
The Interfacial Structure and Adhesion Mechanism of N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane and Epoxy Modified Silicone Tie-Coating to Epoxy Primer

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Specimen
2.3. Characterizations
2.3.1. Microstructure and Morphology Analysis
2.3.2. Tensile Tests
2.3.3. DSC Analyses
2.3.4. Crosslink Density
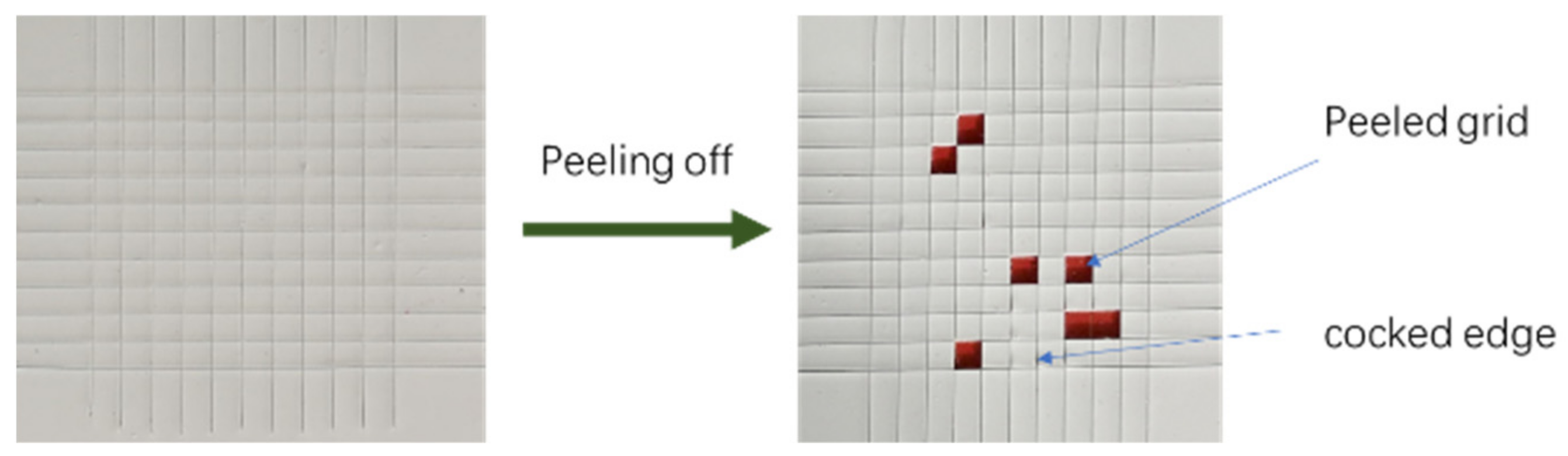
2.3.5. Interlaminar Shear Strength and Adhesion Test
3. Results and Discussion
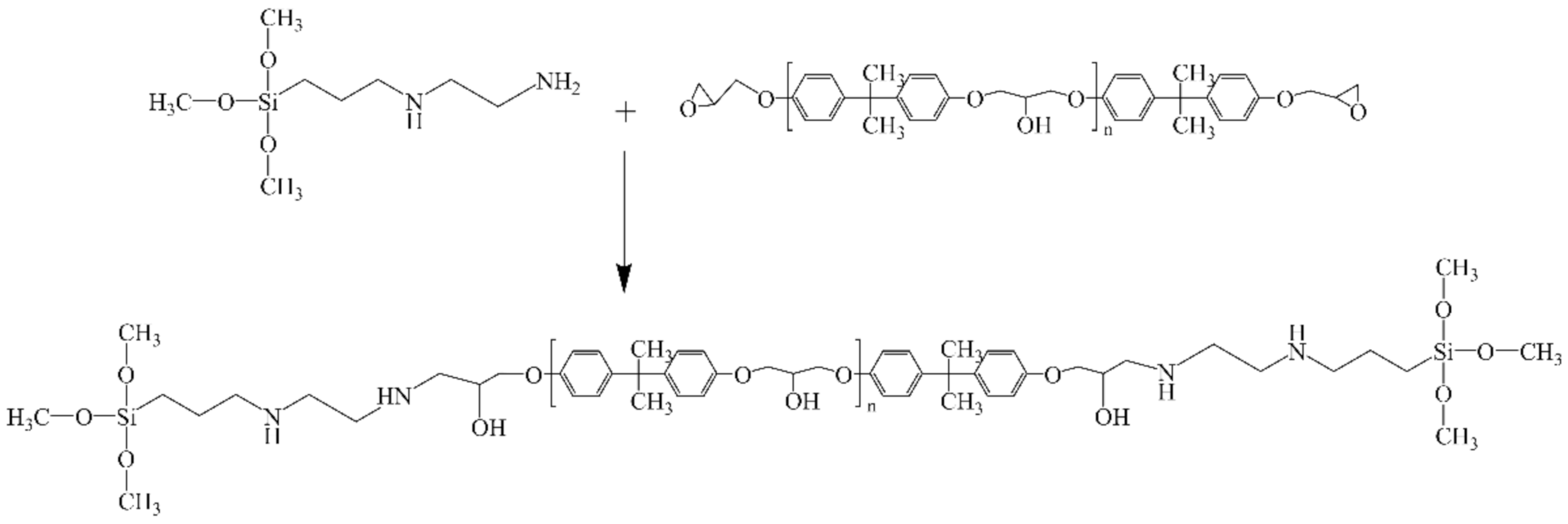
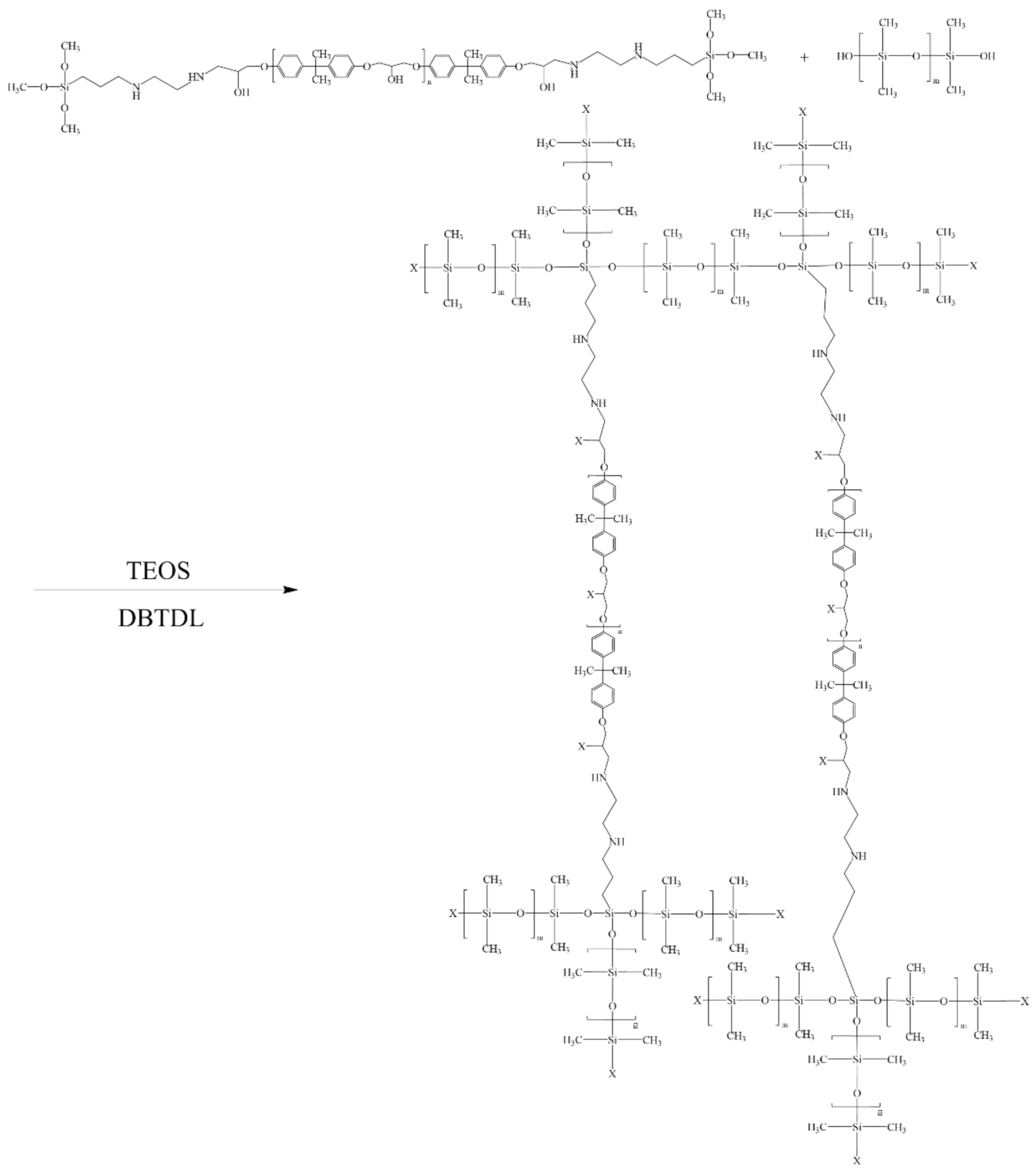
3.1. The Chemical Structure of the Silicone Tie-Coatings
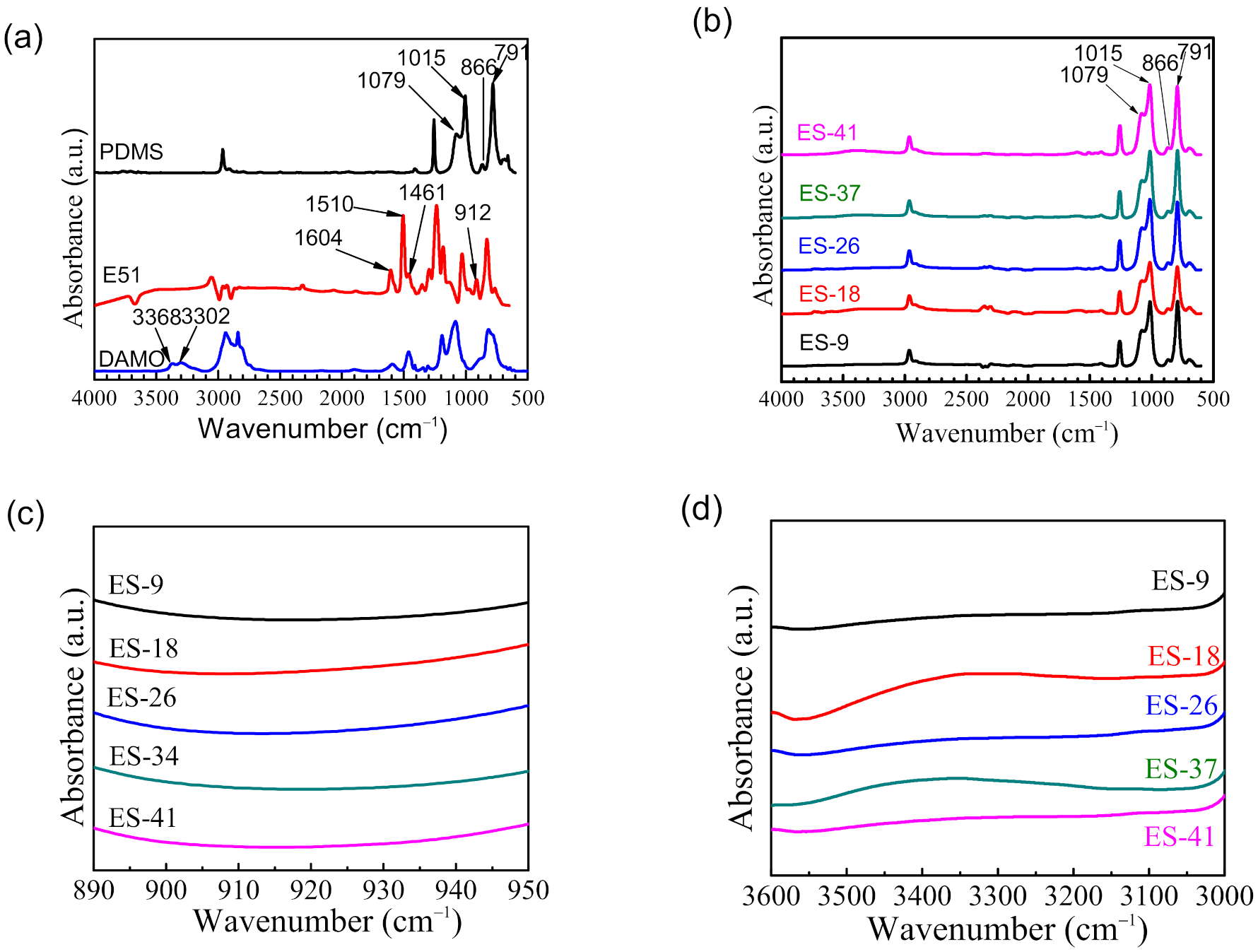
3.1.1. ATR-FTIR
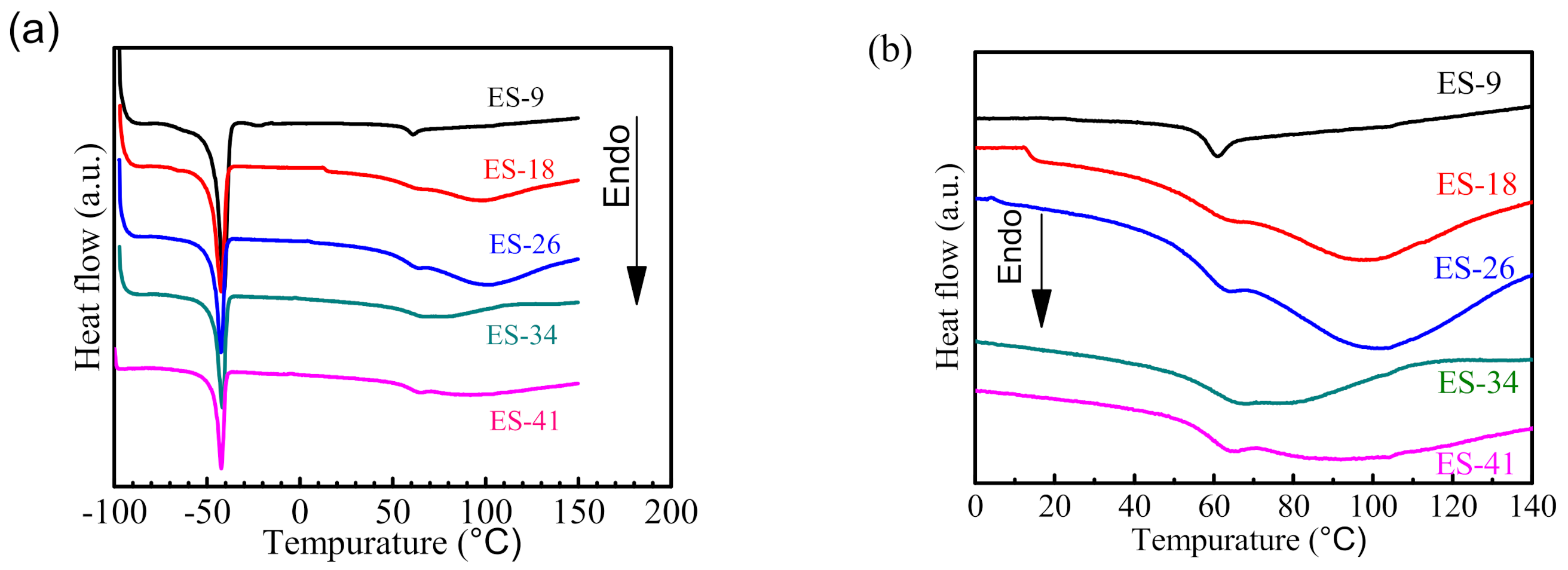
3.1.2. DSC
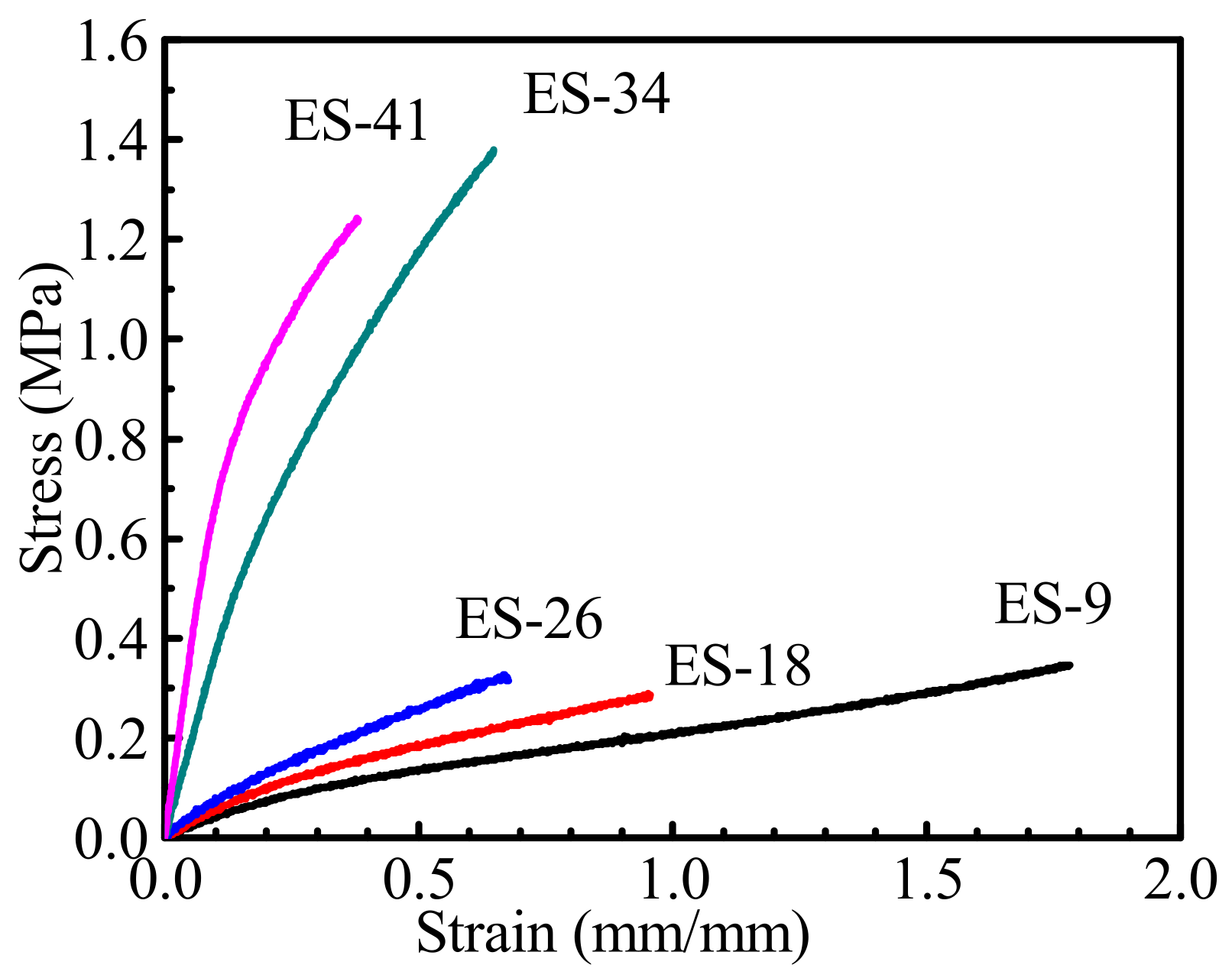
3.2. The Tensile Properties of the Silicone Tie-Coatings
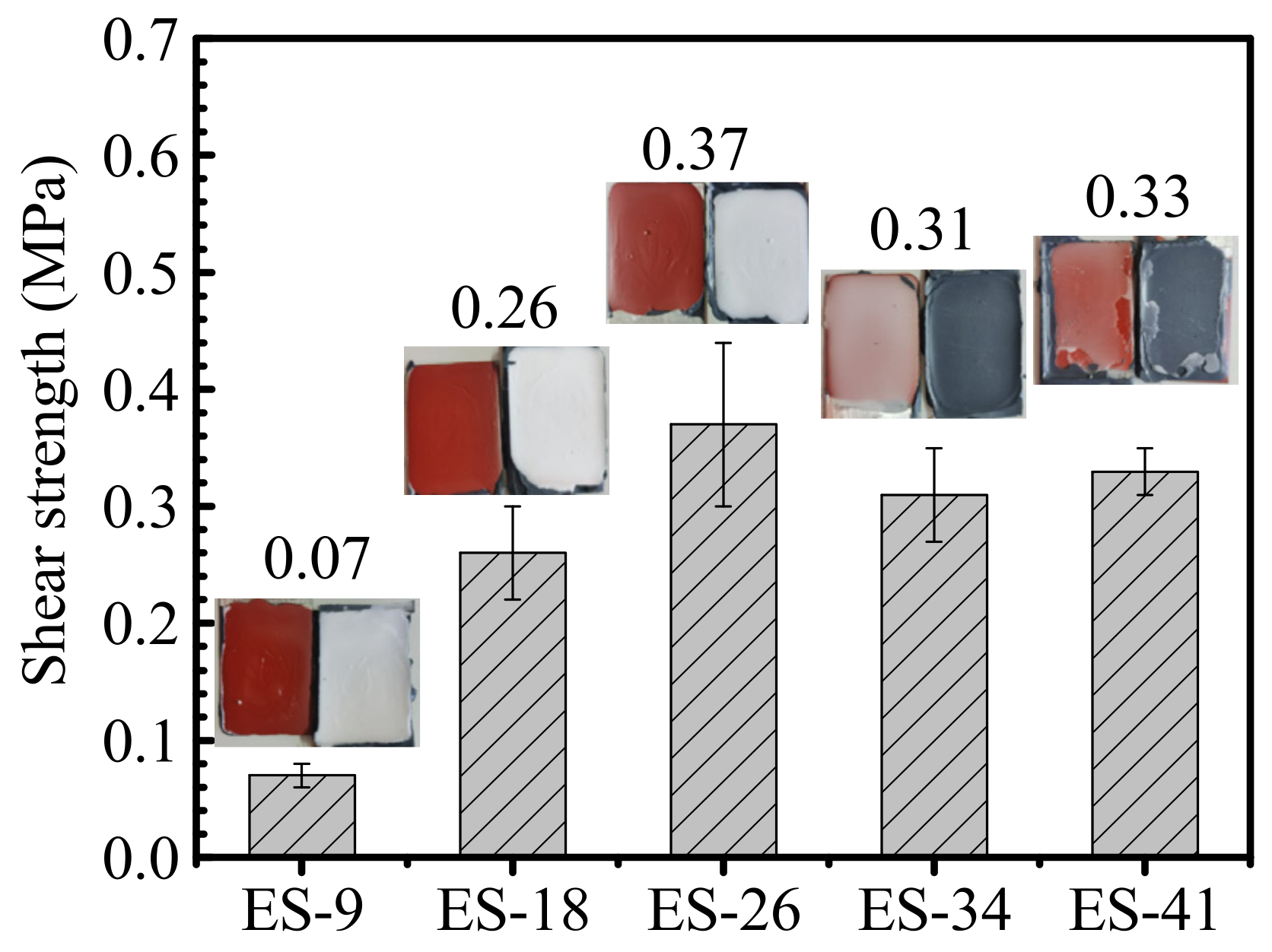
3.3. Interlaminar Adhesion and Shear Strength
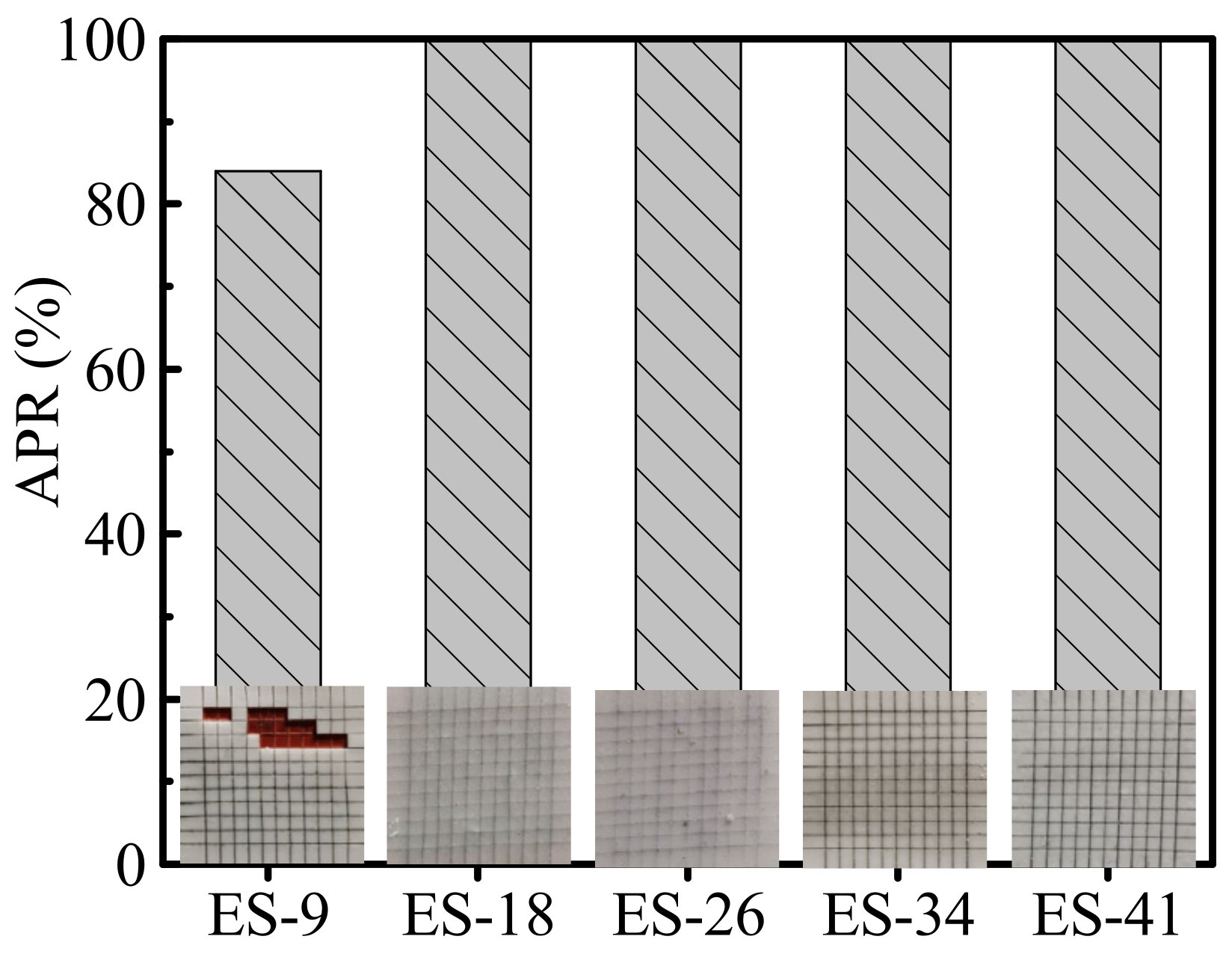
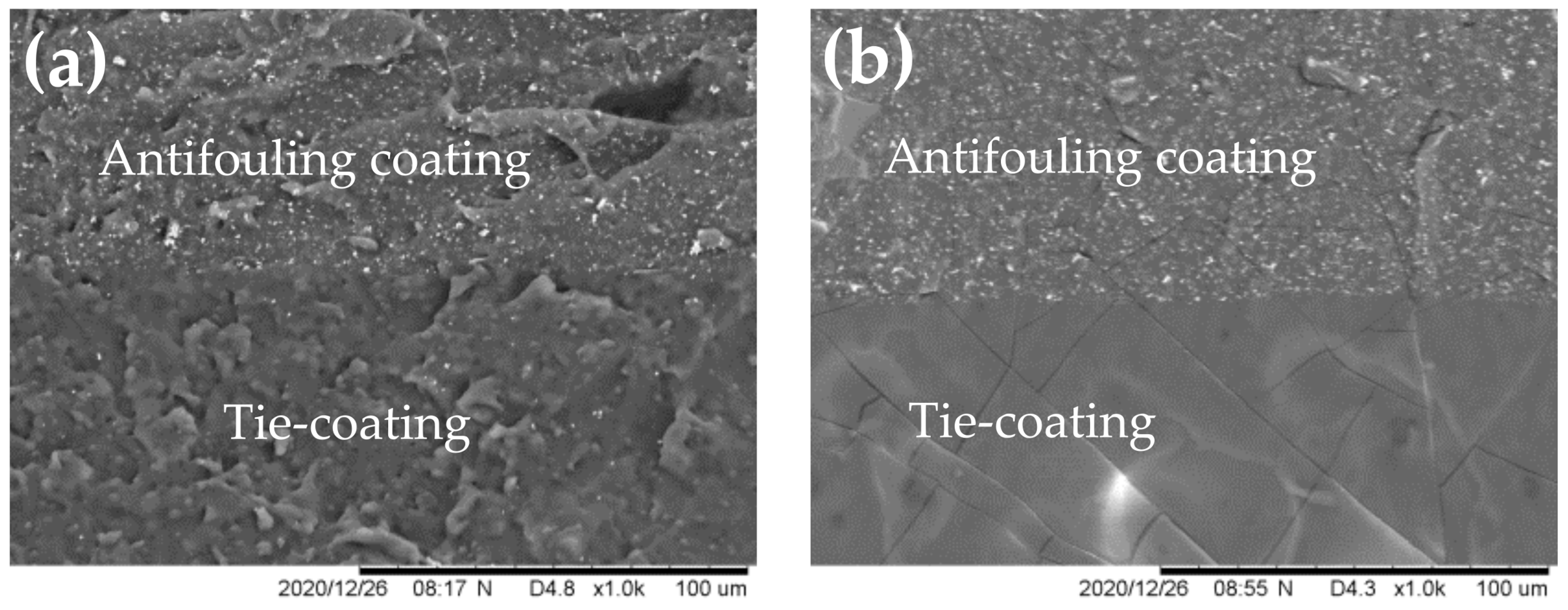
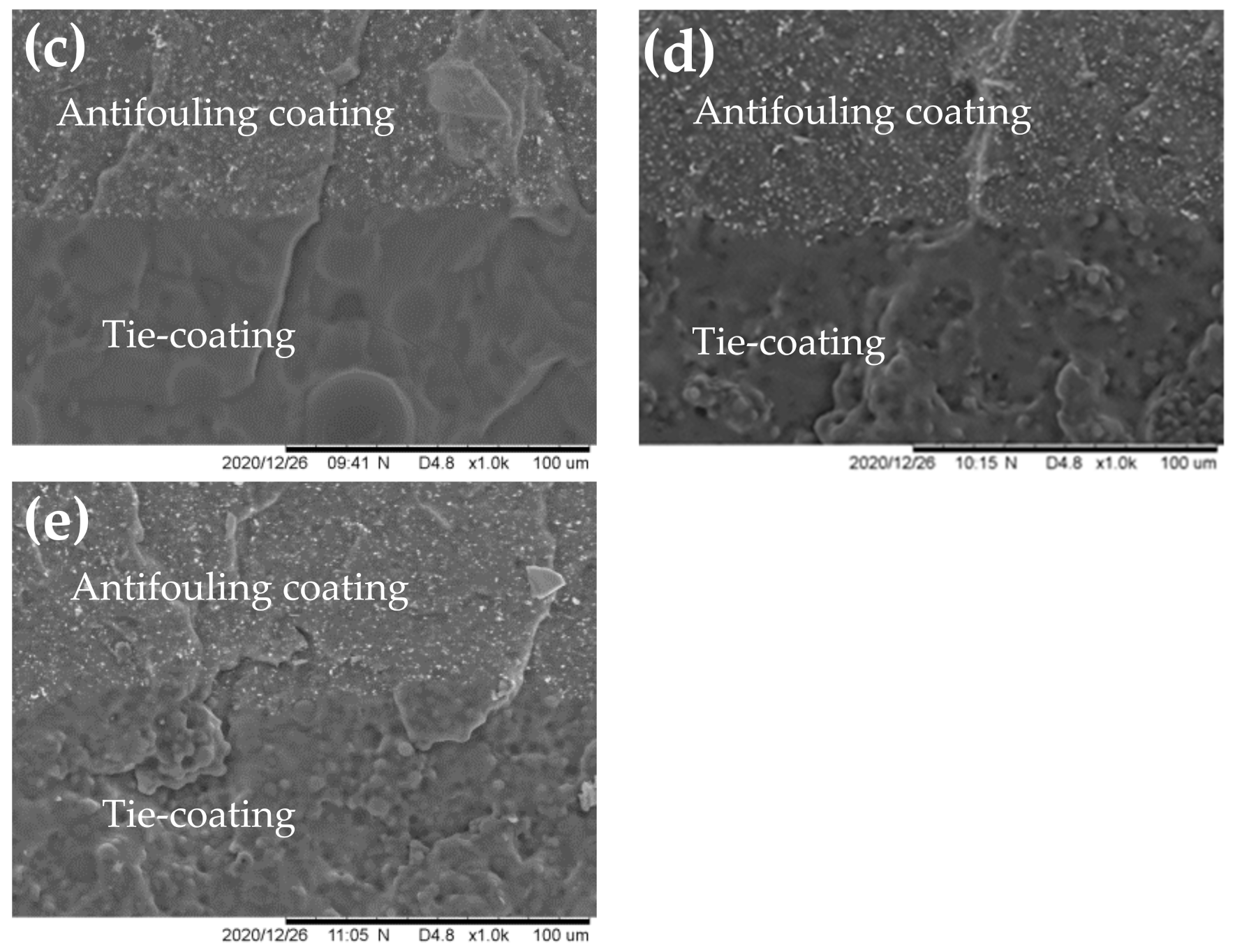
3.4. Effect of the Epoxy Resin Content on Fracture Morphology of the Silicone Antifouling Coating/Tie-Coating/Epoxy Primer Composite Coatings
