
Experimental Stand for Sorting Components Dismantled from Printed Circuit Boards

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
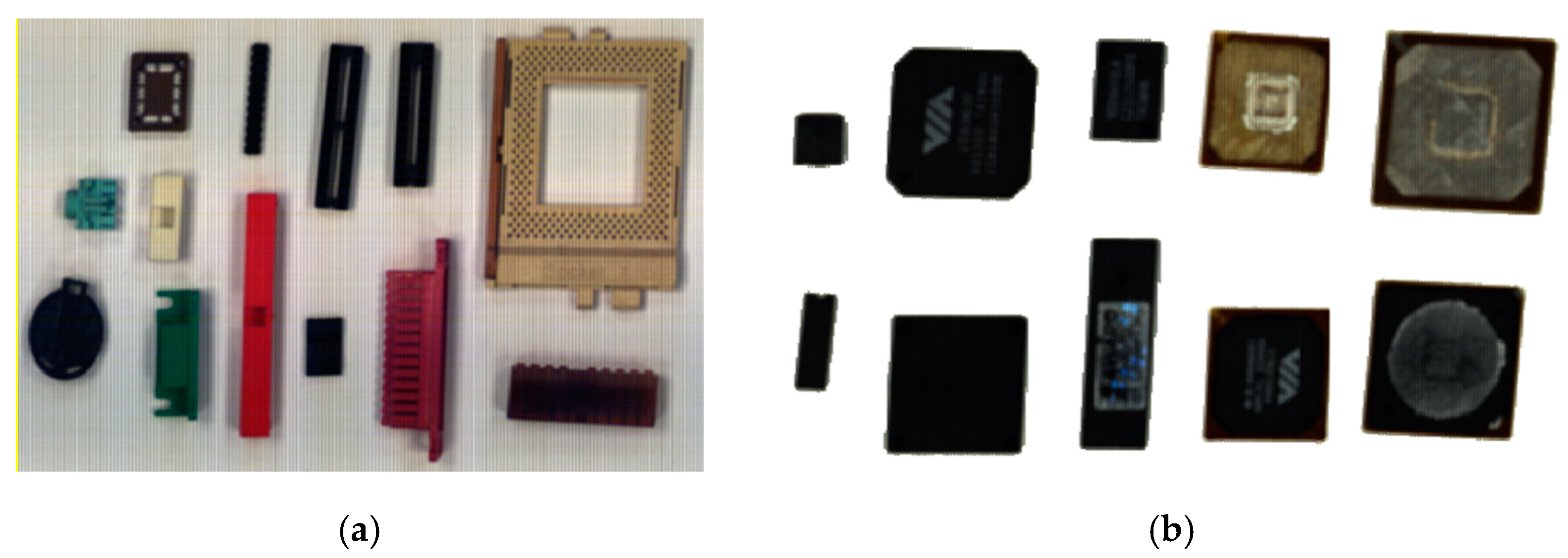
2.1. An Overview of the Sampled Materials
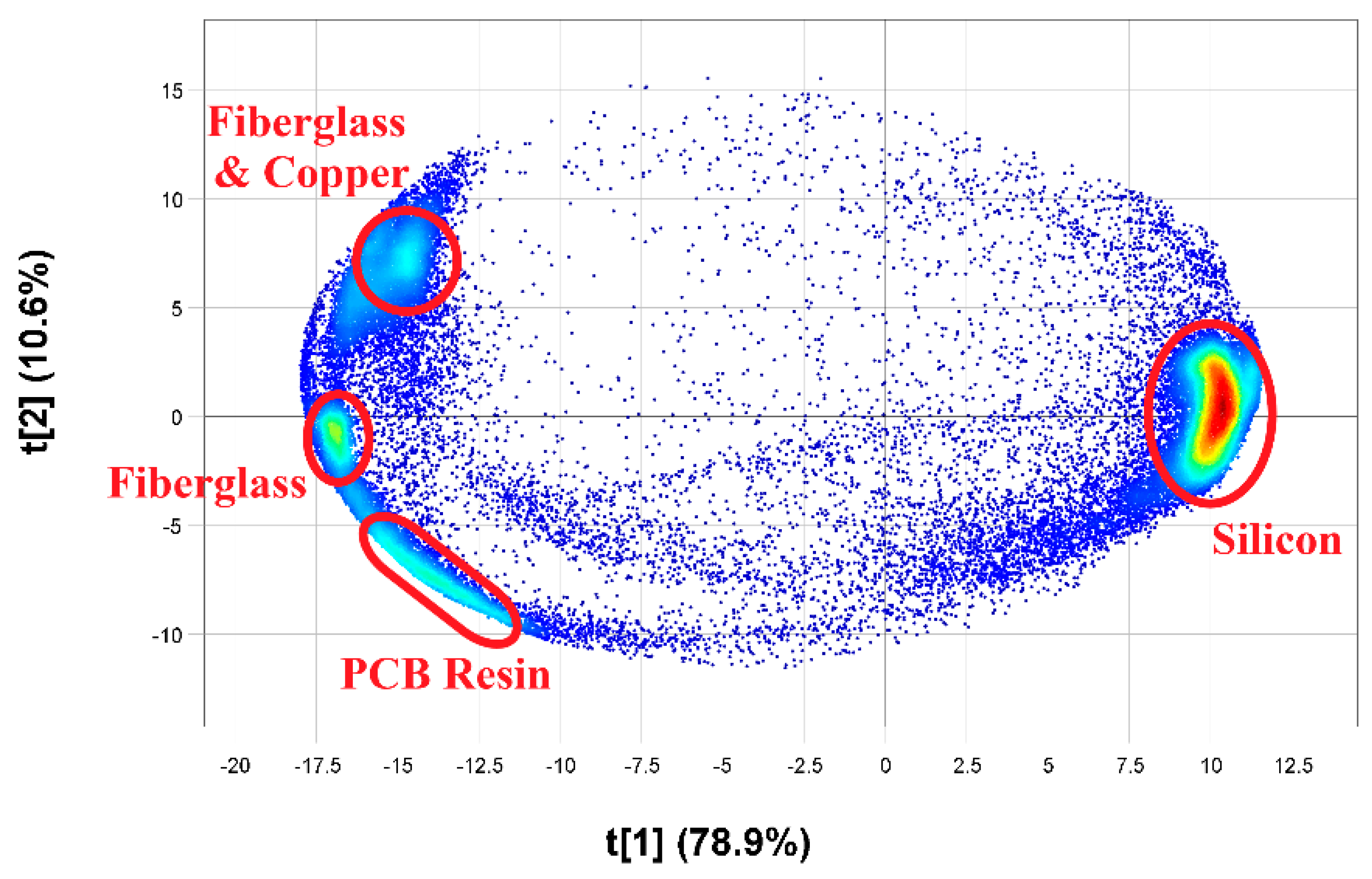
2.2. Data Acquisition of HSI
2.3. Data Processing with LabVIEW
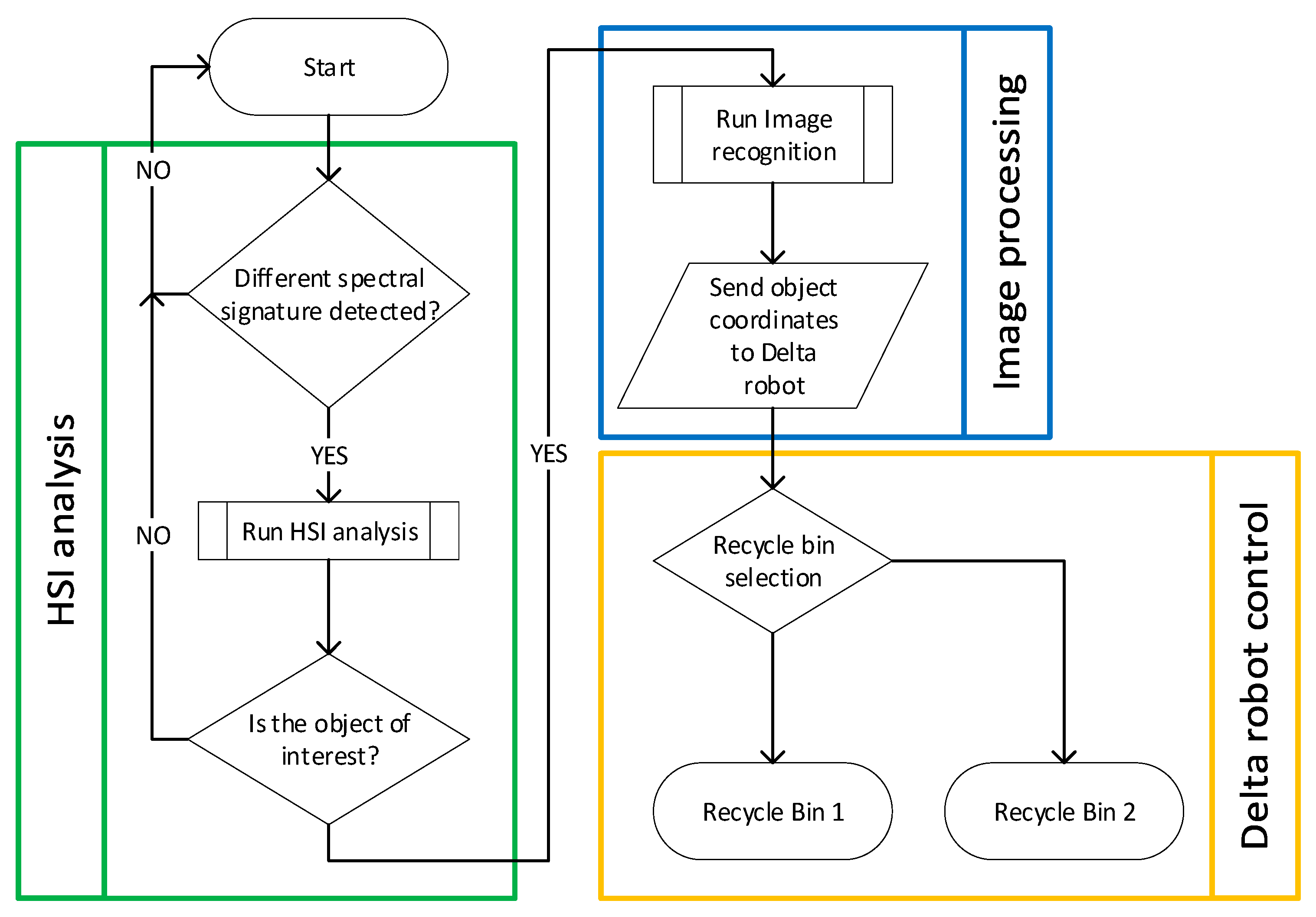
2.4. The First Stage of Sorting
2.4.1. HSI Acquisition and Analysis Using LabVIEW
2.4.2. Control of the Delta X Robot with LabVIEW
2.5. The Second Stage of Sorting
