
Recent Advancements in Metallurgical Processing of Marine Minerals



1
Department of Analytical Chemistry and Chemical Metallurgy, Faculty of Chemistry, Wroclaw University of Science and Technology, 50-370 Wroclaw, Poland
2
Department of Geoscience and Petroleum, Norwegian University of Science and Technology, S. P. Andersens Veg 15a, 7031 Trondheim, Norway
*
Authors to whom correspondence should be addressed.
Minerals 2021, 11(12), 1437; https://0-doi-org.brum.beds.ac.uk/10.3390/min11121437
Submission received: 18 November 2021
/
Revised: 9 December 2021
/
Accepted: 15 December 2021
/
Published: 19 December 2021
(This article belongs to the Special Issue Chemical Engineering and Technology in Mineral Processing and Extractive Metallurgy)
Abstract
:Polymetallic manganese nodules (PMN), cobalt-rich manganese crusts (CRC) and seafloor massive sulfides (SMS) have been identified as important resources of economically valuable metals and critical raw materials. The currently proposed mineral processing operations are based on metallurgical approaches applied for land resources. Thus far, significant endeavors have been carried out to describe the extraction of metals from PMN; however, to the best of the authors’ knowledge, it lacks a thorough review on recent developments in processing of CRC and SMS. This paper begins with an overview of each marine mineral. It is followed by a systematic review of common methods used for extraction of metals from marine mineral deposits. In this review, we update the information published so far in peer-reviewed and technical literature, and briefly provide the future perspectives for processing of marine mineral deposits.
1. Introduction
The discovery of deep-sea concretions, later known as polymetallic nodules (PMN), in the 1870s, during the HMS Challenger expedition [1], opened a perspective for new, alternative-to-terrestrial, rich resources of many valuable metals (Cu, Ni, Co, Mn, Ag, REE, etc.). The results from the HMS Challenger expedition initiated numerous investigations aiming at the acquisition of mineral deposits on the seafloor, and subsequent recovery of metals. At present, three main types of marine mineral deposits have been discovered: polymetallic manganese nodules (PMN), cobalt-rich manganese crusts (CRC) and seafloor massive sulfides (SMS). These mineral deposits have gained increasing attention due to the significant content of economically valuable metals and critical raw materials (CRM) [2]. Although the accurate assessment of the total amounts of metals and CRM in the marine mineral deposits is difficult, the estimated hypothetical and speculative abundance is of the order of a million tons, compared to the identified terrestrial deposits [3].
A major challenge for scientists has been to develop a technology for deep sea-floor exploration and extraction, enabling the collection of mineralized material from the seabed, followed by the efficient extraction of metals. Currently, mining technologies are just emerging to exploit and extract these mineral deposits. Based on this rough characteristic, different research projects have started aiming for implementation of various concepts, including solutions known from terrestrial applications. However, until now, with an enormous number of research projects, with access to modern and high-tech equipment, there is no full-scale operation [4]. The technological problems, probably caused by the great diversity of the sea-bed materials, or difficulties with the beneficiation of marine mineral deposits, are not the only ones. A lot of discussion held so far concerns the legitimacy of taking such a strong interference in the environment [5,6,7]. The main concern arises from the fact that large quantities of very fine sediments from the ocean floor can be discharged into the surface water, together with cold, nutrient-rich seawater during dredging operations. Furthermore, the potential effects on the ecology of oceans are unpredictable and will depend on the type of mining systems used for future large-scale production [8]. One of the most important and least understood threats is the sediment plume that is expected to travel in the ocean column away from the mine site [9].
Each of the marine mineral deposits exhibits unique properties such as mineralogical assemblage, bulk chemical composition, density, porosity, surface area and hardness, each of which are crucial for the development of a beneficiation process ending in an effective recovery of metals. Based on numerous investigations dedicated to defining mineralogy of the marine deposits, it is known that PMN and CRC share similar mineralogical compositions (the valuable metals are mostly found incorporated in either oxide or oxyhydroxide forms), whereas the SMS group includes sulfide minerals containing the metals [10]. Additionally, the chemical composition of numerous samples enabled us to determine the main metallic content in each type of marine deposit. PMN are the main source of Mn and Fe, together with Cu, Ni and Co. CRC are rich in cobalt, but also contain variable amounts of vanadium, titanium, tantalum, tungsten, and REEs. SMS contain predominantly iron, copper, zinc, and many minor elements. Moreover, some elements such as manganese, cobalt, tellurium, and yttrium are more abundant in the marine deposits in comparison to land resources.
Currently proposed mineral processing operations are based on metallurgical approaches applied to terrestrial (land) deposits; however, development of marine minerals processing technology is underway. Recent extensive reviews on processing of PMN can be found elsewhere [11]; however, to the best of the authors’ knowledge, there is a lack of thorough review on advancements in processing of CRC and SMS. It should also be noted that the number of publications on PMN processing is quite impressive, compared to the manuscripts that describe the methods for CRC and SMS (Figure 1). We also point out that in this review we focus only on articles on the physicochemical and metallurgical processing of marine minerals, discarding those relating to either technical, ecological, or economic issues.
In this paper, we respond to the increasing interest in the processing of marine mineral deposits by collecting information from peer-reviewed and other technical literature on historical and recent developments in processing of PMN, CRC, and SMS. We update the information published so far and provide future perspectives for the recovery of valuable metals from the marine deposits.
2. Brief Characteristics of Marine Resources
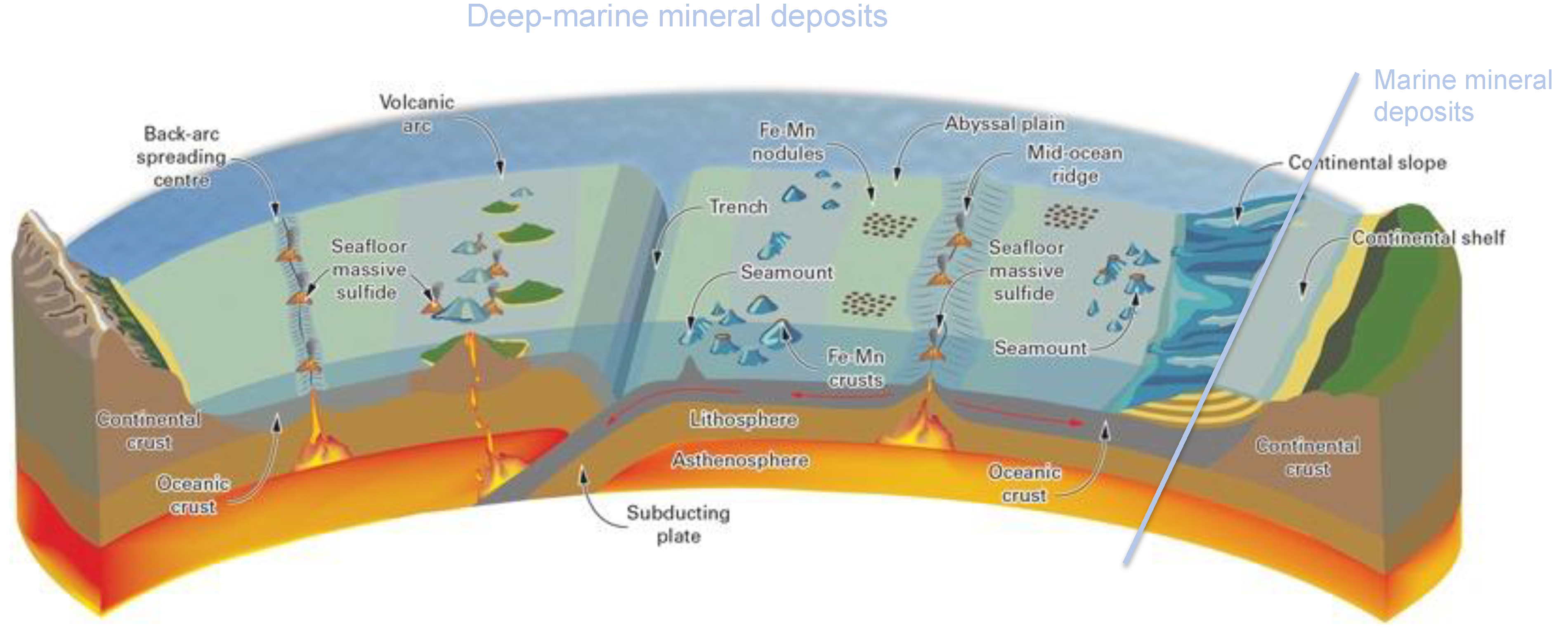
Mineral deposits in the world oceans can be divided into marine mineral deposits and deep-marine mineral deposits [2]. Figure 2 shows the distribution of the different types and their geological settings. The first type is found on the continental shelf and comprises deposits accumulated from weathered terrestrial rocks transported and deposited in the ocean through alluvial processes. The latter comprises deposits formed at or in the deep-ocean floor. There are three main types of deep-marine mineral resources currently known from the world’s oceans [1]. These are typically referred to as polymetallic manganese nodules (PMN), cobalt-rich manganese crust (CRC), and sea-floor massive sulfides (SMS). They occur in different geological settings on the sea floor and their formation differs significantly. A short overview of each of the three types is given in the following sections.
2.1. Polymetallic Manganese Nodules (PMN)
Three main types of polymetallic manganese nodules (PMN) have been described and summarized elsewhere [1,10]. These are (i) hydrogenetic nodules formed by the direct deposition of manganese and cobalt, nickel, and copper from seawater; (ii) diagenetic nodules formed as a result of remobilization of manganese in the sediment column; (iii) hydrothermal nodules formed as a result of massive discharge of hydrothermal fluids at the seafloor at hotspots and divergent plate margins [1].
The deposition of PMN starts precipitation of metals from the ambient sea water onto some sort of nuclei. This nuclei is typically an older nodule fragment, shark tooth, plankton shell, or rock fragments [10].
