Selective Flotation of Elemental Sulfur from Pressure Acid Leaching Residue of Zinc Sulfide

Abstract
:1. Introduction
2. Experimental
2.1. Material and Reagents
2.2. Experimental Methods
2.3. Analytical Methods
3. Results and Discussion
3.1. Process Mineralogy of High-Sulfur Residue
3.1.1. Chemical Composition and Sulfur Phase Distribution
3.1.2. Particle Size Distribution
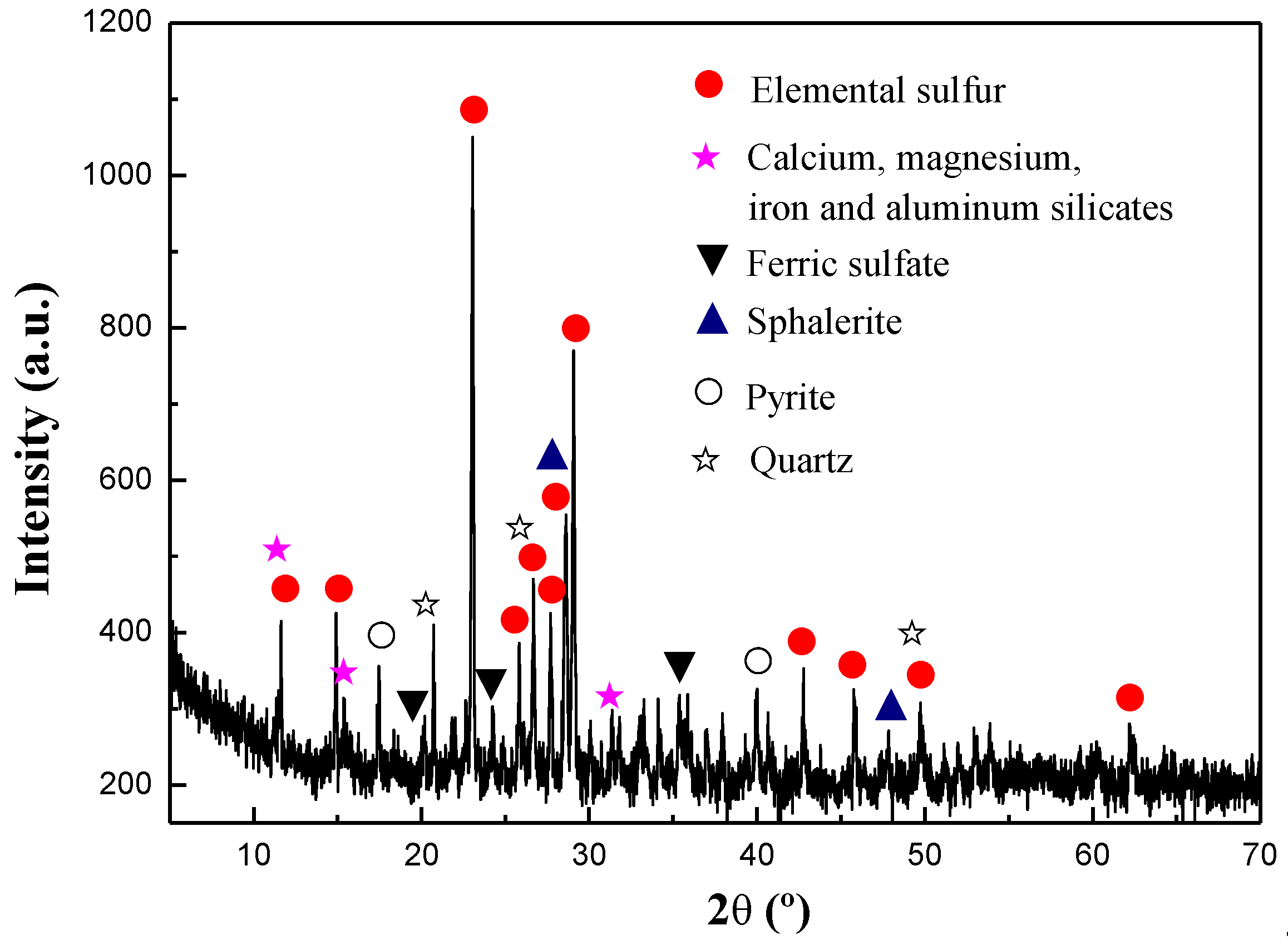
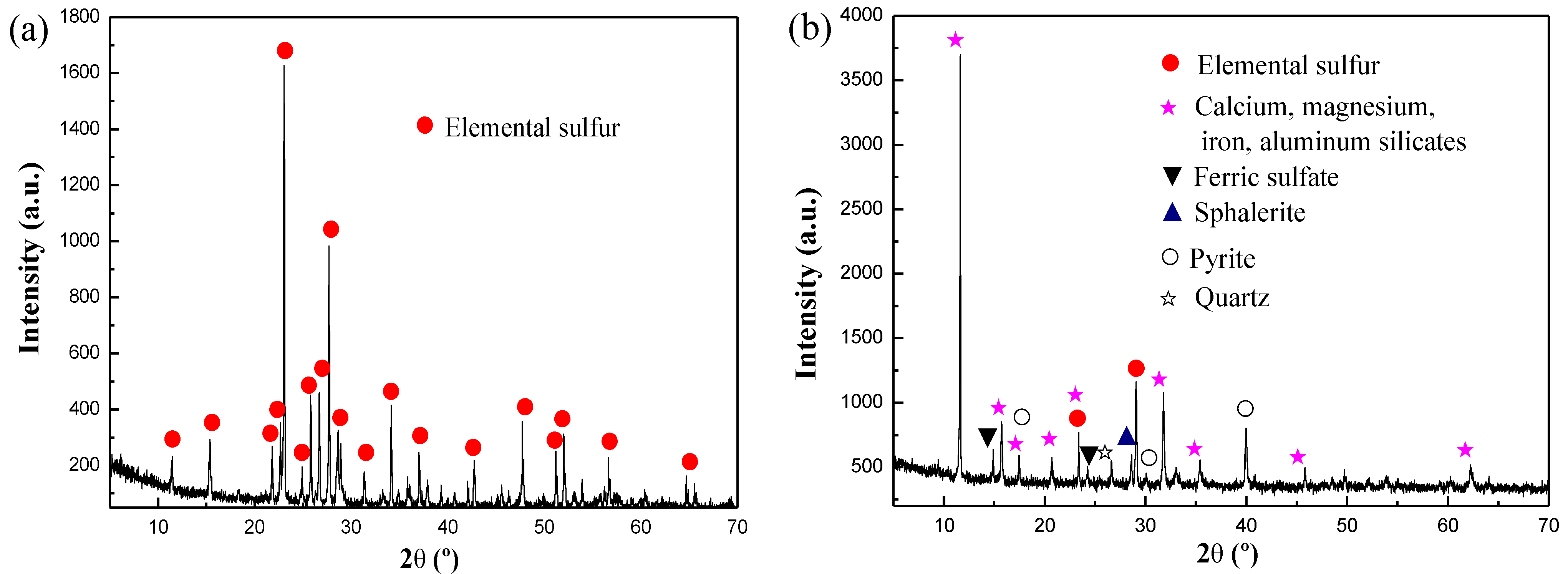
3.1.3. Mineralogical Composition
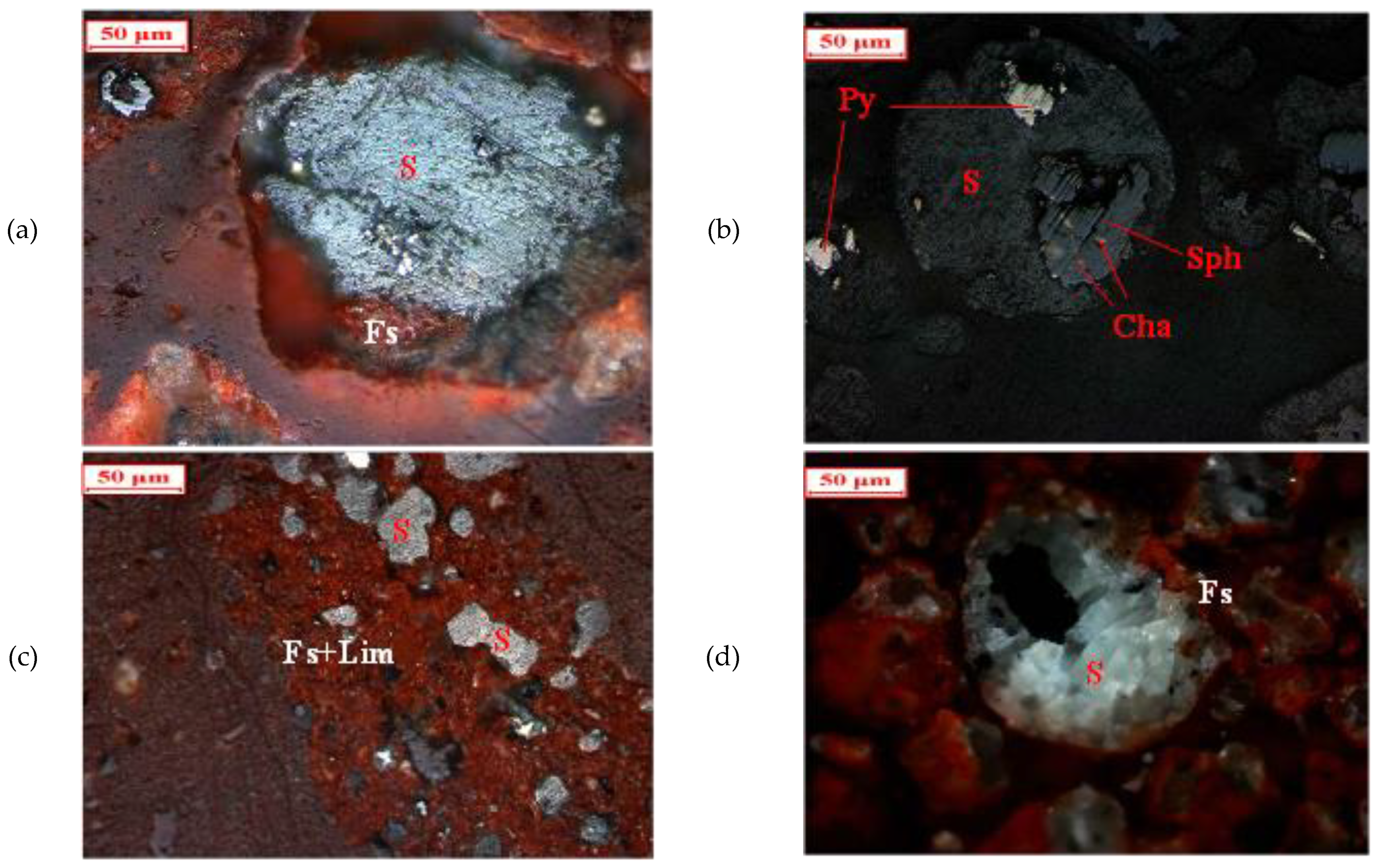
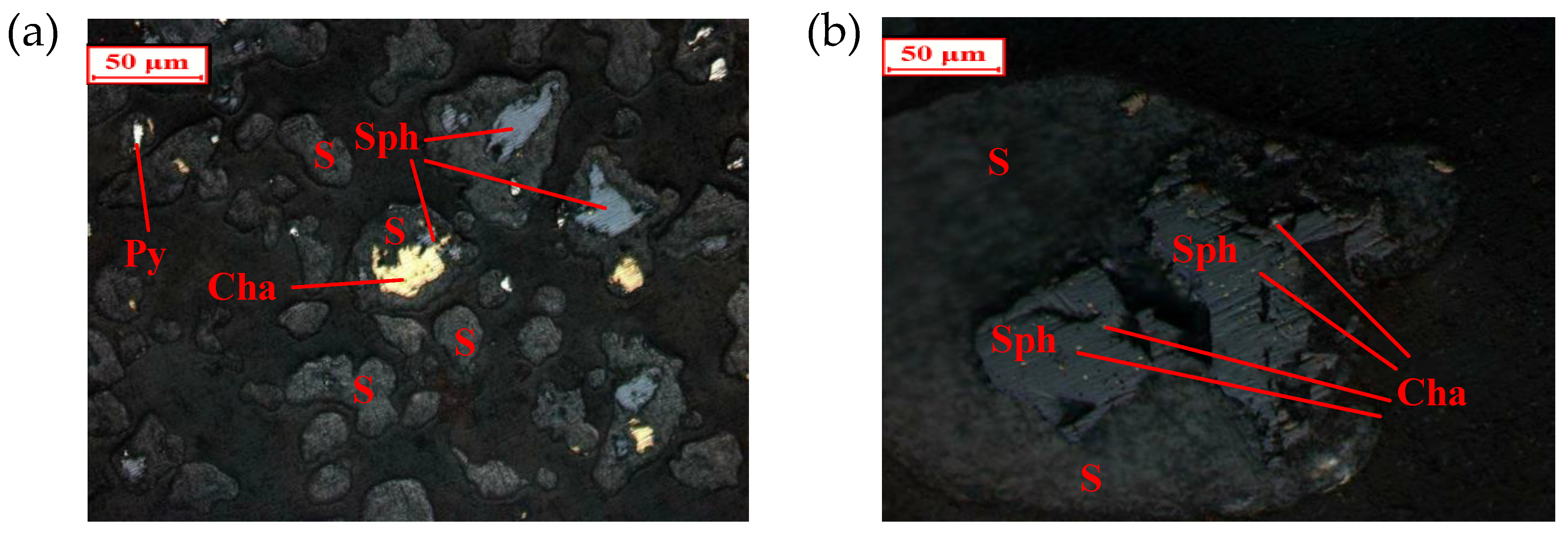
3.1.4. Embedded Characteristic of Elemental Sulfur
3.2. Flotation Experiment
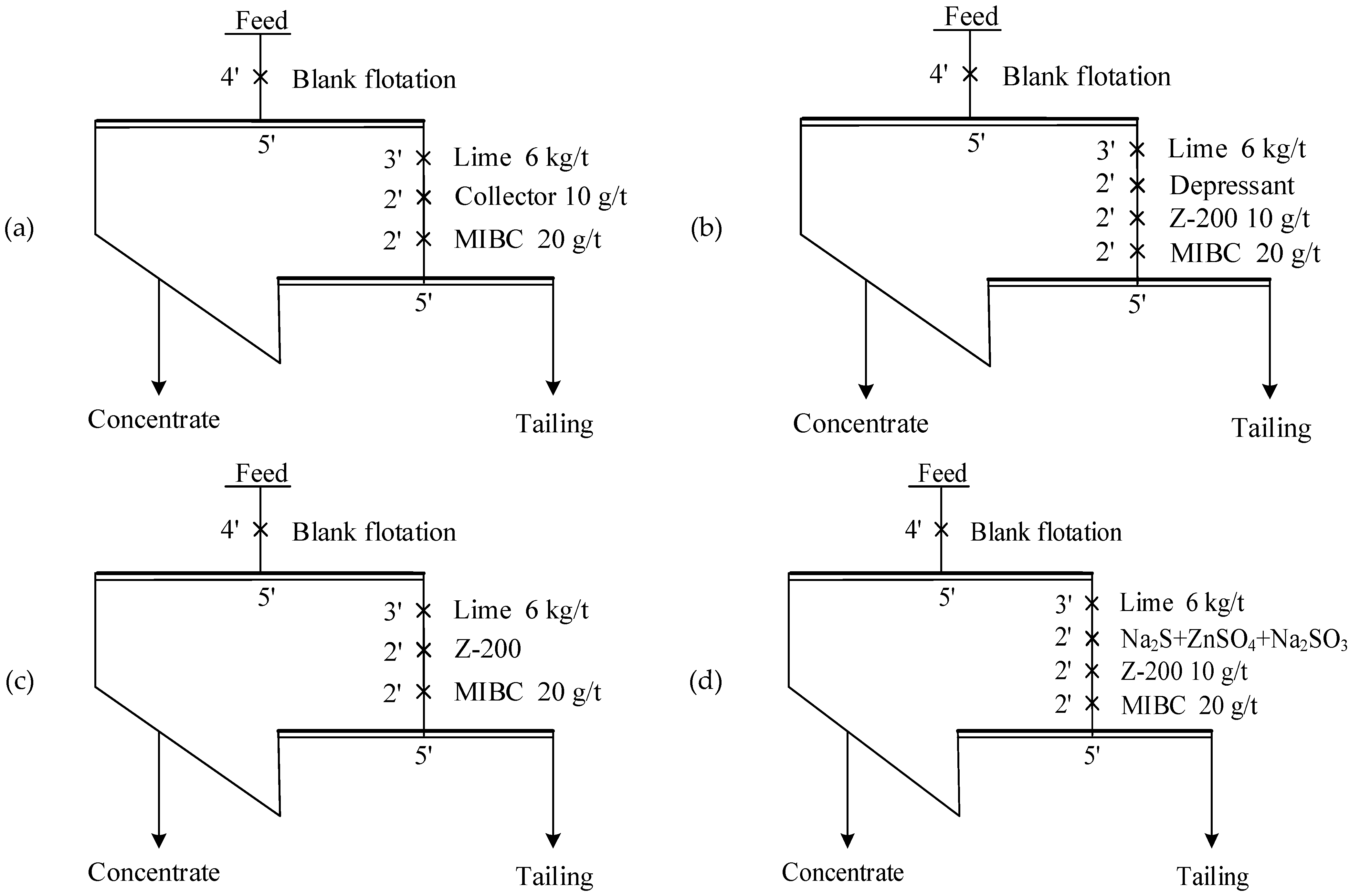
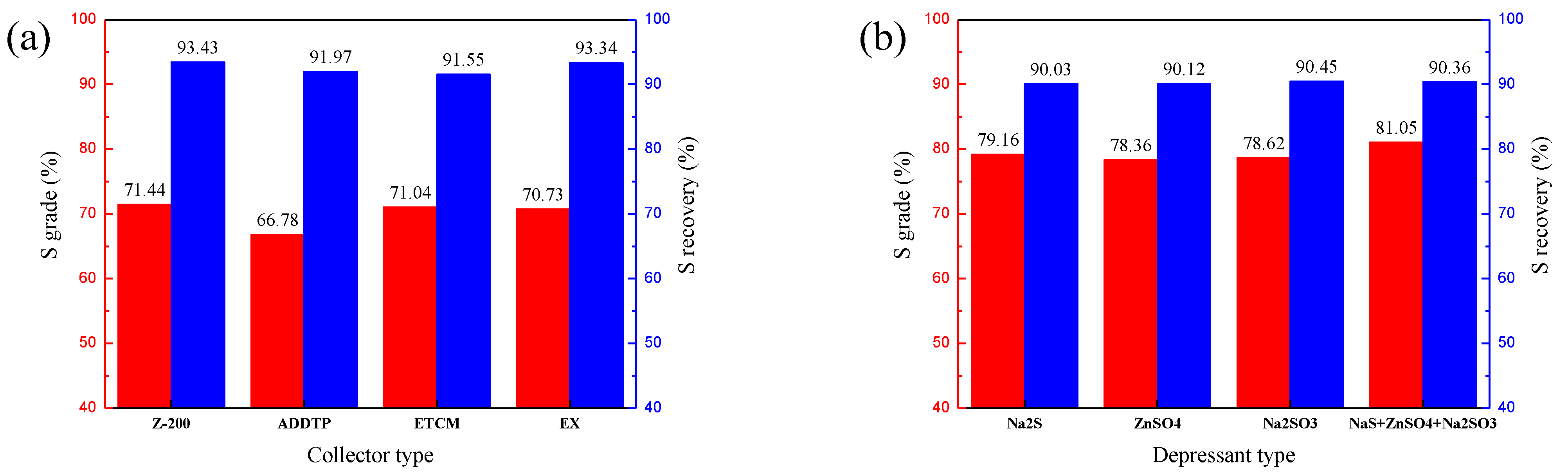
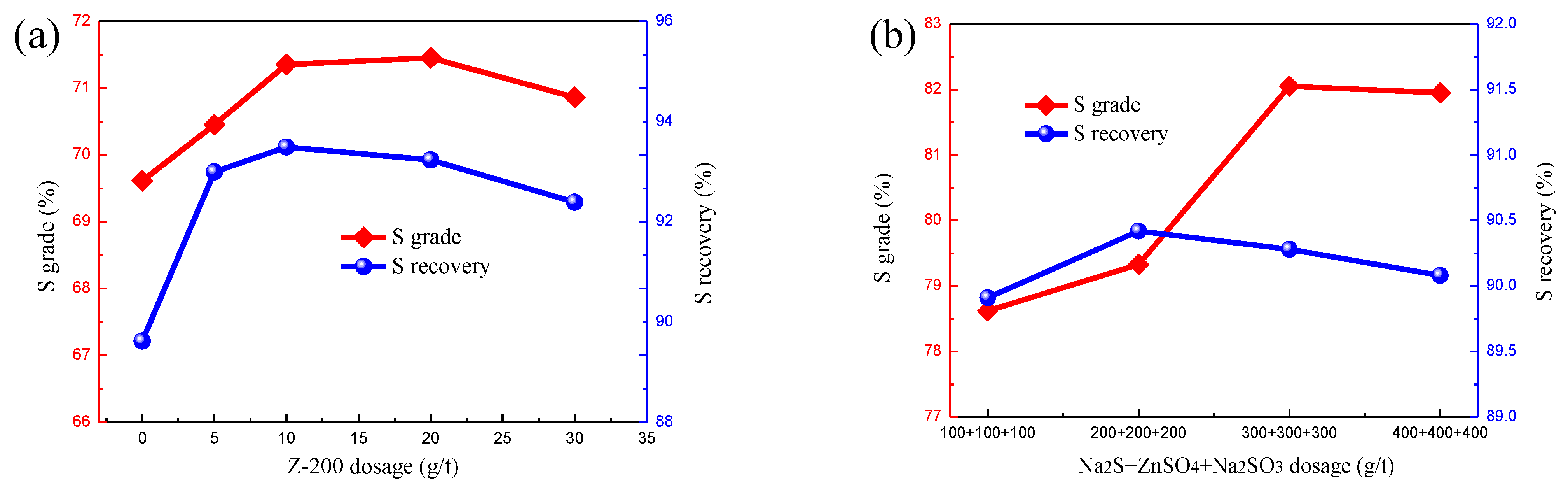
3.2.1. Flotation Conditional Experiment
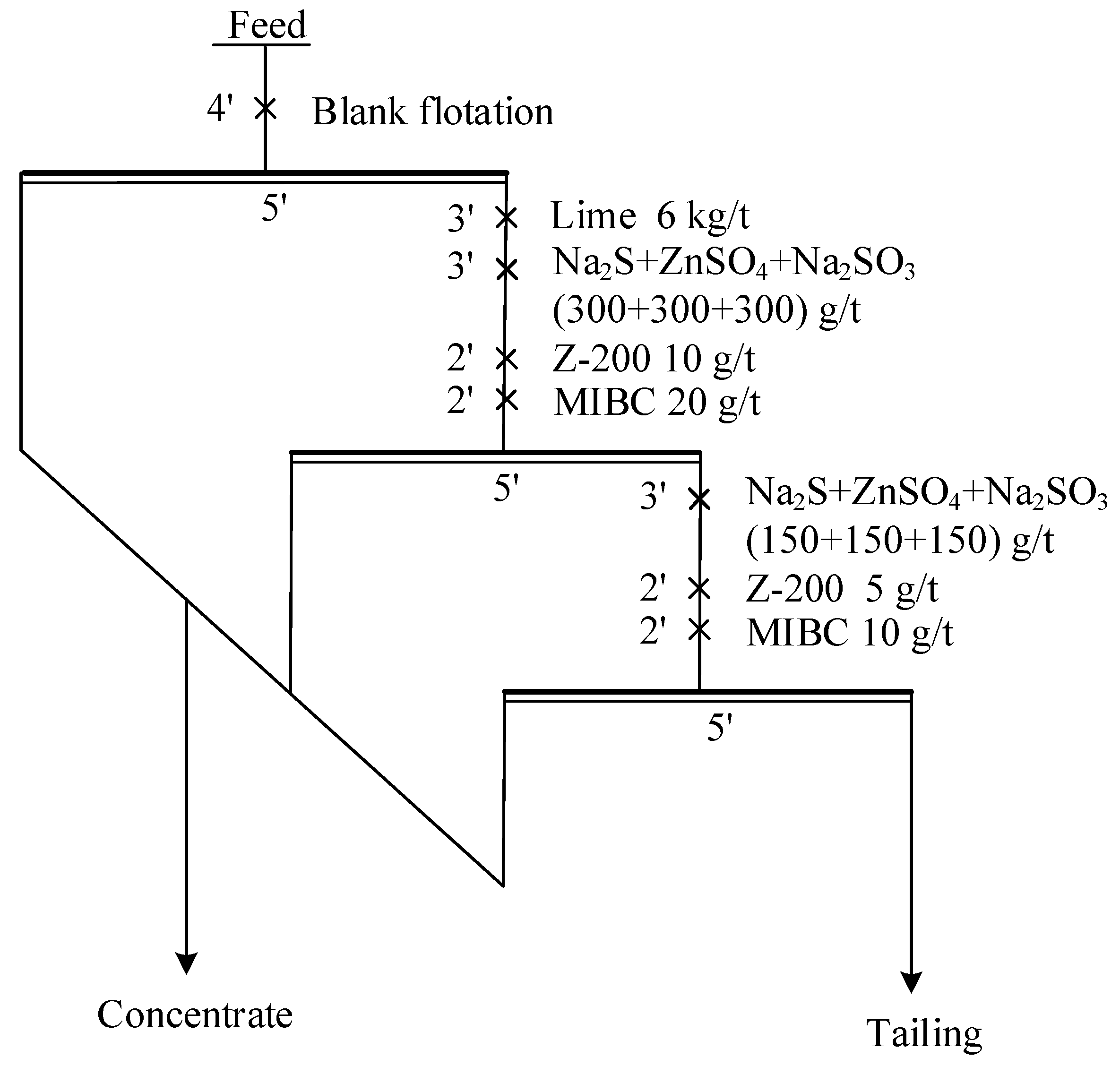
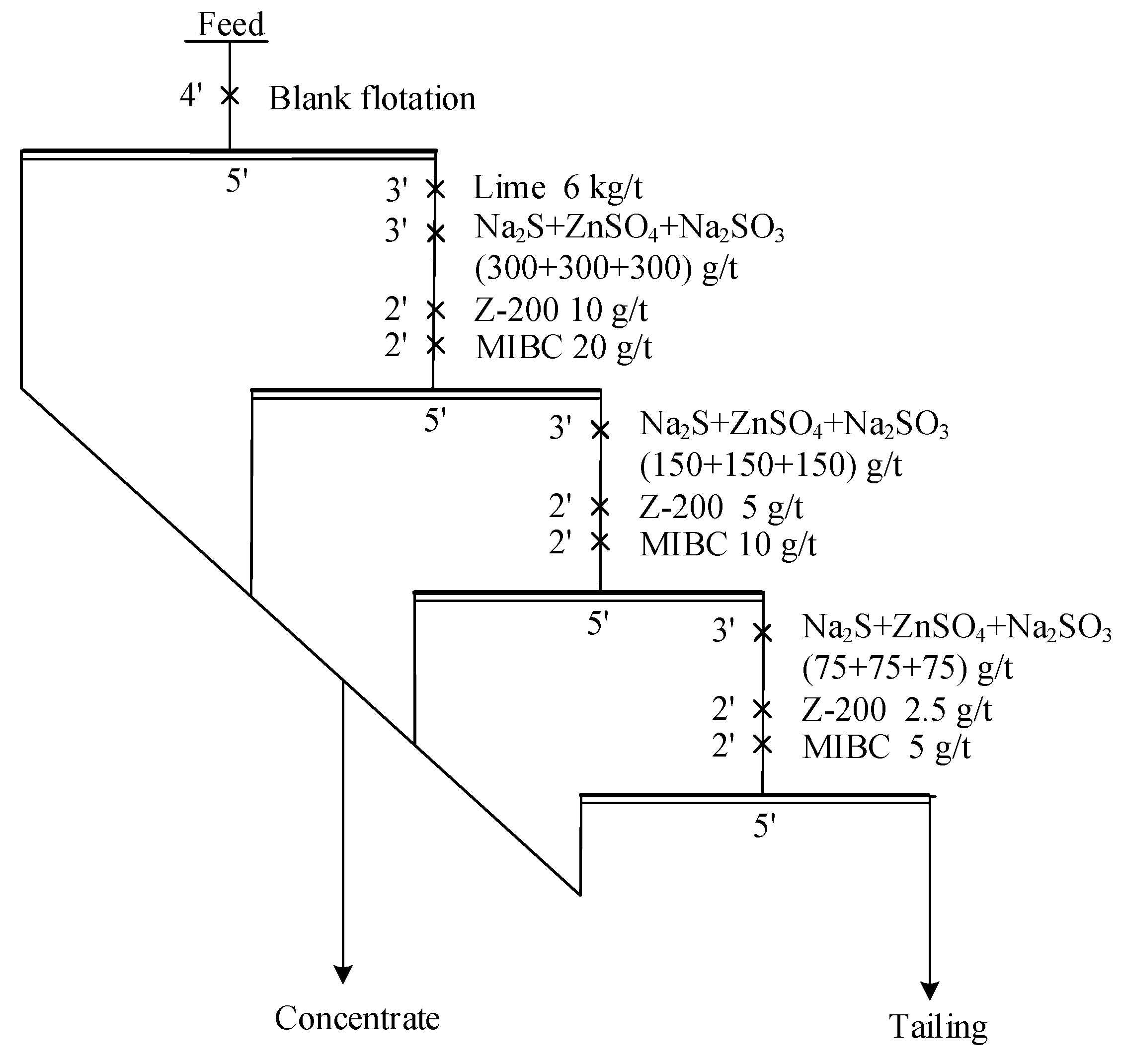
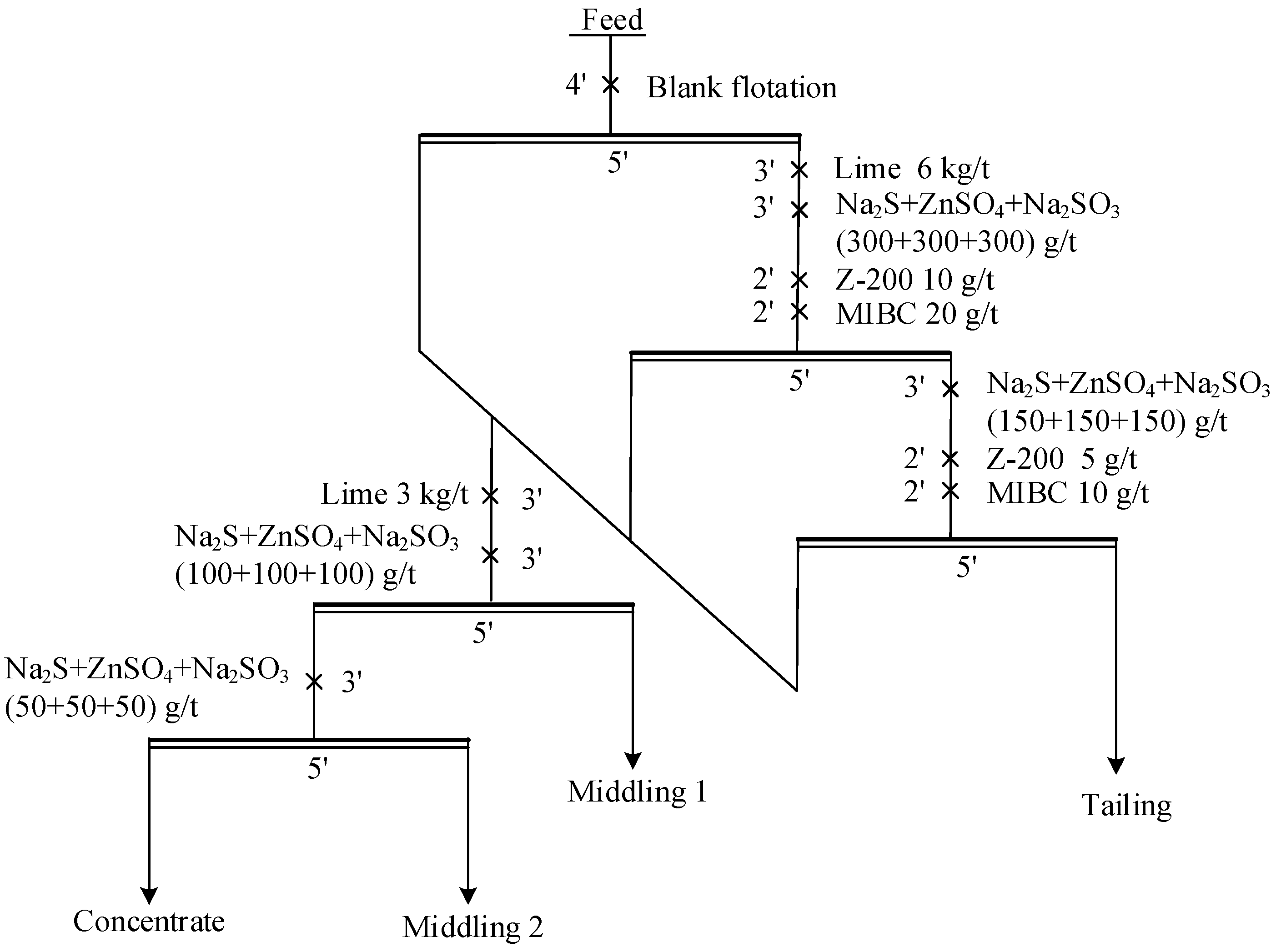
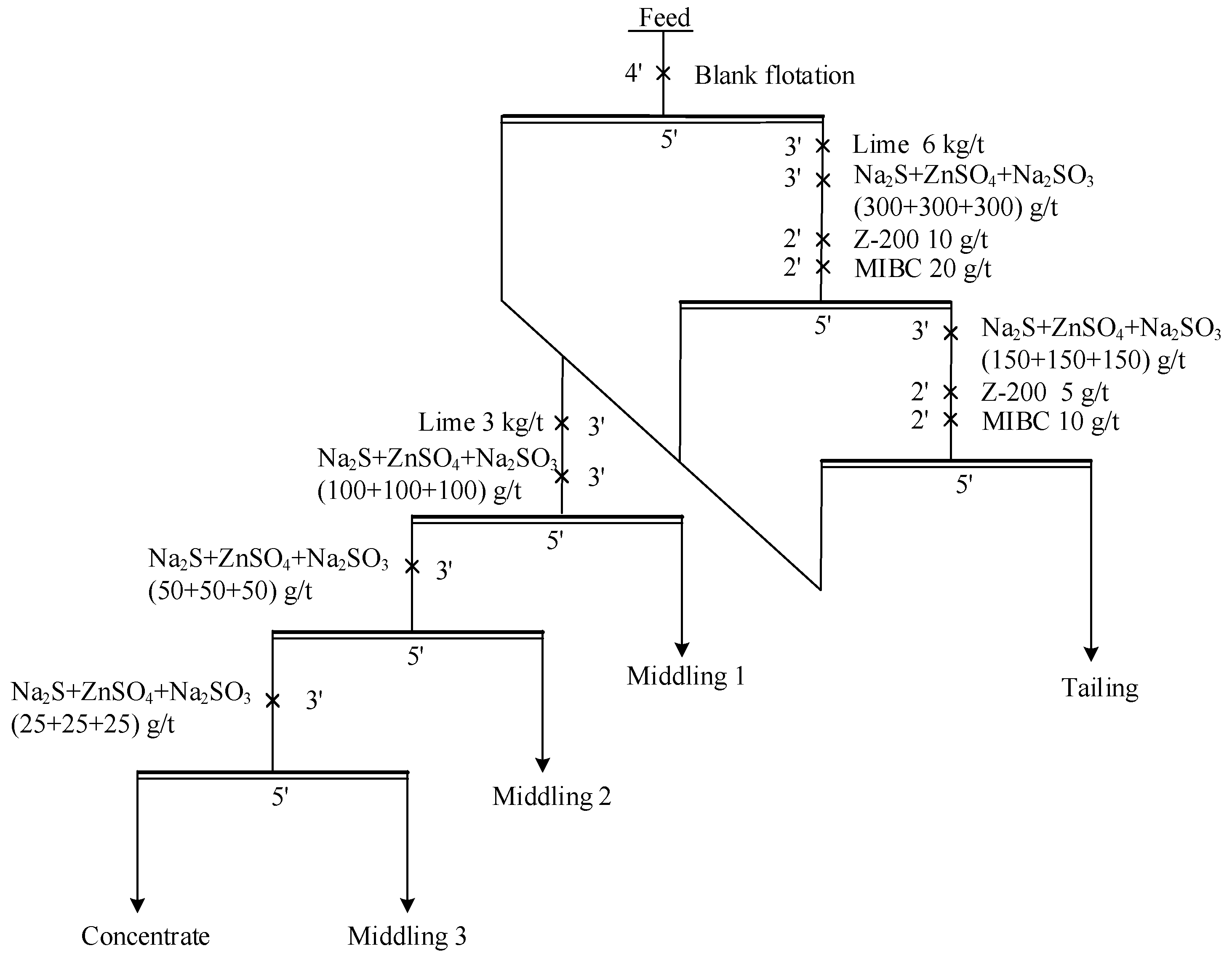
3.2.2. Flotation Flowchart Experiment
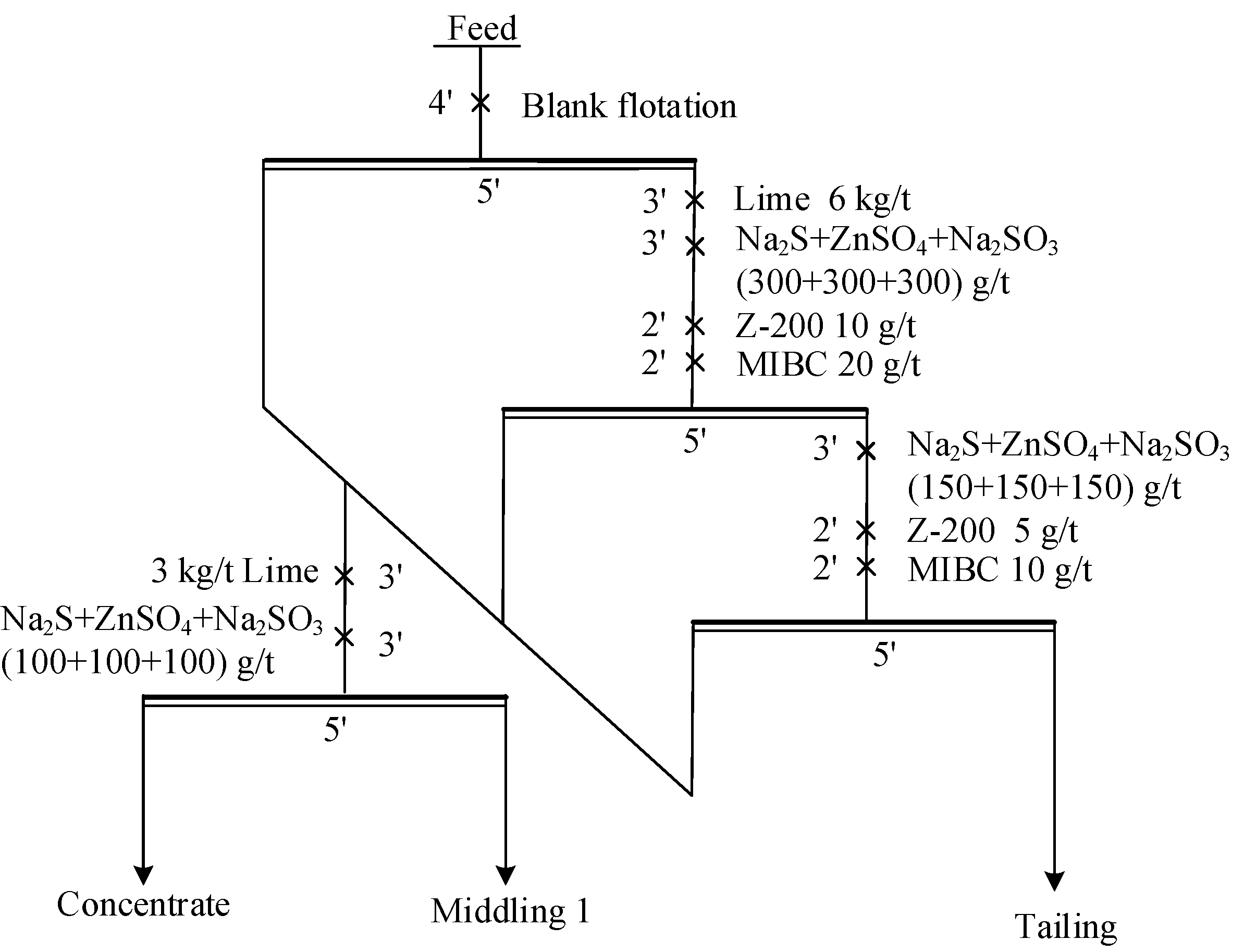
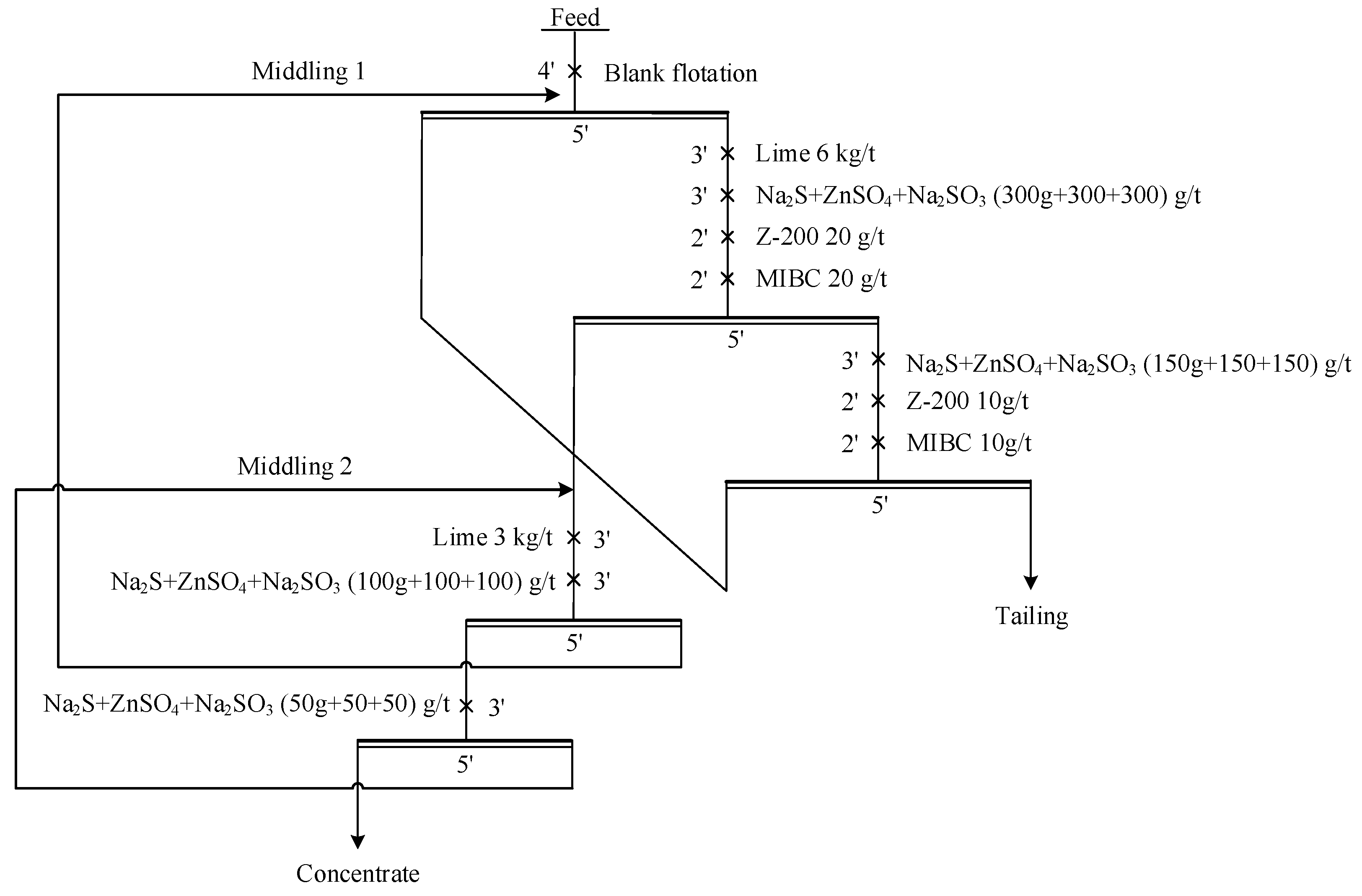
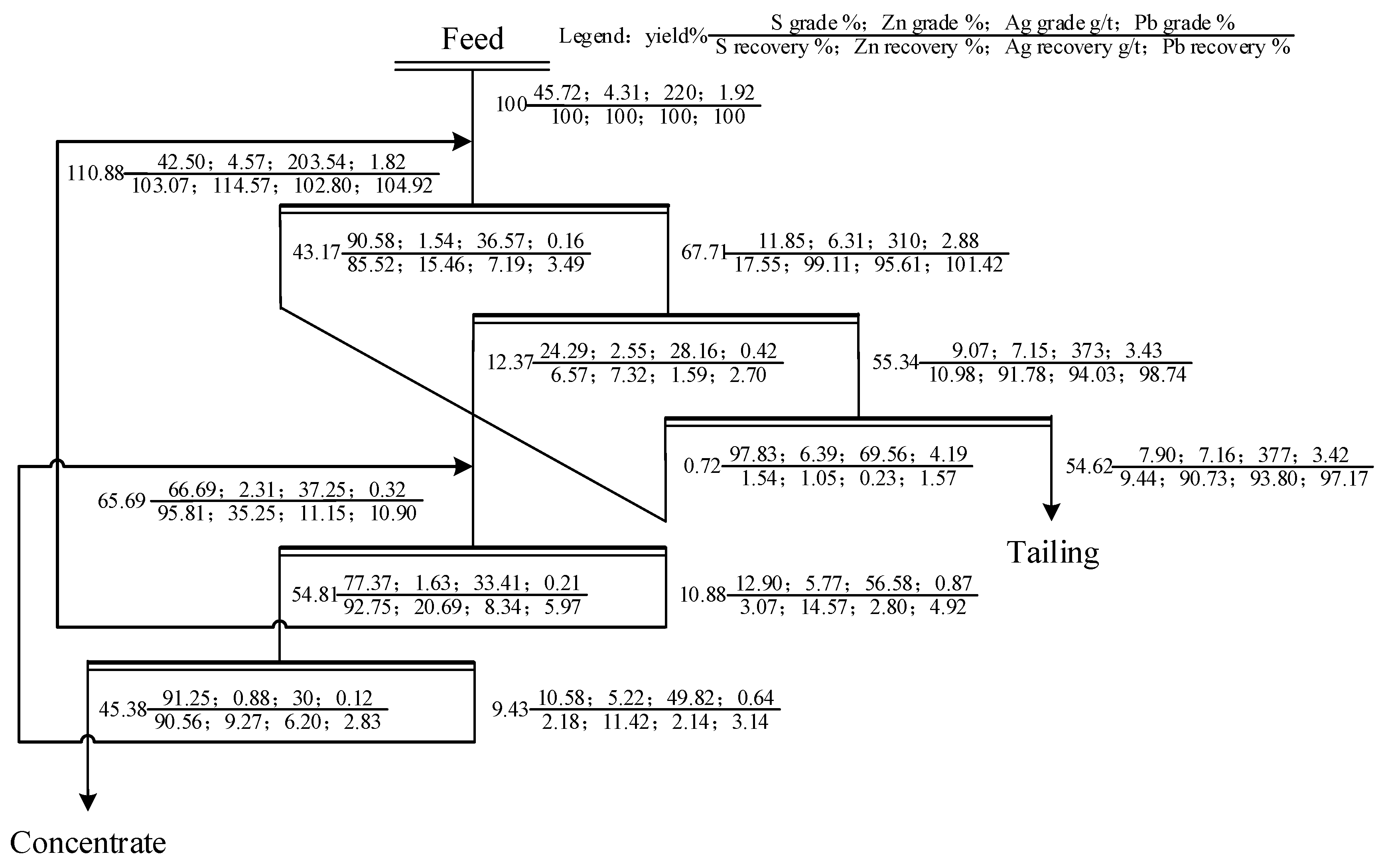
3.2.3. Flotation Closed-Circuit Experiment
3.3. Cycle Use of Return Water
3.4. Process Mineralogy of Flotation Product
3.4.1. Chemical Composition and Sulfur Phase Distribution
3.4.2. Particle Size Distribution
3.4.3. Mineralogical Composition
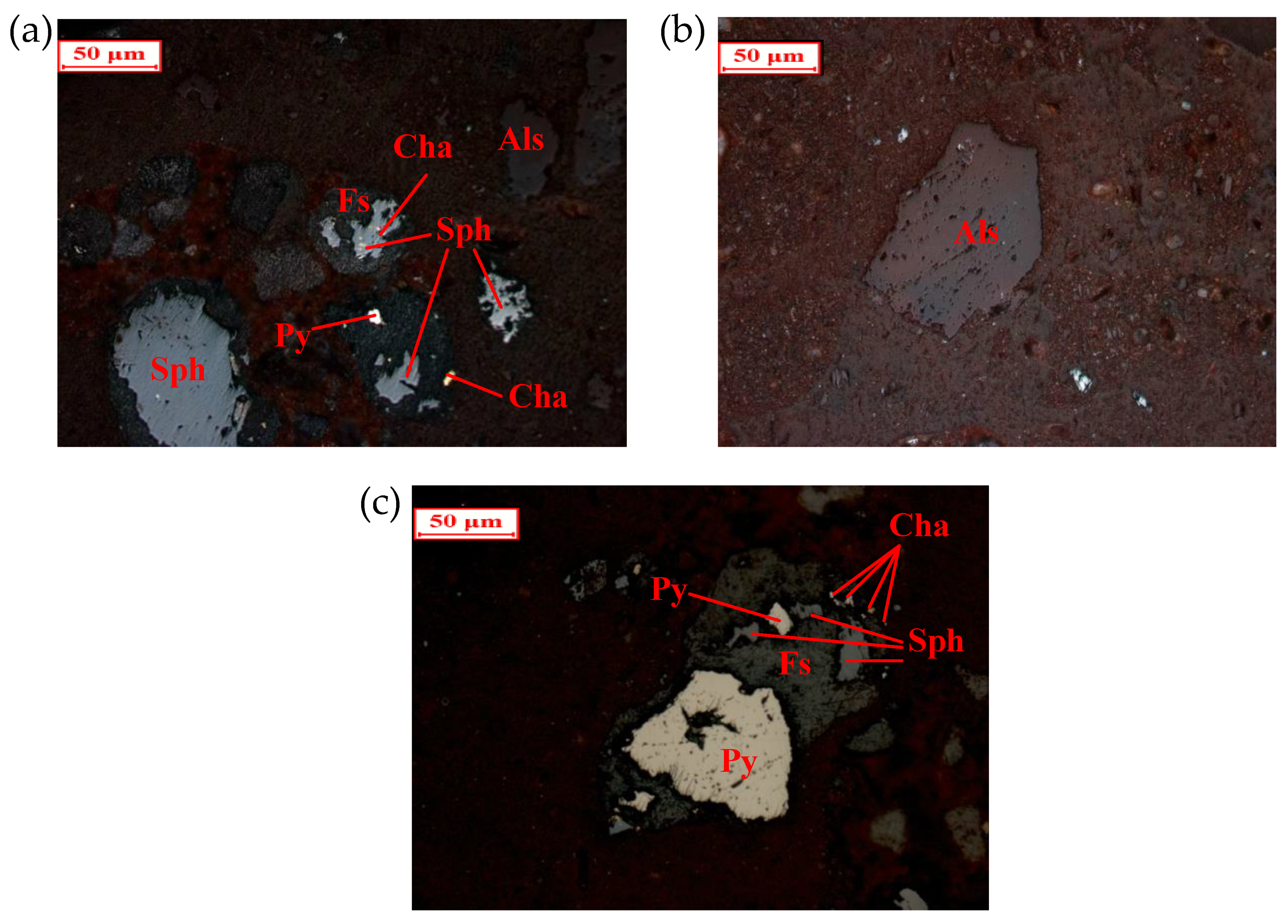
3.4.4. Embedded Characteristic of Flotation Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dong, Z.L.; Jiang, T.; Xu, B.; Yang, Y.B.; Li, Q. An eco-friendly and efficient process of low potential thiosulfate leaching-resin adsorption recovery for extracting gold from a roasted gold concentrate. J. Clean. Prod. 2019, 229, 387–398. [Google Scholar] [CrossRef]
- Dong, Z.L.; Jiang, T.; Xu, B.; Yang, J.K.; Chen, Y.Z.; Yang, Y.B.; Li, Q. Comprehensive recoveries of selenium, copper, gold, silver and lead from a copper anode slime with a clean and economical hydrometallurgical process. Chem. Eng. J. 2020, 393, 124762. [Google Scholar] [CrossRef]