2.5.1. Contour Vision Sensor Algorithm
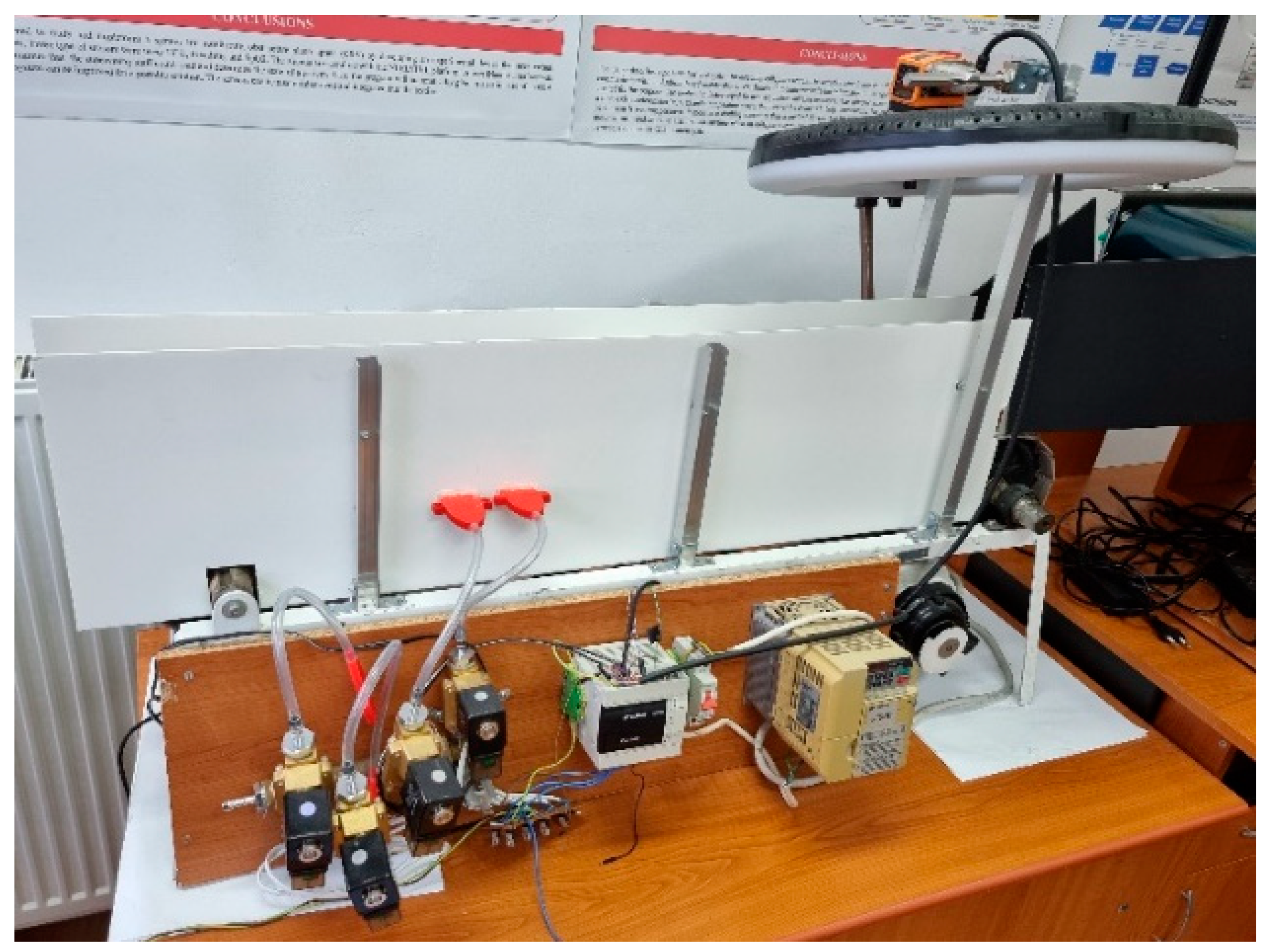
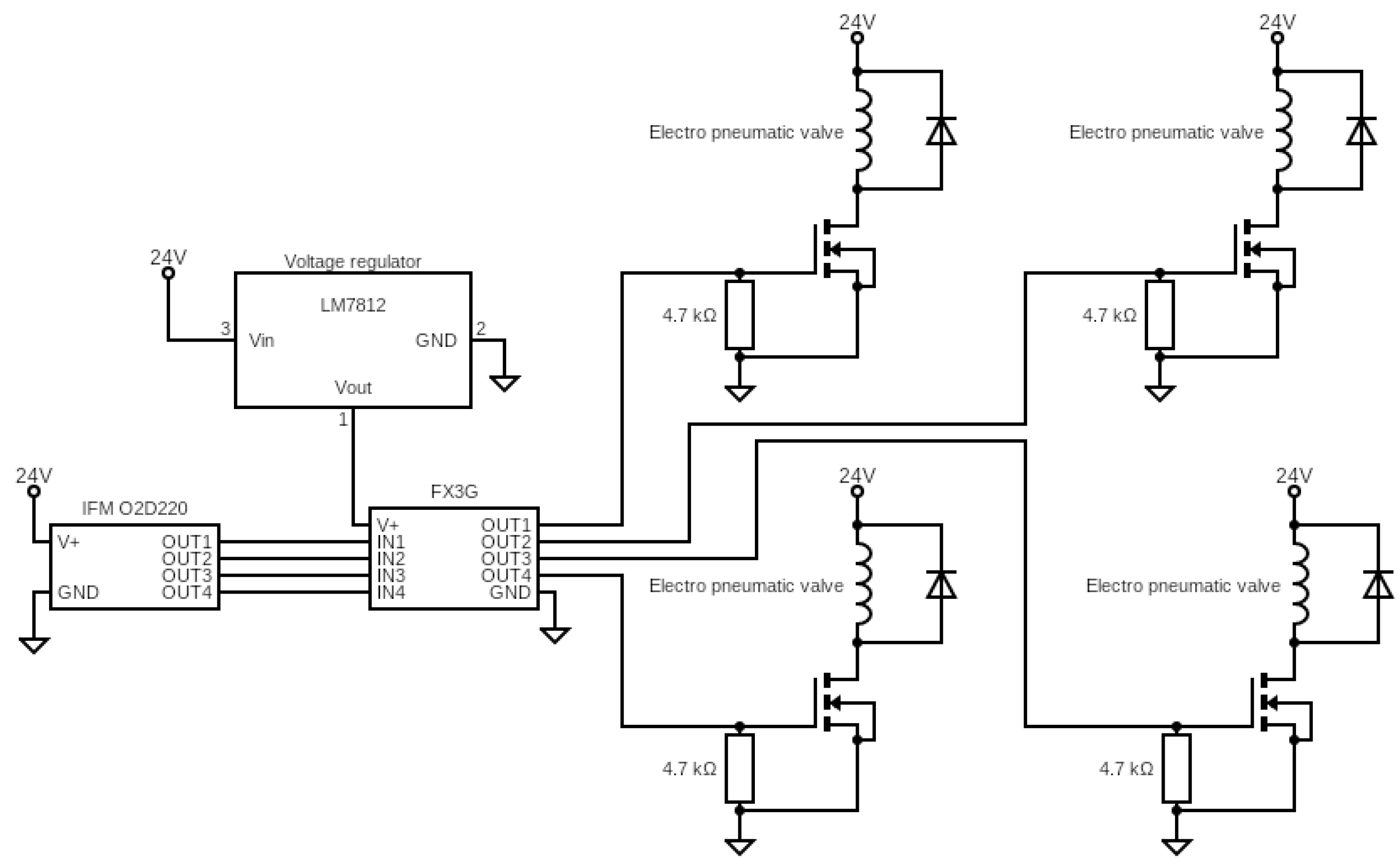
2.5.2. PLC Control System
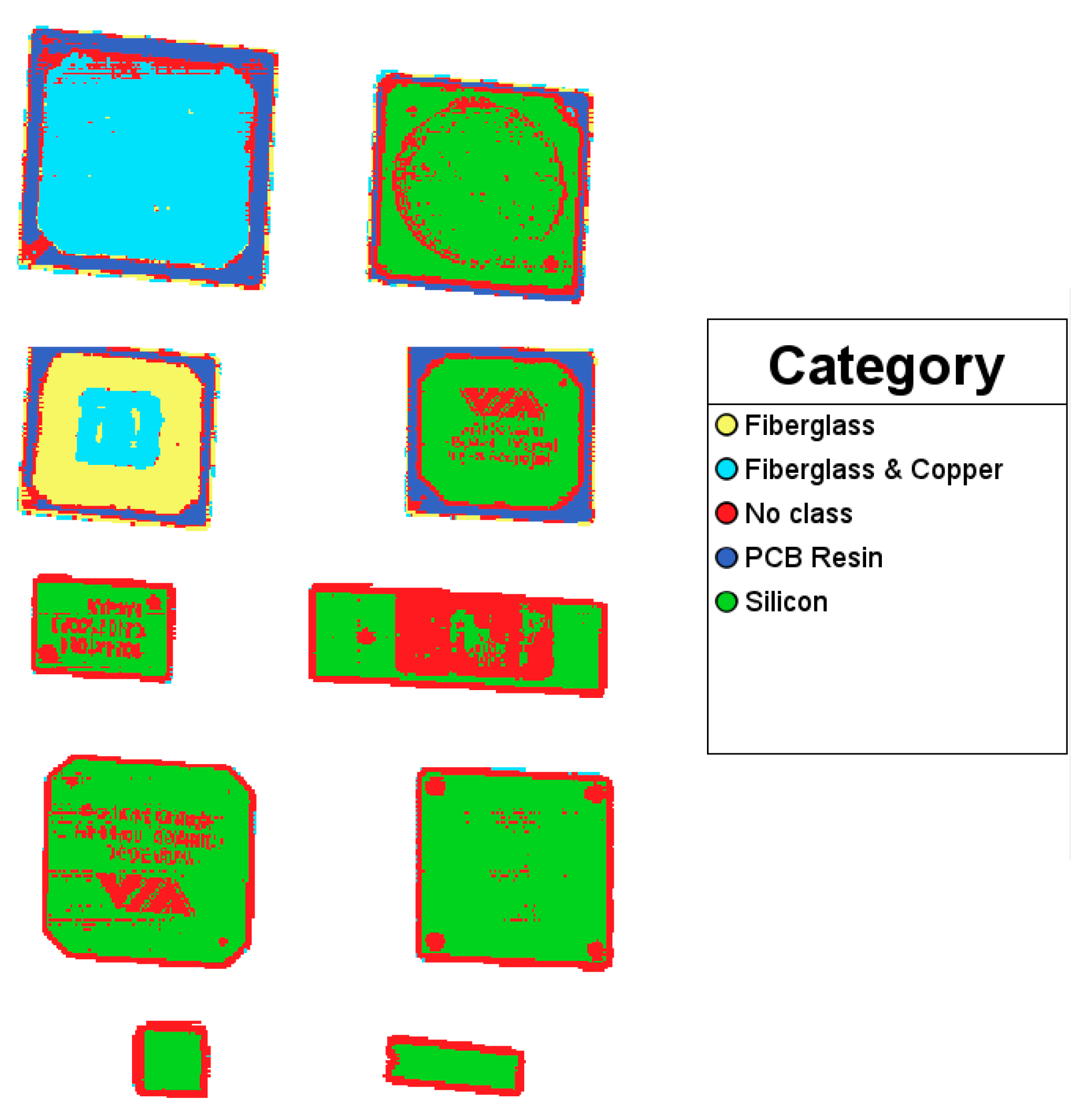
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Perkins, D.N.; Drisse, M.-N.B.; Nxele, T.; Sly, P.D. E-Waste: A Global Hazard. Ann. Glob. Heal. 2014, 80, 286–295. [Google Scholar] [CrossRef]
- Vermeșan, H.; Tiuc, A.-E.; Purcar, M. Advanced recovery techniques of waste materials from IT and telecommunication equipment Printed Circuit Boards. Sustainability 2019, 12, 74. [Google Scholar] [CrossRef] [Green Version]