The abundance of PMN on the seafloor is mainly controlled by the sedimentation rate [1]. PMN occur mainly on the great abyssal plains at depths ranging from 3000 m to 6000 m and can typically be 1 cm to 12 cm diameter. The most common size in the Clarion–Clipperton Zone (CCZ) is the range 1–5 mm. The growth rate of PMN is controlled by the deposition environment but is generally less than 10 mm/million year for hydrogenetic nodules and more than a 100 mm/million years for diagenetic nodules. A greater diagenetic component of the nodules results in a faster growth rate [13]. However, a combination of the two growth mechanisms is typical, and hence also the average growth rate.
PMN differ significantly in physical properties and mineralogical composition from the known terrestrial deposits. A unique characteristic of PMN compared to the terrestrial resources is the presence of multiple elements in one deposit. A polymetallic manganese nodule contains a range of valuable metals, i.e., Mn, Fe, Cu, Zn, Ni, Co, Mo, and also minor amounts of 22 other elements, including rare earth elements (REE) [14,15]. According to Hein et al. [15], PMN from CCZ might contain a greater tonnage of Mn, Ni, Co, Tl, and Y, and a similar tonnage of As, as the entire “global terrestrial reserve base”. It should, however, be noted that numbers from the CCZ do not represent a reserve base but rather a compilation of data from projects in various stages of resource classifications, none of these classified as mineral reserves. The average chemical and mineralogical composition of PMN are given in Table 1 and Table 2. Figure 3 and Figure 4 represent PMN samples and their growth structures, respectively. The chemical and mineralogical composition of PMN depends mainly on the processes controlling the deposition of nodules as well as the geographic location for their formation. The most common manganese minerals detected in nodules are todorokite, birnessite, and delta manganese dioxide. Goethite has been determined to be the most common iron-bearing mineral. Nodules are built up of nanometer- scale manganese oxides and iron oxyhydroxides. Fe/Mn ratios typically vary similarly with the type of nodules [16].
2.2. Cobalt-Rich Manganese Crusts (CRC)
There are still not enough geochemical data, and little is known about the abundance of cobalt-rich manganese crusts (CRC) in most areas of the ocean. There are two main types of manganese crusts according to [1]; (i) cobalt-rich manganese crust, which is a hydrogenous manganese crust with more than 1% (wt%) Co, and (ii) hydrothermal manganese crust, which is the least abundant manganese deposit in the world’s oceans. The cobalt-rich manganese crusts are the ones of interest from an economic perspective. CRC occur on sea mounds in any part of the world’s oceans, but are typically restricted to ancient seamounts in relatively large depths and are seen to be more frequent in the Pacific Ocean [1]. Criteria for the formation of CRC is that bottom conditions have resulted in minimal sedimentation and provided the substrate, i.e., the host rock or the original rock of the sea mound, free from sediments. Crusts are only formed on sediment-free surfaces. The formation of crusts typically takes place at depths between 400 m and 4000 m, and the most prospective, cobalt-rich manganese crusts are found on large seamounts at less than 1000 m to 1500 m water depth and older than 20 million years [21].
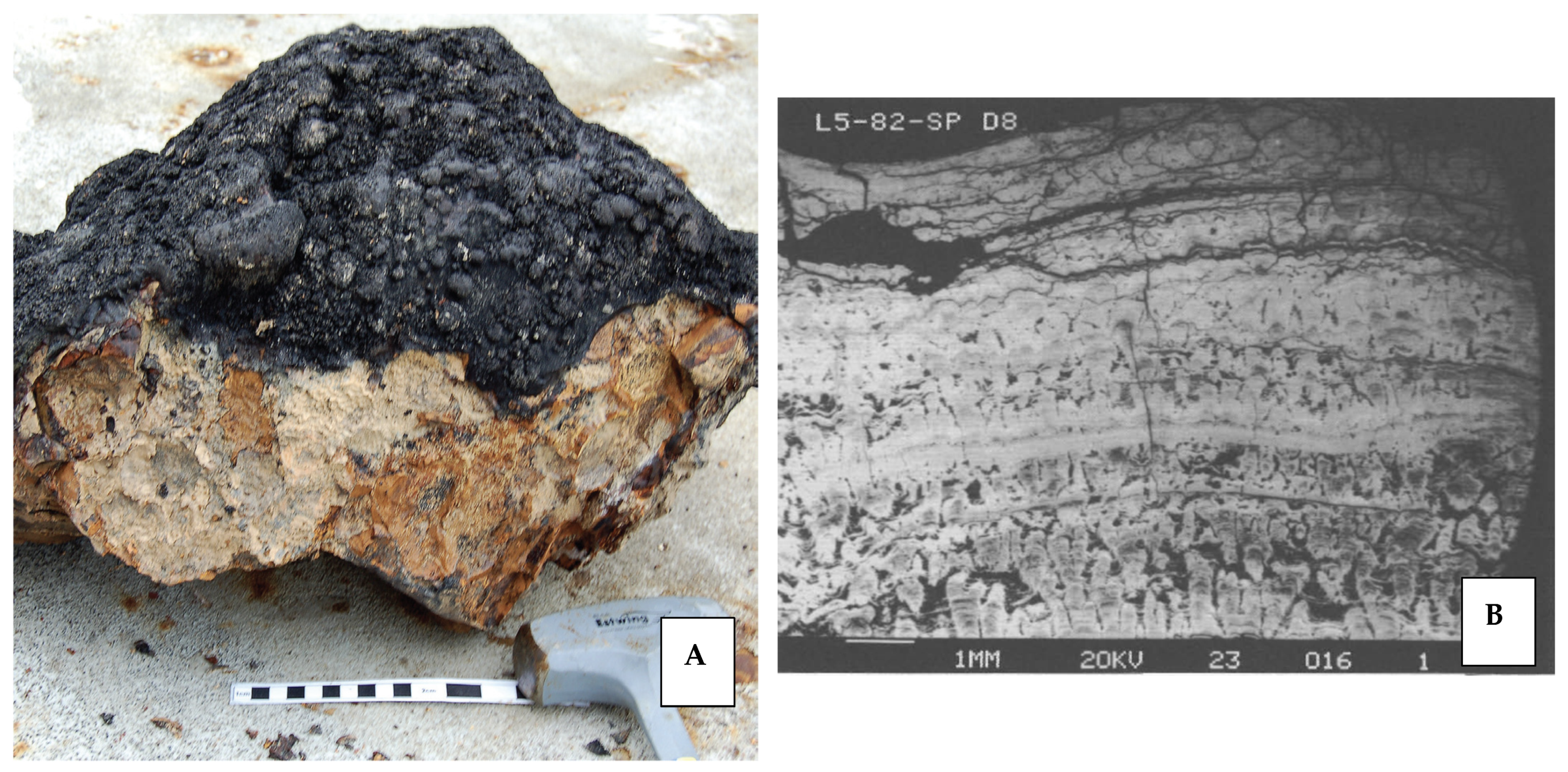
Hydrogenous CRC exhibit strong similarities with hydrogenetic nodules [13], and thus have been attracting investment in exploration for higher concentrations of various metals. The average chemical and mineralogical composition of CRC are given in Table 3 and Table 4. The main metals of economic interest are nickel, copper, cobalt, and possibly manganese and titanium [10]. There are also traces of other valuable metals, such as molybdenum, REE, and lithium. The characteristic properties of CRC are very high porosity (60%), high surface area (300 m2/cm3 of crust), and extremely slow rates of growth (1–6 mm/Ma) [22]. The CRC consist of a very fine-grained mixture of ferruginous vernadite (mainly δ-MnO2 × H2O), X-ray amorphous Fe-oxyhydroxide, aluminosilicate phases, carbonate-fluorapatite (secondary in the older crust generation), minor admixtures of fine-grained, detrital quartz, and feldspar as well as residual biogenetic phases. Figure 5A,B represent CRC samples and their growth structures, respectively.
