
Thermocatalytic Conversion of Plastics into Liquid Fuels over Clays




1
Department of Biology, Institute of Pharmacy, Chemistry and Biology, Belgorod State National Research University, 308015 Belgorod, Russia
2
Department of General Chemistry, Institute of Pharmacy, Chemistry and Biology, Belgorod State National Research University, 308015 Belgorod, Russia
*
Author to whom correspondence should be addressed.
Polymers 2022, 14(10), 2115; https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102115
Submission received: 23 March 2022
/
Revised: 30 April 2022
/
Accepted: 20 May 2022
/
Published: 23 May 2022
(This article belongs to the Special Issue Recycling and Resource Recovery from Polymers II)
Abstract
:Recycling polymer waste is a great challenge in the context of the growing use of plastics. Given the non-renewability of fossil fuels, the task of processing plastic waste into liquid fuels seems to be a promising one. Thermocatalytic conversion is one of the methods that allows obtaining liquid products of the required hydrocarbon range. Clays and clay minerals can be distinguished among possible environmentally friendly, cheap, and common catalysts. The moderate acidity and the presence of both Lewis and Brønsted acid sites on the surface of clays favor heavier hydrocarbons in liquid products of reactions occurring in their pores. Liquids produced with the use of clays are often reported as being in the gasoline and diesel range. In this review, the comprehensive information on the thermocatalytic conversion of plastics over clays obtained during the last two decades was summarized. The main experimental parameters for catalytic conversion of plastics according to the articles’ analysis, were the reaction temperature, the acidity of modified catalysts, and the catalyst-to-plastic ratio. The best clay catalysts observed were the following: bentonite/spent fluid cracking catalyst for high-density polyethylene (HDPE); acid-restructured montmorillonite for medium-density polyethylene (MDPE); neat kaolin powder for low-density polyethylene (LDPE); Ni/acid-washed bentonite clay for polypropylene (PP); neat kaolin for polystyrene (PS); Fe-restructured natural clay for a mixture of polyethylene, PP, PS, polyvinyl chloride (PVC), and polyethylene terephthalate (PET). The main problem in using natural clays and clay minerals as catalysts is their heterogeneous composition, which can vary even within the same deposit. The serpentine group is of interest in studying its catalytic properties as fairly common clay minerals.
Keywords:
secondary raw materials; plastics; fuel; catalysts; clays; clay minerals; thermocatalytic conversion1. Introduction
The last few centuries have been marked by the rapid development of mankind. The obvious benefits that it brought were accompanied by new, serious anthropogenic challenges. One of them was the emergence in the 1950s of new synthetic materials—plastics. The main ingredient of plastic are polymers, such as polyolefins (with commercially dominant polyethylene and polypropylene) possessing the general formula (CH2CHR)n where R is an alkyl group, polystyrene ((C6H5CH = CH2)n), polyvinyl chloride ((C2H3Cl)n), etc. Disposable tableware, containers, packaging, and many other plastic products have firmly entered our everyday life, but their uncontrolled disposable use has created a huge threat to the environment. Nature was not ready for this amount of difficult-to-recycle material in a very short time, and despite recent reports of microorganisms across the globe adapting themselves to plastic degradation [1], it is still our urgent responsibility to resolve this problem.
One of the promising solutions is the conversion of plastic waste into liquid fuels. With a catalyst sufficiently selective to produce a mixture of hydrocarbons with an expected carbon number range, it would be possible to obtain liquid products with a composition similar to that of fuels such as gasoline and diesel. Since the production of various catalysts is often accompanied by environmental pollution, a complex preparation process, and, as a result, a high price of the final product, the catalysts must also comply with the principles of green chemistry and have a low cost.
Solid acid catalysts are among the most effective in the catalytic conversion of plastics. The process of the thermocatalytic transformation using these catalysts mostly depends on the presence of acid sites [2] and the number and size of catalyst pores [3]. Many works, including those of our group, are devoted to the use of synthetic aluminosilicates [4,5]. In particular, the synthesis and application of specific nanosponges of solid acids, named “acidic aluminosilicates”, should be mentioned as one of the latest achievements [6].
Microporous zeolite catalysts have high acidity active sites, which makes them able to split carbon-carbon bonds [2]. However, the small pore size of zeolites restricts the access of large molecules to acid sites located inside the channels. The presence of this steric factor leads to a higher yield of gases and a relatively high concentration of branched hydrocarbons among the degradation products since the contact of the polymer chain occurs mainly with the outer surface of the zeolite. In addition, a significant number of solid degradation products are formed on the surface and inside the pores of the catalyst. This leads to zeolite pore closure and catalytic deactivation. In the process of polymer cracking, these catalysts provide high selectivity for gaseous products.
Clays are moderately acidic, so reactions occurring within their pores favor the transformation of heavier hydrocarbons into liquid products than those of zeolites [7].
Liquids produced from plastic waste with the use of clay catalysts are often reported as being in the gasoline and diesel range [8]. Moreover, the layered structure of clays allows the formation of a porous network by alternating plates with so-called pillars (three-dimensional species as interlayer cations), thus creating interconnected micropores larger than those of zeolites [7]. Such materials demonstrate high stability and the possibility of reuse during heating to high temperatures [9].
Several reviews have been published on the topic of catalytic pyrolysis of plastics and the search for low-cost catalysts recently [10,11]. However, the works devoted to using clay-based catalysts were covered there briefly, and they did not include all available research on the activity of clay minerals of different groups. Peng et al. mentioned only montmorillonites and their analogs [10], while Fadillah et al. considered a few articles on kaolin and bentonite activity [11].
The task of collecting comprehensive information on the thermocatalytic conversion of plastics over clays obtained by different authors during the last two decades was set during the literature analysis. Works published in the last five years (2017–2021, including 2022) have been highlighted in bold in the tables to focus the attention on the latest results.
Natural materials containing clay minerals (hydrous aluminum silicates with variable amounts of cations) originated from natural sites or synthesized are designated as «clays» in the context of the present review. The application of pristine clays is rather rare. Usually, the clays are modified by different treatments. Modified clays are also the subjects of this review.
The following types of plastic materials are designated merely by the abbreviations to simplify the perception in the following text below: high-density polyethylene (HDPE), medium-density polyethylene (MDPE), low-density polyethylene (LDPE), polypropylene (PP), polystyrene (PS), polyethylene terephthalate (PET), polyvinyl chloride (PVC), ethylene-vinyl acetate (EVA).
2. Nature of Catalytic Activity of Clays
The acidic sites are comparatively strong (H0 typically quoted in the range from −5.6 to −8.2), though not as strong as the zeolite ones [7]. All the clays being aluminosilicates, the nature of the active sites is essentially the same for all types of clays. It is porosity that defines the specific features of different clays. Microporosity depends on the crystallographic structure of the material. There is an additional factor influencing the porosity of the clays. Their part-amorphous nature provides mesoporosity over a wide range of pore sizes.
