechanical behavior of the epoxy system. Polymer 2005, 46, 11994–12003. [Google Scholar] [CrossRef]
- LaPlante, G.; Ouriadov, A.V.; Lee-Sullivan, P.; Balcom, B.J. Anomalous moisture diffusion in an epoxy adhesive detected by magnetic resonance imaging. J. Appl. Polym. Sci. 2008, 109, 1350–1359. [Google Scholar] [CrossRef]
- Nachtane, M.; Tarfaoui, M.; Sonia, S.; Moumen, A.E.; Saifaoui, D. An investigation of hygrothermal aging effects on High Strain Rate Behaviour of Adhesively Bonded Composite Joints. Compos. Part. B Eng. 2019, 172, 111–120. [Google Scholar] [CrossRef]
- Ameli, A.; Datla, N.V.; Papini, M.; Spelt, J.K. Hygrothermal properties of highly toughened epoxy adhesives. J. Adhesion. 2010, 86, 698–725. [Google Scholar] [CrossRef]
- Haque, A.; Hossain, M.K. Effects of moisture and temperature on high strain rate behavior of S2-glass–vinyl ester woven composites. J. Compos. Mater. 2003, 37, 627–647. [Google Scholar] [CrossRef]
- Hirulkar, N.S.; Jaiswal, P.R.; Reis, P.; Ferreira, J. Bending strength of single-lap adhesive joints under hygrothermal aging combined with cyclic thermal shocks. J. Adhesion. 2019, 97, 493–507. [Google Scholar] [CrossRef]
- Mu, W.; Na, J.; Wang, G.; Tan, W.; Feng, Y. Rapid prediction method of failure load for hygrothermally aged CFRP—aluminum alloy single lap joints. Compos. Struct. 2020, 252, 112603. [Google Scholar] [CrossRef]
- Merdas, I.; Thominette, F.; Teharkhtchi, A.; Verdu, J. Factors governing water absorption by composite matrices. Compos. Sci. Technol. 2002, 62, 487–492. [Google Scholar] [CrossRef]
- Hirulkar, N.S.; Jaiswal, P.R.; Reis, P.; Ferreira, J. Effect of Hygrothermal Aging and Cyclic Thermal Shocks on the Mechanical Performance of Single-lap Adhesive Joints. Int. J. Adhes. Adhes. 2020, 99, 102584. [Google Scholar] [CrossRef]
- Pereira, A.M.; Reis, P.; Ferreira, J.; Antunes, F.V. Effect of saline environment on mechanical properties of adhesive joints. Int. J. Adhes. Adhes. 2013, 47, 99–104. [Google Scholar] [CrossRef]
- Tcharkhtchi, A.; Farzaneh, S.; Abdallah-Elhirtsi, S.; Esmaeillou, B.; Nony, F.; Baron, A. Thermal aging effect on mechanical properties of polyurethane. Int. J. Polym. Anal. Char. 2014, 19, 571–584. [Google Scholar] [CrossRef] [Green Version]
- Jingxin, N.; Yuan, G.; Wenlong, M.; Hao, S.; Guofeng, Q.; Wei, T. The effect of high temperature aging on the failure of basalt fiber reinforced resin composite-aluminum alloy single lap joint. J. Compos. Mater. 2020, 37, 140–146. [Google Scholar]
- Sugiman, S.; Crocombe, A.D.; Aschroft, I.A. Experimental and numerical investigation of the static response of environmentally aged adhesively bonded joints. Int. J. Adhes. Adhes. 2013, 40, 224–237. [Google Scholar] [CrossRef] [Green Version]
- Galvez, P.; Abenojar, J.; Martinez, M.A. Effect of moisture and temperature on the thermal and mechanical properties of a ductile epoxy adhesive for use in steel structures reinforced with CFRP. Compos. Part. B Eng. 2019, 176, 107194. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Density/(g/cm2) | Tensile Strength/MPa | Young’s Modulus/(MPa) | Nominal Thickness/mm | Single Fiber Size/μm |
|---|---|---|---|---|
| 600 | 2100 | 105 | 0.115 | 11 |
| Density/(kg·m3) | 2730 |
|---|---|
| Young’s modulus/(MPa) | 70,000 |
| Poisson’s radio | 0.33 |
| Yield strength/MPa | 227 |
| Tensile strength/MPa | 378 |
| Araldite® 2012 | Araldite® 2014 | |
|---|---|---|
| Young’s modulus, E (GPa) | 1.65 | 4.36 |
| Shear modulus, G (GPa) | 0.25 | 1.2 |
| Density/(kg·m3) | 1.18 | 1.6 |
| Poisson’s radio | 0.43 | 0.33 |
| Samples (Under Pure Water) | Saturation Moisture Uptake Mm (%) | Diffusion Coefficient D × 10−3 (mm2/s) | Thickness (T = 2h, mm) |
|---|---|---|---|
| Araldite® 2012 | 14.05 | 1.78 | 2 |
| Araldite® 2014 | 7.15 | 2.67 | 2 |
| BFRP-pure water | 2.15 | 1.22 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, Y.; Guo, J.; Wang, X.; Xia, Y.; Han, P.; Shangguan, L.; Zhang, M. Comparative Failure Study of Different Bonded Basalt Fiber-Reinforced Polymer (BFRP)-AL Joints in a Humid and Hot Environment. Polymers 2021, 13, 2593. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162593
Fan Y, Guo J, Wang X, Xia Y, Han P, Shangguan L, Zhang M. Comparative Failure Study of Different Bonded Basalt Fiber-Reinforced Polymer (BFRP)-AL Joints in a Humid and Hot Environment. Polymers. 2021; 13(16):2593. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162593
Chicago/Turabian StyleFan, Yisa, Jinzhan Guo, Xiaopeng Wang, Yu Xia, Peng Han, Linjian Shangguan, and Mingyue Zhang. 2021. "Comparative Failure Study of Different Bonded Basalt Fiber-Reinforced Polymer (BFRP)-AL Joints in a Humid and Hot Environment" Polymers 13, no. 16: 2593. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162593