2.3. Seafloor Massive Sulfides (SMS)
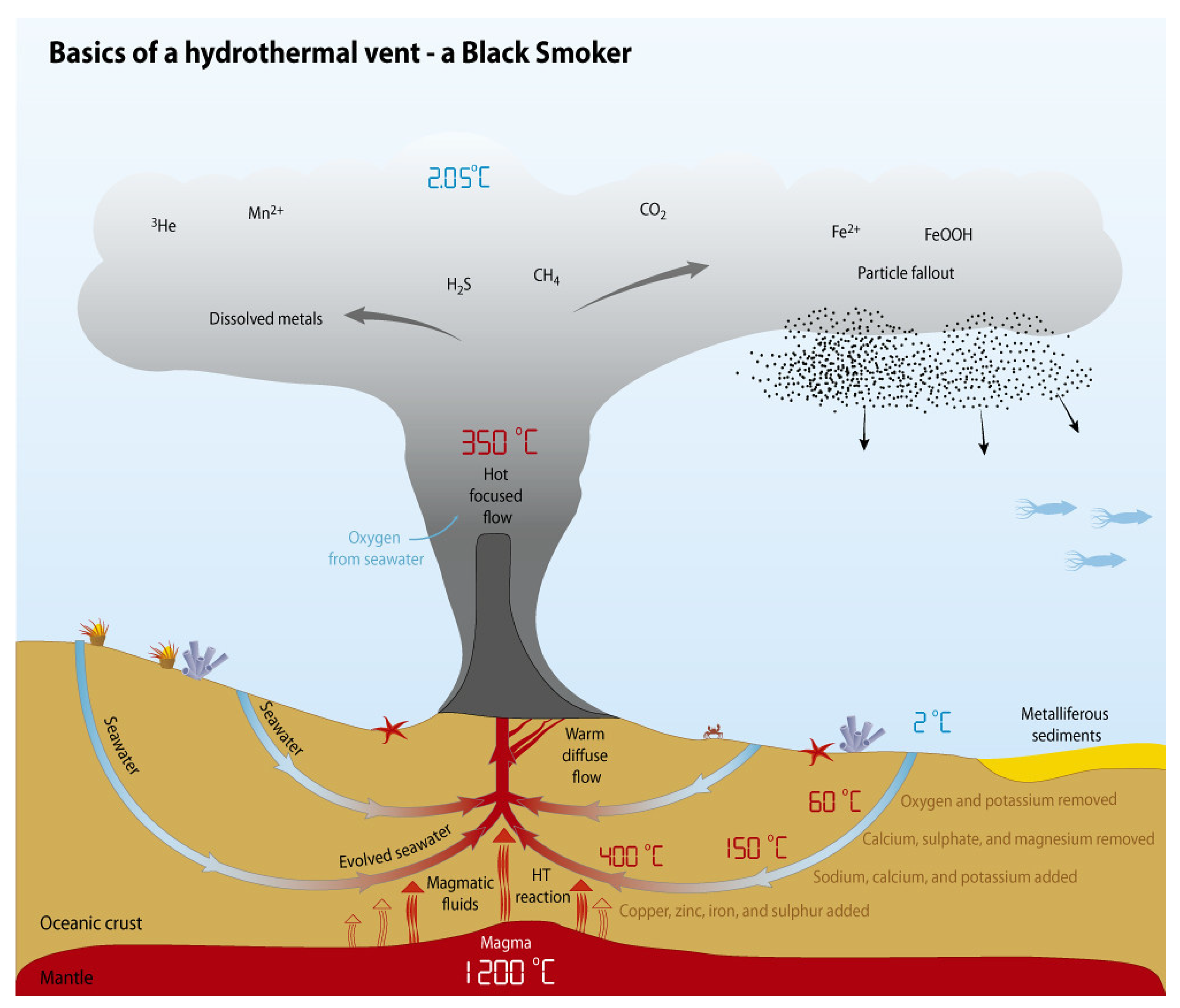
Seafloor massive sulfides (SMS) are derived from the fluid/rock interaction within the oceanic crust [25]. See Figure 6 for a schematic overview of the processes leading to the formation of SMS. Oceanic water penetrates the crust along fractures and cracks and a heat source provides heating of fluids towards the depth. The heat also mobilizes fluids trapped in the crust and the circulating water leaches metals from the host rocks. At a point towards depth, circulating waters reach the point where the water starts to rise along fractures in the feeder system to the black smoker system. The rising fluids bring metals to the feeder zone and ultimately release them to the cold ambient water near the seafloor, where the dissolved metals start to precipitate and create a plume. Precipitation is forced by the cold temperatures in the water on the seafloor as well as by reduced pressure as the fluids travel upwards. The SMS deposits typically occur at water depths down to 4000 m [26], and they are found in a variety of tectonic settings, mainly located to plate boundaries, at the modern seafloor including mid-ocean ridges, back-arc rifts, and seamounts [27]. The composition of hydrothermal sulfide deposits can vary significantly according to the geodynamic environment, the nature of basement rocks affected by hydrothermal circulation, the water depth, the phase separation processes, and the maturity of deposits. SMS share some mineralogical and chemical characteristics with classic volcanogenic massive sulfides (VMS). The major minerals forming SMS deposits include iron sulfides, such as pyrite and marcasite, as well as the minerals of the most economic interest—chalcopyrite, isocubanite (being copper sulfides) and sphalerite (zinc sulfide). All other minerals of SMS deposits are considered as minor (by-product) ones. The precious metals gold and silver mainly occur in native form, and their Au and Ag grades in SMS deposits are significantly higher than in PMN and CRC deposits. Table 5 and Table 6 show the chemical and mineralogical compositions of SMS samples. Figure 7 and Figure 8 represent SMS samples and their growth structures, respectively.
Among the physical properties of SMS, important from a metallurgical point of view, are their density, water content, and grain size. The bulk density of black and white smoker samples ranged between 1.9 and 3.0, the porosity between 19.4% and 38.8% and it changed with the maturation stage of SMS deposits [28]. The observed trend showed that less mature sulfide samples (the ones closer to the surface) are more porous.
2.4. Comparison of Different Ore Types
The in situ estimated tonnages of discovered nodules and crusts of the CCZ and PPCZ (Table 7) are significant, but apart from Mn, the total tonnages are not more than required to be regarded as a supplement to the land-based reserve base [13]. However, especially CRC deposits are known in the deep oceans also in the Atlantic Ocean, e.g., within the Norwegian Exclusive Economic Zone (EEZ) [32] and within Japanese EEZ [33]. Hence, the tonnages for CRC in Table 7 may be upgraded, but too little is yet known.
When it comes to SMS deposits compared to the land-based reserve base, the amount of work performed on SMS seems not yet to have focused on the available tonnage estimates for different metals. However, several authors have estimated the size of single deposits and their typical grades. For example, Hannington et al. [34], estimated the around 600 Mt of massive sulfides along 89,000 km of Mid-Ocean Ridges with 5% combined Cu + Zn + Pb. These numbers suggest something in the range just higher than what is estimated for the PPCZ.
3. Processing of Marine Minerals
Processing involves separating an ore from a waste and transforming it into a product (e.g., metal). The number and type of steps involved in a particular process may vary significantly depending on the physical, chemical, and mineralogical properties of the processed ore. For terrestrial (land) ores, the processing takes place on land and includes a wide range of techniques. Marine minerals (PMN, CRC, SMS), however, due to their complex mineralogy, high porosity and water content, differ significantly from the land resources, and thus their processing will be different as well. Recovery of metals from the marine minerals might take place either on land or the seabed; however, the processing routes have not been elaborated yet. The currently applied extraction techniques of marine minerals are based on the terrestrial ore practices and can mainly be divided into three major categories: (i) conventional mineral processing, (ii) hydrometallurgical, and (iii) pyrometallurgical treatment. In mineral processing, several technique—from relatively straightforward mechanical operations to complex physicochemical procedures, are employed to prepare a material for further processing and/or to separate the ore from the waste.
The hydrometallurgical treatment mainly includes leaching with various lixiviants and reducing agents, while pyrometallurgy involves smelting, chlorination, and segregation processes. Table 8, Table 9 and Table 10 summarize the main routes applied so far in the processing of marine minerals, which are discussed in this section.
3.1. Polymetallic Manganese Nodules (PMN)
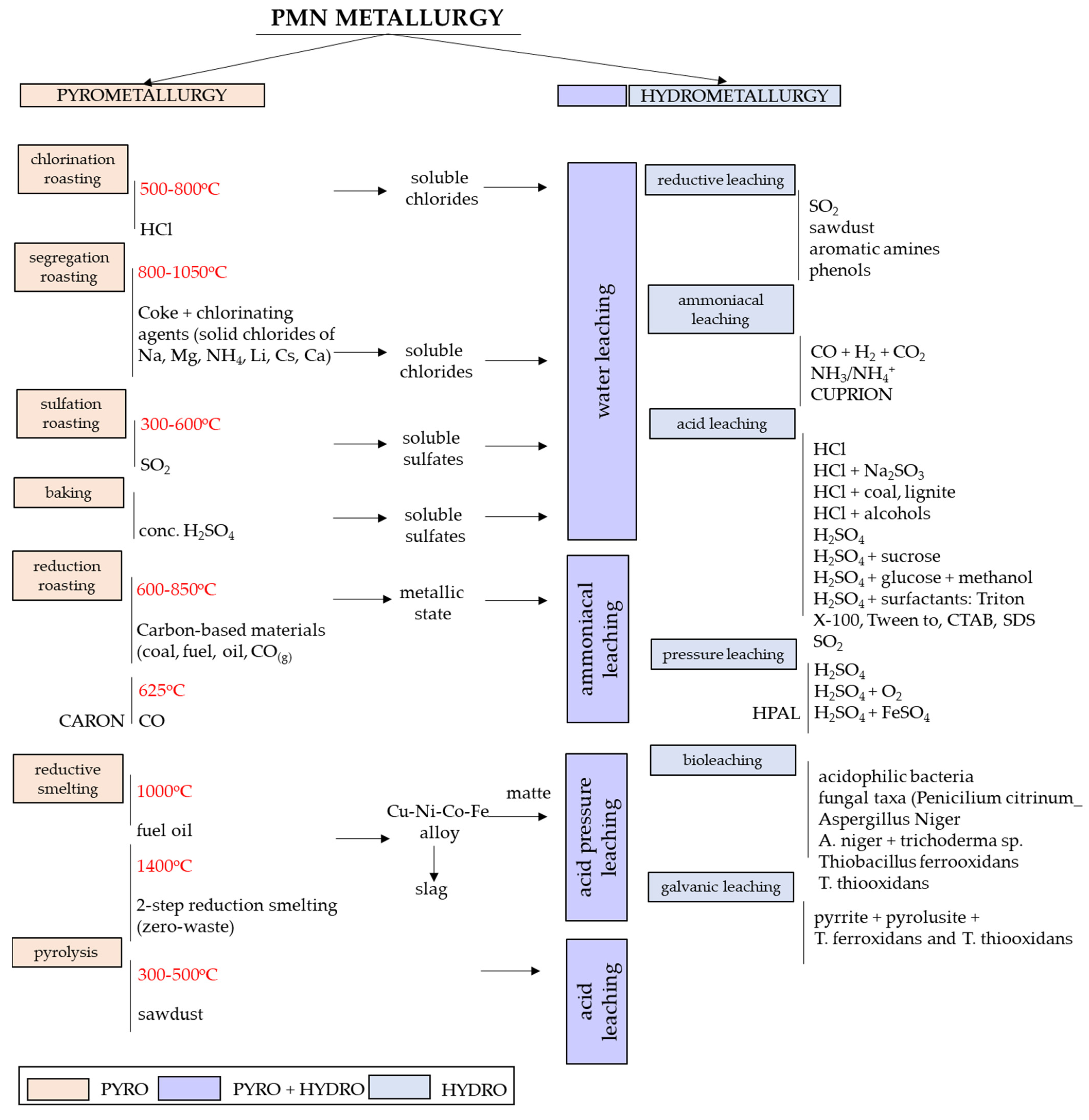
To obtain high recoveries of valuable metals from PMN, it is necessary to release them by breaking the crystal lattices of the manganese oxides. Therefore, most of the research works propose the reduction of tetravalent manganese to a divalent state [19,84]. This can be accomplished either pyrometallurgically by smelting with gaseous, liquid, or solid reducing agents, or with hydrometallurgy, where the reduction is carried out either before or during a leaching operation, or by a combination of both (Figure 9).