- Hilty, L.M. Electronic waste—An emerging risk? Environ. Impact Assess. Rev. 2005, 25, 431–435. [Google Scholar] [CrossRef]
- Widmer, R.; Oswald-Krapf, H.; Sinha-Khetriwal, D.; Schnellmann, M.; Böni, H. Global perspectives on e-waste. Environ. Impact Assess. Rev. 2005, 25, 436–458. [Google Scholar] [CrossRef]
- He, W.; Li, G.; Ma, X.; Wang, H.; Huang, J.; Xu, M.; Huang, C. WEEE recovery strategies and the WEEE treatment status in China. J. Hazard. Mater. 2006, 136, 502–512. [Google Scholar] [CrossRef]
- EUR-Lex-32002L0096-EN-EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32002L0096 (accessed on 18 August 2021).
- EUR-Lex-02012L0019-20180704-EN-EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02012L0019-20180704 (accessed on 18 August 2021).
- Ongondo, F.; Williams, I.; Cherrett, T. How are WEEE doing? A global review of the management of electrical and electronic wastes. Waste Manag. 2011, 31, 714–730. [Google Scholar] [CrossRef]
- Candiani, G.; Picone, N.; Pompilio, L.; Pepe, M.; Colledani, M. Characterization of Fine Metal Particles Derived from Shredded WEEE Using a Hyperspectral Image System: Preliminary Results. Sensors 2017, 17, 1117. [Google Scholar] [CrossRef] [Green Version]
- Tehrani, A.; Karbasi, H. A novel integration of hyper-spectral imaging and neural networks to process waste electrical and electronic plastics. In Proceedings of the 2017 IEEE Conference on Technologies for Sustainability (SusTech), Phoenix, AZ, USA, 12–14 November 2017; pp. 1–5. [Google Scholar]
- Picón, A.; Ghita, O.; Bereciartua, A.; Echazarra, J.; Whelan, P.F.; Iriondo, P. Real-time hyperspectral processing for automatic nonferrous material sorting. J. Electron. Imaging 2012, 21, 013018. [Google Scholar] [CrossRef] [Green Version]
- Bigum, M.; Brogaard, L.K.-S.; Christensen, T.H. Metal recovery from high-grade WEEE: A life cycle assessment. J. Hazard. Mater. 2012, 207-208, 8–14. [Google Scholar] [CrossRef]
- Bonifazi, G.; Capobianco, G.; Palmieri, R.; Serranti, S. Hyperspectral Imaging Applied to the Waste Recycling Sector. Available online: www.spectroscopyeurope.com (accessed on 18 August 2021).
- Fiore, L.; Bonifazi, G.; Hennebert, P.; Serranti, S. Development of a selection system based on hyperspectral imaging for plastic waste with brominated flame retardants. Environ. Eng. Manag. J. 2020, 19, 1755–1763. [Google Scholar] [CrossRef]
- Bonifazi, G.; Gasbarrone, R.; Palmieri, R.; Serranti, S. Near infrared hyperspectral imaging-based approach for end-of-life flat monitors recycling. At-Automatisierungstechnik 2020, 68, 265–276. [Google Scholar] [CrossRef]
- Maisel, F.; Chancerel, P.; Dimitrova, G.; Emmerich, J.; Nissen, N.F.; Schneider-Ramelow, M. Preparing WEEE plastics for recycling—How optimal particle sizes in pre-processing can improve the separation efficiency of high quality plastics. Resour. Conserv. Recycl. 2020, 154, 104619. [Google Scholar] [CrossRef]
- Wu, X.; Li, J.; Yao, L.; Xu, Z. Auto-sorting commonly recovered plastics from waste household appliances and electronics using near-infrared spectroscopy. J. Clean. Prod. 2020, 246, 118732. [Google Scholar] [CrossRef]
- Wagner, F.; Peeters, J.; De Keyzer, J.; Janssens, K.; Duflou, J.; Dewulf, W. Towards a more circular economy for WEEE plastics—Part B: Assessment of the technical feasibility of recycling strategies. Waste Manag. 2019, 96, 206–214. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Heinemann, P.H.; Irudayaraj, J. Non-destructive apple bruise on-line test and classification with Raman spectroscopy. In Proceedings of the 2003 ASAE Annual Meeting, Las Vegas, NV, USA, 27–30 July 2003. [Google Scholar] [CrossRef]
- Anzano, J.; Casanova, M.-E.; Bermúdez, M.-S.; Lasheras, R.-J. Rapid characterization of plastics using laser-induced plasma spectroscopy (LIPS). Polym. Test. 2006, 25, 623–627. [Google Scholar] [CrossRef]
- Carlomagno, G.; Capozzo, L.; Attolico, G.; Distante, A. Non-destructive grading of peaches by near-infrared spectrometry. Infrared Phys. Technol. 2004, 46, 23–29. [Google Scholar] [CrossRef]
- ElMasry, G.; Wang, N.; El-Sayed, A.; Ngadi, M. Hyperspectral imaging for nondestructive determination of some quality attributes for strawberry. J. Food Eng. 2007, 81, 98–107. [Google Scholar] [CrossRef]
- Lammertyn, J.; Peirs, A.; De Baerdemaeker, J.; Nicolaı, B. Light penetration properties of NIR radiation in fruit with respect to non-destructive quality assessment. Postharvest Biol. Technol. 2000, 18, 121–132. [Google Scholar] [CrossRef]
- Shaw, G.; Manolakis, D. Signal processing for hyperspectral image exploitation. IEEE Signal Process. Mag. 2002, 19, 12–16. [Google Scholar] [CrossRef]
- Yun, Y.-H.; Li, H.-D.; Deng, B.-C.; Cao, D.-S. An overview of variable selection methods in multivariate analysis of near-infrared spectra. TrAC Trends Anal. Chem. 2019, 113, 102–115. [Google Scholar] [CrossRef]
- Chong, I.-G.; Jun, C.-H. Performance of some variable selection methods when multicollinearity is present. Chemom. Intell. Lab. Syst. 2005, 78, 103–112. [Google Scholar] [CrossRef]
- Xing, J.; Ngadi, M.; Wang, N.; De Baerdemaeker, J. Wavelength Selection for Surface Defects Detection on Tomatoes by Means of a Hyperspectral Imaging System. In Proceedings of the 2006 ASABE Annual International Meeting, Portland, Oregon, 9–12 July 2006. [Google Scholar] [CrossRef]
- Chen, Z.; Yang, M.; Shi, Q.; Kuang, X.; Qi, H.J.; Wang, T. Recycling Waste Circuit Board Efficiently and Environmentally Friendly through Small-Molecule Assisted Dissolution. Sci. Rep. 2019, 9, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Laura, G.; Marius, P.; Claudia, C.; Rodica, H.; Laszlo, R. Research and innovation project based on recovery of the components and materials from IT and telecommunication waste. In Proceedings of the 2021 30th Annual Conference of the European Association for Education in Electrical and Information Engineering (EAEEIE), Prague, Czech Republic, 1–4 September 2021; pp. 1–5. [Google Scholar] [CrossRef]
- Varvara, S.; Dorneanu, S.-A.; Okos, A.; Muresan, L.M.; Bostan, R.; Popa, M.; Marconi, D.; Ilea, P. Dissolution of Metals in Different Bromide-Based Systems: Electrochemical Measurements and Spectroscopic Investigations. Materials 2020, 13, 3630. [Google Scholar] [CrossRef]
- Cazan, S.; Chirita, D.; Stamate, C.; Irimia, D.; Burlacu, A.; Doroftei, I. Dismantling strategy for capacitors placed on printed circuits boards: Challenges and preliminary results. IOP Conf. Series: Mater. Sci. Eng. 2020, 997, 012071. [Google Scholar] [CrossRef]
- Miha, J. Determination of metallic impurities in the copper deposit obtained by electroextraction from solution resulted in the recycling of Waste Printed Circuit Board. In Proceedings of the 46th International Conference of the Slovak Society of Chemical Engineering, High Tatras, Slovakia, 20–23 May 2019. [Google Scholar]
- Liu, Y.; Windham, W.R.; Lawrence, K.C.; Park, B. Simple algorithms for the classification of visible/near-infrared and hyperspectral imaging spectra of chicken skins, feces, and fecal contaminated skins. Appl. Spectrosc. 2003, 57, 1609–1612. [Google Scholar] [CrossRef]
- Picon, A.; Ghita, O.; Whelan, P.; Iriondo, P. Fuzzy Spectral and Spatial Feature Integration for Classification of Nonferrous Materials in Hyperspectral Data. IEEE Trans. Ind. Inform. 2009, 5, 483–494. [Google Scholar] [CrossRef]
- Laszlo, R.; Holonec, R.; Copindean, R.; Dragan, F. Sorting System for e-Waste Recycling using Contour Vision Sensors. In Proceedings of the 2019 8th International Conference on Modern Power Systems (MPS), Cluj, Romania, 21–23 May 2019; pp. 1–4. [Google Scholar]
- What is LabVIEW?-NI. Available online: https://www.ni.com/ro-ro/shop/labview.html (accessed on 15 October 2021).
- Specim FX10-Specim. Available online: https://www.specim.fi/products/specim-fx10/ (accessed on 15 October 2021).
- What is EVINCE? Available online: www.prediktera.com (accessed on 15 October 2021).
- O2D220—Object Recognition Sensor—Ifm Electronic. Available online: https://www.ifm.com/de/en/product/O2D220 (accessed on 15 October 2021).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hyperspectral Camera Image | Material Signature Identification | Image Processing Algorithms |
|---|---|---|
 |  | -Spectral band: 115 -λ = 701,81 nm -Auto threshold (inter-variance) -Morphology |
 | Spectral band: 180 -λ = 880,58 nm -Threshold -Morphology -Particle filter | |
 | Spectral band: 180 -λ = 880,58 nm -Low-pass filter -Threshold -Particle filter | |
 | Spectral band: 180 -λ = 880,58 nm -Low-pass filter -Threshold -Morphology -Particle filter |
| Case Number | Stage 1 | Stage 2 | ||
|---|---|---|---|---|
| Large Silicon Chips | Silicon Chips with Resin | Fiber Glass | Small Silicon Chips | |
| Case I | 70% | 70% | 90% | 60% |
| Case II | 80% | 90% | 90% | 70% |
| Case III | 90% | 80% | 100% | 90% |
| Case IV | 70% | 90% | 90% | 90% |
| Case V | 80% | 80% | 100% | 100% |
| Case VI | 100% | 90% | 80% | 100% |
| Case VII | 90% | 80% | 90% | 70% |
| Case VIII | 100% | 90% | 100% | 100% |
| Case IX | 100% | 100% | 100% | 80% |
| Case X | 100% | 100% | 100% | 90% |
| Average | 88% | 87% | 94% | 85% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rapolti, L.; Rodica, H.; Grindei, L.; Purcar, M.; Dragan, F.; Copîndean, R.; Reman, R. Experimental Stand for Sorting Components Dismantled from Printed Circuit Boards. Minerals 2021, 11, 1292. https://0-doi-org.brum.beds.ac.uk/10.3390/min11111292
Rapolti L, Rodica H, Grindei L, Purcar M, Dragan F, Copîndean R, Reman R. Experimental Stand for Sorting Components Dismantled from Printed Circuit Boards. Minerals. 2021; 11(11):1292. https://0-doi-org.brum.beds.ac.uk/10.3390/min11111292
Chicago/Turabian StyleRapolti, Laszlo, Holonec Rodica, Laura Grindei, Marius Purcar, Florin Dragan, Romul Copîndean, and Robert Reman. 2021. "Experimental Stand for Sorting Components Dismantled from Printed Circuit Boards" Minerals 11, no. 11: 1292. https://0-doi-org.brum.beds.ac.uk/10.3390/min11111292