- Gu, Y.; Zhang, T.A.; Liu, Y.; Mu, W.Z.; Zhang, W.G.; Dou, Z.H.; Jiang, X.L. Pressure acid leaching of zinc sulfide concentrate. Trans. Nonferrous Met. Soc. China 2010, 20, s136–s140. [Google Scholar] [CrossRef]
- Li, H.L.; Wu, X.Y.; Wang, M.X.; Wang, J.; Wu, S.K.; Yao, X.L.; Li, L.Q. Separation of elemental sulfur from zinc concentrate direct leaching residue by vacuum distillation. Sep. Purif. Technol. 2014, 138, 41–46. [Google Scholar] [CrossRef]
- Padilla, R.; Vega, D.; Ruiz, M.C. Pressure leaching of sulfidized chalcopyrite in sulfuric acid–oxygen media. Hydrometallurgy 2010, 86, 80–88. [Google Scholar] [CrossRef]
- Liu, F.P.; Wang, J.L.; Peng, C.; Liu, Z.H.; Wilson, B.P.; Lundström, M. Recovery and separation of silver and mercury from hazardous zinc refinery residues produced by zinc oxygen pressure leaching. Hydrometallurgy 2019, 185, 38–45. [Google Scholar] [CrossRef]
- Qin, S.C.; Jiang, K.X.; Wang, H.B.; Zhang, B.S.; Wang, Y.F.; Zhang, X.D. Research on behavior of iron in the zinc sulfide pressure leaching process. Minerals 2020, 10, 224–239. [Google Scholar] [CrossRef] [Green Version]
- Rao, S.; Wang, D.X.; Liu, Z.Q.; Zhang, K.F.; Cao, H.Y.; Tao, J.Z. Selective extraction of zinc, gallium, and germanium from zinc refinery residue using two stage acid and alkaline leaching. Hydrometallurgy 2019, 183, 38–44. [Google Scholar] [CrossRef]
- Dong, Z.L.; Jiang, T.; Xu, B.; Yang, Y.B.; Li, Q. Recovery of gold from pregnant thiosulfate solutions by the resin adsorption technique. Metals 2017, 7, 555–572. [Google Scholar] [CrossRef] [Green Version]