Regardless of the approach used for metals recovery, the most common method of PMN pretreatment used to be air drying followed by crushing and grinding to reduce the size of nodules. Usually, the powdered nodules size fractions are less than 100 μm [45,49,55]. When samples are processed pyrometallurgically at high temperatures, the powder is mixed with the flux and reducing agents, and in the case of hydrometallurgical processing, the ground nodules are sieved and leached under specified conditions.
PMN are relatively easy to grind with the Bond-index of about 7 kilowatt hours per ton [84]. The size mineral phases in PMN ranges from below 1 to ca. 5 μm. Due to the high surface area (ca. 200 m2/g) and porosity (60%) nodules were considered for their use as adsorbents or catalysts [85,86,87,88,89]. In a few works, due to the high concentrations of MnO2, PMN served as an oxidizing agent [90,91,92]. High porosities, with pore size diameters in the range 0.01 μm to 0.1 μm, result in a high moisture content (30–40%). This is a major disadvantage in high-temperature metallurgical treatment because it forces the use of a drying operation, and thus it is energetically inefficient. The complex oxidic mineral composition of PMN (a very fine-grained admixture) makes the application of methods of physical beneficiation such as gravity, electrostatic and magnetic separation or flotation to produce concentrates of the valuable metals economically inefficient; instead, either hydro- or pyrometallurgical processing has to be used. Physical separation techniques might be applied in screening for removal of such debris as bones, sharks’ teeth, etc. [11].
Pyrometallurgy aims at the reduction of metals in PMN to metallic forms, which can be further recovered. A lot of research works have been dedicated to finding the most effective reducing agent. Many inorganic and organic compounds were tested in this role. The hydrometallurgical treatment has been described in several process options, among which the most popular is either acidic or ammonia leaching under either atmospheric or elevated pressures, with an addition of various kinds of additives such as reductants, surfactants, or microorganisms (biohydrometallurgy) (Figure 9).
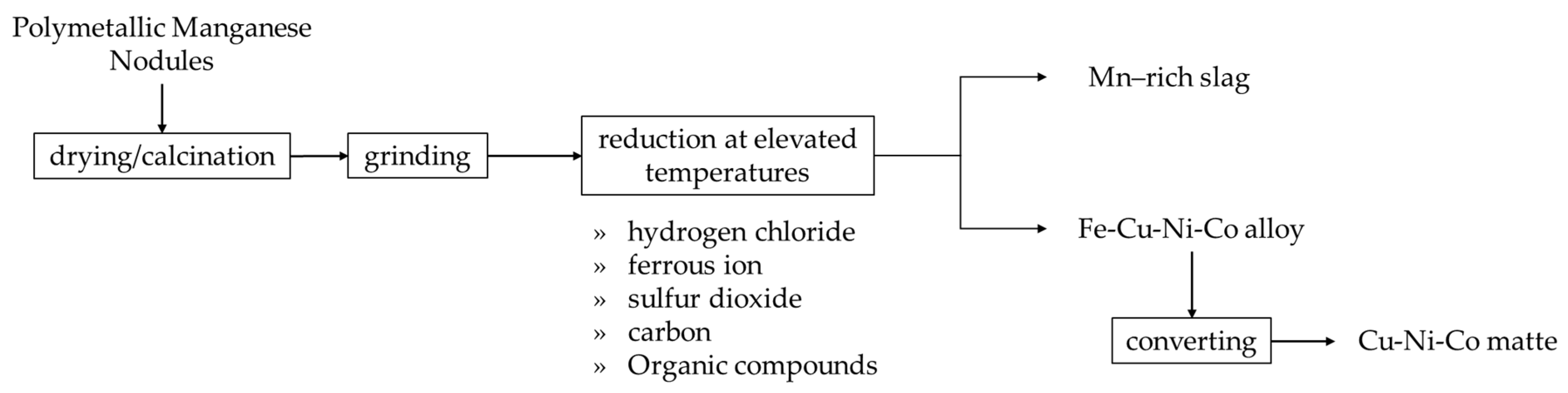
The most important metals of economic interest, found in manganese nodules, are Cu, Ni, Co, and Mn and their recovery might be based on the classical smelting processes, dedicated for the copper and nickel metallurgy, known from the terrestrial applications. The most applied pyrometallurgical methods are listed in Table 8. At first, nodules are either dried or calcined at various conditions, then ground, and introduced into a furnace for reduction (at temperatures from 130 °C to over 1400 °C) [15,20,37,40,41,43,85]. The reduction process with various reducing agents, such as hydrogen chloride, ferrous ion, sulfur dioxide, carbon, and many organic compounds [18,36,42,89,93], leads to a manganese-rich slag and an iron-nickel-copper-cobalt alloy. The alloy is then subjected to a converting operation where during oxidation most of the remaining Mn and Fe are removed. In the next step, the obtained Ni-Cu-Co matte might be treated by several methods. The Mn-Fe slag phase can be fed to a furnace to produce the ferro-silico-manganese alloy. A simplified pyrometallurgical route for manganese nodules treatment, created based on the data provided elsewhere [94], is presented in Figure 10.
Two approaches have been known for the manganese recovery from the slag. It can be recovered as either silicomanganese or ferromanganese. Both are marketable products with some limitations to the contents of Mn, Si, C, or S, specified by the American Society for Testing and Materials (ASTM) [46,76], Active Standard A99 and A483/A483M-ASTM. A typical Mn recovery exceeds 95%, but slags still contain a small amount of Cu, Co, and Ni. Sommerfeld et al. proposed two-step reductive smelting of polymetallic nodules resulting in a “zero-waste” process [38]. Their concept was based on the well-known INCO process described elsewhere [94]. Briefly, the idea was to use fluxes (Al2O3, TiO2, FeO, Na2B4O7, and SiO2) in an additional smelting step, designed for the slag phase obtained in the first one to increase the Mn recovery in the form of high carbon ferromanganese (HC FeMn). The optimal conditions were: smelting at 1400 °C with 9.4% SiO2, yielding over 90% and up to 100% for Cu, Co, Mo, and Ni. The final slag contained 97% of Mn and low concentrations of Cr, Cu, V, and Ni.
Most of the research works dedicated to the treatment of PMN relate to the application of a leaching operation. These works can be generally grouped into two categories based on either the leaching type (acidic/basic or atmospheric/pressure) or leaching mechanism (electroleaching, electrobioleaching, galvanic, or surfactant mediated). Table 8 and Figure 11 summarize the applied methods for the hydrometallurgical treatment of PMN. Hydrometallurgical processing very often is conducted on a previously reduced feed, i.e., under a reducing atmosphere of H2, CO [46], or SO2, or by mixing nodules with solid reductants such as coal [45,87]. Another option is to apply reduction leaching, where manganese is reduced to Mn (II) by various reagents, such as SO2, [61] CO, HCl [20], FeSO4 [52], aromatic amines [53], phenols [54], glucose [66,70], or surfactants [49]. Then, the only pretreatment operation is the comminution of nodules. Some of the most commonly used techniques are shortly described here.
Among all applied techniques, the Cuprion process developed by Kennecott Copper Corporation (KCC), and further improved by several researchers, has been found as the most promising method for recovery of metals from PMN. The process involves a reductive ammonia–ammonium carbonate leach in the presence of the reducing gas containing carbon monoxide, hydrogen, and small amounts of carbon dioxide, oxygen, and nitrogen. The most important step is the reduction of manganese, which helps in breaking the manganese matrix; thus the rest of metals such as copper, nickel, cobalt can easily react with a leaching agent. The carbon monoxide reduces cupric ion to the cuprous state, which is stabilized by the ammonia–ammonium carbonate solution composition. Then, the cuprous ion reacts with manganese dioxide to form the manganous ion, which rapidly precipitates as manganese carbonate. Nickel, copper and cobalt contained in PMN are leached into the solution as the manganese dioxide is converted to manganese carbonate. The manganese dioxide converted to manganese carbonate and iron are rejected as a residue. The main advantages of this process are its mild operating conditions, that is, low energy consumption, low toxicity, acceptable environmental impact, and most importantly high selectivity. However, low cobalt recovery, low pulp density, the use of carbon monoxide as a reducing agent, as well as the removal of manganese are the main disadvantages of the process.
Other methods applied for recovery of metals from PMN are combined pyro- and hydrometallurgical processes. Special attention has been paid to the International Nickel Company (INCO) process described in detail elsewhere [94]. It requires drying the nodules, and thus substantial energy input. Dried PMN are crushed and ground, and then reduced and subjected to smelting in an electric furnace to produce an alloy containing copper, nickel and cobalt, and residual Fe and Mn, as well as the manganese and iron-rich slag. The slag is then treated to produce ferro-manganese. However, the alloy is sulfurized to produce a matte containing copper, nickel, and cobalt, and the residual iron and manganese are removed as an oxide slag. Then, the matte is leached with sulfuric acid, and the leach liquor is processed by solvent extraction and electrowinning for copper, and the raffinate from this process is again processed for nickel recovery. Finally, cobalt is reduced from the solution with hydrogen to produce cobalt powder.
