On Aluminum Honeycomb Impact Attenuator Designs for Formula Student Competitions

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
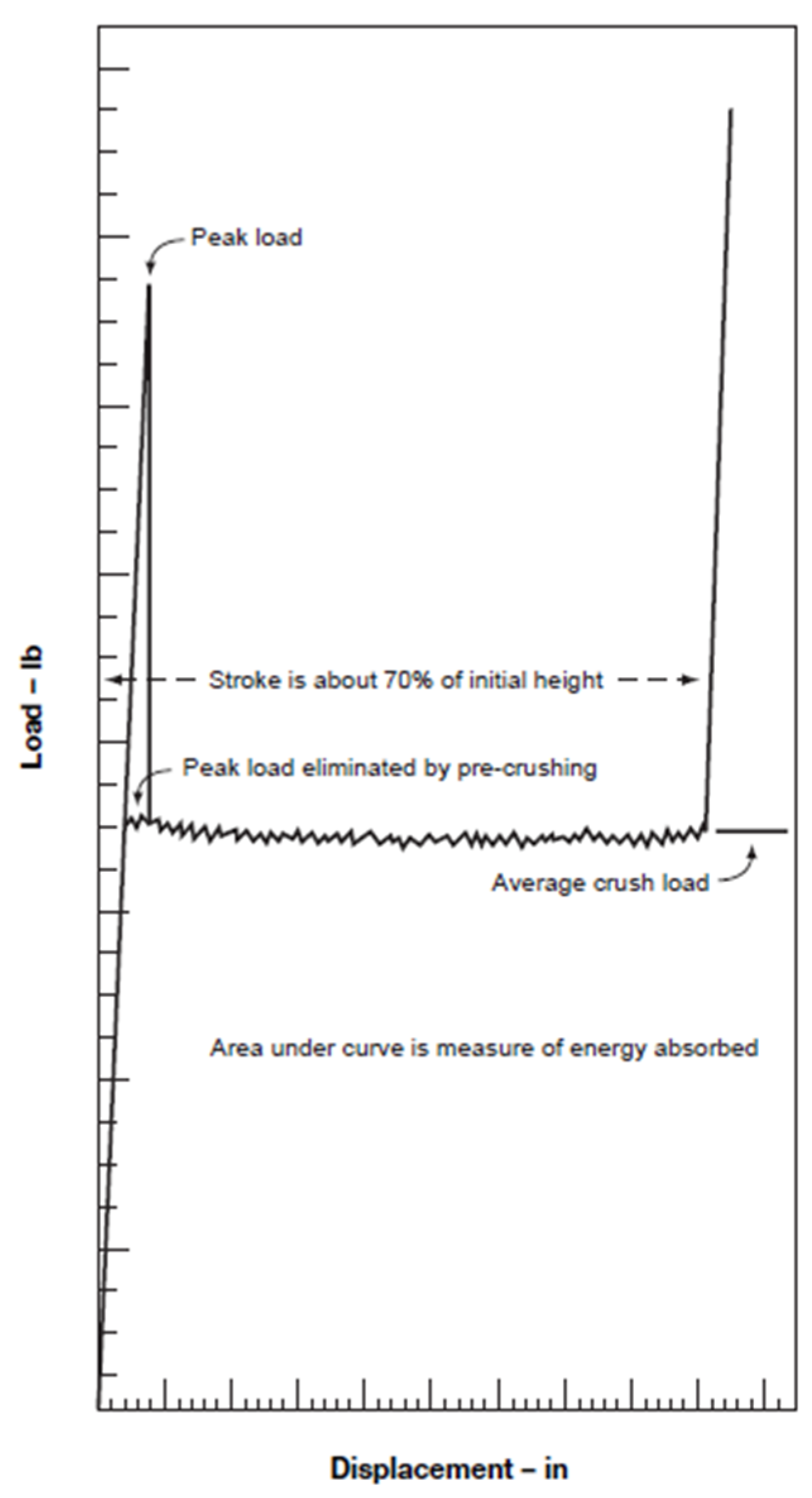
- We propose an alternative way to process the honeycomb block instead of pre-crushing for energy-absorbing purposes and conducted numerical simulations to verify the concept.
- From the simulation results, we are able to describe the insights of the crushing process which can be useful for future development.
2. Materials and Methods
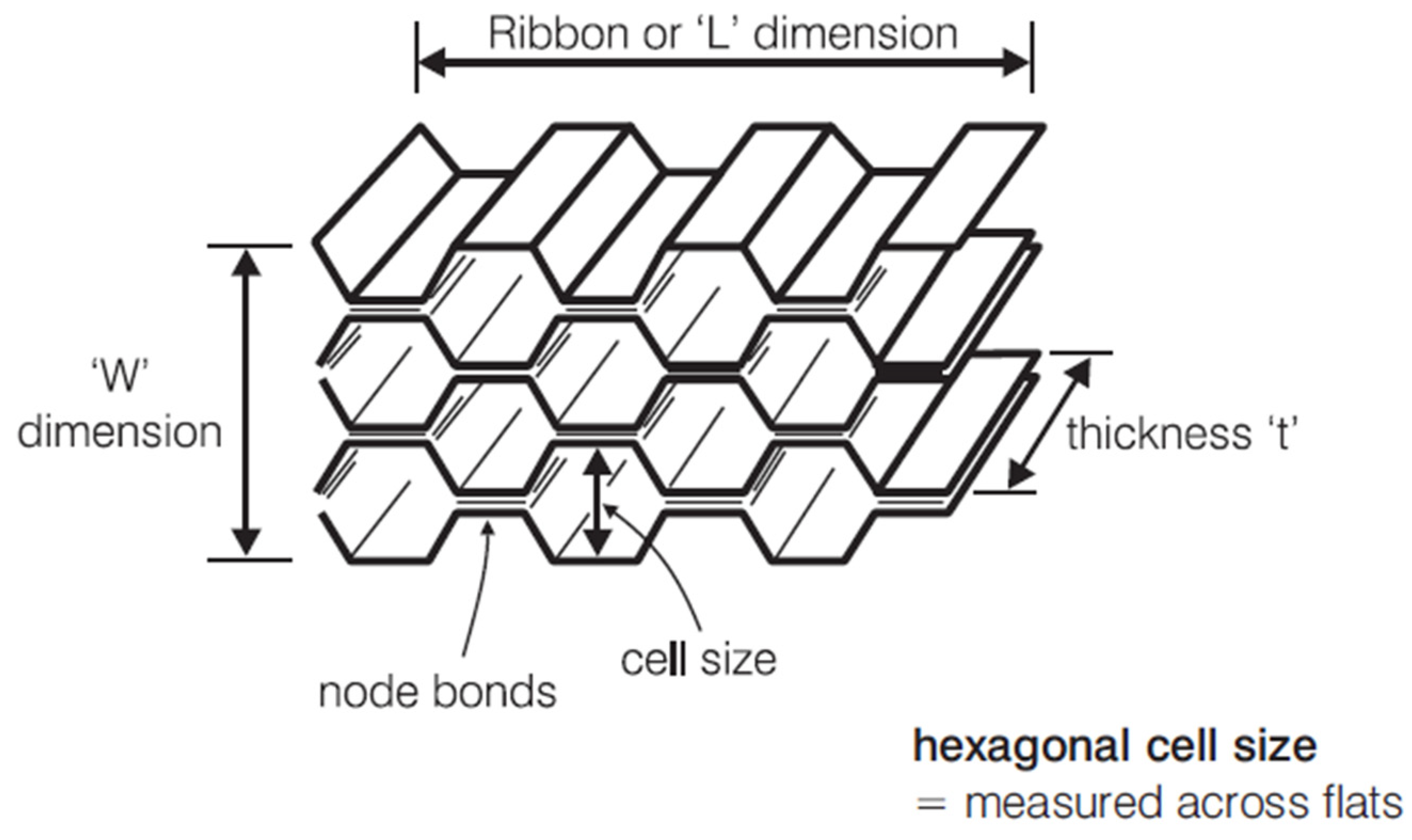
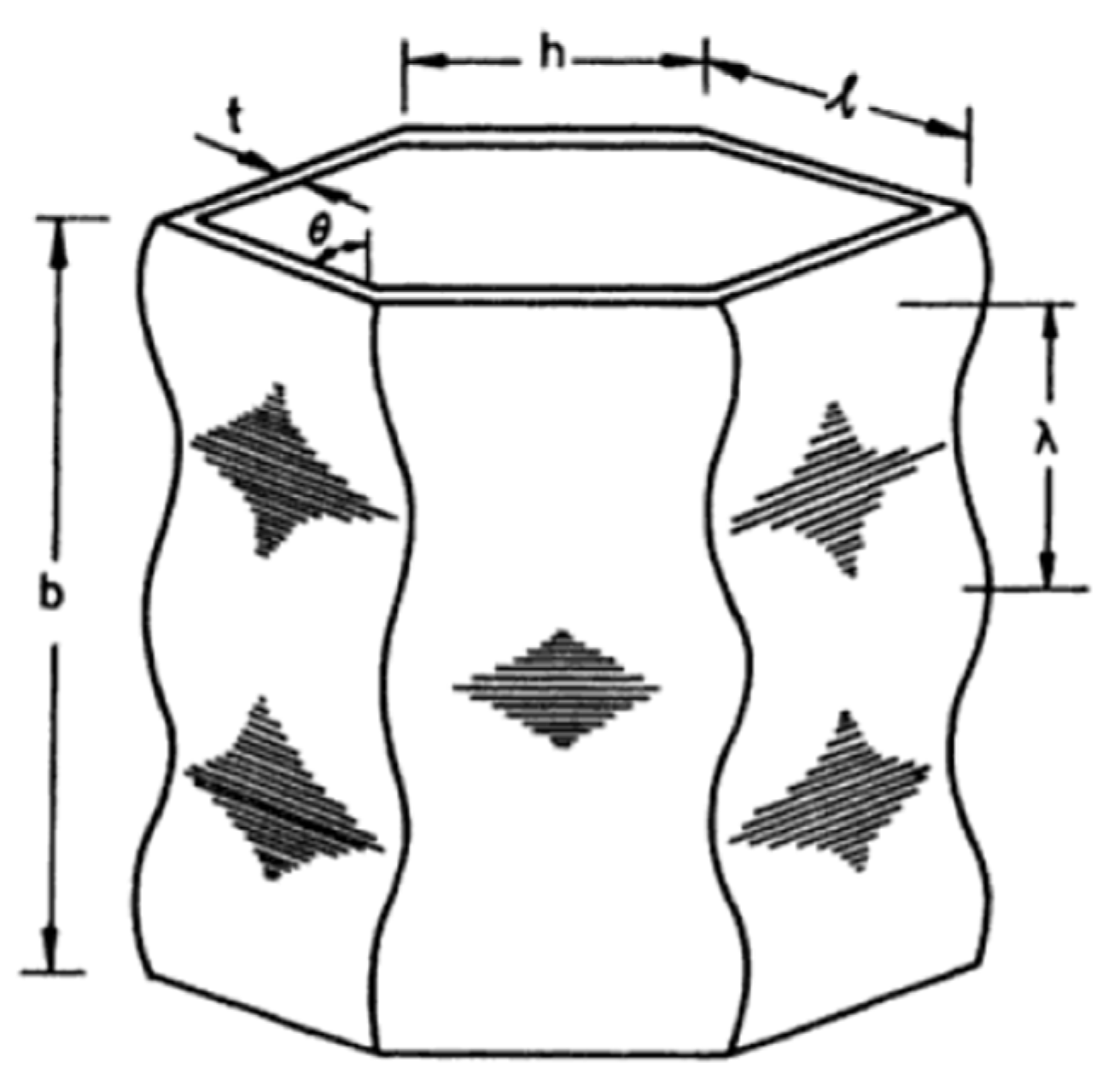
2.1. Terminologies
2.2. Properties
2.2.1. Crushing Behavior
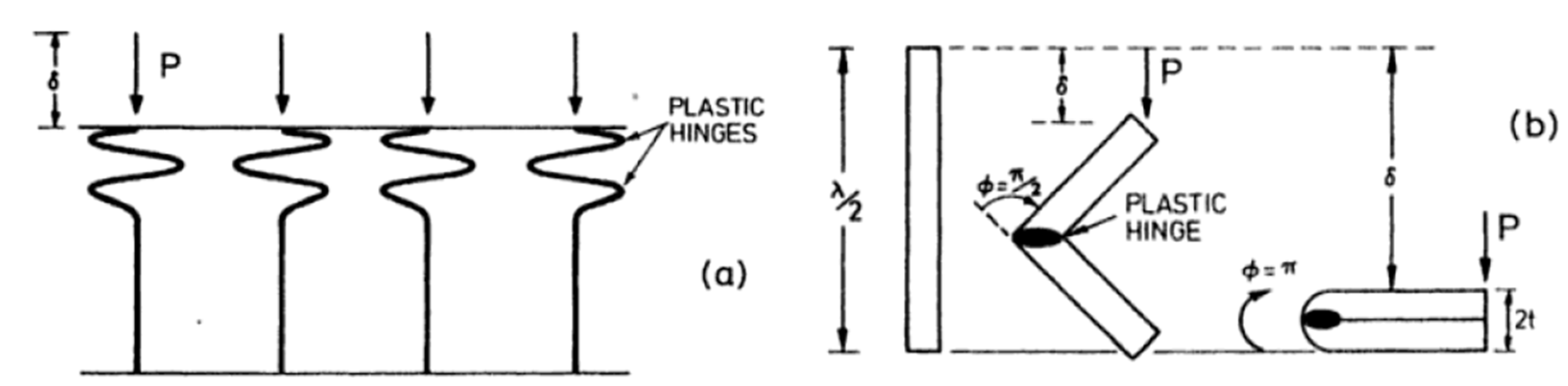
2.2.2. Collapse Mechanism
2.3. Analytical Estimation of Impact Values
- Kinetic energy:
- Approximation of impact time:
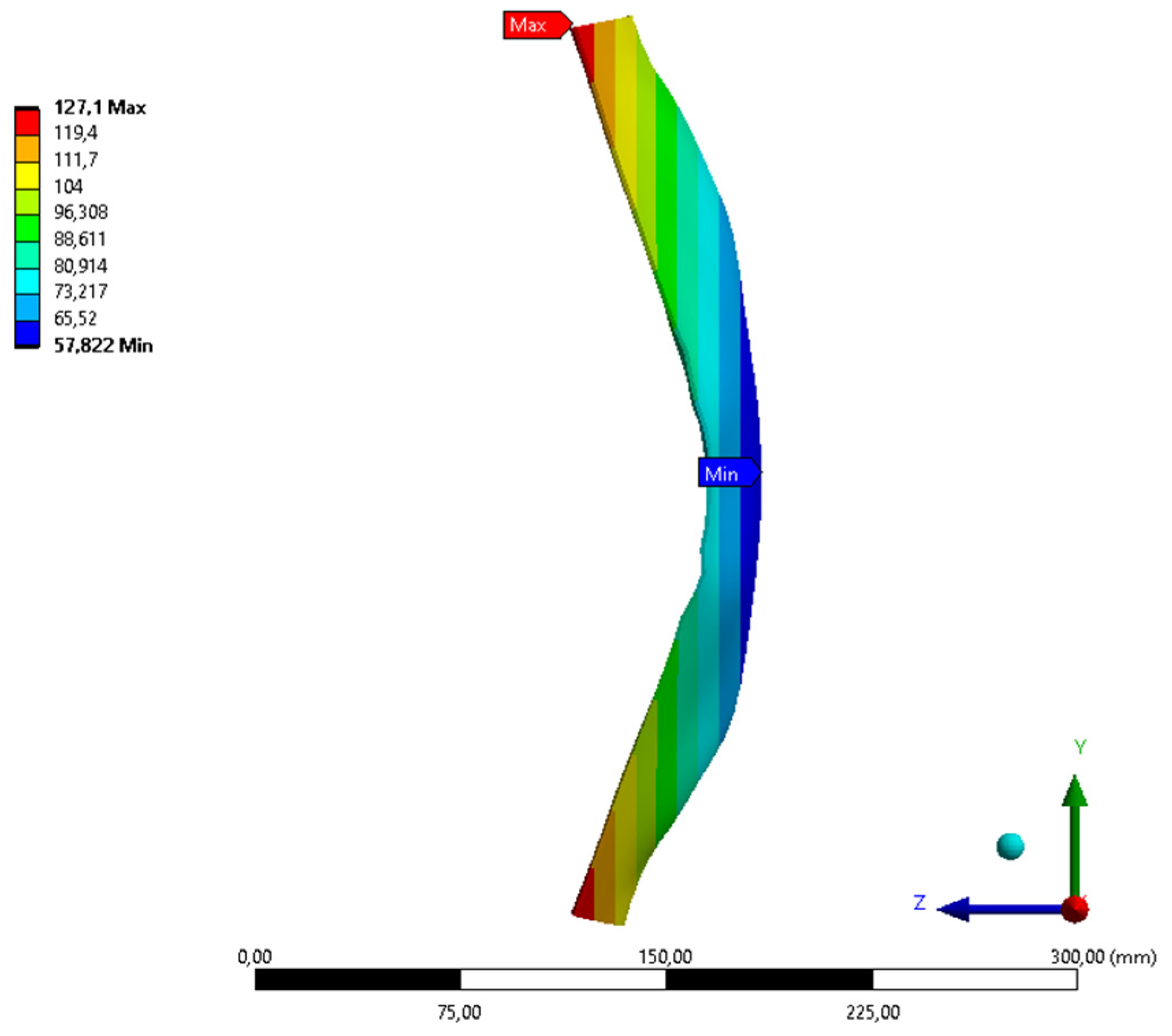
- Deflection of AIP is measured in ANSYS.
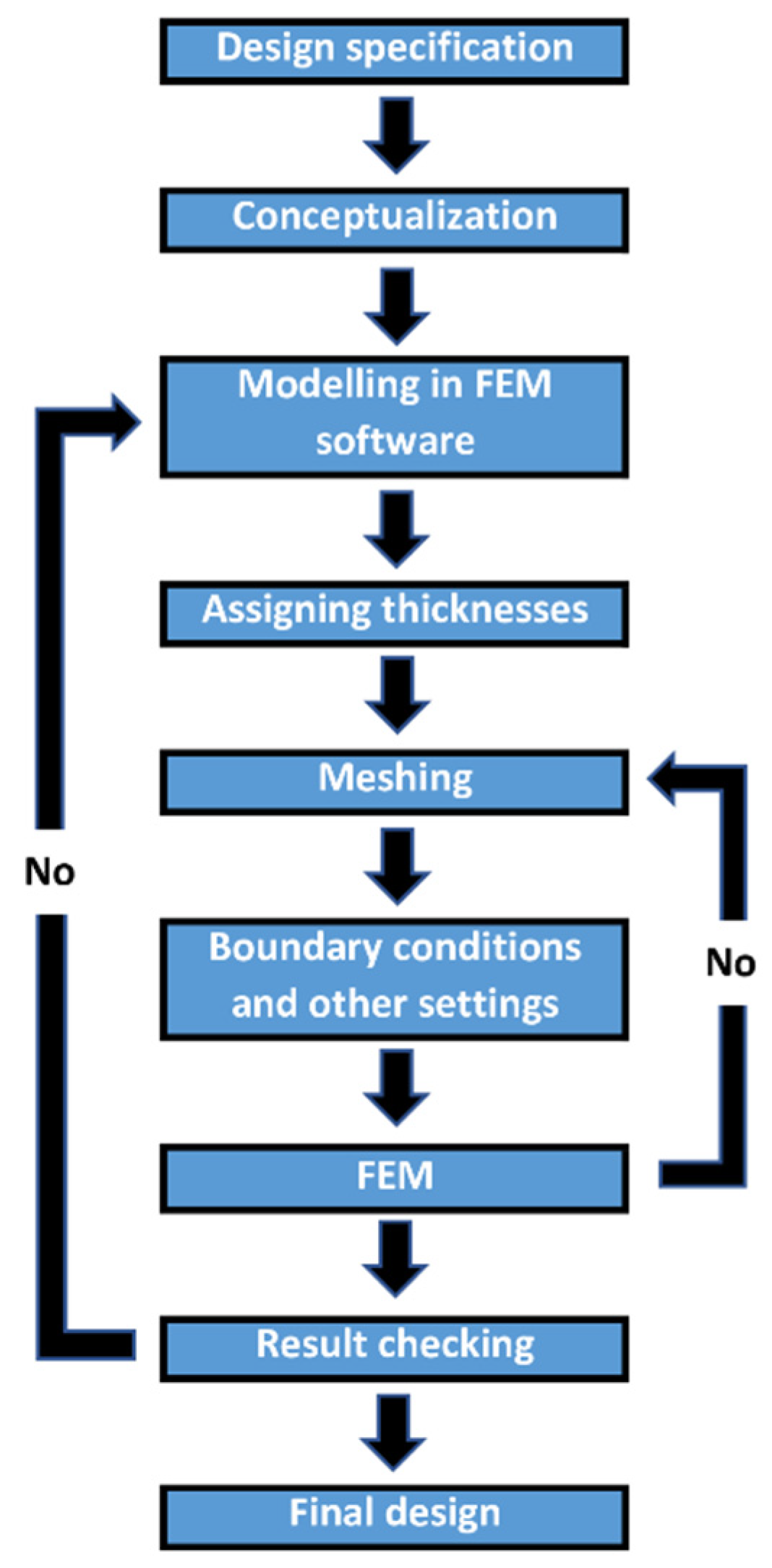
2.4. Numerical Solution of Impact Behavior
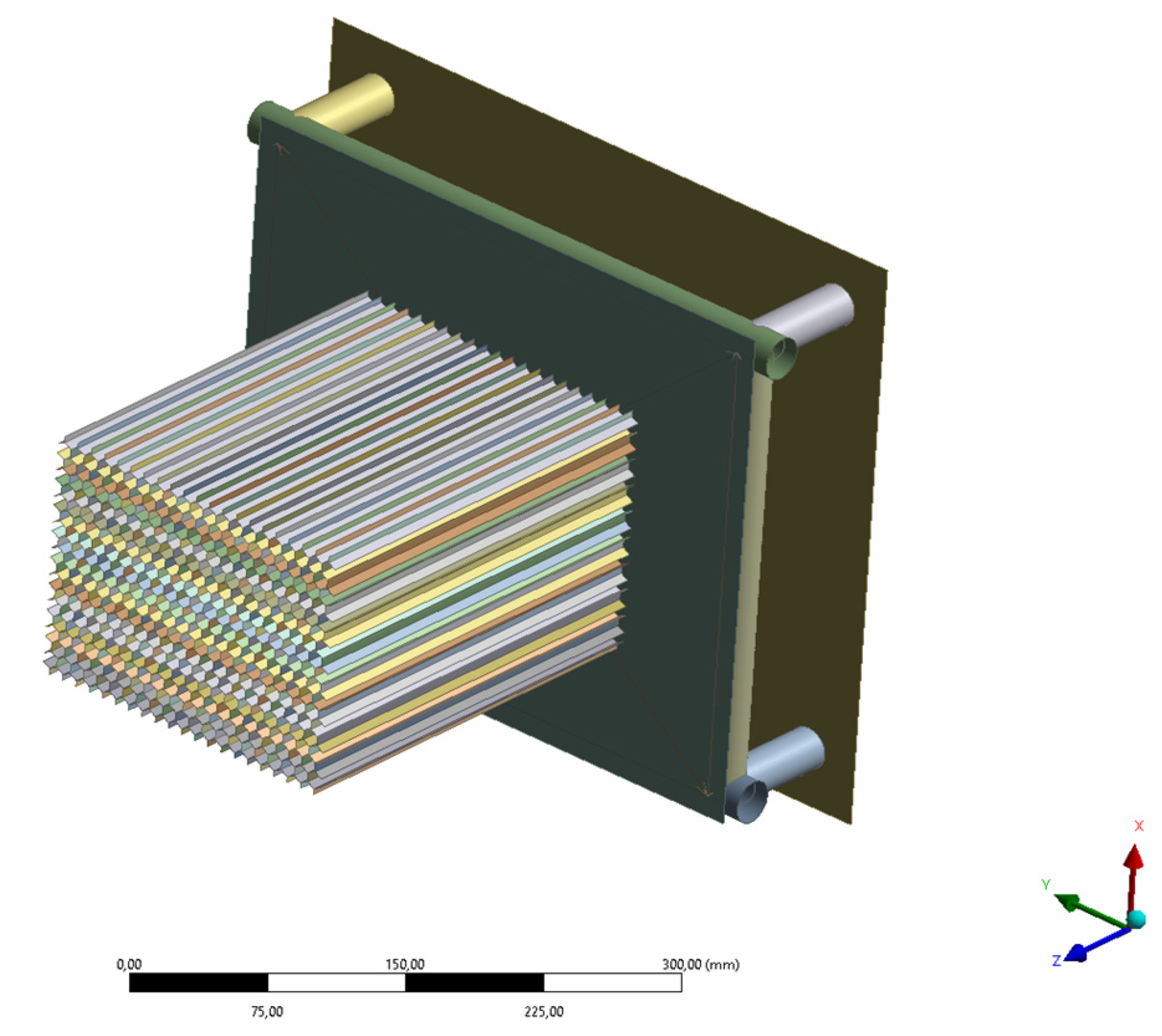
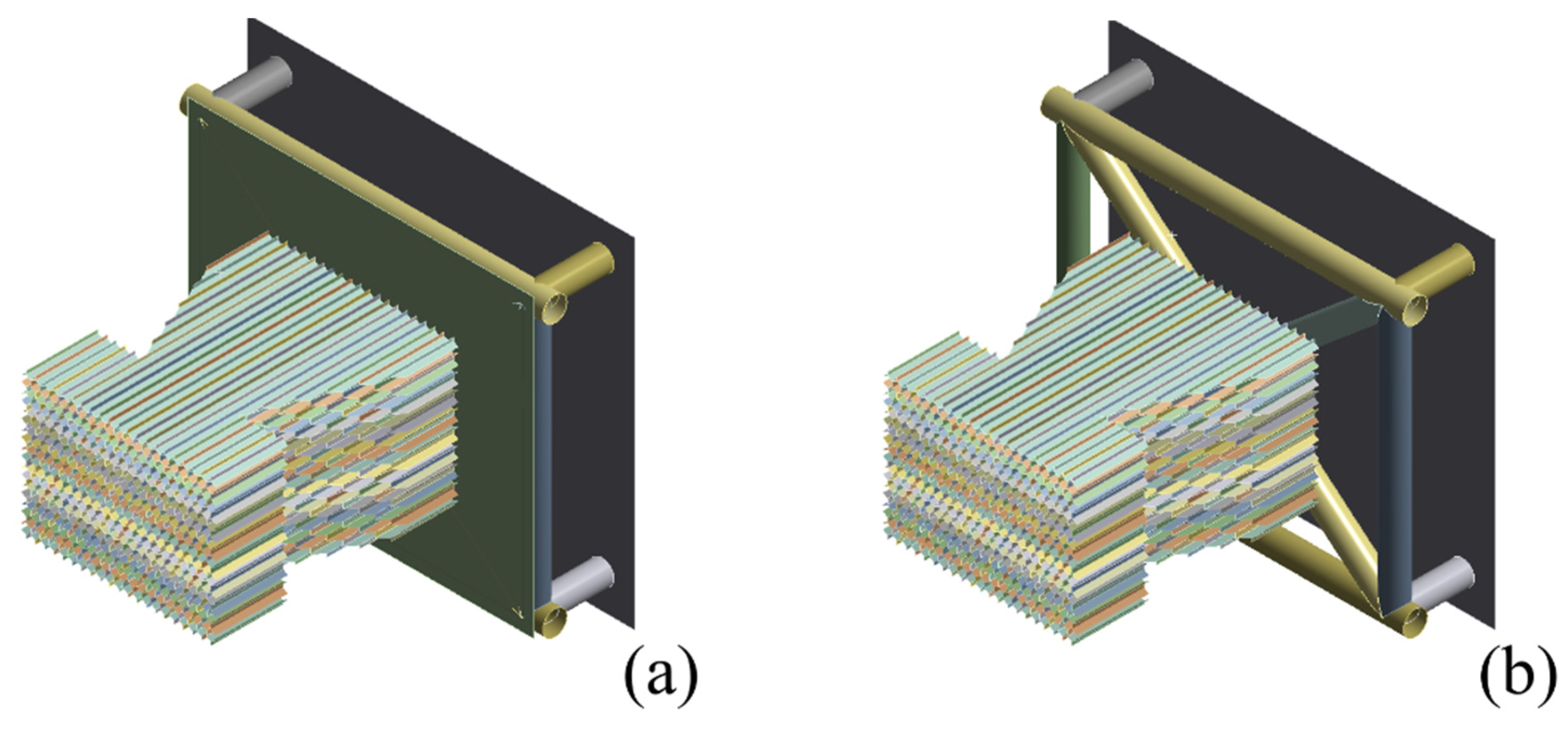
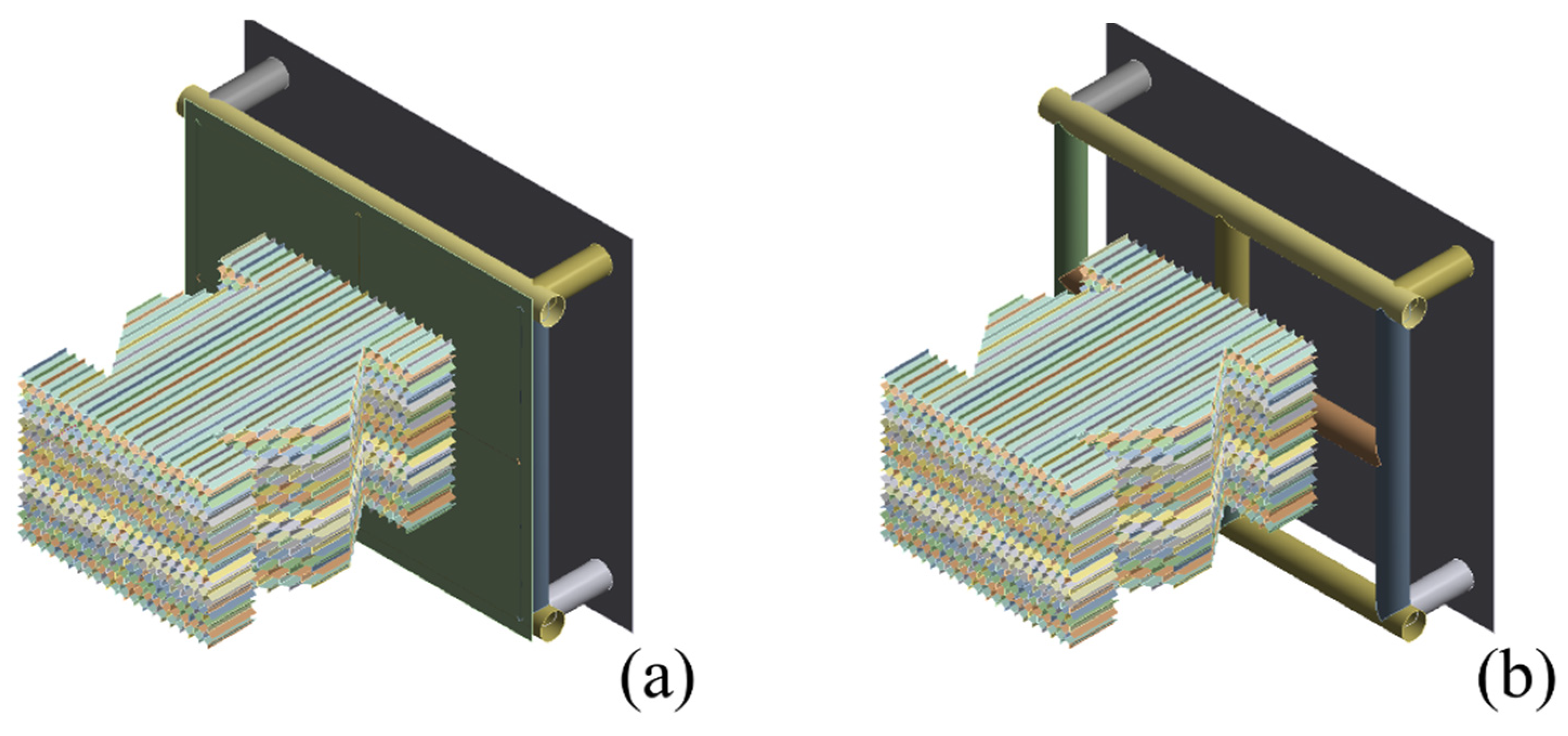
2.4.1. Designs for Simulations
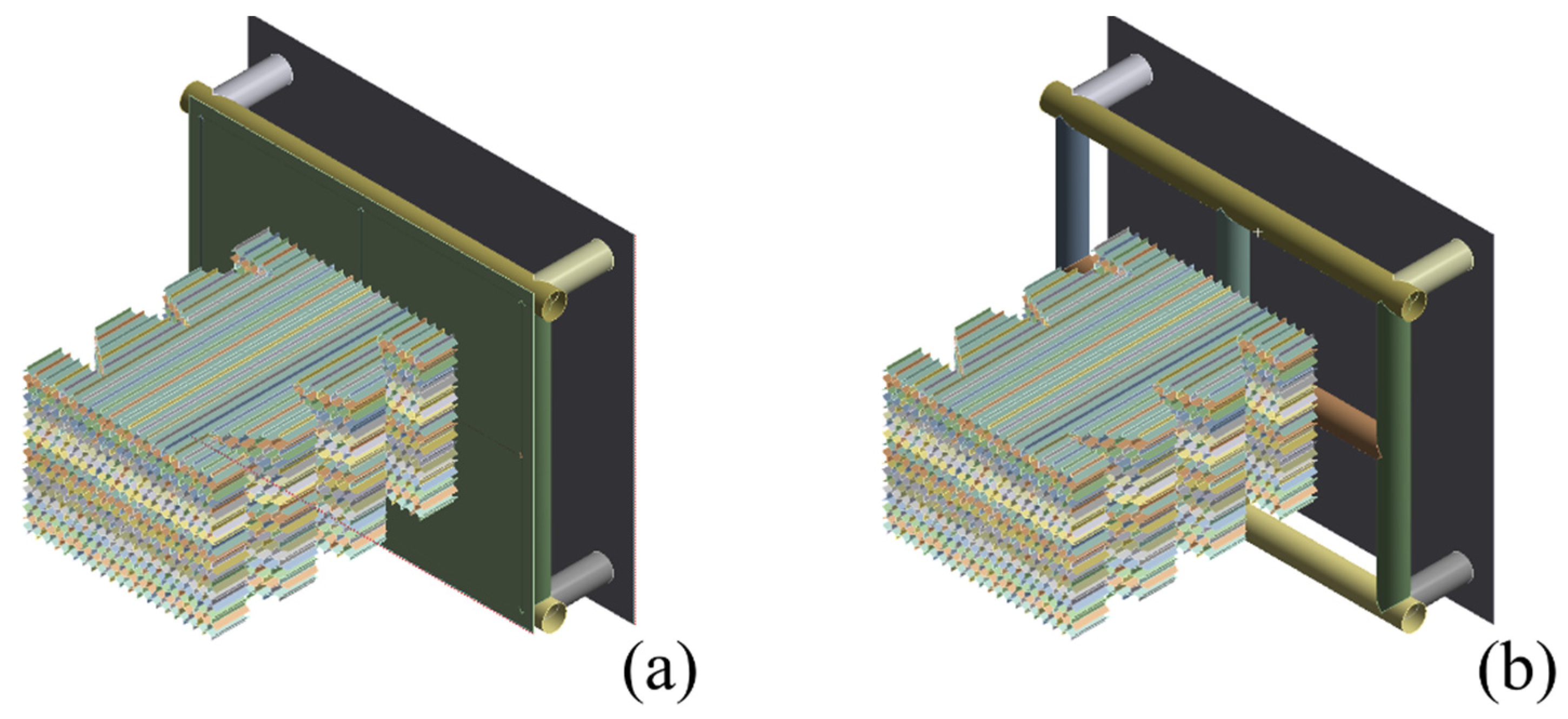
- Wall: Hidden in Figure 7, which is a rigid plane, normal to the Oz axis, 1 mm away from the rear most surface of the IA.
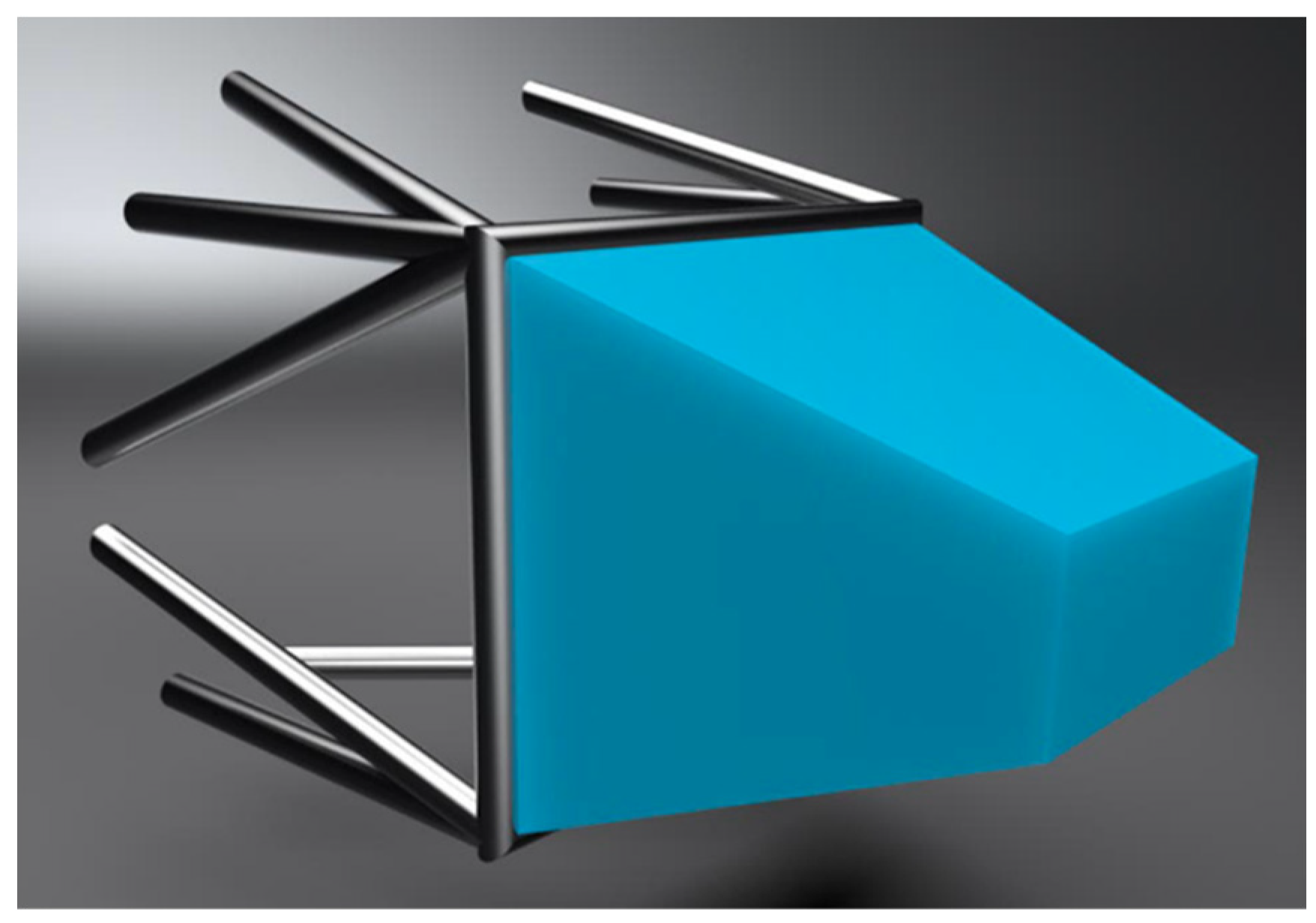
- IA: An aluminum honeycomb block dimensioning 200 mm × 150 mm × 250 mm (profile A or B), which is further modified for different variations.
- AIP: Rectangular steel plate dimensioning 357 mm × 305 mm × 1.5 mm.
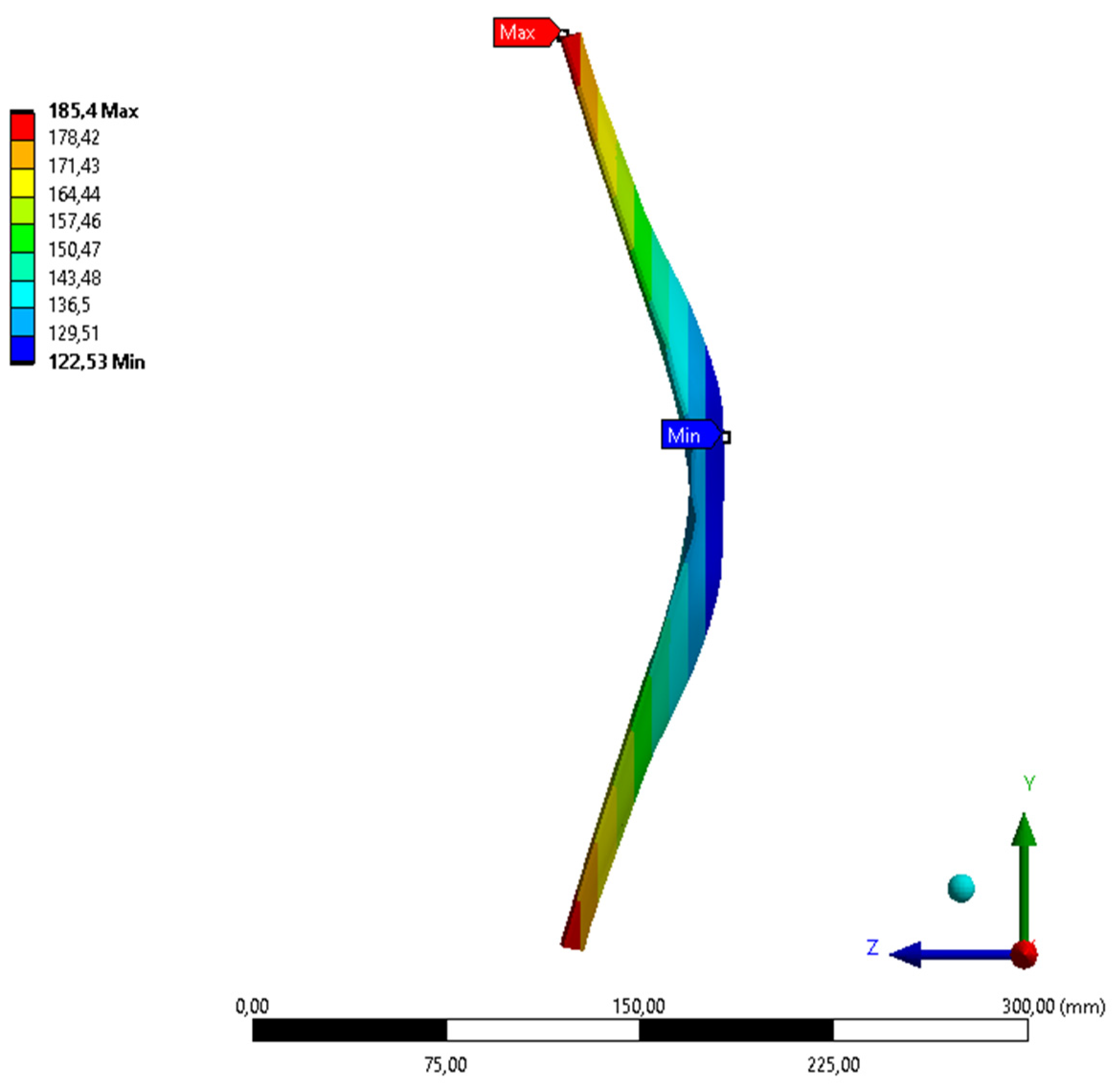
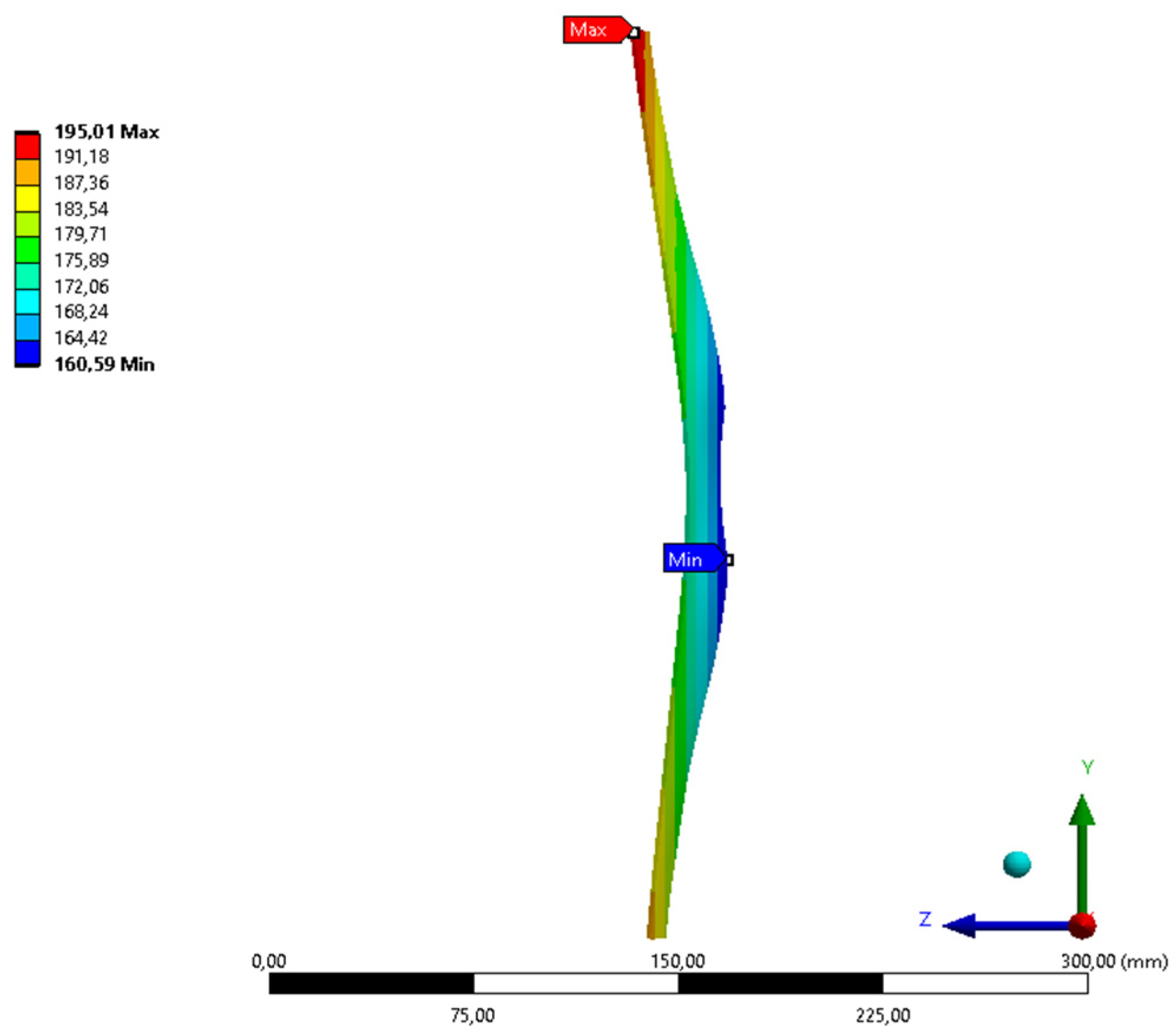
- FB and other tubes: Four round steel tubes forming a rectangle of 307 mm × 255 mm (center-line distances); one X-bracing or one + -bracing; four extra tubes for mounting the FB on the Vehicle plane. All tubes are round 25 mm, thickness of 2 or 4 mm.
- Vehicle: A rigid plane with an artificial mass of 300 kg.
2.4.2. Constraints
2.4.3. Materials
2.4.4. Others
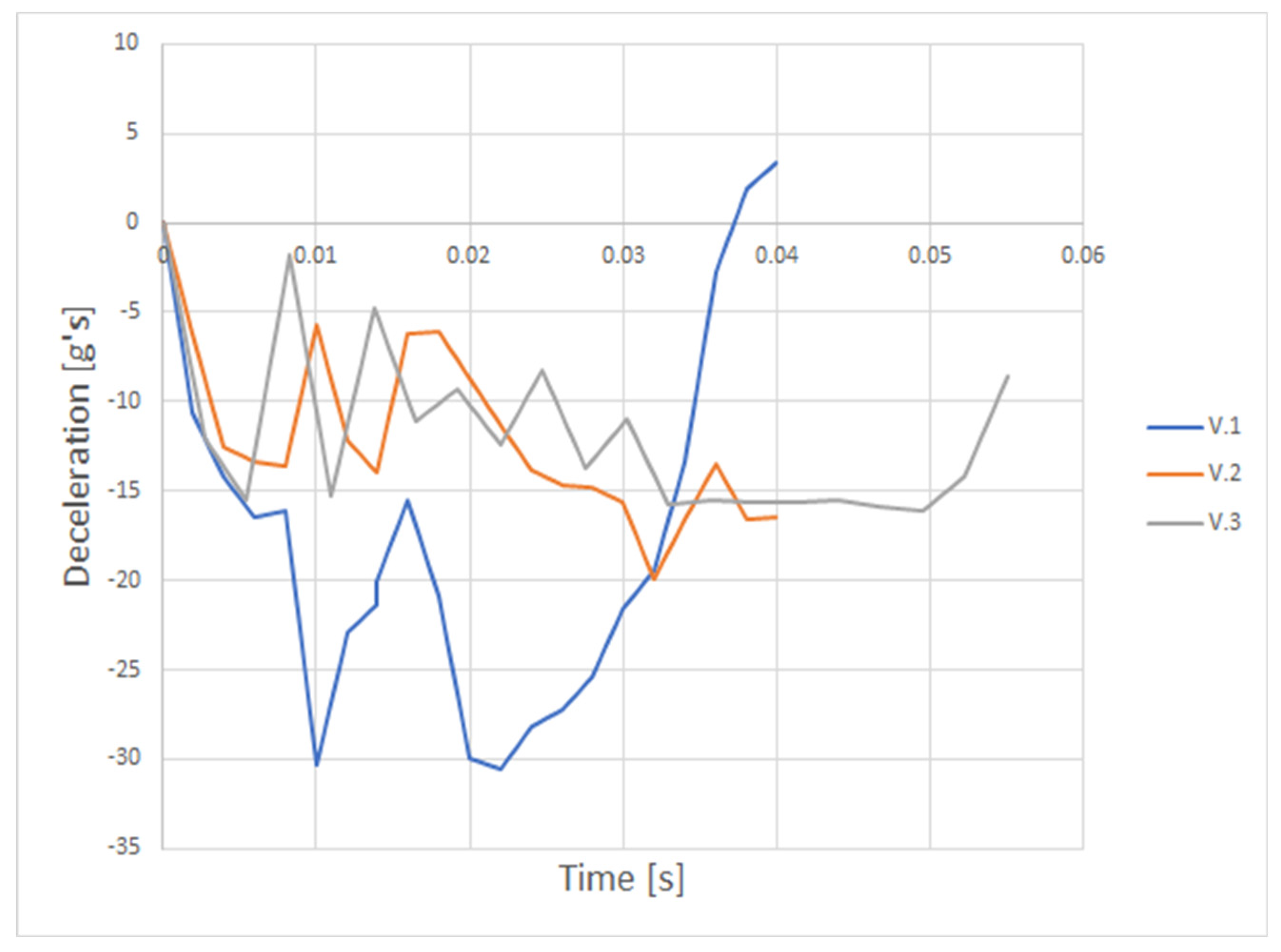
3. Results and Discussions
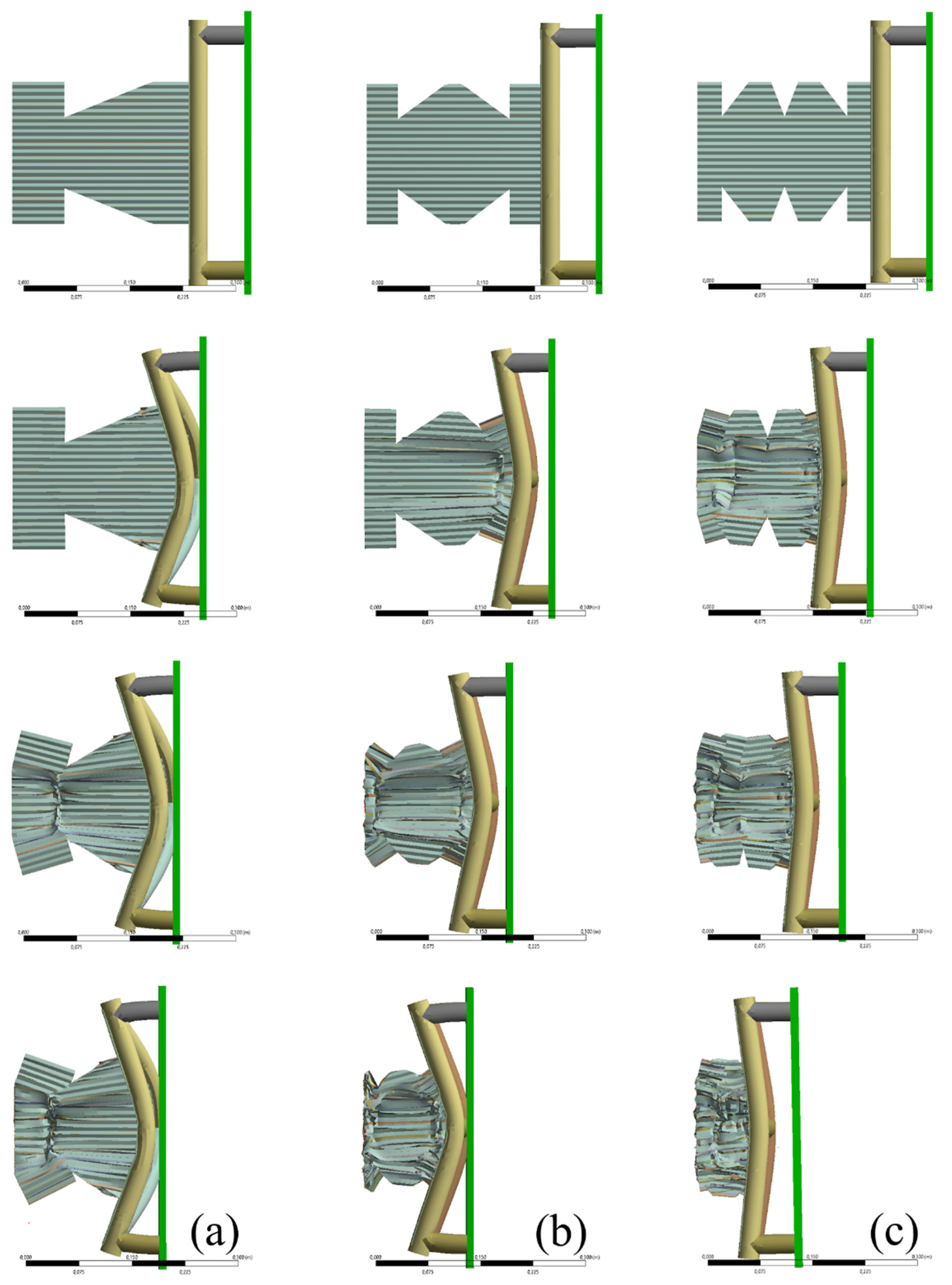
3.1. Version 1 (V.1)
3.2. Version 2 (V.2)
3.3. Version 3 (V.3)
3.4. Comparison Studies
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Institution of Mechanical Engineers. Available online: https://www.imeche.org/events/formula-student/about-formula-student (accessed on 19 August 2020).
- Mesicek, J.; Pagac, M.; Petru, J.; Novak, P.; Hajnys, J.; Kutiova, K. Topological optimization of the formula student bell crank. MM Sci. J. 2019, 2019, 2964–2968. [Google Scholar] [CrossRef]
- Kutiová, K.; Měsíček, J.; Krzikalla, D. Experimental examination of adhesive bonded carbon Fibre tube to aluminum alloy AW 7075. Mater. Sci. Forum 2020, 994, 125–132. [Google Scholar] [CrossRef]
- Mesicek, J.; Richtar, M.; Petru, J.; Pagac, M.; Kutiova, K. Complex view to racing car upright design and manufacturing. Manuf. Technol. 2018, 18, 449–456. [Google Scholar] [CrossRef]
- Hunar, M.; Jancar, L.; Krzikalla, D.; Kaprinay, D.; Srnicek, D. Comprehensive view on racing car upright design and manufacturing. Symmetry 2020, 12, 1020. [Google Scholar] [CrossRef]
- Formula Student Rules. 2020. Available online: https://www.formulastudent.de/fileadmin/user_upload/all/2020/rules/FS-Rules_2020_V1.0.pdf (accessed on 19 August 2020).
- Albak, E.I.; Solmaz, E.; Kaya, N.; Öztürk, F. Lightweight foam impact attenuator design for formula Sae car. Turk. J. Eng. 2018, 2, 17–21. [Google Scholar] [CrossRef] [Green Version]
- Alexander Bilewski. Available online: https://alexbilewski.myportfolio.com/polsl-racing-2016-impact-attenuator (accessed on 19 August 2020).
- Farley, G.L. Energy absorption of composite materials. J. Compos. Mater. 1983, 17, 267–279. [Google Scholar] [CrossRef]
- Muhammad, A. Energy Absorption Behaviour of Filament Wound Glass and Carbon Epoxies Composite Tubes. Master’s Thesis, Kano University of Science & Technology, Wudil, Nigeria, 2014; pp. 30–37. [Google Scholar] [CrossRef]
- Boria, S.; Obradovic, J.; Belingardi, G. On design optimization of a composite impact attenuator under dynamic axial crushing. FME Trans. 2017, 45, 435–440. [Google Scholar] [CrossRef]
- Boria, S.; Pettinari, S. Mathematical design of electric vehicle impact attenuators: Metallic vs composite material. Compos. Struct. 2014, 115, 51–59. [Google Scholar] [CrossRef]
- Wang, J.; Yang, N.; Zhao, J.; Wang, D.; Wang, Y.; Li, K.; He, Z.; Wang, B. Design and experimental verification of composite impact attenuator for racing vehicles. Compos. Struct. 2016, 141, 39–49. [Google Scholar] [CrossRef]
- Belingardi, G.; Obradovic, J. Design of the impact attenuator for a formula student racing car: Numerical simulation of the impact crash test. J. Serb. Soc. Comput. Mech. 2010, 4, 52–65. [Google Scholar]
- López-Campos, J.; Baldonedo, J.; Suárez, S.; Segade, A.; Casarejos, E.; Fernández, J. Finite element validation of an energy attenuator for the design of a formula student car. Mathematics 2020, 8, 416. [Google Scholar] [CrossRef] [Green Version]
- Rooppakhun, S.; Boonporm, P.; Puangcha-Um, W. Design and analysis of impact attenuator for student formula. SAE Tech. Pap. Ser. 2015, 1. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.; Tuck, C.; Ashcroft, I.; Wildman, R.; Hague, R. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef] [Green Version]
- Vrána, R.; Červinek, O.; Maňas, P.; Koutny, D.; Palousek, D. Dynamic loading of lattice structure made by selective laser melting-numerical model with substitution of geometrical imperfections. Materials 2018, 11, 2129. [Google Scholar] [CrossRef] [Green Version]
- Vrana, R.; Koutny, D.; Palousek, D. Impact resistance of different types of lattice structures manufactured by slm. MM Sci. J. 2016, 2016, 1579–1585. [Google Scholar] [CrossRef]
- Vrána, R.; Vaverka, O.; Červinek, O.; Pantělejev, L.; Hurník, J.; Koutný, D.; Paloušek, D. Heat treatment of the SLM processed lattice structure made of AlSi10Mg and its effect on the impact energy absorption. In Proceedings of the Euro PM2019 Congress & Exhibition, Maastricht, The Netherlands, 13–16 October 2019; pp. 1–6, ISBN 978-1-899072-51-4. [Google Scholar]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Mechanical properties of AlSi10Mg produced by selective laser melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Hasan, R.; Mines, R.A.; Shen, E.; Tsopanos, S.; Cantwell, W.; Brooks, W.; Sutcliffe, C. Comparison of the drop weight impact performance of sandwich panels with aluminium honeycomb and titanium alloy micro lattice cores. Appl. Mech. Mater. 2010, 24, 413–418. [Google Scholar] [CrossRef] [Green Version]
- Ullah, I.; Brandt, M.; Feih, S. Failure and energy absorption characteristics of advanced 3D truss core structures. Mater. Des. 2016, 92, 937–948. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A.J. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Hwang, J.-S.; Choi, T.-G.; Lee, N.; Lyu, M.-Y.; Gil Lee, D.; Yang, D.-Y. Development of a bendable pyramidal kagome structure and its structural characteristics. Compos. Struct. 2016, 142, 87–95. [Google Scholar] [CrossRef]
- Smith, M.; Guan, Z.; Cantwell, W. Finite element modelling of the compressive response of lattice structures manufactured using the selective laser melting technique. Int. J. Mech. Sci. 2013, 67, 28–41. [Google Scholar] [CrossRef]
- Gümrük, R.; Mines, R. Compressive behaviour of stainless steel micro-lattice structures. Int. J. Mech. Sci. 2013, 68, 125–139. [Google Scholar] [CrossRef]
- Yu, B.; Chien, K.; Abu Samk, K.; Hibbard, G. A mechanism for energy absorption: Sequential micro-kinking in ceramic reinforced aluminum alloy lattices during out-of-plane compression. Mater. Sci. Eng. A 2018, 716, 11–22. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Q.; Fu, J.; Li, Q.; Hui, D. Dynamic crash responses of bio-inspired aluminum honeycomb sandwich structures with CFRP panels. Compos. Part B: Eng. 2017, 121, 122–133. [Google Scholar] [CrossRef]
- Wang, J.; Shi, C.; Yang, N.; Sun, H.; Liu, Y.; Song, B. Strength, stiffness, and panel peeling strength of carbon fiber-reinforced composite sandwich structures with aluminum honeycomb cores for vehicle body. Compos. Struct. 2018, 184, 1189–1196. [Google Scholar] [CrossRef]
- Plascore CrushLite™. Available online: https://www.plascore.com/download/datasheets/energy_absorption_documentation/Plascore_CrushLite-Sheet-Metric.pdf (accessed on 19 August 2020).
- Fahland, J.; Hoff, C.; Brelin-Fornari, J. Evaluating impact attenuator performance for a formula SAE vehicle. SAE Int. J. Passeng. Cars-Mech. Syst. 2011, 4, 836–847. [Google Scholar] [CrossRef]
- Boria, S. Behaviour of an impact attenuator for formula SAE car under dynamic loading. Int. J. Veh. Struct. Syst. 2010, 2. [Google Scholar] [CrossRef]
- Vettorello, A.; Campo, G.A.; Goldoni, G.; Giacalone, M. Numerical-experimental correlation of dynamic test of a honeycomb impact attenuator for a formula SAE vehicle. Metals 2020, 10, 652. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, W.; Gao, D.; Xiao, L.; Han, L. Experimental study on dynamic compression mechanical properties of aluminum honeycomb structures. Appl. Sci. 2020, 10, 1188. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Shi, Q.; Signetti, S.; Sun, F.; Li, Z.; Zhu, F.; He, S.; Pugno, N.M. Plastic collapse of cylindrical shell-plate periodic honeycombs under uniaxial compression: Experimental and numerical analyses. Int. J. Mech. Sci. 2016, 111, 125–133. [Google Scholar] [CrossRef]
- Han, B.; Qin, K.; Yu, B.; Wang, B.; Zhang, Q.; Lu, T.J. Honeycomb–corrugation hybrid as a novel sandwich core for significantly enhanced compressive performance. Mater. Des. 2016, 93, 271–282. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, J.; Hui, D. Mechanical behaviors of inclined cell honeycomb structure subjected to compression. Compos. Part B: Eng. 2017, 110, 307–314. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, J. Mechanical performance of honeycomb filled with circular CFRP tubes. Compos. Part B Eng. 2018, 135, 232–241. [Google Scholar] [CrossRef]
- Balaji, G.; Annamalai, K. Crushing response of square aluminium column filled with carbon fibre tubes and aluminium honeycomb. Thin-Walled Struct. 2018, 132, 667–681. [Google Scholar] [CrossRef]
- Segala, D.; Cavallaro, P. Numerical investigation of energy absorption mechanisms in unidirectional composites subjected to dynamic loading events. Comput. Mater. Sci. 2014, 81, 303–312. [Google Scholar] [CrossRef]
- Segala, D.B.; Cavallaro, P.V. Energy Absorption Mechanisms in Unidirectional Composites Subjected to Dynamic Loading Events. Available online: https://apps.dtic.mil/sti/citations/ADA564440 (accessed on 19 August 2020).
- Zhang, Q.; Zhang, J.; Wu, L. Impact and energy absorption of long fiber-reinforced thermoplastic based on two-phase modeling and experiments. Int. J. Impact Eng. 2018, 122, 374–383. [Google Scholar] [CrossRef]
- Yu, B.; Deshpande, V.; Fleck, N. Perforation of aluminium alloy-CFRP bilayer plates under quasi-static and impact loading. Int. J. Impact Eng. 2018, 121, 106–118. [Google Scholar] [CrossRef] [Green Version]
- HexWebTM. Honeycomb Sandwich Design Technology. Available online: https://www.hexcel.com/user_area/content_media/raw/Honeycomb_Sandwich_Design_Technology.pdf (accessed on 19 August 2020).
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- PAMG-PA3 5052 Aluminum Honeycomb. Available online: https://www.plascore.com/download/datasheets/honeycomb_data_sheets/PLA_PAMG_PA3_5052.pdf (accessed on 19 August 2020).
- HexWebTM. Honeycomb Attributes and Properties. Available online: https://www.hexcel.com/user_area/content_media/raw/HexWebHoneycombAttributesandProperties.pdf (accessed on 19 August 2020).
- Ma Quoc, P. Design and Numerical Modeling of Impact Attenuator. Available online: http://hdl.handle.net/10084/129693 (accessed on 19 August 2020).
- Kumar, K.V.; Norfleet, W.T. Issues of Human Acceleration Tolerance after Long-Duration Space Flights. Available online: https://ntrs.nasa.gov/citations/19930020462 (accessed on 19 August 2020).
- Markopoulos, A.; Hapla, V.; Čermák, M.; Fusek, M. Massively parallel solution of elastoplasticity problems with tens of millions of unknowns using PermonCube and FLLOP packages. Appl. Math. Comput. 2015, 267, 698–710. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density | Cell size | Cell Thickness |
|---|---|---|---|
| profile A | 3.0 pcf | 3⁄8 inch | 0.002 inch |
| (0.0480 g·cm−3) | (9.525 mm) | (0.0508 mm) | |
| profile B | 5.4 pcf | 3⁄8 inch | 0.004 inch |
| (0.0865 g·cm−3) | (9.525 mm) | (0.1016 mm) |
| Al 5052 | Structural Steel (SS) | Structural Steel Artificial (SSA) | Unit | |
|---|---|---|---|---|
| Density | 2680 | 7850 | 214,000 | kg·m−3 |
| Young’s modulus | 70,300 | 200,000 | 200,000 | MPa |
| Poisson ratio | 0.33 | 0.3 | 0.3 | - |
| Yield strength | 193 | 200 | 200 | MPa |
| Tangent modulus | 1 | 1000 | 1000 | MPa |
| Component | Material | Thickness [mm] | Type | Note |
|---|---|---|---|---|
| IA | Al 5052 | 9.525 × 0.1 (profile B) or 9.525 × 0.05 (profile A) | Deformable | Cell size × Cell thickness. Bond node thickness is double. |
| AIP | SS | 1.5 | Deformable | - |
| FB + other tubes | SS | 2.0 or 4.0 | Deformable | - |
| Wall | SSA | 1.0 | Rigid | 1 mm away from IA |
| Vehicle | SSA | 10 | Rigid | - |
| Name | Peak Deceleration [g’s] | Average Deceleration [g’s] | AIP Deformation [mm] | Note |
|---|---|---|---|---|
| V.1 | 30.5 | 18.0 | 69.0 | X-bracing, 2 mm tubes, profile B |
| V.2 | 19.9 | 11.9 | 63.0 | + -bracing, 2 mm tubes, profile A |
| V.3 | 16.1 | 11.8 | 34.5 | + -bracing, 4 mm tubes, profile A |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quoc, P.M.; Krzikalla, D.; Mesicek, J.; Petru, J.; Smiraus, J.; Sliva, A.; Poruba, Z. On Aluminum Honeycomb Impact Attenuator Designs for Formula Student Competitions. Symmetry 2020, 12, 1647. https://0-doi-org.brum.beds.ac.uk/10.3390/sym12101647
Quoc PM, Krzikalla D, Mesicek J, Petru J, Smiraus J, Sliva A, Poruba Z. On Aluminum Honeycomb Impact Attenuator Designs for Formula Student Competitions. Symmetry. 2020; 12(10):1647. https://0-doi-org.brum.beds.ac.uk/10.3390/sym12101647
Chicago/Turabian StyleQuoc, Phu Ma, David Krzikalla, Jakub Mesicek, Jana Petru, Jakub Smiraus, Ales Sliva, and Zdenek Poruba. 2020. "On Aluminum Honeycomb Impact Attenuator Designs for Formula Student Competitions" Symmetry 12, no. 10: 1647. https://0-doi-org.brum.beds.ac.uk/10.3390/sym12101647