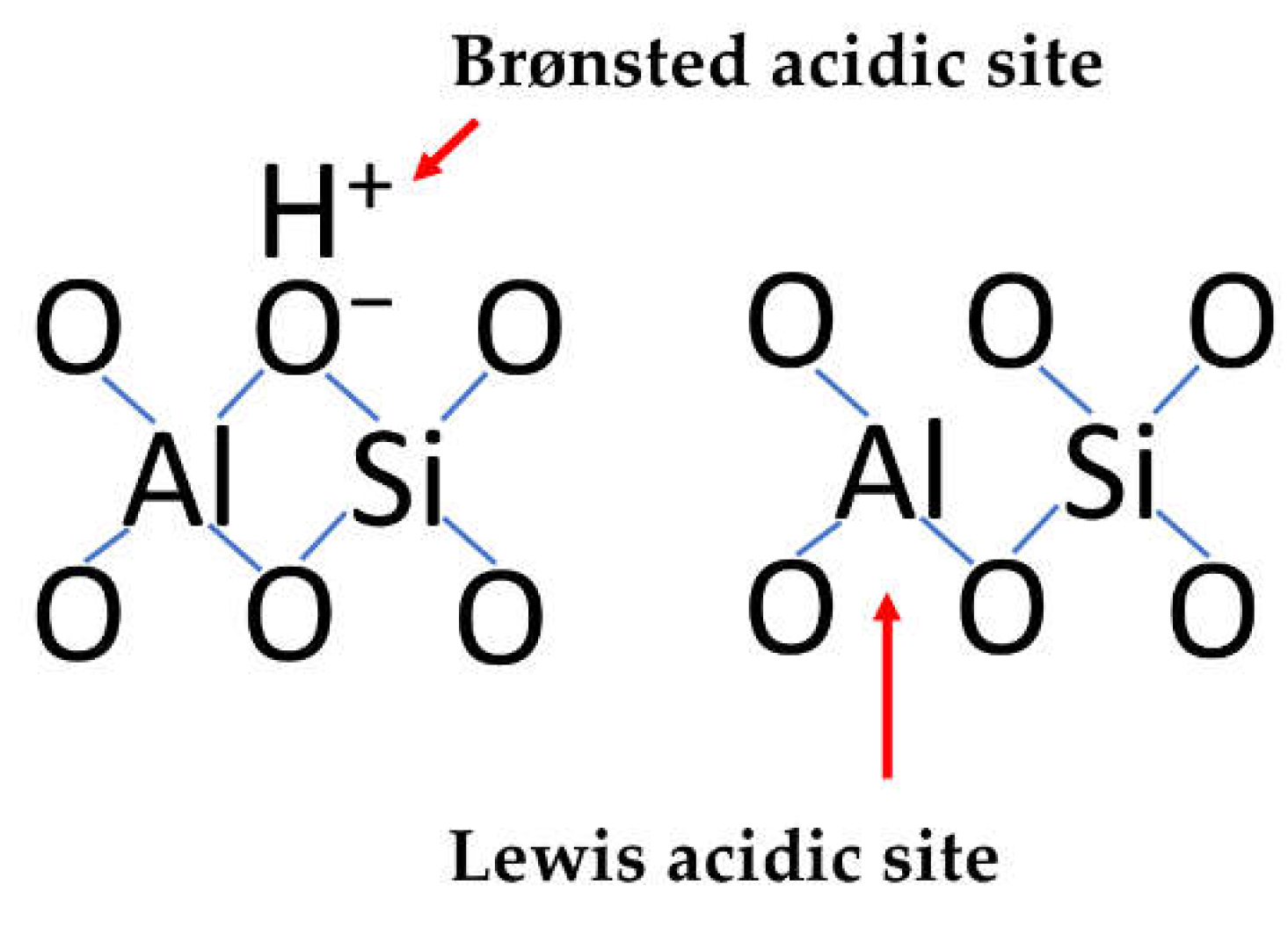
Original clays in cationic forms usually contain an insufficient number of acidic sites since the sites involve protons (Figure 1). Only cationic deficient samples of clays demonstrate catalytic activity in the reactions of the acid-base type. Generally, acidic activation is necessary for obtaining catalytically active clays. The conditions of acidic treatment are often crucial for the efficiency of the clay catalysts.
3. Kaolin Group Catalytic Activity
The kaolin group is represented by layered phyllosilicate minerals with the chemical composition Al2Si2O5(OH)4. The layers of these clay minerals consist of corner-sharing tetrahedra and edge-sharing octahedra. Tetrahedra are formed by silicon atoms, and octahedrons are constructed from aluminum atoms. The way the layers are stacked and the nature of the material between the layers distinguishes the individual minerals (kaolinite, dickite, halloysite, and nacrite, sometimes also serpentine subgroup) in the group [12]. Rocks rich in kaolinite are thus called kaolin.
Kaolin-based catalysts are the most commonly mentioned among the articles on clay catalysts for the conversion of plastics into liquid fuels due to the abundant availability of natural kaolin. All results from work on kaolin clay catalysts are presented in Table 1. The symbol + is used when a mixture of polymers is described in the publication.
In the work of Liu et al., natural kaolinite-containing clay had no acidic sites and did not show any effect on the degradation temperature of HDPE [13]. However, it produced liquid oil with a yield of 16 wt%, a number of gaseous products much smaller than that of thermal degradation with a yield of 3.4 wt%, and a number of alkanes larger than that of olefins. The authors concluded that a clay catalyst was favorable for the enhancement of the intermolecular hydrogen transfer reaction and inhibition of the β-scission reaction of radicals compared to thermal degradation, which was related to the hydrogen bonds from the layer structure and large mesopores.
It appears that the best result for the high-density polyethylene degradation was obtained by Kumar and Singh using the response surface methodology (RSM) [14]. RSM allowed a reduction in the number of costly experiments by selecting the right experimental conditions. It can be considered a promising method for the evaluation of selected experimental variables in the planning step of such experiments. The optimized values of experimental variables were 450 °C, 0.341, and 1:4 for reaction temperature, the acidity of the catalyst, and the catalyst-to-waste HDPE ratio, respectively, to produce a maximum liquid fuel yield of 78.7%.
Luo et al. studied the possibility of reusing the kaolin catalyst. They found that the yield of aromatic hydrocarbons increases with the reuse of the catalyst, which is associated with an increase in particle size [16]. The optimal size of kaolin particles was investigated in the work of Erawati et al., where it was established as 7.5 × 6.5 cm [19].
The influence of non-inert reaction conditions on products of thermocatalytic conversion was shown by Uzair et al. [23]. Alcohols and ketones were formed due to oxidative cracking of PP.
The work of Auxilio et al. proved that catalyst surface Lewis acidity was critical for hydrocarbon fraction selectivity, and higher acidity favors gasoline formation, while low to mild acidity favors diesel formation [31]. They found that mesopore volume was a crucial factor in avoiding catalyst coking because the small mesopore volume favored high overall coke formation. In addition, the authors stated that using a pellet form catalyst was advantageous over powder form to avoid large pressure drops in the reactive distillation column.
In summarizing, the highest liquid yields described in the articles concerned with kaolin catalysts for different plastics are 78.7 wt% for HDPE over nitric acid-treated kaolin [14], 99.82 wt% for LDPE on neat kaolin powder [19], 92 wt% for PP on sulfuric acid-treated kaolin [25], and 96.37 wt% for PS over pristine kaolin [29]. Quite expectably, the most efficient catalysts were obtained using acidic treatment, which led to the generation of a sufficient number of acidic sites.