Another option for extraction of metals from PMN is bioleaching utilizing anaerobic Mn-reducing bacteria such as Thiobacillus ferrooxidans [63,64,65], Thiobacillus thiooxidans [64,68], Aspergillus niger [72], or Acidianus brierleyi [64].
Abramovski et al. [97] made a comparative economic analysis of three technologies proposed in the literature: (i) pyrometallurgical treatment with the use of SO2 as the reductant; (ii) a combined pyro–hydro method, and (iii) hydrometallurgical treatment based on high-pressure acid leaching. The evaluation of scaling up selected lab-test solutions to a pilot-plant level was based on the extraction efficiency, supported by the possibilities for performance, the actual prices of metals, environmental pollution, and other factors. Although authors made no final statement defining the best technology, it can be seen from their analysis that smelting is rather ineffective, due to significant losses of valuable metals (i.e., Co, Ni, V, REE, etc.) to a slag phase.
It seems that the most popular and the most sensible method of ocean nodules treatment is to combine pyro- and hydro-methods. Metals that form either alloys or slag phases after roasting can be extracted with different leaching agents. In this context, different mineral acids, bases, or organic acid solutions were investigated.
3.2. Cobalt-Rich Manganese Crusts (CRC)
Future scenarios for the extraction of CRC from the seabed may cause the substrate or upper layer to stick to the mined crust. Hence, conventional mineral processing operations such as comminution and separation (i.e., gravity, magnetic, flotation) are necessary to remove the substrate before the metallurgical treatment. Among the available literature, the work from 1991 on the flotation of Co-rich crusts [98] deserves attention. This research describes the experiments aiming the beneficiation, i.e., separation of crusts from the metal-barren substrate by the froth flotation technique. Other investigators tried to beneficiate crust samples by using Jig concentrators, allowing for further gravity separation of particles within the ore body [99]. In this case, crust samples were crushed to obtain various particle fractions. In the end, the flowsheet was proposed showing that fractions from 0.5 to 4 mm could be concentrated by Jig separation, while the finer fractions by froth flotation.
In 1991, other researchers presented their study on the leaching of metals from CRC in the H2SO4-H2O2 media [76]. Crust samples were air dried and beneficiated before the leaching operation. The advantages of their method were leaching at ambient temperatures and that water and oxygen were only used. For the beneficiation, froth flotation (collectors: diesel fuel or kerosene with fatty acids and a lesser amount of sulfonate), and magnetic separation were proposed. For metals recovery from leach solution, authors applied three-step precipitation: first, iron was precipitated with CaO, then Co and Ni were removed as mixed sulfides by the precipitation with H2S under pressure, and finally, Mn was recovered by carbonation at neutral pH, as MnCO3.
Since that time, the literature on the recovery of metals from CRC has been limited. Except for a few propositions aiming at leaching of crusts samples in HCl [74] and H2SO4 [75], there have been no works on that subject. Even if the title indicates the interest in metals recovery from the crust material, in the majority of works it is a rather general consideration of pros and cons. Since CRC, similarly to PMN, exhibit complex oxidic mineral composition, it might be assumed the respective ore processing techniques of crusts will be very similar to nodule extraction discussed in the previous subchapter and summarized in Table 8 and Figure 11.
3.3. Seafloor Massive Sulfides (SMS)
Similarly to CRC, the literature on the processing of seafloor massive sulfides is quite poor—only a few research works concern the extraction of metals from this type of marine deposit. This is due to the limited number of mined samples to be tested.
The Solwara 1 project (the first deep-sea mining project at the international level was approved but failed before the extraction phase) planned to mine mineral-rich hydrothermal vents in the Bismark Sea [83]. However, so far, no commercial extraction and processing has been performed. From 1998 to 2012, several tests on the characterization of samples and processing were performed. The first reported processing test was conducted in 1998 on two samples with different compositions: rich in zinc and poor in copper, and rich in copper and poorer in zinc. High recovery of copper and zinc was obtained. The authors of the presented report claimed that it was similar to terrestrial mining operations, but no flotation conditions were provided. It has to be noted that for all Solwara processing tests, the flotation conditions were not provided. The next reported test was conducted on the chimney sample in 2005, and the tests resulted in high recoveries of copper, silver, gold, lead, and zinc. The final concentrate contained over 26% of copper, however the concentration of metals in the feed was not provided. In 2008 the grindability and floatability tests were performed. The flotation concentrates with a copper grade of 28% and recovery of 90% were produced. In 2012 the final processing tests were performed, achieving the concentrate enriched in gold and degraded in copper. Since then, no other enrichment tests for the Solwara 1 project have been reported.
The idea of direct application of conventional mineral processing technologies to seafloor mineral processing was discussed in work [81]. The presented concept was to implement ball mill grinding and column flotation directly on the seabed before lifting the ores. Before experiments, the ore samples were ground into particles with the size of 88 to 106 μm. Both water-filled grinding and column flotation under elevated pressure had almost comparable performance to wet grinding and flotation at the atmospheric pressure. Moreover, the measurement by Laser-Induced Breakdown Spectroscopy (LIBS) was proposed to apply to the in situ measurement of a metal grade of ore particles.
Recently, Aikawa et al. (2021) [82] presented results on flotation of SMS samples, which were chemically pretreated using ethylene diamine tetra acetic acid (EDTA) to remove anglesite. The authors claimed that application of surface cleaning before flotation and depression of Pb-activated sphalerite could achieve the highest separation efficiencies of chalcopyrite and sphalerite.
Kowalczuk et al. [77] studied the extraction of copper and zinc from SMS rock samples from Loki’s Castle hydrothermal vent on the Mohn’s Ridge. The mineralogical analysis revealed that SMS samples are totally different than massive sulfides occurring on land. Sphalerite, chalcopyrite and isocubanite showed complex intergrowth texture on the nano scale. Chalcopyrite occurs as 1-micron lamellas in the structure of isocubanite and sphalerite. Sphalerite contained app. 20% of iron. This complex mineralogy provideed challenges to conventional mineral processing methods such as liberation by comminution and upgrading by flotation. The high iron content in sphalerite was a challenge to upgrade a sulfide concentrate by removing pyrite. Thus, nitric acid was proposed as an appropriate leaching agent. The authors found that leaching with HNO3, at an elevated temperature yielded more than 90% extraction of Cu, Zn, and Fe.
An alternative method was proposed in experiments aiming at copper and silver recovery [78], conducted at the material of the same chemical and mineralogical composition (silica, barite, quartz, galena, pyrite, and marcasite were identified as gangue minerals). The silver phases were not detected due to their low content (15 ppm), thus it was assumed that Ag can occur as an admixture in the crystallographic lattice of sulfides or as micro inclusions. Here, the SMS sample was leached in MnO2-H2SO4-NaCl media, providing the galvanic mechanism of the leaching reactions. It is well known that galvanic effects occur when two sulfide minerals, differing in rest potentials, are coupled together in a solution that acts as an electrolyte [100,101,102,103].
In the mentioned study, it was found that copper and silver only started to dissolve in the presence of MnO2, thus confirming the galvanic interactions between Cu and Ag-phases and MnO2. The probable galvanic couples formed between primary sulfide minerals of the SMS ore (chalcopyrite, isocubanite, sphalerite, pyrite/marcasite), and MnO2, acting as a cathode and anode, respectively. The observed leaching rates were dependent on the addition and dosage of MnO2, but reached only 80 and 35% after 24h, for Cu and Ag, respectively.
Another idea of Kowalczuk’s team was presented in the work [79], aiming at simultaneous leaching of massive sulfides and polymetallic nodules. Leaching was performed with the use of H2SO4 and NaCl, at 80 °C, and different PMN/SMS ratios. The PMN sample was used as a potential source of MnO2 (27 wt% of Mn)—an oxidant for metals leaching from the SMS sample. The results indicated that leaching of the two types of marine resources enabled high dissolution rates of metals; copper, manganese, and nickel were almost completely extracted, whereas zinc extraction yielded around 85% after 48 h of leaching. In addition to that, the authors showed a few concepts for utilization of leaching residue, i.e., in ceramic production, oil and gas drilling, or metal adsorbents.
In all of the above-discussed works, the common procedure on the material preparation before leaching operation was drying at room temperature (for the SMS sample) or 60 °C (for the PMN sample), and crushing followed by sieving, to obtain the particle size fraction <50 μm. Such a procedure enables the liberation of sulfides from mineral intergrowths.
Other available research works on leaching of SMS deposits are rather scarce. The investigation presented in [80] simulates natural leaching of fine particulate SMS materials suspended in the seawater, during in situ mining, at the stage of returning the material to the ocean after ship-board processing. In this study, the SMS sample from the Trans-Atlantic Geotraverse (TAG) active mound was leached in artificial seawater at 12 °C, to find the effect of copper, iron, and lead leachability. The main mineral phases indicated were: pyrite/marcasite, chalcopyrite, covellite, Fe oxides/oxyhydroxides, and quartz. Before leaching, the sample was crushed and sieved to receive fractions below 45 μm. The concentrations of Cu and Pb in the leachate were at ppb levels, and leached Fe underwent the hydrolysis and formed Fe oxyhydroxides. Additionally, it was stated that the factors that control the leaching process are mineralogy and/or galvanic interactions formed between mineral phases in a seawater environment.
The pyrometallurgical approach to recovery of metals from SMS deposits was presented in [104]. In this work, investigators proposed a two-stage process involving smelting operation and further converting of the produced matte phase. Both operations were run at the temperature of 1350 °C. The SMS sample used in this study had mineralogy typical for seafloor sulfides (bornite, chalcopyrite, chalcocite, marcasite, pyrite, sphalerite) and contained around 39 wt% and 21 wt% of Cu and Fe, respectively. The produced converting matte phase contained ca. 99 wt% of Cu, and the overall copper recovery for both process steps was ca. 96%.
4. Downstream Processing
Many of the hydrometallurgical methods proposed so far concentrate on the extraction of all metals from polymetallic nodules, and only a few are concerned with the selective removal of impurities [18,50,51]. This is an important step because the presence of impurities complicates the process of recovering metals in a pure form.