- Ozberk, E.; Jankola, W.A.; Vecchiarelli, M.; Krysa, B.D. Commercial operations of the Sherritt zinc pressure leach process. Hydrometallurgy 1995, 39, 49–52. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.B.; Li, Q.; Jiang, T.; Li, G.H. Stage leaching of a complex polymetallic sulfide concentrate: Focus on the extraction of Ag and Au. Hydrometallurgy 2016, 159, 87–94. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.B.; Li, Q.; Yin, W.; Jiang, T.; Li, G.H. Thiosulfate leaching of Au, Ag and Pd from a high Sn, Pb and Sb bearing decopperized anode slime. Hydrometallurgy 2016, 164, 278–287. [Google Scholar] [CrossRef]
- Fan, Y.Y.; Liu, Y.; Niu, L.P.; Jing, T.L.; Zhang, T.A. Separation and purification of elemental sulfur from sphalerite concentrate direct leaching residue by liquid paraffin. Hydrometallurgy 2019, 186, 162–169. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Cai, X.L.; Zhang, Z.B.; Zhang, L.B.; Wang, S.X.; Peng, J.H. Separation and enrichment of elemental sulfur and mercury from hydrometallurgical zinc residue using sodium sulfide. Trans. Nonferrous Met. Soc. China 2015, 25, 640–646. [Google Scholar] [CrossRef]
- Huang, Z.Q.; Zhong, H.; Wang, S.; Xia, L.Y.; Zou, W.B.; Liu, G.Y. Investigations on reverse cationic flotation of iron ore by using a Gemini surfactant: Ethane-1,2-bis (dimethyl-dodecyl-ammonium bromide). Chem. Eng. J. 2014, 257, 218–228. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, L.H.; Wang, J.M.; Wang, L.; Xiao, J.H. A comparison study of adsorption of benzohydroxamic acid and amyl xanthate on smithsonite with dodecylamine as co-collector. Appl. Surf. Sci. 2017, 426, 1141–1147. [Google Scholar] [CrossRef]
- Xing, P.; Ma, B.Z.; Wang, C.Y.; Wang, L.; Chen, Y.Q. A simple and effective process for recycling zinc-rich paint residue. Waste Manag. 2018, 76, 234–241. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.B.; Li, Q.; Jiang, T.; Zhang, X.; Li, G.H. Effect of common associated sulfide minerals on thiosulfate leaching of gold and the role of humic acid additive. Hydrometallurgy 2017, 171, 44–52. [Google Scholar] [CrossRef]
- Xu, B.; Kong, W.H.; Li, Q.; Yang, Y.B.; Jiang, T. A review of thiosulfate leaching of gold: Focus on thiosulfate consumption and gold recovery from pregnant solution. Metals 2017, 7, 222–237. [Google Scholar] [CrossRef]
- Xu, B.; Li, K.; Zhong, Q.; Li, Q.; Yang, Y.B.; Jiang, T. Study on the oxygen pressure alkali leaching of gold with generated thiosulfate from sulfur oxidation. Hydrometallurgy 2018, 177, 178–186. [Google Scholar] [CrossRef]
- Xu, B.; Li, K.; Dong, Z.L.; Yang, Y.B.; Li, Q.; Liu, X.L.; Jiang, T. Eco-friendly and economical gold extraction by nickel catalyzed ammoniacal thiosulfate leaching-resin adsorption recovery. J. Clean. Prod. 2019, 233, 1475–1485. [Google Scholar] [CrossRef]
- Xu, B.; Li, K.; Li, Q.; Yang, Y.B.; Liu, X.L.; Jiang, T. Kinetic studies of gold leaching from a gold concentrate calcine by thiosulfate with cobalt-ammonia catalysis and gold recovery by resin adsorption from its pregnant solution. Sep. Purif. Technol. 2019, 213, 368–377. [Google Scholar] [CrossRef]
- Xu, B.; Chen, Y.Z.; Dong, Z.L.; Jiang, T.; Zhang, B.S.; Liu, G.Q.; Yang, J.K.; Li, Q.; Yang, Y.B. Eco-friendly and efficient extraction of valuable elements from copper anode mud using an integrated pyro-hydrometallurgical process. Resour. Conserv. Recycl. 2021, 164, 105195. [Google Scholar] [CrossRef]
- Li, H.L.; Yao, X.L.; Wang, M.X.; Wu, S.K.; Ma, W.W.; Wei, W.W.; Li, L.Q. Recovery of elemental sulfur from zinc concentrate direct leaching residue using atmospheric distillation: A pilot-scale experimental study. J. Air Waste Manag. 2014, 64, 95–103. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Halfyard, J.E.; Hawboldt, K. Separation of elemental sulfur from hydrometallurgical residue: A review. Hydrometallurgy 2011, 109, 80–89. [Google Scholar] [CrossRef]
- Jia, Y.; Huang, K.H.; Wang, S.; Cao, Z.F.; Zhong, H. The selective flotation behavior and adsorption mechanism of thiohexanamide to chalcopyrite. Miner. Eng. 2019, 137, 187–199. [Google Scholar] [CrossRef]
- Jia, Y.; Huang, X.P.; Cao, Z.F.; Wang, S.; Zhong, H. Investigation on the selectivity of thioamide surfactants and adsorption mechanism of thio-p-toluamide for chalcopyrite. Appl. Surf. Sci. 2019, 484, 864–875. [Google Scholar] [CrossRef]
- Zhao, K.L.; Gu, G.H.; Yan, W.; Wang, X.H.; Wang, C.Q.; Xu, L.H. Flotation of fine pyrite by using N-dodecyl mercaptan as collector in natural pH pulp. J. Mater. Res. Technol. 2019, 8, 1571–1575. [Google Scholar] [CrossRef]
- Muzind, I.; Schreithofer, N. Water quality effects on flotation: Impacts and control of residual xanthates. Miner. Eng. 2018, 125, 34–41. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Pb | Zn | S | Fe | SiO2 | MgO |
| Content | 0.20 | 1.92 | 4.31 | 46.21 | 15.4 | 6.91 | 1.38 |
| Element | Al2O3 | CaO | As | Cd | Mn | Ag * | |
| Content | 0.51 | 1.60 | 0.23 | 0.03 | 0.27 | 220.00 |
| Sulfur Phase | Elemental Sulfur | Sulfide | Sulfate | Total |
|---|---|---|---|---|
| Content | 37.88 | 5.56 | 2.77 | 46.21 |
| Distribution | 81.97 | 12.03 | 6 | 100 |
| Size Fraction (um) | 74 | −74~+44 | −44~+37 | −37 |
| Mass | 22.77 | 8.06 | 3.17 | 66 |
| S grade | 73.65 | 83.18 | 72.07 | 30.54 |
| S distribution ratio | 36.53 | 14.58 | 4.98 | 43.91 |
| Mineral | Formula | Content (%) |
|---|---|---|
| Elemental sulfur | S | 37.88 |
| Ferric sulfate | FeSO4 | 15 |
| Pyrite | FeS2 | 10 |
| Limonite | Fe2O3·3H2O | 10 |
| Sphalerite | ZnS | 3.5 |
| Chalcopyrite | CuFeS2 | 0.5 |
| Massicot | PbO | 1.8 |
| Sardinianite | PbSO4 | 0.2 |
| Silicates | None | 14.32 |
| Quartz | SiO2 | 2 |
| Others | None | 4.8 |
| Total | None | 100 |
| Rougher Number | Product | Yield (%) | S Grade (%) | S Recovery (%) |
|---|---|---|---|---|
| 1 | Concentrate | 50.57 | 82.05 | 90.28 |
| Tailing | 49.43 | 9.07 | 9.72 | |
| Feed | 100.00 | 45.95 | 100.00 | |
| 2 | Concentrate | 62.94 | 68.73 | 94.16 |
| Tailing | 37.06 | 7.24 | 5.84 | |
| Feed | 100.00 | 45.94 | 100.00 | |
| 3 | Concentrate | 63.30 | 67.56 | 94.01 |
| Tailing | 36.70 | 7.42 | 5.99 | |
| Feed | 100.00 | 45.49 | 100.00 |
| Cleaner Number | Product | Yield (%) | S Grade (%) | S Recovery (%) |
|---|---|---|---|---|
| 1 | Concentrate | 48.26 | 85.16 | 89.37 |
| Middling 1 | 17.43 | 13.39 | 5.07 | |
| Tailing | 34.31 | 7.44 | 5.55 | |
| Feed | 100.00 | 45.98 | 100.00 | |
| 2 | Concentrate | 44.32 | 91.88 | 88.53 |
| Middling 1 | 12.75 | 14.45 | 4.01 | |
| Middling 2 | 8.80 | 9.8 | 1.88 | |
| Tailing | 34.13 | 7.53 | 5.59 | |
| Feed | 100.00 | 45.99 | 100.00 | |
| 3 | Concentrate | 44.33 | 92.15 | 89.21 |
| Middling 1 | 11.70 | 14.05 | 3.59 | |
| Middling 2 | 7.44 | 8.98 | 1.46 | |
| Middling 3 | 3.11 | 4.05 | 0.28 | |
| Tailing | 33.41 | 7.49 | 5.47 | |
| Feed | 100.00 | 45.79 | 100.00 |
| Cycle Number | Product | Yield (%) | S Grade (%) | S Recovery (%) |
|---|---|---|---|---|
| 1 | Concentrate | 45.17 | 92.73 | 91.34 |
| Tailing | 54.83 | 7.24 | 8.66 | |
| Feed | 100.00 | 45.86 | 100.00 | |
| 2 | Concentrate | 45.48 | 91.73 | 90.71 |
| Tailing | 54.52 | 7.84 | 9.29 | |
| Feed | 100.00 | 45.99 | 100.00 | |
| 3 | Concentrate | 45.66 | 91.27 | 90.71 |
| Tailing | 54.34 | 7.85 | 9.29 | |
| Feed | 100.00 | 45.94 | 100.00 | |
| 4 | Concentrate | 45.49 | 91.22 | 90.63 |
| Tailing | 54.51 | 7.87 | 9.37 | |
| Feed | 100.00 | 45.79 | 100.00 | |
| 5 | Concentrate | 45.00 | 91.25 | 90.36 |
| Tailing | 55.00 | 7.97 | 9.64 | |
| Feed | 100.00 | 45.45 | 100.00 | |
| The average result of the last three tests | Concentrate | 45.38 | 91.25 | 90.56 |
| Tailing | 54.62 | 7.90 | 9.44 | |
| Feed | 100.00 | 45.72 | 100.00 |
| Element Concentration (mg/L) | Cycle Number | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Zn | 265.85 | 532.23 | 797.36 | 799.15 | 796.20 |
| S | 556.33 | 1022.67 | 1459.43 | 1467.22 | 1469.00 |
| Mg | 170.67 | 309.00 | 444.58 | 439.97 | 446.30 |
| Ca | 219.60 | 340.20 | 455.23 | 462.77 | 458.80 |
| Na | 37.97 | 55.94 | 68.20 | 71.13 | 73.90 |
| Si | 3.50 | 3.67 | 3.72 | 3.58 | 3.60 |
| K | 2.90 | 2.82 | 2.78 | 2.92 | 3.00 |
| Cd | 0.16 | 0.15 | 0.13 | 0.12 | 0.12 |
| Al | 0.99 | 1.01 | 0.87 | 0.92 | 0.80 |
| Pb | 0.03 | 0.01 | 0.02 | 0.02 | 0.02 |
| Ni | 0.09 | 0.12 | 0.05 | 0.07 | 0.08 |
| Fe | 0.22 | 0.18 | 0.25 | 0.12 | 0.10 |
| Element Concentration (mg/L) | Cycle Number | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Zn | 744.12 | 1487.77 | 2232.53 | 2233.95 | 2231.00 |
| S | 825.68 | 1554.56 | 2267.88 | 2279.31 | 2280.00 |
| Mg | 239.30 | 448.43 | 618.37 | 622.89 | 651.50 |
| Ca | 243.12 | 384.88 | 524.76 | 526.88 | 528.70 |
| Na | 40.83 | 62.66 | 80.43 | 81.45 | 82.50 |
| Si | 3.79 | 3.85 | 3.97 | 4.14 | 4.00 |
| K | 2.79 | 2.80 | 2.93 | 3.05 | 3.20 |
| Cd | 0.19 | 0.20 | 0.23 | 0.23 | 0.23 |
| Al | 1.13 | 1.35 | 1.52 | 1.48 | 1.40 |
| Pb | 0.02 | 0.03 | 0.02 | 0.01 | 0.03 |
| Ni | 0.08 | 0.07 | 0.09 | 0.10 | 0.10 |
| Fe | 0.22 | 0.35 | 0.33 | 0.29 | 0.30 |
| Cycle Number | Product | Yield (%) | S Grade (%) | S Recovery (%) |
|---|---|---|---|---|
| 1 | Concentrate | 45.41 | 92.33 | 91.28 |
| Tailing | 54.59 | 7.34 | 8.72 | |
| Feed | 100.00 | 45.94 | 100.00 | |
| 2 | Concentrate | 45.59 | 91.23 | 90.55 |
| Tailing | 54.41 | 7.98 | 9.45 | |
| Feed | 100.00 | 45.93 | 100.00 | |
| 3 | Concentrate | 45.57 | 91.27 | 90.65 |
| Tailing | 54.43 | 7.88 | 9.35 | |
| Feed | 100.00 | 45.88 | 100.00 | |
| 4 | Concentrate | 45.33 | 91.24 | 90.49 |
| Tailing | 54.67 | 7.95 | 9.51 | |
| Feed | 100.00 | 45.71 | 100.00 | |
| 5 | Concentrate | 45.69 | 91.25 | 90.67 |
| Tailing | 54.31 | 7.9 | 9.33 | |
| Feed | 100.00 | 45.98 | 100.00 |
| Element | Cu | Pb | Zn | S | Fe | SiO2 | MgO |
| Content | 0.45 | 0.12 | 0.88 | 91.25 | 4.18 | 0.49 | 0.23 |
| Element | Al2O3 | CaO | As | Cd | Mn | Ag * | |
| Content | 0.03 | 0.14 | 0.03 | 0.005 | 0.13 | 30 |
| Element | Cu | Pb | Zn | S | Fe | SiO2 | MgO |
| Content | 0.13 | 3.42 | 7.16 | 7.90 | 27.00 | 13.93 | 0.37 |
| Element | Al2O3 | CaO | As | Cd | Mn | Ag * | |
| Content | 0.01 | 0.38 | 0.39 | 0.05 | 0.17 | 377 |
| Sulfur Phase | Elemental Sulfur | Sulfide | Sulfate | Total |
|---|---|---|---|---|
| Content | 83.46 | 7.74 | 0.05 | 91.25 |
| Distribution | 91.46 | 8.48 | 0.05 | 100 |
| Sulfur Phase | Elemental Sulfur | Sulfide | Sulfate | Total |
|---|---|---|---|---|
| Content | 0.01 | 2.86 | 5.03 | 7.9 |
| Distribution | 0.13 | 36.2 | 63.67 | 100 |
| Size Fraction (um) | 74 | −74~+44 | −44~+37 | −37 |
| Mass | 38.43 | 31.19 | 7.14 | 23.24 |
| S grade | 91.67 | 95.21 | 87.33 | 86.46 |
| S distribution ratio | 38.61 | 32.54 | 6.83 | 22.02 |
| Size Fraction (um) | 74 | −74~+44 | −44~+37 | −37 |
| Mass | 0.05 | 1.56 | 0.74 | 97.65 |
| S grade | 8.16 | 17.62 | 7.81 | 7.75 |
| S distribution ratio | 0.05 | 3.48 | 0.73 | 95.74 |
| Mineral Content | Elemental Sulfur 83.46 | Ferric Sulfate 3.89 | Pyrite 4.41 | Limonite 1.83 | Sphalerite 0.77 | Chalcopyrite 0.55 |
| Mineral Content | Massicot 0.79 | Sardinianite 0.06 | Silicates 1.26 | Quartz 0.88 | Others 2.1 | Total 100 |
| Mineral Content | Elemental Sulfur 0.01 | Ferric Sulfate 24.23 | Pyrite 14.56 | Limonite 16.79 | Sphalerite 5.77 | Chalcopyrite 0.46 |
| Mineral Content | Massicot 2.64 | Sardinianite 0.32 | Silicates 25.17 | Quartz 2.93 | Others 7.04 | Total 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Jiang, K.; Zhang, B.; Dong, Z.; Zhang, F.; Wang, F.; Jiang, T.; Xu, B. Selective Flotation of Elemental Sulfur from Pressure Acid Leaching Residue of Zinc Sulfide. Minerals 2021, 11, 89. https://0-doi-org.brum.beds.ac.uk/10.3390/min11010089
Liu G, Jiang K, Zhang B, Dong Z, Zhang F, Wang F, Jiang T, Xu B. Selective Flotation of Elemental Sulfur from Pressure Acid Leaching Residue of Zinc Sulfide. Minerals. 2021; 11(1):89. https://0-doi-org.brum.beds.ac.uk/10.3390/min11010089
Chicago/Turabian StyleLiu, Guiqing, Kaixi Jiang, Bangsheng Zhang, Zhonglin Dong, Fan Zhang, Fang Wang, Tao Jiang, and Bin Xu. 2021. "Selective Flotation of Elemental Sulfur from Pressure Acid Leaching Residue of Zinc Sulfide" Minerals 11, no. 1: 89. https://0-doi-org.brum.beds.ac.uk/10.3390/min11010089