4. Smectite Group Catalytic Activity
Members of the smectite group include the dioctahedral minerals (montmorillonite, beidellite, and nontronite) and the trioctahedral minerals (hectorite, saponite, and sauconite). The basic structural unit of these clay minerals is a layer consisting of two inward-pointing tetrahedral sheets with a central alumina octahedral sheet [33]. The clay consisting mostly of montmorillonite is called bentonite, but in commerce, this term can be used in a more general way to refer to any swelling clay composed mostly of minerals from the smectite group.
The bentonite- and pure montmorillonite-based catalysts are the most commonly occurred besides smectite catalysts for plastic transformation. There are a few articles devoted to the use of saponite and beidellite. All results from the work on smectite clay catalysts are presented in Table 2.
Pillared bentonite clays were selective to cracking HGO/HDPE in light hydrocarbons (C10–C23) and produced a light linear hydrocarbon content 63% higher than that produced with zeolite [35].
The work of Elordi et al. draws attention to the result obtained by the authors that pristine bentonite does not demonstrate catalytic activity at 500 °C in a conical spouted bed reactor in the continuous regime (1 g min–1 of HDPE is fed) [34]. However, agglomeration of 50 wt% bentonites with spent fluid catalytic cracking catalyst (FCC) allows the thermal cracking of the initial macromolecules in the mesopores of the clay until they reach the spent FCC particles.
Gobin and Manos noted that even if clays were less active than zeolites, they could fully degrade the polymer [47]. In this work, the authors used montmorillonite (Zenith-N), saponite (with a small number of impurities, mainly sepiolite), and their pillared derivatives. They showed enhanced liquid formation and lower coke formation. Regenerated pillared clays offered practically the same performance as fresh samples, but their original performance deteriorated after the removal of the formed coke.
Summing up, the highest liquid yields described in the articles for smectite catalysts for different plastics are 100 wt% for HDPE over bentonite (50 wt%)/spent fluid catalytic cracking catalyst (FCC) [34], about 70 wt% for MDPE over acid-restructured montmorillonite catalyst [45], 87.6 wt% for LDPE over pelletized bentonite [8], 92.76 wt% for PP over Ni/acid-washed bentonite clay [40], and 88.78 wt% for PS on acid-treated bentonite-based catalyst [39]. The full conversion of the HDPE in the case of using the FCC was achieved according to step-by-step reactions where on the first step, the thermal cracking of the initial macromolecules occurred in the mesopores of the bentonite until they reached the spent FCC catalyst particles.
5. Other Clay Minerals’ Catalytic Activity
The variety of clay minerals is not limited to the above-mentioned two groups. Only a few examples of studying the catalytic activity of other clay minerals (sepiolite, vermiculite, talc, and pyrophyllite) in relation to plastics were found (Table 3).
Interestingly, in the case of talc, its catalytic activity was revealed by chance [57]. Talc is often a filler in polypropylene that increases its stiffness. The product yields and compositions from pure PP and PP with fillers showed a significant difference, indicating a higher degree of degradation for PP with fillers, most likely resulting from the fillers acting as a catalyst. It produced a much higher gas yield (76.3%) and a negligible wax yield.
Khan and Hussain also reported the catalytic activity of talk (French chalk, as mentioned in the work) [18]. They indicated that the products of the pyrolysis of the French chalk catalyzed reactions contain no wax and give a greater proportion of the oil as well as gaseous products.
The results obtained for sepiolite show that, despite the low “nominal” catalytic activity of this clay, it has enough catalytic properties to decrease the temperature of decomposition of PE and PP [55]. However, the steric effects related to the substituents of PS and EVA cancel this catalytic behavior. Experiments performed in an oxidizing atmosphere showed that there was no noticeable decrease in the temperature that may be related to the presence of the clay.
The Co/Verm and Ni/Verm catalysts in the work of Chen et al. had higher selectivity for fractions with a carbon number greater than C13 [56]. Organic Verm and CoNi/Verm catalysts had higher selectivity for fractions with a carbon number less than C13. Due to the interaction between acidity and texture properties, the modified catalyst could produce a large amount of diesel oil, a distillate from petroleum products, and H2 in natural gas products.
The acid-treated pyrophyllite catalyst also showed good catalytic performance for the degradation of PS [32]. Compared to thermal degradation, catalysts showed much higher selectivity for ethylbenzene and much lower production of C16–C21 (8.45%).
6. Catalytic Activity of Mixed Natural Clays
Some works were focused on uncharacterized mixed clays from different fields (Table 4).
For example, Filip et al. investigated the thermal degradation processes at 420 °C of a plastic waste mixture (PS + PET + PVC) in the absence and presence of two types of natural Romanian clay catalysts [65]. The GC-MS results showed that the liquid fractions contained mainly monoaromatic compounds. The highest amounts of styrene come from thermal degradation of PS, which was the major component in the plastic mixture. The Vadu Crişului clay catalyst has been found as the most efficient catalyst for the thermal degradation of a plastic mixture.
In summarizing, the highest liquid yields were obtained for LDPE on Fuller’s earth catalyst (91 wt%) [18]; PP on natural clay mineral from Indonesia impregnated with LaFeO3 nanoparticles (88.8 wt% on the 5th cycle) [60]. It should be stressed that in the latter case, the yield growth was provided by the specific efficient promoter—lanthanum ferrite. This significant distinction of the catalyst attracts attention to the perspectives of non-acidic modification of clays.
7. Conclusions and Perspectives
The results of numerous researches give evidence that the main experimental parameters for thermocatalytic conversion of plastics were the reaction temperature, the acidity of modified catalysts, and the catalyst-to-plastic ratio. By varying the parameters, one can achieve an essential increase in the yield of the liquid hydrocarbons in the process of plastic conversion.
The best clay and clay-based catalysts with the highest liquid yields among works described in this review for each of the plastic were the following: bentonite/spent FCC for HDPE; acid-restructured montmorillonite for MDPE; neat kaolin powder for LDPE; Ni/acid-washed bentonite clay for PP; neat kaolin for PS; Fe-restructured natural clay for a mixture of PE, PP, PS, PVC, and PET. It can be seen that the modification of clay catalysts (acid-washing or pillaring) in some cases helps to achieve a higher yield of the liquid fraction. However, some pure clays and clay minerals are also showing excellent catalytic activity.
The principal problem in using natural clays and clay minerals as catalysts is their heterogeneous composition, which can vary even within the same deposit. Therefore, studies on their use should begin with a thorough characterization of the samples used—their elemental composition, particle size and porosity, acidity, etc. Otherwise, the main rule of reproducibility of scientific results is violated, and works using the same clays and clay minerals can obtain drastically different results, leading to confusion.
Despite the availability of well-studied catalysts based on kaolin, bentonite, and montmorillonite, many other clay minerals remain poorly studied as prospective catalysts. For instance, the serpentine group (often combined with kaolin in the kaolin-serpentine group) is a set of common rock-forming hydrous magnesium iron phyllosilicate ((Mg,Fe)3Si2O5(OH)4) minerals commonly found in serpentinite rocks. Serpentinite has not been used directly as a catalyst but has shown very interesting results as a precursor to producing active catalysts (i.e., the intercalation of serpentine with the alkaline metals gave rise to the basic catalysts for the production of biodiesel). Thus, the serpentine group is of interest in studying its catalytic properties as fairly common but not well-studied clay minerals. Minerals of the chlorite, illite, and halloysite groups also deserve a separate investigation.
Another promising direction of future studies is clay activation and modification. Various examples of modifications thus far applied by different authors cannot be considered a comprehensive list of possible treatments. Some well-known methods of clay activation, such as UV-irradiation, mechanical treatment, and especially chemical promotion, are still of interest.
Author Contributions
Conceptualization, E.S.S. and O.E.L.; investigation, E.S.S. and L.V.F.; writing—original draft preparation, E.S.S.; writing—review and editing, O.E.L. and L.V.F.; visualization, E.S.S.; supervision, O.E.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zrimec, J.; Kokina, M.; Jonasson, S.; Zorrilla, F.; Zelezniak, A. Plastic-Degrading Potential across the Global Microbiome Correlates with Recent Pollution Trends. MBio 2021, 12, e02155-21. [Google Scholar] [CrossRef] [PubMed]
- Obalı, Z.; Sezgi, N.A.; Doğu, T. Catalytic Degradation of Polypropylene over Alumina Loaded Mesoporous Catalysts. Chem. Eng. J. 2012, 207–208, 421–425. [Google Scholar] [CrossRef]
- Obali, Z.; Sezgi, N.A.; Doğu, T. Performance of acidic MCM-like aluminosilikate catalysts in pyrolysis of polypropylene. Chem. Eng. Commun. 2008, 196, 116–130. [Google Scholar] [CrossRef]
- Furda, L.V.; Ryl’tsova, I.G.; Lebedeva, O.E. Catalytic Degradation of Polyethylene in the Presence of Synthetic Aluminosilicates. Russ. J. Appl. Chem. 2008, 81, 1630–1633. [Google Scholar] [CrossRef] [Green Version]
- Furda, L.V.; Smalchenko, D.E.; Titov, E.N.; Lebedeva, O.E. Thermocatalytic Degradation of Polypropylene in Presence of Aluminum Silicates. Izv. Vyss. Uchebnykh Zaved. Khimiya Khimicheskaya Tekhnologiya 2020, 63, 85–89. [Google Scholar] [CrossRef]
- Maity, A.; Chaudhari, S.; Titman, J.J.; Polshettiwar, V. Catalytic Nanosponges of Acidic Aluminosilicates for Plastic Degradation and CO2 to Fuel Conversion. Nat. Commun. 2020, 11, 3828. [Google Scholar] [CrossRef] [PubMed]
- Li, K.; Lei, J.; Yuan, G.; Weerachanchai, P.; Wang, J.-Y.; Zhao, J.; Yang, Y. Fe-, Ti-, Zr- and Al-Pillared Clays for Efficient Catalytic Pyrolysis of Mixed Plastics. Chem. Eng. J. 2017, 317, 800–809. [Google Scholar] [CrossRef]
- Budsaereechai, S.; Hunt, A.J.; Ngernyen, Y. Catalytic Pyrolysis of Plastic Waste for the Production of Liquid Fuels for Engines. RSC Adv. 2019, 9, 5844–5857. [Google Scholar] [CrossRef] [Green Version]
- Geng, J.; Sun, Q. Effects of High Temperature Treatment on Physical-Thermal Properties of Clay. Thermochim. Acta 2018, 666, 148–155. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, Y.; Ke, L.; Dai, L.; Wu, Q.; Cobb, K.; Zeng, Y.; Zou, R.; Liu, Y.; Ruan, R. A Review on Catalytic Pyrolysis of Plastic Wastes to High-Value Products. Energy Convers. Manag. 2022, 254, 115243. [Google Scholar] [CrossRef]
- Fadillah, G.; Fatimah, I.; Sahroni, I.; Musawwa, M.M.; Mahlia, T.M.I.; Muraza, O. Recent Progress in Low-Cost Catalysts for Pyrolysis of Plastic Waste to Fuels. Catalysts 2021, 11, 837. [Google Scholar] [CrossRef]
- Giese, R.F. Kaolin Group Minerals. In Sedimentology; Springer: Dordrecht, The Netherlands, 1978; pp. 651–655. [Google Scholar]
- Liu, M.; Zhuo, J.K.; Xiong, S.J.; Yao, Q. Catalytic Degradation of High-Density Polyethylene over a Clay Catalyst Compared with Other Catalysts. Energy Fuels 2014, 28, 6038–6045. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.K. Optimization of Process Parameters by Response Surface Methodology (RSM) for Catalytic Pyrolysis of Waste High-Density Polyethylene to Liquid Fuel. J. Environ. Chem. Eng. 2014, 2, 115–122. [Google Scholar] [CrossRef]
- Panda, A.K.; Singh, R.K. Thermo-Catalytic Degradation of Low Density Polyethylene to Liquid Fuel over Kaolin Catalyst. Int. J. Environ. Waste Manag. 2014, 13, 104. [Google Scholar] [CrossRef]
- Luo, W.; Fan, Z.; Wan, J.; Hu, Q.; Dong, H.; Zhang, X.; Zhou, Z. Study on the Reusability of Kaolin as Catalysts for Catalytic Pyrolysis of Low-Density Polyethylene. Fuel 2021, 302, 121164. [Google Scholar] [CrossRef]
- Soliman, A.; Farag, H.A.; Nassef, E.; Amer, A.; ElTaweel, Y. Pyrolysis of Low-Density Polyethylene Waste Plastics Using Mixtures of Catalysts. J. Mater. Cycles Waste Manag. 2020, 22, 1399–1406. [Google Scholar] [CrossRef]
- Khan, K.; Hussain, Z. Comparison of the Catalytic Activity of the Commercially Available Clays for the Conversion of Waste Polyethylene into Fuel Products. J. Chem. Soc. Pakistan 2011, 33, 956–959. [Google Scholar]
- Erawati, E.; Hamid; Martenda, D. Kinetic Study on the Pyrolysis of Low-Density Polyethylene (LDPE) Waste Using Kaolin as Catalyst. IOP Conf. Ser. Mater. Sci. Eng. 2020, 778, 012071. [Google Scholar] [CrossRef]
- Attique, S.; Batool, M.; Yaqub, M.; Goerke, O.; Gregory, D.H.; Shah, A.T. Highly Efficient Catalytic Pyrolysis of Polyethylene Waste to Derive Fuel Products by Novel Polyoxometalate/Kaolin Composites. Waste Manag. Res. 2020, 38, 689–695. [Google Scholar] [CrossRef]
- Attique, S.; Batool, M.; Jalees, M.I.; Shehzad, K.; Farooq, U.; Khan, Z.; Ashraf, F.; Shah, A.T. Highly Efficient Catalytic Degradation of Low-Density Polyethylene Using a Novel Tungstophosphoric Acid/Kaolin Clay Composite Catalyst. Turkish J. Chem. 2018, 42, 684–693. [Google Scholar] [CrossRef] [Green Version]
- Hakeem, I.G.; Aberuagba, F.; Musa, U. Catalytic Pyrolysis of Waste Polypropylene Using Ahoko Kaolin from Nigeria. Appl. Petrochem. Res. 2018, 8, 203–210. [Google Scholar] [CrossRef] [Green Version]
- Uzair, M.A.; Waqas, A.; Khoja, A.H.; Ahmed, N. Experimental Study of Catalytic Degradation of Polypropylene by Acid-Activated Clay and Performance of Ni as a Promoter. Energy Sources Part A Recover. Util. Environ. Eff. 2016, 38, 3618–3624. [Google Scholar] [CrossRef]
- Panda, A.K.; Singh, R. Catalytic Performances of Kaoline and Silica Alumina in the Thermal Degradation of Polypropylene. J. Fuel Chem. Technol. 2011, 39, 198–202. [Google Scholar] [CrossRef]
- Panda, A.K.; Singh, R. Conversion of Waste Polypropylene to Liquid Fuel Using Acid-Activated Kaolin. Waste Manag. Res. J. Sustain. Circ. Econ. 2014, 32, 997–1004. [Google Scholar] [CrossRef] [PubMed]
- Panda, A.K.; Singh, R. Experimental Optimization of Process for the Thermo-Catalytic Degradation of Waste Polypropylene to Liquid Fuel. Adv. Energy Eng. 2013, 1, 74–84. [Google Scholar]
- Uzair, M.A.; Waqas, A.; Afzal, A.; Ansari, S.H.; Anees ur Rehman, M. Application of Acid Treated Kaolin Clay for Conversion of Polymeric Waste Material into Pyrolysis Diesel Fuel. In Proceedings of the 2014 International Conference on Energy Systems and Policies (ICESP), Islamabad, Pakistan, 24–26 November 2014; pp. 1–4. [Google Scholar]
- Ribeiro, A.M.; Machado Júnior, H.F.; Costa, D.A. Kaolin and Commercial fcc Catalysts in the Cracking of Loads of Polypropylene under Refinary Conditions. Braz. J. Chem. Eng. 2013, 30, 825–834. [Google Scholar] [CrossRef]
- Hadi, B.; Sokoto, A.M.; Garba, M.M.; Muhammad, A.B. Effect of Neat Kaolin and Cuo/Kaolin on the Yield and Composition of Products from Pyrolysis of Polystyrene Waste. Energy Sources Part A Recover. Util. Environ. Eff. 2017, 39, 148–153. [Google Scholar] [CrossRef]
- Eze, W.U.; Madufor, I.C.; Onyeagoro, G.N.; Obasi, H.C.; Ugbaja, M.I. Study on the Effect of Kankara Zeolite-Y-Based Catalyst on the Chemical Properties of Liquid Fuel from Mixed Waste Plastics (MWPs) Pyrolysis. Polym. Bull. 2021, 78, 377–398. [Google Scholar] [CrossRef]
- Auxilio, A.R.; Choo, W.-L.; Kohli, I.; Chakravartula Srivatsa, S.; Bhattacharya, S. An Experimental Study on Thermo-Catalytic Pyrolysis of Plastic Waste Using a Continuous Pyrolyser. Waste Manag. 2017, 67, 143–154. [Google Scholar] [CrossRef]
- Cho, K.-H.; Jang, B.-S.; Kim, K.-H.; Park, D.-W. Performance of Pyrophyllite and Halloysite Clays in the Catalytic Degradation of Polystyrene. React. Kinet. Catal. Lett. 2006, 88, 43–50. [Google Scholar] [CrossRef]
- Altaner, S.P. Smectite Group. In Sedimentology; Springer: Dordrecht, The Netherlands, 1978; pp. 1120–1124. [Google Scholar]
- Elordi, G.; Olazar, M.; Castaño, P.; Artetxe, M.; Bilbao, J. Polyethylene Cracking on a Spent FCC Catalyst in a Conical Spouted Bed. Ind. Eng. Chem. Res. 2012, 51, 14008–14017. [Google Scholar] [CrossRef]
- Faillace, J.G.; de Melo, C.F.; de Souza, S.P.L.; da Costa Marques, M.R. Production of Light Hydrocarbons from Pyrolysis of Heavy Gas Oil and High Density Polyethylene Using Pillared Clays as Catalysts. J. Anal. Appl. Pyrolysis 2017, 126, 70–76. [Google Scholar] [CrossRef]
- Hussain, Z.; Khan, K.; Jan, M.; Shah, J. Conversion of Low Density Polyethylene into Fuel Products Using Gachi Clay as Catalyst. J. Chem. Soc. Pakistan 2010, 32, 240–244. [Google Scholar]
- Qureshi, M.; Nisar, S.; Shah, R.; Salman, H. Studies of Liquid Fuel Formation from Plastic Waste by Catalytic Cracking over Modified Natural Clay and Nickel Nanoparticles. Pak. J. Sci. Ind. Res. Ser. A Phys. Sci. 2020, 63, 79–88. [Google Scholar] [CrossRef]
- hamouda, A.; Abdelrahman, A.; Zaki, A.; Mohamed, H. Studying and Evaluating Catalytic Pyrolysis of Polypropylene. Egypt. J. Chem. 2021, 64, 2593–2605. [Google Scholar] [CrossRef]
- Dewangga, P.B.; Rochmadi; Purnomo, C.W. Pyrolysis of Polystyrene Plastic Waste Using Bentonite Catalyst. IOP Conf. Ser. Earth Environ. Sci. 2019, 399, 012110. [Google Scholar] [CrossRef]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Influence of Metal-Oxide-Supported Bentonites on the Pyrolysis Behavior of Polypropylene and High-Density Polyethylene. J. Appl. Polym. Sci. 2015, 132, 41221. [Google Scholar] [CrossRef]
- Narayanan, K.S.; Anand, R.B. Experimental Investigation on Optimisation of Parameters of Thermo-Catalytic Cracking Process for H.D.P.E. & P.P. Mixed Plastic Waste with Synthesized Alumina-Silica Catalysts. Appl. Mech. Mater. 2014, 592–594, 307–311. [Google Scholar] [CrossRef]
- Sembiring, F.; Purnomo, C.W.; Purwono, S. Catalytic Pyrolysis of Waste Plastic Mixture. IOP Conf. Ser. Mater. Sci. Eng. 2018, 316, 012020. [Google Scholar] [CrossRef]
- Panda, A.K. Thermo-Catalytic Degradation of Different Plastics to Drop in Liquid Fuel Using Calcium Bentonite Catalyst. Int. J. Ind. Chem. 2018, 9, 167–176. [Google Scholar] [CrossRef] [Green Version]
- Borsella, E.; Aguado, R.; De Stefanis, A.; Olazar, M. Comparison of Catalytic Performance of an Iron-Alumina Pillared Montmorillonite and HZSM-5 Zeolite on a Spouted Bed Reactor. J. Anal. Appl. Pyrolysis 2018, 130, 320–331. [Google Scholar] [CrossRef]
- De Stefanis, A.; Cafarelli, P.; Gallese, F.; Borsella, E.; Nana, A.; Perez, G. Catalytic Pyrolysis of Polyethylene: A Comparison between Pillared and Restructured Clays. J. Anal. Appl. Pyrolysis 2013, 104, 479–484. [Google Scholar] [CrossRef]
- Olivera, M.; Musso, M.; De León, A.; Volonterio, E.; Amaya, A.; Tancredi, N.; Bussi, J. Catalytic Assessment of Solid Materials for the Pyrolytic Conversion of Low-Density Polyethylene into Fuels. Heliyon 2020, 6, e05080. [Google Scholar] [CrossRef] [PubMed]
- Gobin, K.; Manos, G. Polymer Degradation to Fuels over Microporous Catalysts as a Novel Tertiary Plastic Recycling Method. Polym. Degrad. Stab. 2004, 83, 267–279. [Google Scholar] [CrossRef]
- Manos, G.; Yusof, I.Y.; Gangas, N.H.; Papayannakos, N. Tertiary Recycling of Polyethylene to Hydrocarbon Fuel by Catalytic Cracking over Aluminum Pillared Clays. Energy Fuels 2002, 16, 485–489. [Google Scholar] [CrossRef]
- Manos, G.; Yusof, I.Y.; Papayannakos, N.; Gangas, N.H. Catalytic Cracking of Polyethylene over Clay Catalysts. Comparison with an Ultrastable Y Zeolite. Ind. Eng. Chem. Res. 2001, 40, 2220–2225. [Google Scholar] [CrossRef]
- Lal, S.; Anisia, K.S.; Jhansi, M.; Kishore, L.; Kumar, A. Development of Heterogeneous Catalyst by Ionically Bonding Macrocyclic Zr–Zr Complex to Montmorillonite Clay for Depolymerization of Polypropylene. J. Mol. Catal. A Chem. 2007, 265, 15–24. [Google Scholar] [CrossRef]
- Cho, K.-H.; Cho, D.-R.; Kim, K.-H.; Park, D.-W. Catalytic Degradation of Polystyrene Using Albite and Montmorillonite. Korean J. Chem. Eng. 2007, 24, 223–225. [Google Scholar] [CrossRef]
- Tomaszewska, K.; Kałużna-Czaplińska, J.; Jóźwiak, W. Thermal and Thermo-Catalytic Degradation of Polyolefins as a Simple and Efficient Method of Landfill Clearing. PJCT 2010, 12, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Gong, J.; Liu, J.; Jiang, Z.; Chen, X.; Wen, X.; Mijowska, E.; Tang, T. Converting Mixed Plastics into Mesoporous Hollow Carbon Spheres with Controllable Diameter. Appl. Catal. B Environ. 2014, 152–153, 289–299. [Google Scholar] [CrossRef]
- Kebritchi, A.; Nekoomansh, M.; Mohammadi, F.; Khonakdar, H.A. Effect of Microstructure of High Density Polyethylene on Catalytic Degradation: A Comparison Between Nano Clay and FCC. J. Polym. Environ. 2018, 26, 1540–1549. [Google Scholar] [CrossRef]
- Marcilla, A.; Gómez, A.; Menargues, S.; Ruiz, R. Pyrolysis of Polymers in the Presence of a Commercial Clay. Polym. Degrad. Stab. 2005, 88, 456–460. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, Y.; Sun, Z. Application of Co Ni Intercalated Vermiculite Catalyst in Pyrolysis of Plastics. J. Phys. Conf. Ser. 2021, 1885, 032030. [Google Scholar] [CrossRef]
- Zhou, N.; Dai, L.; Lv, Y.; Li, H.; Deng, W.; Guo, F.; Chen, P.; Lei, H.; Ruan, R. Catalytic Pyrolysis of Plastic Wastes in a Continuous Microwave Assisted Pyrolysis System for Fuel Production. Chem. Eng. J. 2021, 418, 129412. [Google Scholar] [CrossRef]
- Patil, L.; Varma, A.K.; Singh, G.; Mondal, P. Thermocatalytic Degradation of High Density Polyethylene into Liquid Product. J. Polym. Environ. 2018, 26, 1920–1929. [Google Scholar] [CrossRef]
- Hussain, Z.; Khan, K.; Jan, M.; Shah, J. Conversion of Low Density Polyethylene into Fuel Products Using Indian Fuller’s Earth as Catalyst. J. Chem. Soc. Pak. 2010, 32, 790–793. [Google Scholar]
- Nguyen, L.T.T.; Poinern, G.E.J.; Le, H.T.; Nguyen, T.A.; Tran, C.M.; Jiang, Z. A LaFeO3 Supported Natural-Clay-Mineral Catalyst for Efficient Pyrolysis of Polypropylene Plastic Material. Asia-Pac. J. Chem. Eng. 2021, 16, e2695. [Google Scholar] [CrossRef]
- Ali, G.; Nisar, J.; Shah, A.; Farooqi, Z.H.; Iqbal, M.; Shah, M.R.; Ahmad, H.B. Production of Liquid Fuel from Polystyrene Waste: Process Optimization and Characterization of Pyrolyzates. Combust. Sci. Technol. 2021, 1–14. [Google Scholar] [CrossRef]
- Patil, V.; Adhikari, S.; Cross, P. Co-pyrolysis of Lignin and Plastics Using Red Clay as Catalyst in a Micro-Pyrolyzer. Bioresour. Technol. 2018, 270, 311–319. [Google Scholar] [CrossRef]
- Kyaw, K.; Hmwe, C. Effect of Various Catalysts on Fuel Oil Pyrolysis Process of Mixed Plastic Wastes. Int. J. Adv. Eng. Technol. 2015, 8, 794. [Google Scholar]
- Lei, J.; Yuan, G.; Weerachanchai, P.; Lee, S.W.; Li, K.; Wang, J.-Y.; Yang, Y. Investigation on Thermal Dechlorination and Catalytic Pyrolysis in a Continuous Process for Liquid Fuel Recovery from Mixed Plastic Wastes. J. Mater. Cycles Waste Manag. 2018, 20, 137–146. [Google Scholar] [CrossRef]
- Filip, M.; Pop, A.; Perhaiţa, I.; Trusca, R.; Rusu, T. The Effect of Natural Clays Catalysts on Thermal Degradation of a Plastic Waste Mixture. Adv. Eng. Forum 2013, 8–9, 103–114. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Acidic sites of clays.


{kind=link}
Table 1.
Publications on the conversion of different plastics over clay minerals from kaolin group catalysts.
Table 1.
Publications on the conversion of different plastics over clay minerals from kaolin group catalysts.