The common impurity in pregnant leach solutions (PLS), posing a huge problem in metallurgical circuits, is iron. Its extraction is typically between 30% and 90%, sometimes ending in complete dissolution [56,60,72,94]. It is especially frequent when Fe salts are introduced as reducing agents or in bioleaching methods. However, the latter can also effectively reject iron [70], but usually, it is compensated by long extraction times (i.e., 90 days) or low recovery of coexisting metals.
In [44] authors compared the efficiency, operating, and capital costs of five selected processes described in the literature: (a) reduction and ammoniacal leaching, (b) CUPRION ammoniacal leaching, (c) high-temperature and high-pressure sulfuric acid leaching, (d) reduction and hydrochloric acid leaching, and (e) smelting and sulfuric acid leaching. In general, pyrometallurgical processes were found to be less beneficial than hydrometallurgical processes, due to high energy consumption (due to high moisture content). However, the smelting process can be advantageous, because valuable metals could be effectively concentrated in the alloy phase and separated from the impurities, which remain in the slag phase. It also turned out that it was better to combine smelting with leaching in HCl acid instead of H2SO4 because the former allows higher recoveries and recycling of chlorine gas and sulfur.
The great challenge arising in the processing of seafloor materials is the handling of multi-component pregnant leach solutions. Usually, downstream processing uses either precipitation or solvent extraction (SX) and electrowinning (EW) technology (Table 11). Precipitation is mainly destined for iron and manganese removal from PLS before extraction of valuable metals, commonly with aid of basic compounds or by purging with air. In many cases, Co and Ni are precipitated and recovered in the form of mixed sulfides, which after redissolving can be directed to the SX stage. Solvent extraction is useful in the separation of the valuable metals from impurities and accompanying metals present in PLS. The selectivity is usually ensured either by the selection of proper extractant or by applying specified conditions (pH, temperature) for selective stripping. Clean solutions of metallic compounds obtained in the SX step are directed to electrowinning to recover pure metal.
Mittal and Sen [61] demonstrated the medium scale plant for processing PMN (500 kg/day) by reductive pressure leaching with ammonia and SO2, combined with SX-EW sections for Cu, Co, and Ni separation. In the leaching stage, Cu, Co, Ni, and Mn are dissolved. Manganese is precipitated and separated as MnO2 and free ammonia is recovered in a stripper and recycled to the autoclave. Then, Cu is selectively removed from PLS by SX-EW and the raffinate containing Co and Ni is subjected to sulfide precipitation. Precipitated sulfides of Co, Ni, and minor impurities (Cu, Zn, Fe) are dissolved in dilute sulfuric acid. The obtained leach solution is directed to Co-Ni separation by SX, after removal of dissolved impurities. Similar to copper, pure Co and Ni are produced through electro-winning. The recoveries of Cu, Ni, and Co were respectively equal to 85, 90, and 80%.
Solvent extraction of Cu, Co, and Ni from acidic PLS was described in [105]. First, nodules were leached in the mixture of sulfuric acid and activated charcoal at 80–90 °C. Iron and manganese present in the leachate were precipitated before extraction. Commercial acidic extractants (LIX 984, ACORGA M5640) were used for the co-extraction of Cu and Ni. Cobalt remained in raffinate, and the selective recovery of Cu and Ni from the organic phase was based on sequential stripping with an appropriate sulfuric acid solution.
Extraction of Cu, Co, and Ni from HCl leach solution of PMN was studied in [58], together with their mutual separation and separation from accompanying metal ions, such as Ti(IV), Al(III), Fe(III), Mn(II), and Zn(II). The tested extractant compounds (Cyanex 923 and Cyanex 301) were able to efficiently (>90%) extract Cu(II), Co(II), and Ni(II) from highly acidic media (4M). Yet, the residual organic phases still contain some undefined amount of co-existing ions.
Except for primary metals, rare earth elements are often found in seafloor materials [111,112], enhancing their economic value. However, it is critical to separate REE from base metals, and this might be achieved by SX. In [106], the authors used organophosphorus acids to extract REE from a solution after PMN leaching. The main impurity—iron—was precipitated before extraction, leaving in the solution the remaining metals, i.e., Cu, Ni, Co, and Mn. The application of D2EHPA (di -2-Ethylhexyl phosphoric acid) resulted in selective REE extraction with an overall efficiency of around 97%.
5. Conclusions and Future Perspectives
Oceans are known to have particularly rich deposits of various types of minerals (polymetallic nodules, crusts, sulfides). The SMS deposits can be compared to land-based ore deposits and appear to be typically smaller but slightly higher-grade than most sulfide deposits mined today. More similarities may be seen with the volcanogenic massive sulfides (VMS). Additionally, many critical raw materials (CRM) from global crusts and nodule deposits will most likely be relevant as a supplement to land-based mining, rather than a substitute.
A huge effort has been made for exploitation and extraction of polymetallic nodules; however, for other types of marine minerals both mining and processing operations are at very low levels of readiness. Currently, there is no elaborated plan for the processing of SMS and CRC, which is caused by the limited geochemical data and number of mined samples to be tested. In this paper we collected information from peer-reviewed and other technical literature on historical and recent developments in the processing of marine minerals, particularly polymetallic nodules (PMN), polymetallic crusts (CRC), and seafloor massive sulfides (SMS). The proposed processing operations are based on metallurgical approaches applied to terrestrial deposits. However, marine minerals differ significantly from the land resources, and thus the processing will be different as well. Successful methods must consider the characteristics of marine minerals; that is chemistry, mineralogy, porosity, and water content.
Due to the complex mineralogy of polymetallic nodules and polymetallic crusts, separation and enrichment of metals of interest from the other components by physical beneficiation methods would tend to be energy intensive in comparison with the terrestrial resources. Thus, PMN and CRC would be treated either hydrometallurgically or pyrometallurgically, or a combination of both. Currently, the most effective method of polymetallic marine minerals treatment is a combination of pyro- and hydrometallurgical methods. However, the development of new and green methods for metallurgical processing of PMN and CRC is necessary.
The choice of processing routes for seafloor massive sulfides will strongly depend on the metal content and mineralogy, and thus economic causes. Three metallurgical concepts for processing for high-grade, medium-grade and low-grade SMS might be suggested. Rich samples with high concentrations of copper, zinc, and minor elements would be directly processed by pyrometallurgy. The medium-grade ore, which does not meet the pyrometallurgical requirements, would first be enriched by conventional processing, and then either pyro- or hydro- metallurgically treated. Due to complex mineralogy, rapid oxidation of sulfide minerals, and porosity, new flotation reagents would have to be applied here. Finally, a low-grade ore with a complex mineralogy will be directed to hydrometallurgical treatment.
The current processing tests have been performed on the land. However, future preprocessing such as pre-grinding (e.g., comminution) and preconcentration (e.g., sensor-based sorting) might take place on the seabed, disposing of non-toxic associated waste rocks, and only concentrated material could be lifted to the vessel. Such pre-processing might reduce the quantity of waste material lifted from the ocean bed and then reported to the next processing stage. Such a vessel would either transport the ore to the production plant on land or the green production would take place on the vessel. Enrichment by pre-concentration on the seabed and processing on the vessel would significantly decrease the operational costs. The choice of processing plant will strongly depend on economic and technological considerations.
Author Contributions
Conceptualization, K.O.; P.B.K., investigation, K.O., K.A., P.B.K.; writing—original draft preparation, K.O.; writing—review and editing, K.O., P.B.K., K.A.; visualization, K.O., P.B.K., K.A.; supervision, P.B.K.; funding acquisition, K.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
This research was partially financed by statutory activity subsidies from the Polish Ministry of Science and Higher Education for the Faculty of Chemistry of Wroclaw University of Science and Technology.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Glasby, G.P.; Li, J.; Sun, Z. Deep-Sea Nodules and Co-rich Mn Crusts. Mar. Georesources Geotechnol. 2015, 33, 72–78. [Google Scholar] [CrossRef]
- Molemaker, R.-J.; Gille, J.; Kantor, E.; van Schijndel, M.; Pauer, A.; von Schickfus, M.-T.; van Elswijk, J.; Beerman, R.; Hodgson, S.; Beaudoin, Y.; et al. Study to Investigate the State of Knowledge of Deep-Sea Mining; ECORYS: Brussel, Belgium, 2014. [Google Scholar]
- Georgiou, D.; Papangelakis, V.G. Behavior of cobalt during sulphuric acid pressure leaching of a limonitic laterite. Hydrometallurgy 2009, 100, 34–40. [Google Scholar] [CrossRef]
- ISA brochure, Seabed Technology. Available online: https://isa.org.jm/files/files/documents/ENG10.pdf (accessed on 14 November 2021).
- Sharma, R. Environmetal Issues of Deep-Sea Mining. Proced. Earth Plan. Sc. 2015, 11, 204–211. [Google Scholar] [CrossRef] [Green Version]
- Mestre, N.C.; Rocha, T.L.; Canals, M.; Cardoso, C.; Danovaro, R.; Dell’Anno, A.; Gambi, C.; Regoli, F.; Sanchez-Vidal, A.; João Bebianno, M. Environmental hazard assessment of a marine mine tailings deposit site and potential implications for deep-sea mining. Environ. Pollut. 2017, 228, 169–178. [Google Scholar] [CrossRef]
- Abramowski, T. Environment Protection Policy and Monitoring Systems for Polymetallic Nodules Exploitation. New Trends Prod. Eng. 2018, 1, 523–529. [Google Scholar] [CrossRef] [Green Version]
- Monhemius, J. The extractive metallurgy of deep-sea manganese nodules. In Topics in Non-ferrous Extractive Metallurgy; Burkin, A.R., Ed.; Blackwell Scientific Publications: Oxford, UK, 1980; pp. 42–69. [Google Scholar]
- Spearman, J.; Taylor, J.; Crossouard, N.; Cooper, A.; Turnbull, M.; Manning, A.; Lee, M.; Murton, B. Measurement and modelling of deep sea sediment plumes and implications for deep sea mining. Sci. Rep. 2020, 10, 5075. [Google Scholar] [CrossRef] [Green Version]
- Petersen, S.; Krätschell, A.; Augustin, N.; Jamieson, J.; Hein, J.R.; Hannington, M.D. News from the seabed—Geological characteristics and resource potential of deep-sea mineral resources. Mar. Policy 2016, 70, 175–187. [Google Scholar] [CrossRef]
- Fuerstenau, D.W.; Han, K.N. Metallurgy and Processing of Marine Manganese Nodules. Miner. Process. Extr. Metall. Rev. 1983, 1, 1–83. [Google Scholar] [CrossRef]
- Lusty, P.A.J.; Murton, B.J. Deep-ocean mineral deposits could make a significant contribution to future raw material supply. Elements 2018, 14, 301–306. [Google Scholar] [CrossRef] [Green Version]
- Hein, J.R.; Koschinsky, A. Deep-Ocean Ferromanganese Crusts and Nodules, in Treatise on Geochemistry; Elsevier: Amsterdam, The Netherlands, 2014; pp. 273–291. [Google Scholar] [CrossRef]
- Navneet, S.; Randhawa, J.; Hait, R.; Kumar, J. A brief overview on manganese nodules processing signifying the detail in the Indian context highlighting the international scenario. Hydrometallurgy 2016, 165 Pt 1, 166–181. [Google Scholar]
- Hein, J.R.; Koschinsky, A.; Kuhn, T. Deep- ocean polymetallic nodules as a resource for critical materials. Nat. Rev. Earth Environ. 2020, 1, 158–169. [Google Scholar] [CrossRef]
- The Manganese Nodule Belt of the Pacific Ocean. In Geological Environment, Nodule Formation, and Mining Aspects; Halbach, P.; Friedrich, G.; Von Stackelberg, U. (Eds.) Ferdinand Enke: Stuttgart, Germany, 1988; ISBN 3 432 96381 5. [Google Scholar]
- Hoover, M.; Han, K.N.; Fuerstenau, D.W. Segregation roasting of nickel, copper and cobalt from manganese nodules. Int. J. Miner. Process. 1975, 2, 173–185. [Google Scholar] [CrossRef]
- Cruickshank, M.J. Marine mining. In General Geology. Encyclopedia of Earth Science; Springer: Boston, MA, USA, 1988. [Google Scholar] [CrossRef]
- Haynes, B.W.; Law, S.L.; Barron, D.C.; Kramer, G.W.; Maeda, R.; Magyar, J. Pacific manganese nodules: Characterization and processing. Bull. United States Bur. Mines 1985, 674, 43. [Google Scholar]
- Wegorzewski, A.V.; Köpcke, M.; Kuhn, T.; Sitnikova, M.A.; Wotruba, H. Thermal Pre-Treatment of Polymetallic Nodules to Create Metal (Ni, Cu, Co)-Rich Individual Particles for Further Processing. Minerals 2018, 8, 523. [Google Scholar] [CrossRef] [Green Version]
- Hein, J. Cobalt-rich ferromanganese crusts: Global distribution, composition, origin and research activities. In ISA Technical Study: No.2 Polymetallic Massive Sulphides and Cobalt-Rich Ferromanganese Crusts: Status and Prospects; International Seabed Authority: Kingston, Jamaica, 2002. [Google Scholar]
- Hein, J.R. Co-Rich Manganese Crusts. In Encyclopedia of Marine Geosciences; Springer: Dordrecht, The Netherlands. [CrossRef]
- SPC. Deep Sea Minerals: Cobalt-Rch Ferromanganese Crusts, a Physical, Biological, Environmental, and Technical Review; Baker, E., Beaudoin, Y., Eds.; Secretariat of the Pacific Community: Nouméa, NC, USA, 2013; Volume 1C. [Google Scholar]
- Hein, J.R.; Schulz, M.S.; Kang, J.-K. Insular and Submarine Ferromanganese Mineralization of the Tonga-Lau Region. Mar. Min. 1990, 9, 305–354. [Google Scholar]
- Hannington, M.D.; De Ronde, C.E.J.; Petersen, S. Sea-Floor Tectonics and Submarine Hydrothermal Systems. In One Hundredth Anniversary Volume; Society of Economic Geologists: Littleton, CO, USA, 2005. [Google Scholar]
- Boschen, R.E.; Rowden, A.A.; Clark, M.R.; Gardner, J.P.A. Mining of deep-sea seafloor massive sulfides: A review of the deposits, their benthic communities, impacts from mining, regulatory frameworks and management strategies. Ocean Coast. Manag. 2013, 84, 54–67. [Google Scholar] [CrossRef] [Green Version]
- Hannington, M.; Jamieson, J.; Monecke, T.; Petersen, S.; Beaulieu, S. The abundance of seafloor massive sulfide deposits. Geology 2011, 39, 1155–1158. [Google Scholar] [CrossRef]
- Spagnoli, G.; Jahnb, A.; Halbach, P. First results regarding the influence of mineralogy on the mechanical properties of seafloor massive sulfide samples. Eng. Geol. 2016, 214, 127–135. [Google Scholar] [CrossRef]
- GRID- Arendal. 2014. Available online: https://www.grida.no/resources/8166 (accessed on 17 December 2021).
- Snook, B.; Drivenes, K.; Rollinson, G.K.; Aasly, K. Characterisation of Mineralised Material from the Loki’s Castle Hydrothermal Vent on the Mohn’s Ridge. Minerals 2018, 8, 576. [Google Scholar] [CrossRef] [Green Version]
- Cherkashov, G. Prospecting. In Deep-Sea Mining: Resource Potential, Technical and Environmental Considerations; Sharma, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 143–164. [Google Scholar] [CrossRef]
- The Norwegian Petroleum Directorate, Det første funnet i Norskehavet. Nor. Sokkel 2020, 6. (In Norwegian)
- Nozaki, T.; Tokumaru, A.; Takaya, Y.; Kato, Y.; Suzuki, K.; Urabe, T. Major and trace element compositions and resource potential of ferromanganese crust at Takuyo Daigo Seamount, Northwestern Pacific Ocean. Geochem. J. 2016, 50, 527–537. [Google Scholar] [CrossRef] [Green Version]
- Hannington, M.; Jamieson, J.; Monecke, T.; Petersen, S. Modern Sea-Floor Massive Sulfides and Base Metal Resources Toward an Estimate of Global Sea-Floor Massive Sulfide Potential. In The Challenge of Finding New Mineral Resources. Global Metallogeny, Innovative Exploration, and New Discoveries; Society of Economic Geologists: Littleton, CO, USA, 2010. [Google Scholar]
- Su, K.; Ma, X.; Parianos, J.; Zhao, B. Thermodynamic and Experimental Study on Efficient Extraction of Valuable Metals from Polymetallic Nodules. Minerals 2020, 10, 360. [Google Scholar] [CrossRef] [Green Version]
- Drakshayani, D.N.; Sankar, C.; Mallya, R.M. The Reduction Of Manganese Nodules By Hydrogen. Thermochim. Acta 1989, 144, 313–328. [Google Scholar] [CrossRef]
- Zhao, F.; Jiang, X.; Wang, S.; Feng, L.; Li, D. The Recovery of Valuable Metals from Ocean Polymetallic Nodules Using Solid-State Metalized Reduction Technology. Minerals 2020, 10, 20. [Google Scholar] [CrossRef] [Green Version]
- Sommerfeld, M.; Friedmann, D.; Kuhn, T.; Friedrich, B. “Zero-Waste”: A Sustainable Approach on Pyrometallurgical Processing of Manganese Nodule Slags. Minerals 2018, 8, 544. [Google Scholar] [CrossRef] [Green Version]
- Kmetova, D.; Stofko, M.; Kmet, S. Ammoniacal Leaching For Extraction Of Non-Ferrous Metals From Deep-Sea Nodules. Int. J. Miner. Process. 1985, 15, 145–153. [Google Scholar] [CrossRef]
- Jana, R.K.; Akerkar, D.D. Studies of the metal–ammonia–carbondioxide–water system in extraction metallurgy of polymetallic sea nodules. Hydrometallurgy 1989, 22, 363–378. [Google Scholar] [CrossRef]
- Wilder, T.C. Two Stage Selective Leaching of Copper and Nickel from Complex Ore. U.S. Patent 3,736,125, 29 May 1973. [Google Scholar]
- Mishra, D.; Srivastava, R.R.; Sahu, K.K.; Singh, T.B.; Jana, R.K. Leaching of roast-reduced manganese nodules in NH3–(NH4)2CO3 medium. Hydrometallurgy 2011, 109, 215–220. [Google Scholar] [CrossRef]
- Deng, X.-Y.; He, D.-S.; Chi, R.-A.; Xiao, C.-Q.; Hu, J.-G. The Reduction Behavior of Ocean Manganese Nodules by Pyrolysis Technology Using Sawdust as the Reductant. Minerals 2020, 10, 850. [Google Scholar] [CrossRef]
- Kohga, T.; Imamura, M.; Takahashi, J.; Tanaka, N.; Nishizawa, T. Recovering iron, manganese, copper, cobalt, and high-purity nickel from sea nodules. JOM 1995, 47, 40–43. [Google Scholar] [CrossRef]
- Kane, W.S.; Cardwell, P.H. Recovery of Metal Values from Ocean Floor Nodules. U.S. Patent 3,950,486, 14 August 1973. [Google Scholar]
- Sridhar, R.; Jones, W.E.; Warner, J.S. Extraction of copper, nickel and cobalt from sea nodules. J. Met. 1976, 32–37. [Google Scholar] [CrossRef]
- Keber, S.; Brückner, L.; Elwert, T.; Kuhn, T. Concept for a Hydrometallurgical Processing of a Copper-Cobalt-Nickel Alloy Made from Manganese Nodules. Chem. Ing. Tech. 2020, 92, 1–9. [Google Scholar]
- UNOET. Analysis of Processing Technology for Manganese Nodules, Sea Bed Mineral Series; Graham & Trotman Limited: London, UK, 1968; Volume 3, pp. 31–39. [Google Scholar]
- Barik, R.; Sanjay, K.; Mishra, B.K.; Mohapatra, M. Micellar mediated selective leaching of manganese nodule in high temperature sulfuric acid medium. Hydrometallurgy 2016, 165 Pt 1, 44–50. [Google Scholar] [CrossRef]
- Anand, S.; Das, S.C.; Das, R.P.; Jena, P.K. Leaching of Manganese Nodules at Elevated Temperature and Pressure in the Presence of oxygen. Hydrometallurgy 1988, 20, 155–168. [Google Scholar] [CrossRef]
- Han, K.N.; Fuerstenau, D.W. Acid leaching of ocean manganese nodules at elevated temperatures. Int. J. Miner. Process. 1975, 2, 63–171. [Google Scholar] [CrossRef]
- Vua, H.; Jandova, J.; Lisa, K.; Vranka, F. Leaching of manganese deep ocean nodules in FeSO4–H2SO4–H2O solutions. Hydrometallurgy 2005, 77, 147–153. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Q.; Sun, C. Sulfuric acid leaching of ocean manganese nodules using aromatic amines as reducing agents. Miner. Eng. 2001, 14, 539–542. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Q.; Sun, C. Sulfuric acid leaching of ocean manganese nodules using phenols as reducing agents. Miner. Eng. 2001, 14, 525–537. [Google Scholar] [CrossRef]
- Pahlman, J.E.; Khalafalla, S.E. Selective Recovery of Nickel, Cobalt, Manganese from Sea Nodules with Sulfurous Acid. U.S. Patent US 4, 138, 465 (US 860249 (771213)), 6 February 1979. [Google Scholar]
- Kanungo, S.B.; Jena, P.K. Studies on the dissolution of metal values in manganese nodules of Indian Ocean origin in dilute hydrochloric acid. Hydrometallurgy 1988, 21, 23–39. [Google Scholar] [CrossRef]
- Parhi, P.K.; Park, K.H.; Nam, C.W.; Park, J.T.; Barik, S.P. Extraction of rare earth metals from deep sea nodule using H2SO4 solution. Int. J. Miner. Process. 2013, 119, 89–92. [Google Scholar] [CrossRef]
- Gupta, B.; Deep, A.; Singh, V.; Tandon, S.N. Recovery of cobalt, nickel, and copper from sea nodules by their extraction with alkylphosphines. Hydrometallurgy 2003, 70, 121–129. [Google Scholar] [CrossRef]
- Kumari, A.; Natarajan, K.A. Electroleaching of polymetallic ocean nodules to recover copper, nickel and cobalt. Miner. Eng. 2001, 14, 877–886. [Google Scholar] [CrossRef]
- Wang, C.-Y.; Qiu, D.-F.; Chen, Y.-Q. Slurry electrolysis of ocean polymetallic nodule. Trans. Nonferrous Met. Soc. China 2010, 20, 60–64. [Google Scholar] [CrossRef]
- Mittal, N.K.; Sen, P.K. India’s first medium scale demonstration plant for treating poly-metallic nodules. Miner. Eng. 2003, 16, 865–868. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Z.; Li, H. A new process for leaching metal values from ocean polymetallic nodules. Miner. Eng. 2005, 18, 1093–1098. [Google Scholar] [CrossRef]
- Asai, S.; Konishi, Y.; Takasaka, Y. Bioleaching of rare metals from manganese nodules by Thiobacillus ferrooxidans. Miner. Process. Extr. Metall. Rev. 1995, 15, 140–141. [Google Scholar] [CrossRef]
- Konishi, Y.; Asai, S.; Sawada, Y. Leaching of marine manganese nodules by acidophilic bacteria growing on elemental sulfur. Metall. Mater. Trans. B 1997, 28, 25–32. [Google Scholar] [CrossRef]
- Li, H.; Feng, Y.; Lu, S.; Du, Z. Bioleaching of valuable metals from marine nodules under anaerobic condition. Miner. Eng. 2005, 18, 1421–1422. [Google Scholar] [CrossRef]
- Mukherjee, A.; Raichur, A.M.; Modak, J.M.; Natarajan, K.A. Bioprocessing of polymetallic Indian Ocean nodules using a marine isolate. Miner. Process. Extr. Metall. Rev. 2004, 25, 91–127. [Google Scholar] [CrossRef]
- Kumari, A.; Natarajan, K.A. Development of a clean bioelectrochemical process for leaching of ocean manganese nodules. Miner. Eng. 2002, 15, 103–106. [Google Scholar]
- Kumari, A.; Natarajan, K.A. Electrochemical aspects of leaching of ocean nodules in the presence and absence of microorganisms. Int. J. Miner. Process. 2002, 66, 29–47. [Google Scholar] [CrossRef]
- Fujimoto, J.; Tanaka, K.; Watanabe, N.; Takahashi, Y. Simultaneous recovery and separation of rare earth elements in ferromanganese nodules by using Shewanella putrefaciens. Hydrometallurgy 2016, 166, 80–86. [Google Scholar] [CrossRef]
- Aishvarya, V.; Mishra, G.; Pradhan, N.; Ghosh, M.K. Bioleaching of Indian Ocean nodules with in situ iron precipitation by anaerobic Mn reducing consortia. Hydrometallurgy 2016, 166, 130–135. [Google Scholar] [CrossRef]
- Mehta, K.D.; Das, C.; Kumar, R.; Pandey, B.D.; Mehrotra, S.P. Effect of mechano-chemical activation on bioleaching of Indian Ocean nodules by a fungus. Miner. Eng. 2010, 23, 1207–1212. [Google Scholar] [CrossRef]
- Mehta, K.D.; Das, C.; Pandey, B.D. Leaching of copper, nickel and cobalt from Indian Ocean manganese nodules by Aspergillus Niger. Hydrometallurgy 2010, 105, 89–95. [Google Scholar] [CrossRef]
- Beolchini, F.; Becci, A.; Barone, G.; Amato, A.; Hekeu, M.; Danovaro, R.; Dell’Anno, A. High fungal-mediated leaching efficiency of valuable metals from deep-sea polymetallic nodules. Environ. Technol. Innov. 2020, 20. [Google Scholar] [CrossRef]
- Marino, E.; González, F.J.; Kuhn, T.; Madureira, P.; Wegorzewski, A.V.; Mirao, J.; Medialdea, T.; Oeser, M.; Miguel, C.; Reyes, J.; et al. Hydrogenetic, Diagenetic and Hydrothermal Processes Forming Ferromanganese Crusts in the Canary Island Seamounts and Their Influence in the Metal Recovery Rate with Hydrometallurgical Methods. Minerals 2019, 9, 439. [Google Scholar] [CrossRef] [Green Version]
- Lugovskaya, I.G.; Dubinchuk, V.T.; Baturin, G.N. Composition of technological sample of ferromanganese crusts from seamounts and products of its processing. Lithol. Miner. Resour. 2007, 42, 515–522. [Google Scholar] [CrossRef]
- Allen, J.P.; Abercrombie, H.L.; Rice, D.A. Leaching and recovery of metals from cobalt-rich manganese ocean crust. Mining Metall. Explor. 1991, 8, 97–104. [Google Scholar] [CrossRef]
- Kowalczuk, P.B.; Snook, B.; Kleiv, R.A.; Aasly, K. Efficient extraction of copper and zinc from seafloor massive sulphide rock samples from the Loki’s Castle area at the Arctic Mid-Ocean Ridge. Miner. Eng. 2018, 115, 106–116. [Google Scholar] [CrossRef]
- Kowalczuk, P.B.; Oliric Manaig, D.; Drivenes, K.; Snook, B.; Aasly, K.; Kleiv, R.A. Galvanic Leaching of Seafloor Massive Sulphides Using MnO2 in H2SO4-NaCl Media. Minerals 2018, 8, 235. [Google Scholar] [CrossRef] [Green Version]
- Kowalczuk, P.B.; Bouzahzah, H.; Kleiv, R.A.; Aasly, K. Simultaneous Leaching of Seafloor Massive Sulfides and Polymetallic Nodules. Minerals 2019, 9, 482. [Google Scholar] [CrossRef] [Green Version]
- Fallon, E.K.; Niehorster, E.; Brooker, R.A.; Scott, T.B. Experimental leaching of massive sulphide from TAG active hydrothermal mound and implications for seafloor mining. Mar. Pollut. Bull. 2018, 126, 501–515. [Google Scholar] [CrossRef] [Green Version]
- Nakajima, Y.; Sato, T.; Thornton, B.; Dodbina, G.; Fujita, T. Development of Seafloor Mineral Processing for Seafloor Massive Sulfides; IEEE: Kobe, Japan, 2016; pp. 119–126. [Google Scholar]
- Aikawa, K.; Ito, M.; Kusano, A.; Park, I.; Oki, T.; Takahashi, T.; Furuya, H.; Hiroyoshi, N. Flotation of Seafloor Massive Sulfide Ores: Combination of Surface Cleaning and Deactivation of Lead-Activated Sphalerite to Improve the Separation Efficiency of chalcopyrite and Sphalerite. Metals 2021, 11, 253. [Google Scholar] [CrossRef]
- Lipton, I. Mineral Resource Estimate, Solwara project, Bismarck Sea, PNG, Nautilus Minerals Nuigini Limited 2012, SL01-NSG-RPT-7020-001 Rev 1—Golden Resource Report; 2012.
- Agarwal, J.C.; Beecher, N.; Davies, D.S.; