
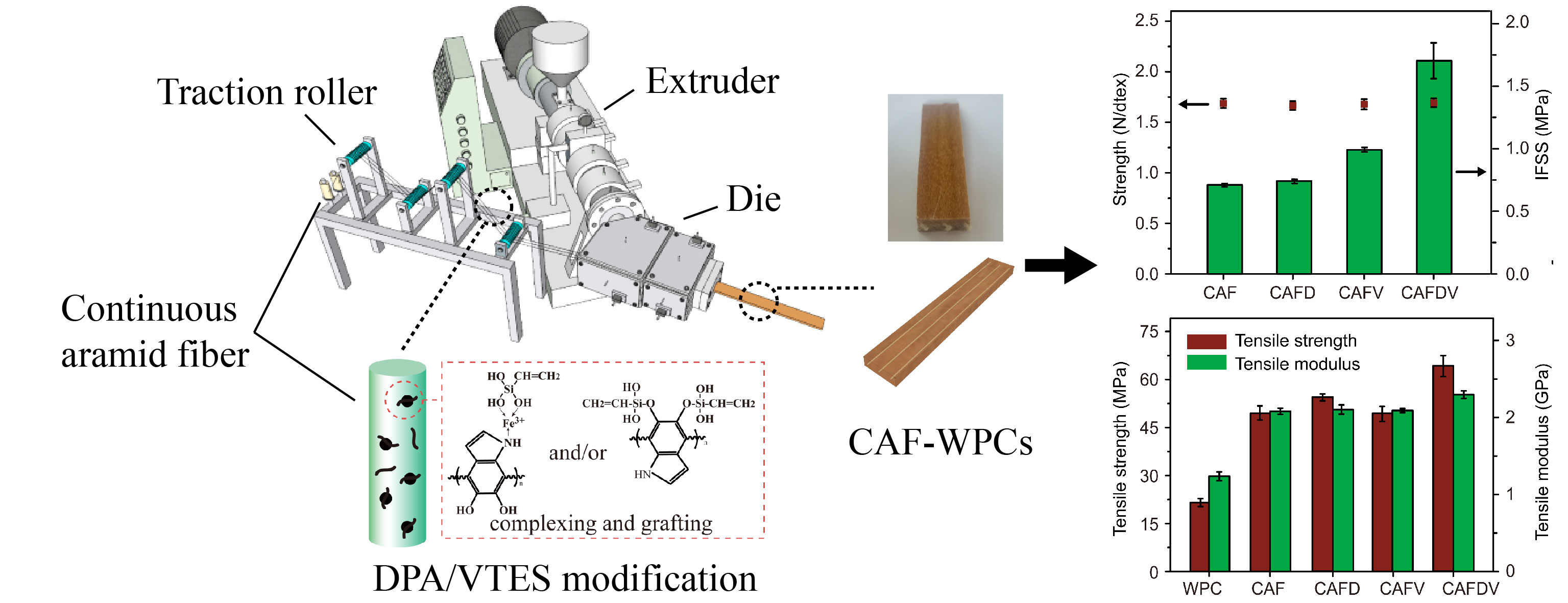
Chemical Modifications of Continuous Aramid Fiber for Wood Flour/High-Density-Polyethylene Composites with Improved Interfacial Bonding


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Modification of CAF
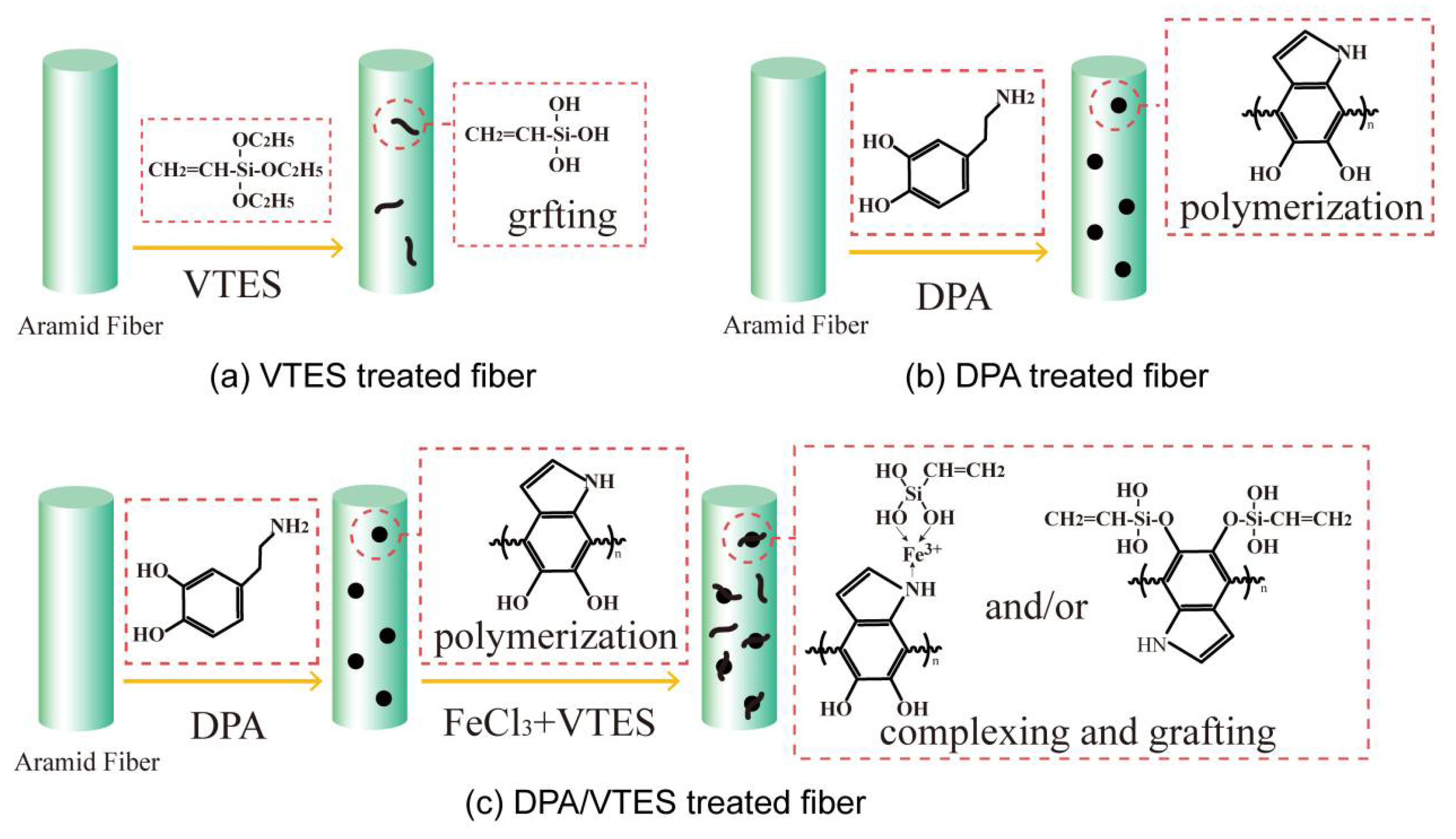
2.2.1. VTES Treatment
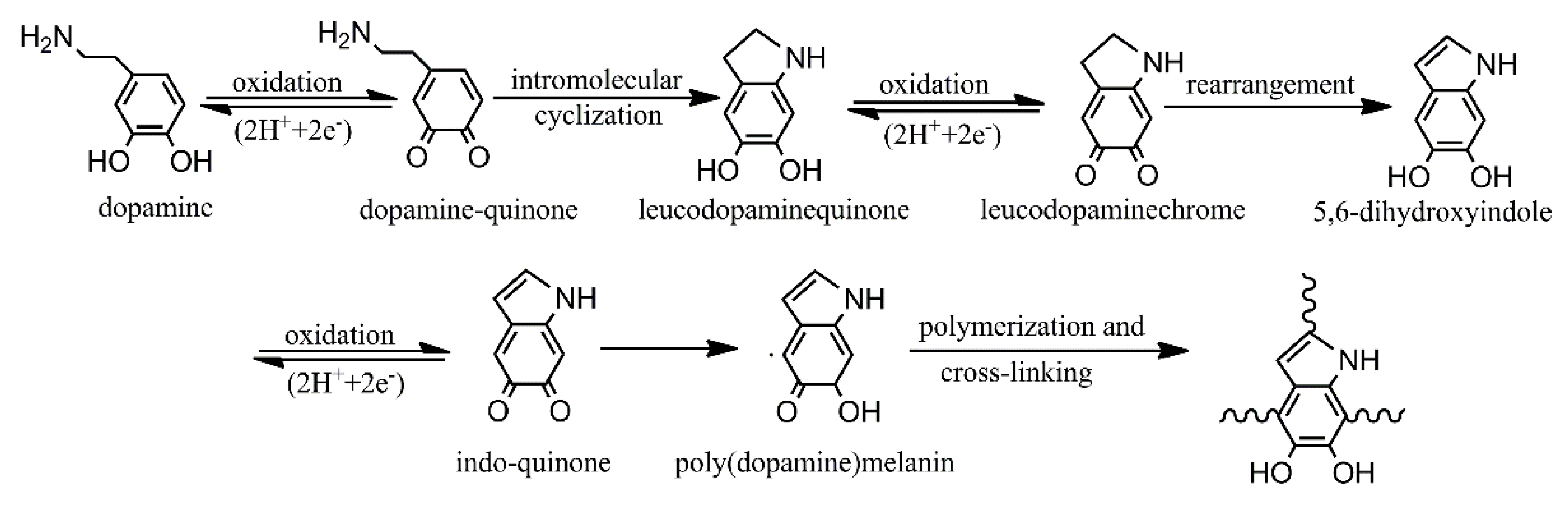
2.2.2. DPA Treatment
2.2.3. DPA and VTES Combined Treatment
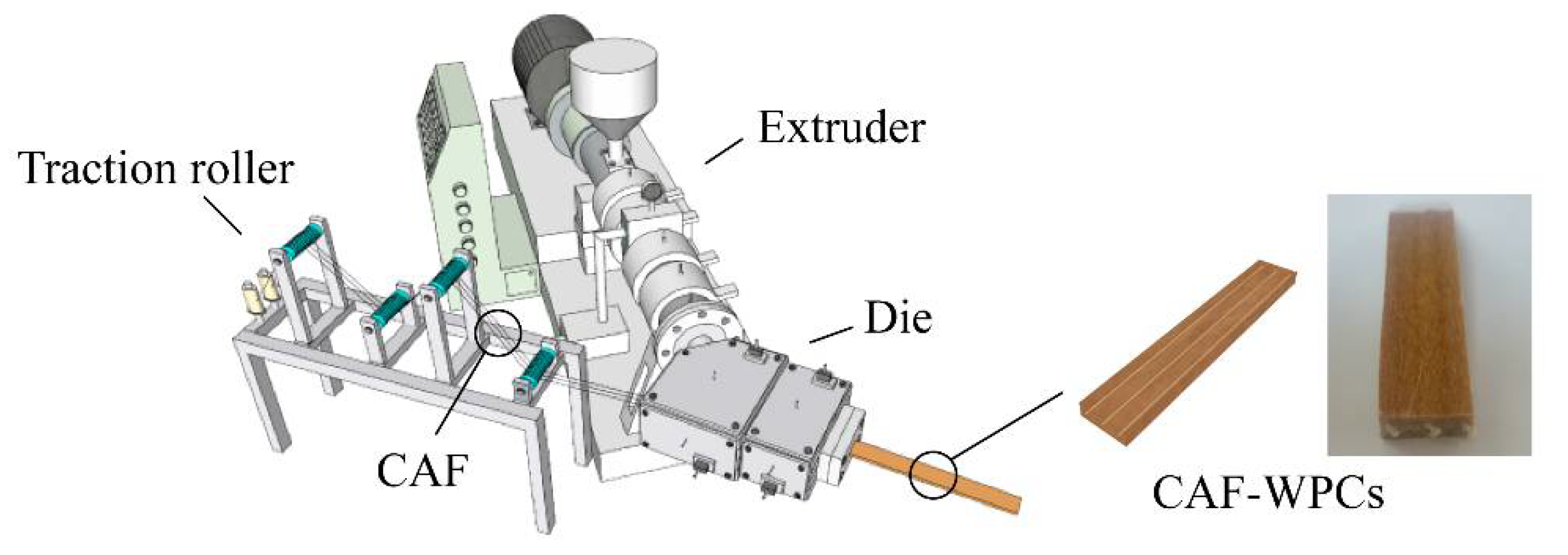
2.3. Preparation of CAF-Reinforced WPCs Composites
2.4. Characterization
2.4.1. Scanning Electron Microscopy (SEM)
2.4.2. X-ray Photoelectron Spectroscopy (XPS)
2.4.3. Mechanical Strength of CAF
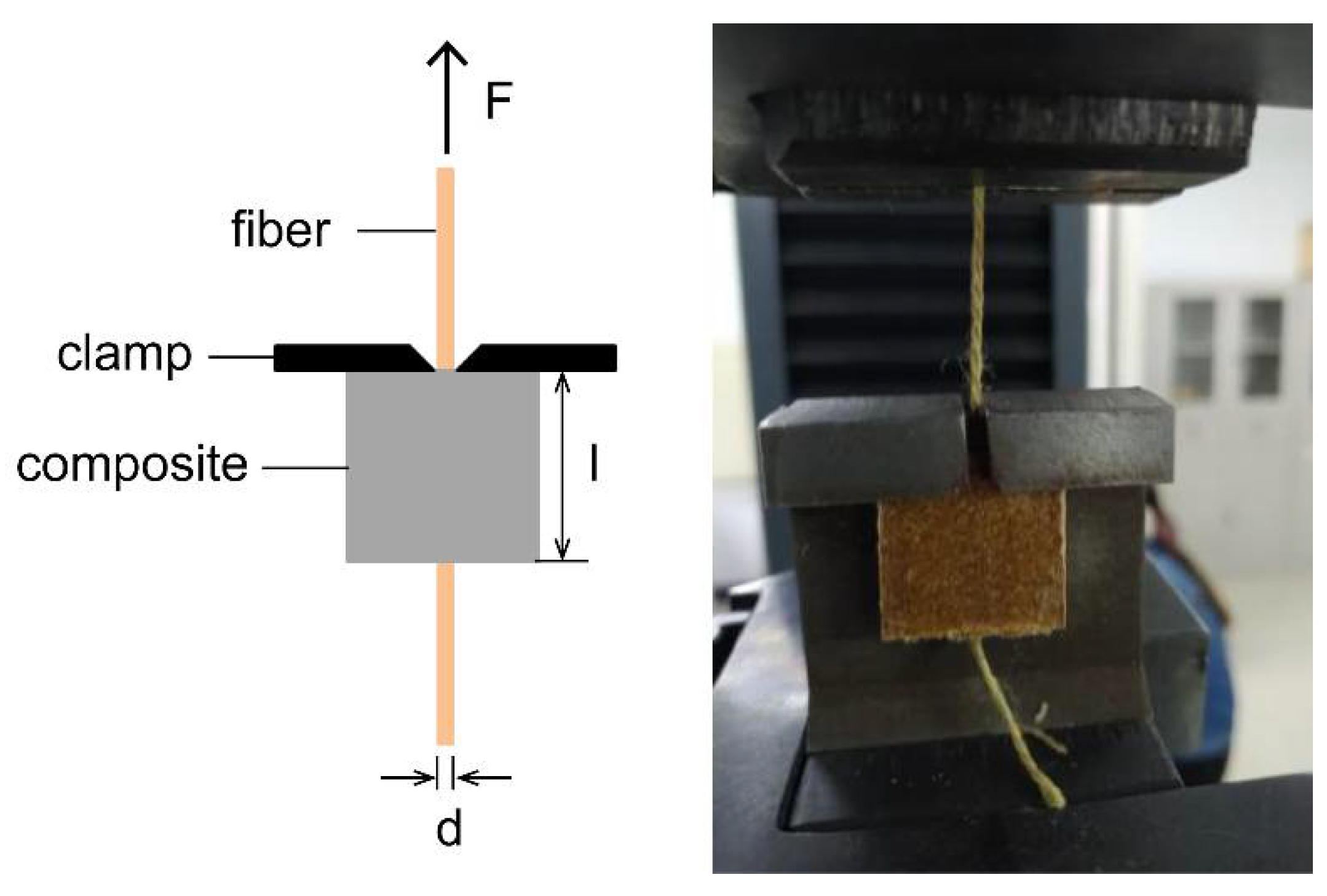
2.4.4. CAF and WPCs Matrix Adhesion Measurement
2.4.5. Mechanical Tests
2.4.6. Creep Behavior Analysis
3. Results and Discussion
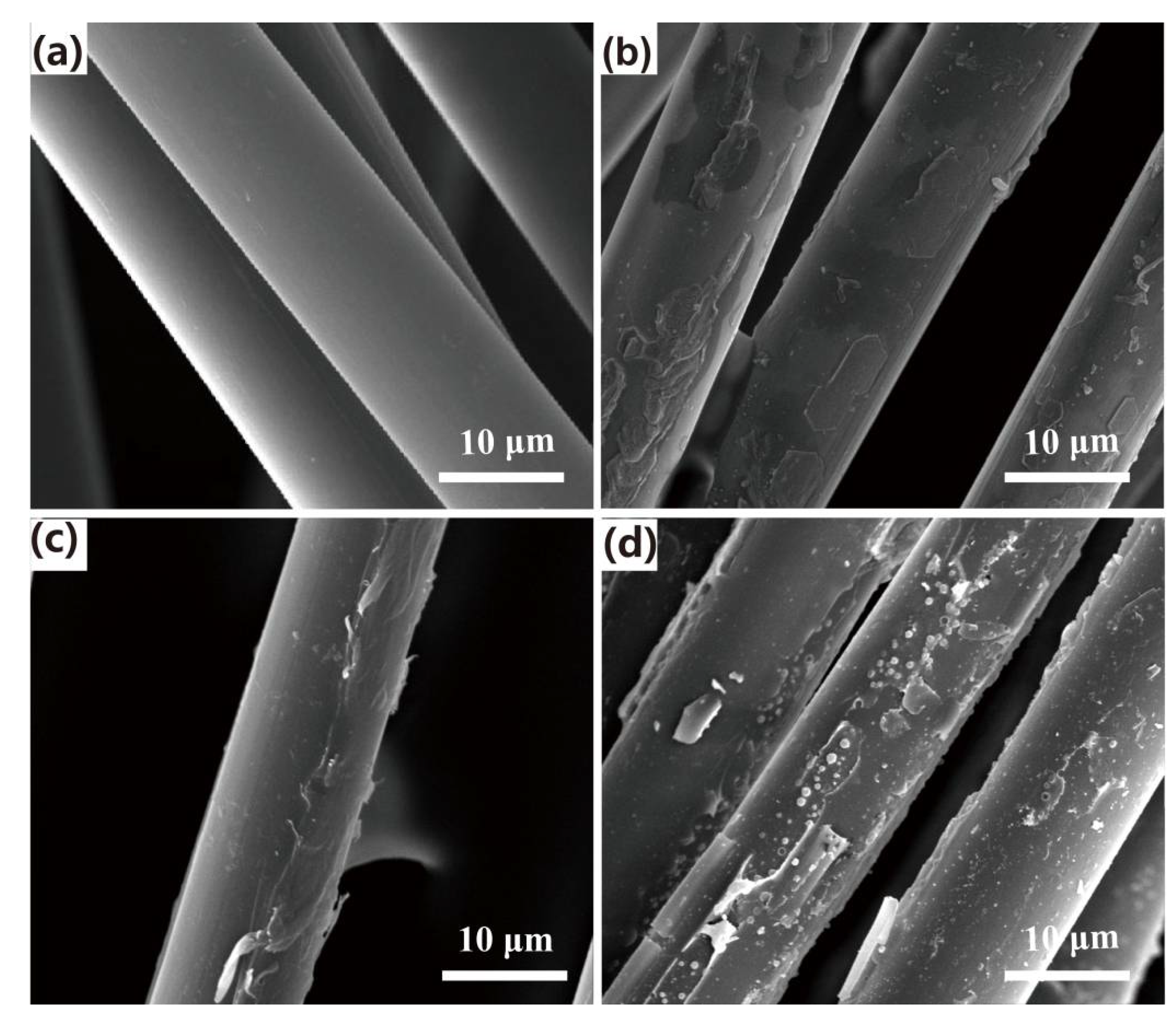
3.1. Surface Morphology of CAF
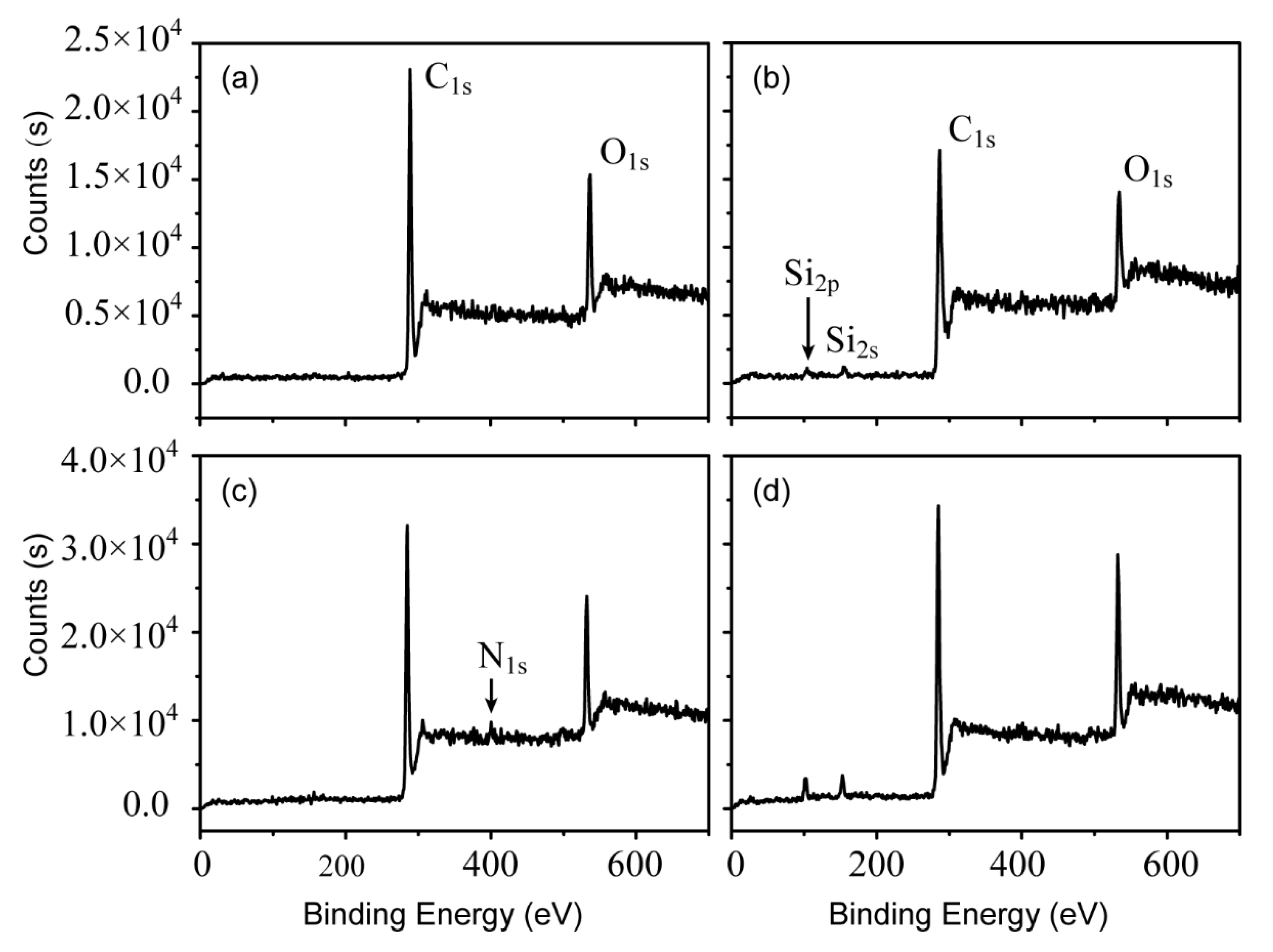
3.2. Surface Chemical Composition of CAF
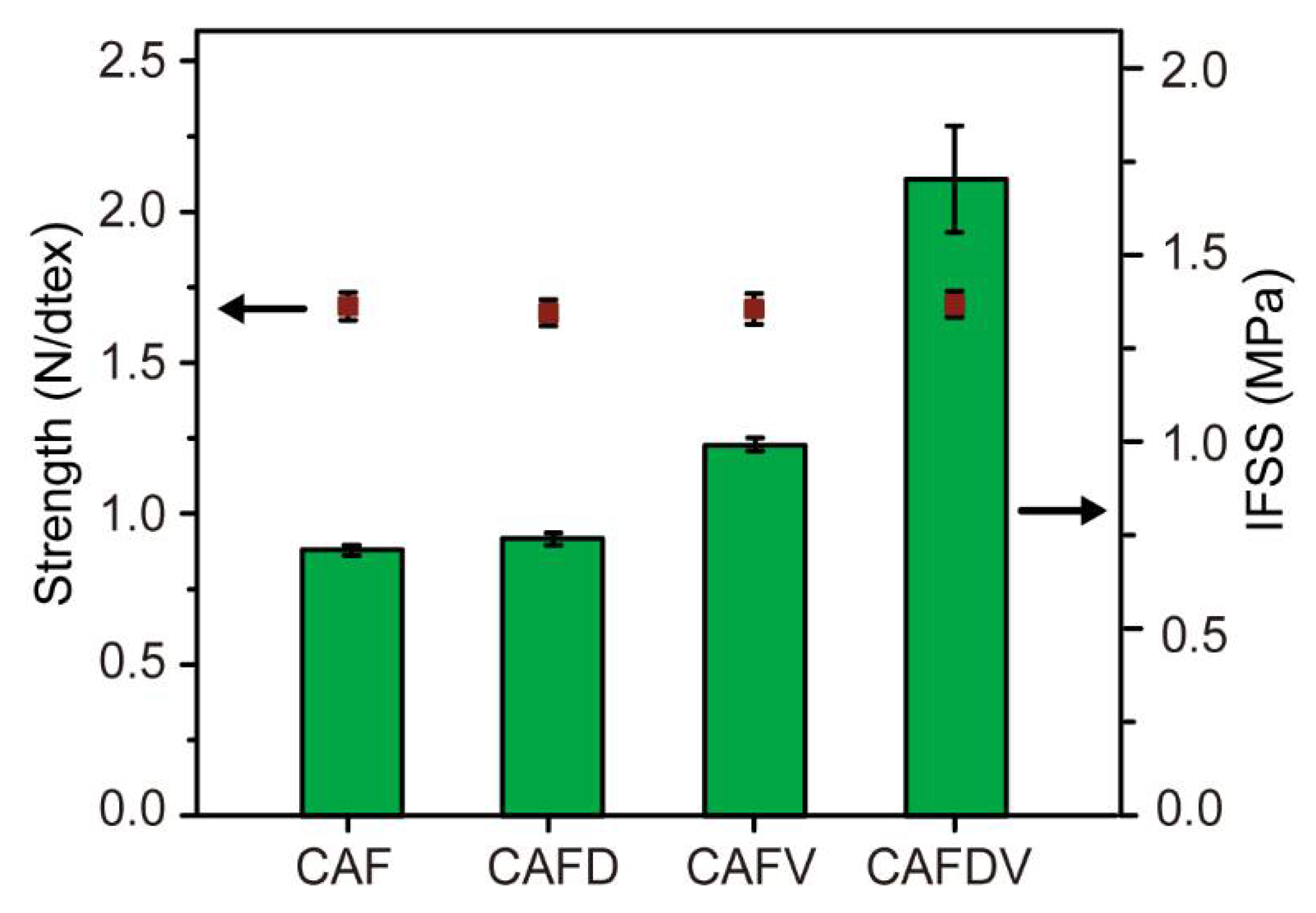
3.3. Interfacial Shear Strength of CAF
3.4. Fracture Morphology Analysis of Composites
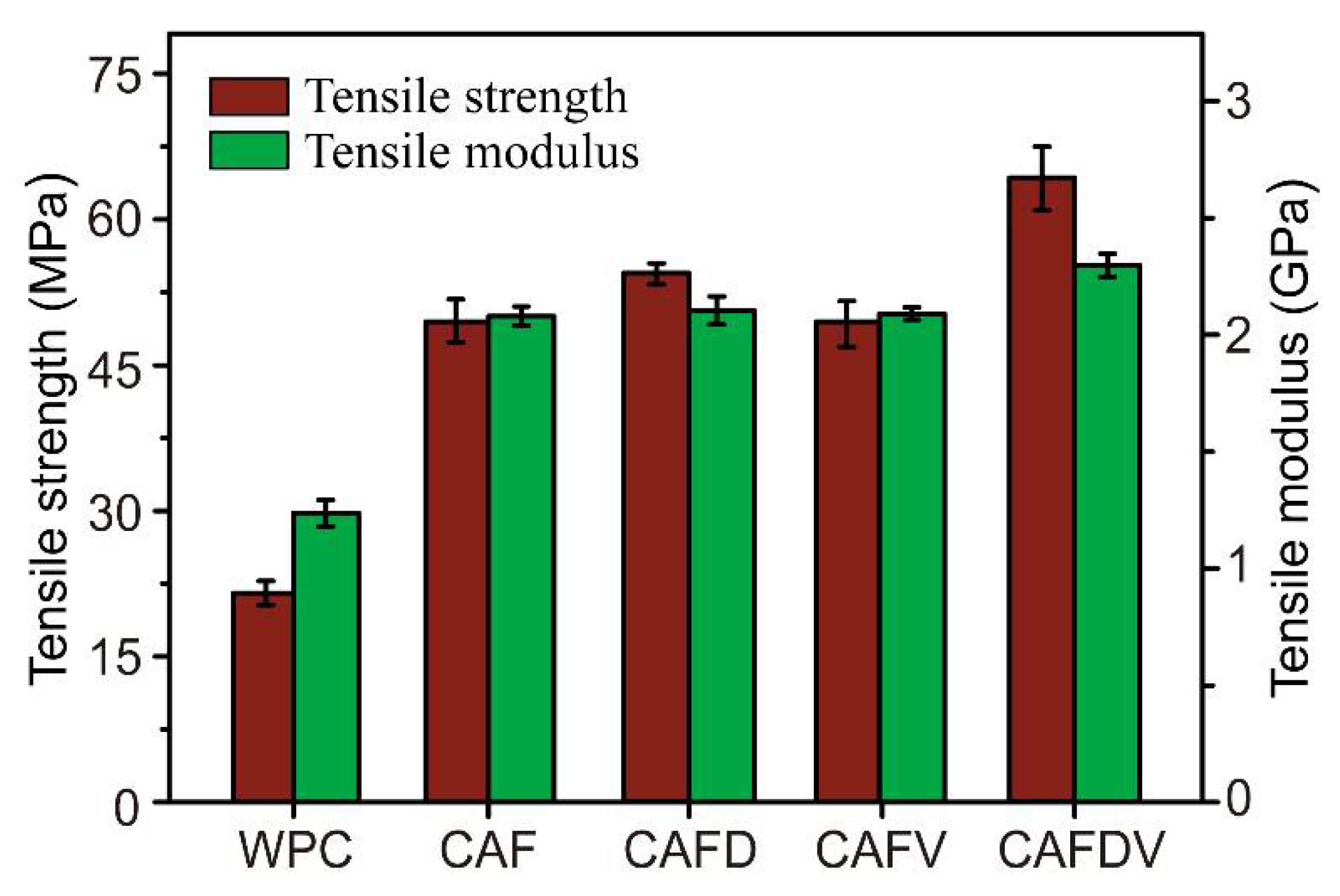
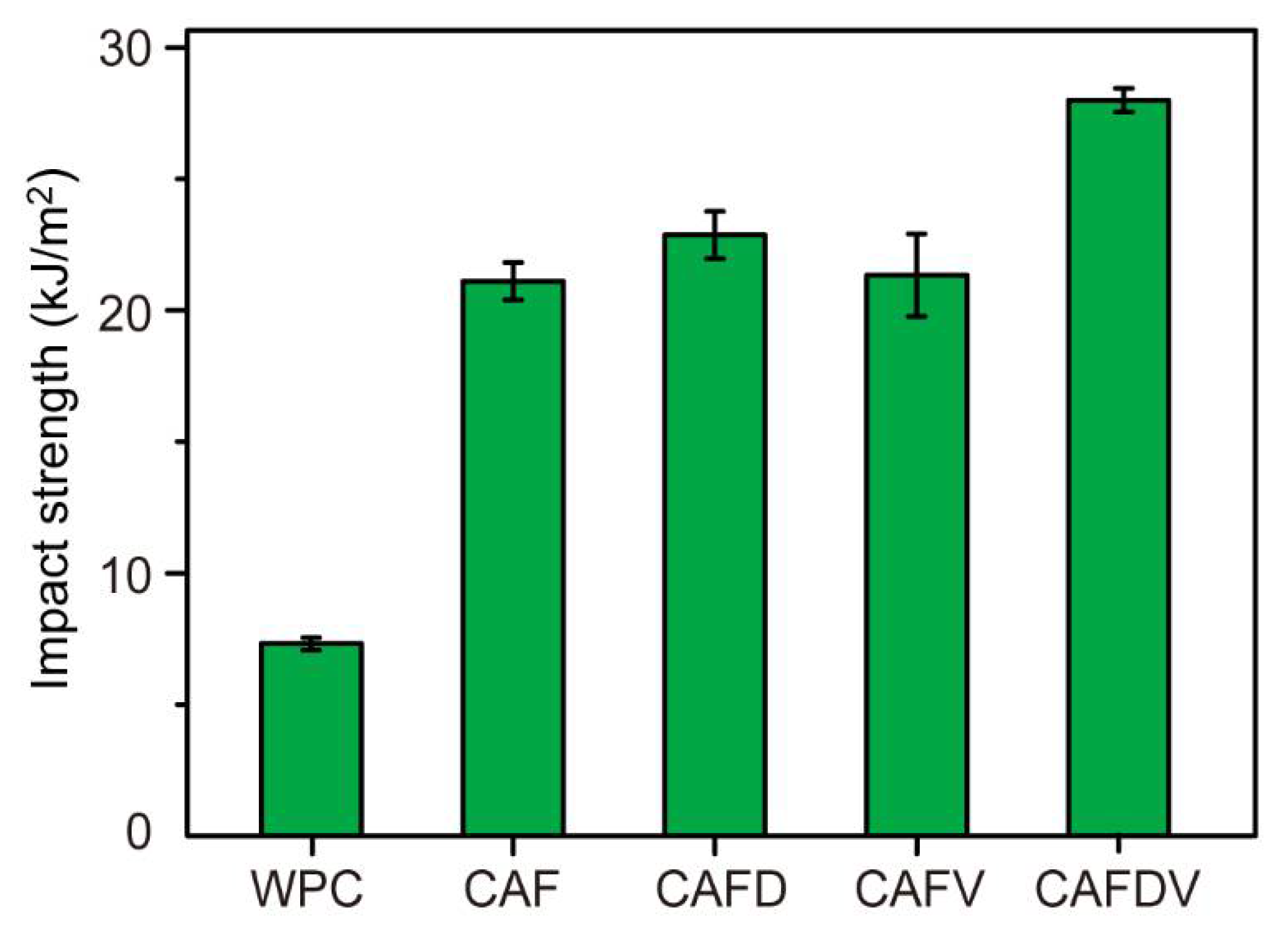
3.5. Mechanical Properties of Composites
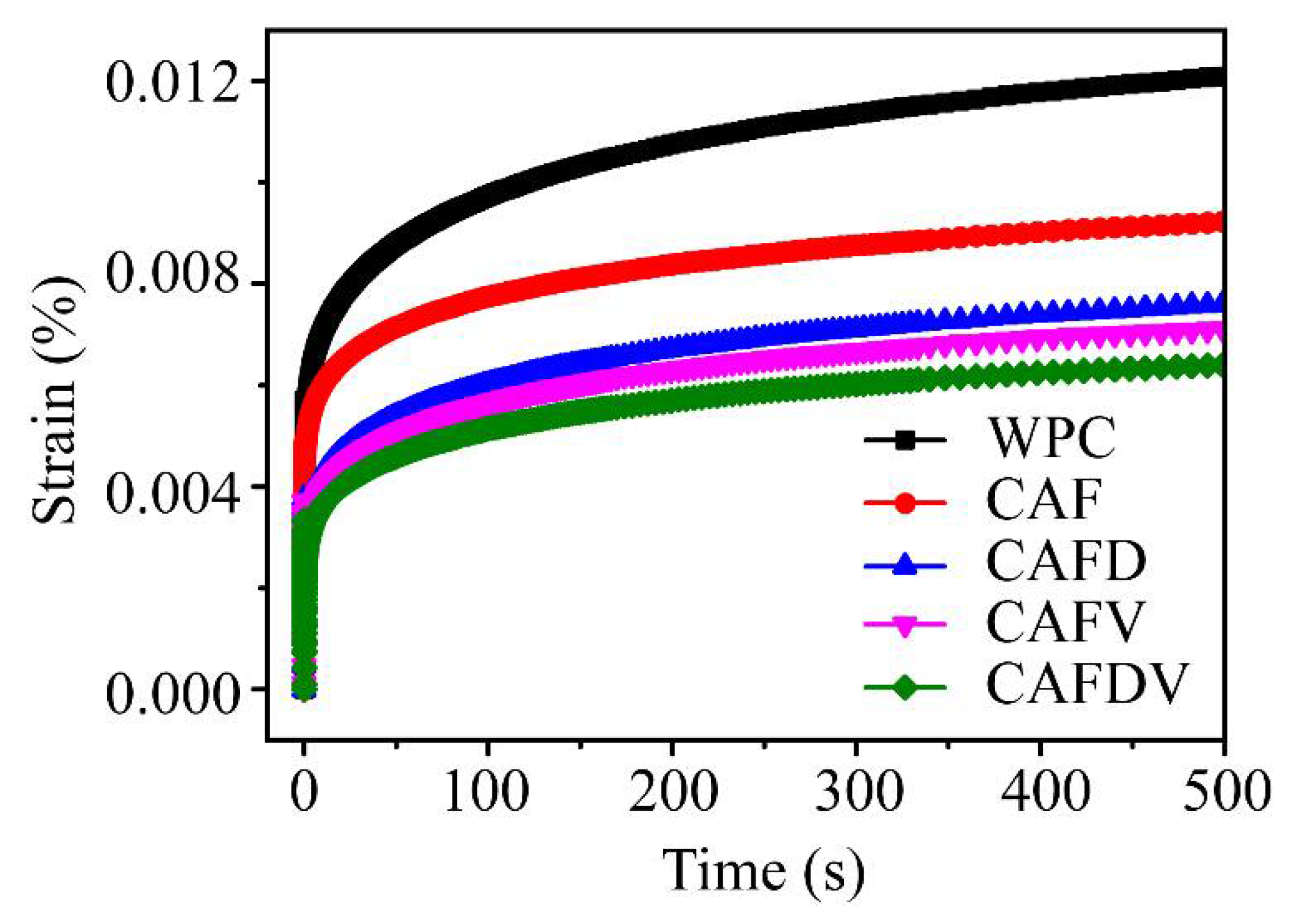
3.6. Creep Property of Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Moghadam, S.K.; Shamsian, M.; Shahri, H.R. Manufacturing wood-plastic composites from waste lignocellulose plus haloxylon species and recycled plastics. For. Prod. J. 2019, 69, 205–209. [Google Scholar]
- Chan, C.M.; Vandi, L.J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Composites of wood and biodegradable thermoplastics: A review. Polym. Rev. 2018, 58, 444–494. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef] [Green Version]
- Effah, B.; Raatz, K.; Reenen, A.V.; Meincken, M. Chemical force microscopy analysis of wood-plastic composites produced from different wood species and compatibilizers. Wood Fiber Sci. 2017, 49, 146–157. [Google Scholar]
- Gao, H.; Xie, Y.; Ou, R.; Wang, Q. Grafting effects of polypropylene/polyethylene blends with maleic anhydride on the properties of the resulting wood-plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 150–157. [Google Scholar] [CrossRef]
- Yi, S.; Xu, S.; Li, Y.; Gan, W.; Yi, X.; Liu, W.; Wang, Q.; Wang, H.; Ou, R. Synergistic toughening effects of grafting modification and elastomer-olefin block copolymer addition on the fracture resistance of wood particle polypropylene elastomer composites. Mater. Des. 2019, 181, 107918. [Google Scholar] [CrossRef]
- Zhang, W.P.; Lu, Y.H.; Khanal, S.; Xu, S.A. Effects of compatibilizers on selected properties of HDPE composites highly filled with bamboo flour. Wood Fiber Sci. 2018, 50, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Guo, C.; Li, L.; Li, H. Evaluation of interfacial compatibility in wood flour/polypropylene composites by grafting isocyanate silane coupling agent on polypropylene. J. Adhes. Sci. Technol. 2019, 33, 468–478. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Naveen, J.; Satheeshkumar, S. Hybrid fiber reinforced polymer composites-a review. J. Reinf. Plast. Comp. 2014, 33, 454–471. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, J.; Wang, W.; Wang, Q. Research of fiber reinforced wood-plastic composites: A review. Sci. Silvae Sin. 2016, 52, 130–139. [Google Scholar]
- Turku, I.; Kaerki, T. The effect of carbon fibers, glass fibers and nanoclay on wood flour-polypropylene composite properties. Eur. J. Wood Prod. 2014, 72, 73–79. [Google Scholar] [CrossRef]
- Aslana, M.; Tufanb, M.; Küçükömeroğlu, T. Tribological and mechanical performance of sisal-filled waste carbon and glass fibre hybrid composites. Compos. Part B Eng. 2018, 140, 241–249. [Google Scholar] [CrossRef]
- Dickson, A.R.; Even, D.; Warnes, J.M.; Fernyhough, A. The effect of reprocessing on the mechanical properties of polypropylene reinforced with wood pulp, flax or glass fibre. Compos. Part A Appl. Sci. Manuf. 2014, 61, 258–267. [Google Scholar] [CrossRef]
- Jiang, J.; Mei, C.; Pan, M.; Lu, F. Effects of hybridization and interface modification on mechanical properties of wood flour/polymer composites reinforced by glass fibers. Polym. Compos. 2019, 40, 3602–3610. [Google Scholar] [CrossRef]
- Almaadeed, M.A.; Kahraman, R.; Khanam, P.N.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Zhong, L.; Fu, S.; Zhou, X.; Zhan, H. Effect of surface microfibrillation of sisal fibre on the mechanical properties of sisal/aramid fibre hybrid composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 244–252. [Google Scholar] [CrossRef]
- Ou, R.; Zhao, H.; Sui, S.; Song, Y.; Wang, Q. Reinforcing effects of Kevlar fiber on the mechanical properties of wood-flour/high-density-polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1272–1278. [Google Scholar] [CrossRef]
- Yuan, F.; Ou, R.; Xie, Y.; Wang, Q. Reinforcing effects of modified Kevlar fiber on the mechanical properties of wood-flour/polypropylene composites. J. For. Res. 2013, 24, 149–153. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Behravesh, A.H.; Shahi, P. Comparison of mechanical properties of wood-plastic composites reinforced with continuous and noncontinuous glass fibers. J. Thermoplast. Compos. 2015, 28, 791–805. [Google Scholar] [CrossRef]
- Tamrakar, S.; Shaler, S.M.; Lopez-Anid, R.A.; Edgar, R. Mechanical property characterization of fiber-reinforced polymer wood-polypropylene composite panels manufactured using a double belt pressing technology. J. Mater. Civ. Eng. 2012, 24, 1193–1200. [Google Scholar] [CrossRef]
- Jiang, L.; Wolcott, M.P.; Zhang, J.; Englund, K. Flexural properties of surface reinforced wood/plastic deck board. Polym. Eng. Sci. 2007, 47, 281–288. [Google Scholar] [CrossRef]
- Kargar, M.; Behravesh, A.H.; Taheri, H.M. Experimental investigation on mechanical properties of extruded foamed PVC-wood composites reinforced with continuous glass fibers. Polym. Compos. 2016, 37, 1674–1680. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Behravesh, A.H.; Adli, A.; Sarabi, M.T. Continuous glass fiber reinforced wood plastic composite in extrusion process: Feasibility and processing. J. Reinf. Plast. Comp. 2013, 32, 52–60. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Behravesh, A.H.; Adili, A. Continuous glass fiber reinforced wood plastic composite in extrusion process: Mechanical properties. Mater. Des. 2013, 51, 701–708. [Google Scholar] [CrossRef]
- Zhang, J.; Li, Y.; Xing, D.; Wang, Q.; Wang, H.; Koubaa, A. Reinforcement of continuous fibers for extruded wood-flour/HDPE composites: Effects of fiber type and amount. Constr. Build. Mater. 2019, 228, 116718. [Google Scholar] [CrossRef]
- Zhou, C.; Du, F.; Wang, W. Effect of Position of Carbon Fiber Cloth on Properties of Wood Fiber/HDPE Composite. J. For. Univ. 2015, 43, 91–94. [Google Scholar]
- Lee, H.; Dellatore, S.M.; Miller, W.M.; Messersmith, P.B. Mussel-inspired surface chemistry for multifunctional coatings. Science 2007, 318, 426–430. [Google Scholar] [CrossRef] [Green Version]
- Gu, W.; Liu, X.; Ye, Q.; Gao, Q.; Gong, S.; Li, J.; Shi, S.Q. Bio-inspired co-deposition strategy of aramid fibers to improve performance of soy protein isolate-based adhesive. Ind. Crops Prod. 2020, 150, 112424. [Google Scholar] [CrossRef]
- Cheng, K.; Li, M.; Zhang, S.; He, M.; Yu, J.; Feng, Y.; Lu, S. Study on the structure and properties of functionalized fibers with dopamine. Colloids Surf. A 2019, 582, 123846. [Google Scholar] [CrossRef]
- Lee, W.; Lee, J.U.; Byun, J. Catecholamine polymers as surface modifiers for enhancing interfacial strength of fiber-reinforced composites. Compos. Sci. Technol. 2015, 110, 53–61. [Google Scholar] [CrossRef]
- Sa, R.; Yan, Y.; Wei, Z.; Zhang, L.; Wang, W.; Tian, M. Surface modification of aramid fibers by bio-inspired poly(dopamine) and epoxy functionalized silane grafting. ACS Appl. Mater. Int. 2014, 6, 21730–21738. [Google Scholar] [CrossRef] [PubMed]
- Zeng, L.; Liu, X.; Chen, X.; Soutis, C. Surface modification of aramid fibres with graphene oxide for interface improvement in composites. Appl. Compos. Mater. 2018, 25, 843–852. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.; Chen, Z.; Cao, Y.; Chen, Z.; Zhang, S.; Song, W. The effect of modifier on properties of bamboo powder/high-density polyethylene composites. For. Prod. J. 2019, 69, 313–321. [Google Scholar]
- Gao, B.; Du, W.; Hao, Z.; Zhou, H.; Zou, D.; Zhang, R. Bioinspired modification via green synthesis of mussel-inspired nanoparticles on carbon fiber surface for advanced composite materials. ACS Sustain. Chem. Eng. 2019, 7, 5638–5648. [Google Scholar] [CrossRef]
- LI, Y.; Zhang, J.; Yi, S.; Xiao, Z.; Wang, H. Mechanical properties of modified aramid fiber reinforced wood flour/high density polyethylene composites. Acta Mater. Compos. Sin. 2019, 36, 638–645. [Google Scholar]
- Cheng, Z.; Chen, C.; Huang, J.; Chen, T.; Liu, Y.; Liu, X. Nondestructive grafting of PEI on aramid fiber surface through the coordination of Fe(Ⅲ) to enhance composite interfacial properties. Appl. Surf. Sci. 2017, 401, 323–332. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WF | HDPE | MAPE | PE Wax | Stearic Acid | |
|---|---|---|---|---|---|
| Content (wt%) | 50 | 44 | 4 | 1 | 1 |
| Sample | Atomic Percent (%) | Atomic Ratio | |||||
|---|---|---|---|---|---|---|---|
| C | O | N | Si | Fe | O/C | N/C | |
| CAF | 80.01 | 17.32 | 2.67 | - | - | 21.6 | 2.8 |
| CAFD | 77.44 | 17.80 | 4.76 | - | - | 23.0 | 6.1 |
| CAFV | 75.72 | 16.13 | 4.86 | 3.3 | 21.3 | 6.4 | |
| CAFDV | 70.99 | 18.78 | 2.84 | 5.75 | 1.63 | 26.5 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Li, Y.; Yi, S.; Wang, L.; Wang, H.; Zhang, J. Chemical Modifications of Continuous Aramid Fiber for Wood Flour/High-Density-Polyethylene Composites with Improved Interfacial Bonding. Polymers 2021, 13, 236. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13020236
Liu W, Li Y, Yi S, Wang L, Wang H, Zhang J. Chemical Modifications of Continuous Aramid Fiber for Wood Flour/High-Density-Polyethylene Composites with Improved Interfacial Bonding. Polymers. 2021; 13(2):236. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13020236
Chicago/Turabian StyleLiu, Wanyu, Yue Li, Shunmin Yi, Limin Wang, Haigang Wang, and Jingfa Zhang. 2021. "Chemical Modifications of Continuous Aramid Fiber for Wood Flour/High-Density-Polyethylene Composites with Improved Interfacial Bonding" Polymers 13, no. 2: 236. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13020236