| Catalyst | Plastic | Temperature, °C | Highest Liquid Yield, wt% | Specific Results | Reference |
|---|---|---|---|---|---|
| Kaolinite-containing natural clay | HDPE | 478 | 16 | Catalyst produced more alkanes than olefins in both gaseous and liquid oil products. | [13] |
| Kaolin and its modifications With CH3COOH, HCl, H3PO4, HNO3, and NaOH | HDPE | 450 | 78.7 | The liquid fuel consisted of petroleum products range hydrocarbons (C10–C25). | [14] |
| Kaolin | LDPE | 450 | 79.5 | The oil consists of paraffins and olefins with a predominance of C10–C16 components. | [15] |
| Kaolin | LDPE | 600 | about 75 | The first addition of kaolin gives aliphatic compounds and C6–C20 aromatics (90–95%). | [16] |
| 75% kaolinite with 25% bentonite | LDPE | 580 | 74.45 | High yield of paraffins (70.62%). The percentage of aromatics was 5.27%. | [17] |
| China clay (kaolinite) | LDPE | 300 | 84 | Components with a boiling point of 125–180°C were identified as alkanes, alkenes, and aromatics. | [18] |
| Kaolin | LDPE | 450 | 99.82 | The highest percentage component is heptane. | [19] |
| Al-substituted Keggin tungstoborate/kaolin composite | LDPE | 295 | 84 | During the catalytic cracking 70 mol.% of gasoline range hydrocarbons were produced. | [20] |
| tungstophosphoric acid/kaolin composite | LDPE | 335 | 81 | A high content of benzene-like hydrocarbons (C11–C14). | [21] |
| Ahoko kaolin | PP | 450 | 79.85 | Liquid products with properties comparable to conventional fuels (gasoline and diesel). | [22] |
| Hydrochloric acid/kaolin composite | PP | 470 | 71.9 | The condensable hydrocarbons contain dominantly alkanes and alkenes in the range C6–C12. | [23] |
| Commercial-grade kaolin clay | PP | 450 | 89.5 | Contains olefins, aliphatic, and aromatic hydrocarbons in the oil comparable with liquid fossil fuels. | [24] |
| Commercial-grade kaolin clay and kaolin treated with sulfuric acid | PP | 500 | 92 (acid-treated), 87.5 (neat kaolin) | The oil from the neat kaolin—C10–C18 products, from the acid-treated kaolin—mainly C9–C13. | [25] |
| Kaolin | PP | 500 | 87.5 | Fuel properties are identical to the different petroleum fuels. | [26] |
| Neat kaolin and kaolin treated with hydrochloric acid | PP | 400–500 | 71.9 | The highest yield of liquid hydrocarbons was achieved with kaolin clay treated with 3M HCl. | [27] |
| Kaolin | PP/vaseline (4.0 wt%) | 520 | 52.5 | The gasoline—32.77%, diesel—13.59%, residue—6.14% | [28] |
| CuO/kaolin and neat kaolin | PS | 450 | 96.37 (neat kaolin), 92.48 (CuO/kaolin) | The oil contained aromatic hydrocarbons, but from CuO/kaolin—85% C10H8 and ~13% C8H8. | [29] |
| Zeolite-Y + metakaolin + aluminum hydroxide + sodium silicate all synthesized from kaolin | HDPE + LDPE + PP + PS + PET | 350 | 46.7 | Catalyzed fuel samples consist of 93% gasoline and 7% diesel fraction. | [30] |
| Kaolin | Virgin HDPE, HDPE waste and mixed plastic waste | 425 | 79 | The catalyst was the most selective in producing diesel, which yielded 63%. | [31] |
| Halloysite treated with hydrochloric acid | PS | 450 | 90.2 | Aromatic compounds of more than 99%. The main product is styrene (58.82%). | [32] |
Table 2.
Publications on the conversion of different plastics over clay minerals from smectite group catalysts.
Table 2.
Publications on the conversion of different plastics over clay minerals from smectite group catalysts.
| Catalyst | Plastic | Temperature, °C | Highest Liquid Yield, wt% | Specific Results | Reference |
|---|---|---|---|---|---|
| Bentonite (50 wt%)/spent fluid catalytic cracking catalyst (FCC) | HDPE | 500 | 100 | High yields of gasoline C5–C11 (50 wt%) The yield of C12–C20 hydrocarbons—8–10 wt%. | [34] |
| Pillared bentonite (PILC) intercalated with Fe or Al | HDPE and heavy gas oil (HGO) | 500 | >80 | The oil from the Fe-PILC-Fe-300 catalyst was more similar to the standard diesel. | [35] |
| Bentonite (Gachi clay) | LDPE | 300 | 77 | Olefin and paraffin hydrocarbons. | [36] |
| South Asian clay classified as bentonite andmontmorillonite impregnated with nickel NPs | LDPE and post-consumer polybags | 350 | 79.23 (LDPE), 76.01 (poly-bags) | The final products are in the range of gasoline, kerosene, and diesel. | [37] |
| Bentonite thin layer loaded with MnO2 nanoparticles (NPs) | PP | 750 | Parameters were designed to get off the liquid | The complete decomposition of plastics with the formation of gases (methane and hydrogen) and coke. | [38] |
| Bentonite treated with 0.5M hydrochloric acid | PS | 400 | 88.78 | The obtained liquid contains styrene. Toluene and benzene were the major components. | [39] |
| Acid-washed bentonite clay (AWBC), Zn/AWBC, Ni/AWBC, Co/AWBC, Fe/AWBC, Mn/AWBC | PP, HDPE | 300 for PP and 350 for HDPE | AWBC (PP 68.77, HDPE 70.19), Ni/AWBC (PP 92.76, HDPE 62.07), Co/AWBC (PP 82.8, HDPE 69.31), Fe/AWBC (PP 82.78, HDPE 71.34), Mn/AWBC (PP 80.4, HDPE 81.07), Zn/AWBC (PP 82.50, HDPE 91) | Co/AWBC/PP (mainly olefins and naphthenes) and Zn/AWBC/HDPE (mainly paraffins and olefins) were the most effective. | [40] |
| H2SO4-activated bentonite (synthesized) | PP + HDPE | 328 | 79 | The hydrocarbon oil. | [41] |
| A mixture of nature bentonite and zeolite (70:30) | PP, PET | 400 | 78.42 (PP), 72.38 (PP + PET) | The number of C3–C10 compounds increased. | [42] |
| Pelletized bentonite | PS, PP, LDPE, HDPE | 500 | 88.5 (PS), 90.5 (PP), 87.6 (LDPE), 88.9 (HDPE) | PS—95% aromatic hydrocarbons; PP, LDPE, and HDPE—aliphatic hydrocarbons; LDPE, and HDPE—diesel fuel (96% similarity); PS—gasohol 91. | [8] |
| Calcium bentonite | PP, LDPE, HDPE, PP + LDPE + HDPE | 500 | 88.5 (PP), 82 (LDPE), 82.5 (HDPE) 81 (PP + LDPE + HDPE) | The oil contained only a mixture of hydrocarbons and has matching fuel properties as that of fossil fuel. Mixed plastics—C10-C28. | [43] |
| Pillared bentonite (Al-PILC, Fe-PILC, Ti-PILC, Zr-PILC) | HDPE + PS + PP + PET | 300–500 | 68.2 (Al-PILC), 79.3 (Fe-PILC), 62.8 (Ti-PILC), 62.1 (Zr-PILC) | 80.5% diesel fraction was observed in presence of Fe-PILC. | [7] |
| Fe/Al pillared montmorillonite mixed with an acid Commercial bentonite as a binder | HDPE | 600 | About 40 | The catalyst gave high yields of waxes, particularly rich in diesel hydrocarbon range (C11–C21). | [44] |
| commercial acid-restructured montmorillonite and Al- and Fe/Al-pillared derivative | MDPE | 300 | About 70 | The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. Clay catalysts produce liquid hydrocarbons in the gasoline and diesel range. | [45] |
| Al2O3-pillared montmorillonite (calcium rich) | LDPE | 430 | 70.2 | Hydrocarbons from C5 to C13. | [46] |
| Montmorillonite (Zenith-N) and a pillared derivative | LDPE | 427 | 68 (montmorillonite), 75 (pillared derivative) | Clays showed enhanced liquid formation due to their mild acidity. | [47] |
| Al-pillared montmorillonite (Al-PILC), and regenerated samples | LDPE | 360 | 72 (Al-PILC), 68 (regenerated sample) | These products were in the boiling point range of motor engine fuels. | [48] |
| Montmorillonite (Zenith-N) and a pillared derivative | LDPE | 360 | 75 (montmorillonite), 76 (pillared derivative) | These products were in the boiling point range of gasoline. | [49] |
| Ionically bonding macrocyclic Zr-Zr complex to montmorillonite | PP | 300–400 | - | A low molecular weight waxy product with paraffin wax characteristics was obtained. | [50] |
| Untreated and Al-pillared montmorillonite clay | PS | 400 | 83.2 (untreated clay), 81.6 (Al-pillared clay) | Styrene was the major product, and ethylbenzene was the second most abundant one in the liquid product. | [51] |
| Four different types of montmorillonites: K5, K10, K20, K30 | LDPE, PP, and the municipal waste plastics | begins at 250 for mK5 (LDPE), 210–435 for mK20 (PP) | Data not presented | The catalytic degradation products contain a relatively narrow distribution of light hydrocarbons. | [52] |
| Organically modified montmorillonite/Co3O4 | PP + HDPE + PS | 700 | 59.6 | The catalyst promoted the degradation of mixed plastics into light hydrocarbons and aromatics. | [53] |
| cloisite 15 A as a natural montmorillonite modified with a quaternary ammonium salt | Industrial grade of HDPE, which was a copolymer with 1-hexene (1.5 wt%) as comonomer | 473.7 | Data not presented | It was found that the nano clay reduces the temperature at a maximum degradation rate. | [54] |
| Commercial acid-restructured saponite and Al- and Fe/Al-pillared derivatives | MDPE | 300 | About 70 | The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. Clay catalysts produce liquid hydrocarbons in the gasoline and diesel range. | [45] |
| Saponite, with a small number of impurities, mainly sepiolite and a pillared derivative | LDPE | 427 | 83 (saponite), 82 (coked pillared derivative) | Clays showed enhanced liquid formation due to their mild acidity. | [47] |
| Al-pillared saponite and regenerated samples | LDPE | 360 | 72 (pillared saponite), 67 (regenerated sample) | These products were in the boiling point range of motor engine fuels. | [48] |
| Saponite and a pillared derivative | LDPE | 360 | 68 (saponite), 72 (pillared derivative) | These products were in the boiling point range of gasoline. | [49] |
| Commercial acid-restructured beidellite and Al- and Fe/Al-pillared derivatives | MDPE | 300 | About 70 | The clay-based catalysts gave higher yields of liquid products in the C15–C20 range. The catalysts produce liquid hydrocarbons in the gasoline and diesel range. | [45] |
Table 3.
Publications on the conversion of different plastics over sepiolite, talc, pyrophyllite, and vermiculite catalysts.
Table 3.
Publications on the conversion of different plastics over sepiolite, talc, pyrophyllite, and vermiculite catalysts.
| Catalyst | Plastic | Temperature, °C | Highest Liquid Yield, wt% | Specific Results | Reference |
|---|---|---|---|---|---|
| Commercial sepiolite | PE, PP, PS, EVA | 432.65 (PE), 401.65 (PP), 449.75 (PS), 459.85 (EVA) | Data not presented | Clay reduces the decomposition temperatures of PE and PP. However, steric effects associated with the PS and EVA substituents nullify this catalytic behavior. | [55] |
| Tetraethyl silicate modified vermiculite, Co, and Ni intercalated vermiculite | PP + PE | 300-480 | 80.6 (organic vermiculite), 73.2 (Co/verm), 70.7 (Ni/verm), 73.9 (Co/Ni/verm) | The obtained liquid is mainly composed of C9–C12 and C13–C20. | [56] |
| Talc (French chalk) | LDPE | 300 | 91 | Components with a boiling point of 125–180°C were identified as alkanes, alkenes, and aromatics. | [18] |
| Talc (plastic filler) | PP | 620 | About 23 | The liquid product contained a higher aromatic content (57.9%) and a lower n-alkene content (5.8%). | [57] |
| Pyrophyllite treated with hydrochloric acid | PS | 450 | 88.3 | The catalysts showed selectivity to aromatics over 99%. Styrene (63.40%) is the major product, and ethylbenzene is the second-most abundant one (6.93%). | [32] |
Table 4.
Publications on the conversion of different plastics over clays from different fields.
| Catalyst | Plastic | Temperature, °C | Highest Liquid Yield, wt% | Specific Results | Reference |
|---|---|---|---|---|---|
| Acid-activated fire clay (Pradeep Enterprises, Ajmeri Gate, Delhi) | HDPE | 450 | 41.4 | The identified compounds were mainly paraffins and olefins with a carbon number range of C6–C18. | [58] |
| Indian Fuller’s earth (Multan clay) | LDPE | 300 | 58.33 | The obtained liquid contained olefin, paraffin, and aromatic hydrocarbons. Light naphtha—15%, heavy naphtha—35%, middle distillate—60%. | [59] |
| Fuller’s earth | LDPE | 300 | 91 | Components with a boiling point of 125-180°C were identified as alkanes, alkenes, and aromatics. | [18] |
| Natural clay mineral (Indonesia) with LaFeO3 NPs | PP | 460–480 | 88.8 (5th cycle) | The liquid fraction: alkanes (44.70%), alkenes (34.84%), cyclo-alkanes (9.87%), cyclo-alkenes (3.07), branched-chain alkanes (2.42%), branched-chain alkenes (0.88%). | [60] |
| natural clay with kaolinite, hematite, smectite, quartz | PS | 410 | 86.68 | Fuel properties of the liquid fraction obtained showed a good resemblance with gasoline and diesel oil. | [61] |
| Red clay (Auburn, Alabama, USA) | PS and LDPE (co-pyrolysis with a lignin) | 500, 600, 700, 800 | data not presented | The carbon yield of a lignin-derived compound, guaiacol, increased during co-pyrolysis of lignin with LDPE, and PS with red clay as a catalyst. | [62] |
| Shwedaung clay, Mabisan clay | HDPE + LDPE + PS + PP + PET | 210-380 | 65.81 (Shwedaung clay), 67.06 (Mabisan clay) | Fuel can be used internal combustion engine after distillation. Char can be used as solid fuel. | [63] |
| Fe-restructured clay (Fe-RC) | PE + PP + PS + PVC + PET | 450 | 83.73 | High selectivity for the C9–C12 and C13–C19 oil fractions, which are the major constituents of kerosene and diesel fuel. | [64] |
| Romanian natural clays: Vadu Crişului clay and Lugoj clay | PS + PET + PVC | 420 | 62.18 (Vadu Crişului clay), 54.98 (Lugoj clay) | The liquid products contained monoaromatic compounds such as styrene, toluene, ethylbenzene, or alpha-methylstyrene. | [65] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Seliverstov, E.S.; Furda, L.V.; Lebedeva, O.E. Thermocatalytic Conversion of Plastics into Liquid Fuels over Clays. Polymers 2022, 14, 2115. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102115
AMA Style
Seliverstov ES, Furda LV, Lebedeva OE. Thermocatalytic Conversion of Plastics into Liquid Fuels over Clays. Polymers. 2022; 14(10):2115. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102115
Chicago/Turabian StyleSeliverstov, Evgeniy S., Lyubov V. Furda, and Olga E. Lebedeva. 2022. "Thermocatalytic Conversion of Plastics into Liquid Fuels over Clays" Polymers 14, no. 10: 2115. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14102115
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.