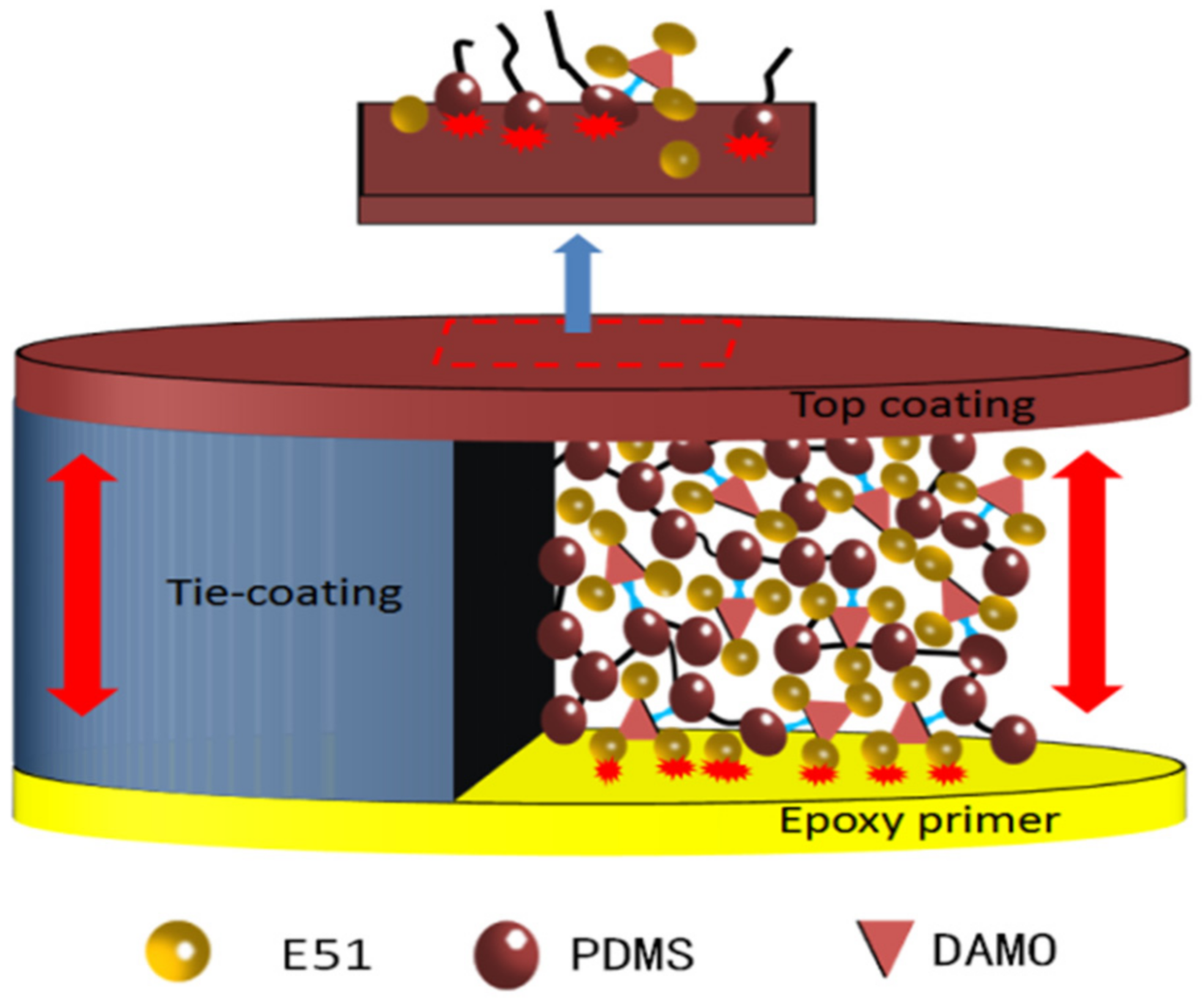
3.5. Tie Mechanism of the Silicone Tie-Coating
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, X.; Yue, Z.F.; Chen, X.; Wen, S.F.; Li, L.; Feng, T. The protective and adhesion properties of silicone-epoxy hybrid coatings on 2024 Al-alloy with a silane film as pretreatment. Corros. Sci. 2016, 104, 84–97. [Google Scholar] [CrossRef]
- Binks, F.C.; Cavalli, G.; Henningsen, M.; Howlin, B.J.; Hamerton, I. Investigating the mechanism through which ionic liquids initiate the polymerisation of epoxy resins. Polymer 2018, 139, 163–176. [Google Scholar] [CrossRef] [Green Version]
- Radoman, T.S.; Džunuzović, J.V.; Jeremić, K.B.; Grgur, B.N.; Miličević, D.S.; Popović, I.G.; Džunuzović, E.S. Improvement of epoxy resin properties by incorporation of TiO2 nanoparticles surface modified with gallic acid esters. Mater. Des. 2014, 62, 158–167. [Google Scholar] [CrossRef]
- Lagerström, M.; Strand, J.; Eklund, B.; Ytreberg, E. Total tin and organotin speciation in historic layers of antifouling paint on leisure boat hulls. Environ. Pollut. 2017, 220, 1333–1341. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, L.R.; Duan, Y.Y.; Cui, M.; Huang, R.L.; Su, R.X.; Qi, W.; He, Z.M. Biomimetic surface coatings for marine antifouling: Natural antifoulants, synthetic polymers and surface microtopography. Sci. Total Environ. 2021, 766, 144469. [Google Scholar] [CrossRef]
- Kiil, S.; Dam-Johansen, K.; Weinell, C.S.; Pedersen, M.S. Seawater-soluble pigments and their potential use in self-polishing antifouling paints: Simulation-based screening tool. Prog. Org. Coat. 2002, 45, 423–434. [Google Scholar] [CrossRef]
- Wang, D.H.; Xu, J.K.; Tan, J.Y.; Yang, J.L.; Zhou, S.X. In situ generation of amphiphilic coatings based on a self-catalytic zwitterionic precursor and their antifouling performance. Chem. Eng. J. 2021, 422, 130115. [Google Scholar] [CrossRef]
- Lu, G.; Tian, S.; Li, J.Y.; Xu, Y.J.; Liu, S.; Pu, J.B. Fabrication of bio-based amphiphilic hydrogel coating with excellent antifouling and mechanical properties. Chem. Eng. J. 2021, 409, 128134. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, H.; Chen, Z.; Zhou, S.T.; Chen, Y.; Liang, M.; Zou, H.W. Silicone-epoxy block hybrid network to achieve high-performance and transparent polydimethylsiloxane materials. React. Funct. Polym. 2020, 150, 104537. [Google Scholar] [CrossRef]
- Kwon, B.; Kim, J.H. Importance of molds for nanoimprint lithography: Hard, soft, and hybrid molds. J. Nanosci. 2016, 2016, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Atthi, N.; Sripumkhai, W.; Pattamang, P.; Thongsook, O.; Srihapat, A.; Meananeatra, R.; Supadech, J.; Klunngien, N.; Jeamsaksiri, W. Fabrication of robust PDMS micro-structure with hydrophobic and antifouling properties. Microelectron. Eng. 2020, 224, 111255. [Google Scholar] [CrossRef]
- Portier, E.; Azemar, F.; Benkhaled, B.T.; Bardeau, J.F.; Faÿ, F.; Réhel, K.; Lapinte, V.; Linossier, I. Poly(oxazoline) for the design of amphiphilic silicone coatings. Prog. Org. Coat. 2021, 153, 106116. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Qi, Y.H.; Zhang, Z.P.; Yang, Q. Effect of N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane on the Adhesion of the Modified Silicone Tie-Coating to Epoxy Primer. Coatings 2021, 11, 71. [Google Scholar] [CrossRef]
- Zhou, C.; Li, R.; Luo, W.; Chen, Y.; Zou, H.; Liang, M.; Li, Y. The preparation and properties study of polydimethylsiloxane-based coatings modified by epoxy resin. J. Polym. Res. 2016, 23, 14. [Google Scholar] [CrossRef]
- Xiong, G.; Kang, P.; Zhang, J.C.; Li, B.W.; Yang, J.Y.; Chen, G.X.; Zhou, Z.; Li, Q.F. Improved adhesion, heat resistance, anticorrosion properties of epoxy resins/POSS/methyl phenyl silicone coatings. Prog. Org. Coat. 2019, 135, 454–464. [Google Scholar] [CrossRef]
- Tugui, C.; Stiubianu, G.; Iacob, M.; Ursu, C.; Bele, A.; Vlad, S.; Cazacu, M. Bimodal silicone interpenetrating networks sequentially built as electroactive dielectric elastomers. J. Mater. Chem. C 2015, 3, 8963–8969. [Google Scholar] [CrossRef] [Green Version]
- Jia, P.; Liu, H.; Liu, Q.; Cai, X. Thermal degradation mechanism and flame retardancy of MQ silicone/ epoxy resin composites. Polym. Degrad. Stab. 2016, 134, 144–150. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J.; Gao, X.; Huang, G. Simultaneous reinforcement and toughness improvement of an epoxy–phenolic network with a hyperbranched polysiloxane modifier. RSC Adv. 2018, 8, 17606–17615. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Li, W.; Chen, K.; Gan, W.; Wang, C. Epoxy terminated polysiloxane blended with diglycidyl ether of bisphenol-a. 1: Curing behavior and compatibility. J. Appl. Polym. Sci. 2018, 135, 46891. [Google Scholar] [CrossRef]
- Dundua, A.; Franzka, S.; Ulbricht, M. Improved antifouling properties of polydimethylsiloxane films via formation of Polysiloxane/Polyzwitterion interpenetrating networks. Macromol. Rapid Commun. 2016, 37, 2030–2036. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Li, R.; Luo, J.M.; Chen, Y.; Zou, H.W.; Liang, M. Epoxy-silicone copolymer synthesis via efficient hydrosilylation reaction catalyzed by high-activity platinum and its effect on structure and performance of silicone rubber coatings. Polym. Bull. 2017, 75, 2105–2124. [Google Scholar] [CrossRef]
- Yang, X.F.; Liu, J.; Wu, Y.F.; Liu, J.L.; Cheng, F.; Jiao, X.J.; Lai, G.Q. Fabrication of UV-curable solvent-free epoxy modified silicone resin coating with high transparency and low volume shrinkage. Prog. Org. Coat. 2019, 129, 96–100. [Google Scholar] [CrossRef]
- Elzaabalawy, A.; Meguid, S.A. Development of novel superhydrophobic coatings using siloxane-modified epoxy nanocomposites. Chem. Eng. J. 2020, 398, 125403. [Google Scholar] [CrossRef]
- Sun, X.; Chen, R.R.; Gao, X.; Liu, Q.; Liu, J.Y.; Zhang, H.S.; Yu, J.; Liu, P.L.; Takahashi, K.; Wang, J.; et al. Fabrication of epoxy modified polysiloxane with enhanced mechanical properties for marine antifouling application. Eur. Polym. J. 2019, 117, 77–85. [Google Scholar] [CrossRef]
- Zhao, C.C.; Zhang, J.K. Silicone Rubber and Its Applications; Chemical Industry Press: Beijing, China, 2015. [Google Scholar]
- Kumar, S.A.; Narayanan, T.S.N.S. Thermal properties of siliconized epoxy interpenetrating coatings. Prog. Org. Coat. 2002, 45, 323–330. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | PDMS | E51 | DAMO | TEOS | DBTDL |
|---|---|---|---|---|---|
| ES-9 | 84.6 | 9.4 | 3.9 | 1.7 | 0.4 |
| ES-18 | 72.5 | 18.1 | 7.5 | 1.5 | 0.4 |
| ES-26 | 61.3 | 26.3 | 10.9 | 1.2 | 0.3 |
| ES-34 | 50.8 | 33.9 | 14.1 | 1.0 | 0.3 |
| ES-41 | 41.0 | 41.0 | 17.0 | 0.8 | 0.2 |
| Coating | ES-9 | ES-18 | ES-26 | ES-34 | ES-41 |
|---|---|---|---|---|---|
| Mc | 9790.56 ± 65.43 | 4966.69 ± 233.40 | 2593.19 ± 158.32 | 1746.49 ± 23.09 | 1069.32 ± 14.13 |
| Sample | Elastic Modulus (MPa) | Fracture Elongation (%) | Fracture Strength (Mpa) |
|---|---|---|---|
| ES-9 | 0.32 ± 0.09 | 178.24 ± 8.54 | 0.35 ± 0.04 |
| ES-18 | 0.44 ± 0.07 | 95.62 ± 4.58 | 0.29 ± 0.01 |
| ES-26 | 0.75 ± 0.11 | 76.6 ± 9.97 | 0.34 ± 0.02 |
| ES-34 | 3.46 ± 0.45 | 64.86 ± 8.57 | 1.38 ± 0.14 |
| ES-41 | 7.44 ± 0.39 | 38.74 ± 5.61 | 1.24 ± 0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhang, Z.; Qi, Y.; Yang, Q. The Interfacial Structure and Adhesion Mechanism of N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane and Epoxy Modified Silicone Tie-Coating to Epoxy Primer. Polymers 2021, 13, 3001. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13173001
Zhang H, Zhang Z, Qi Y, Yang Q. The Interfacial Structure and Adhesion Mechanism of N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane and Epoxy Modified Silicone Tie-Coating to Epoxy Primer. Polymers. 2021; 13(17):3001. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13173001
Chicago/Turabian StyleZhang, Hongyang, Zhanping Zhang, Yuhong Qi, and Qiang Yang. 2021. "The Interfacial Structure and Adhesion Mechanism of N-(2-Aminoethyl)-3-aminopropyltrimethoxysilane and Epoxy Modified Silicone Tie-Coating to Epoxy Primer" Polymers 13, no. 17: 3001. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13173001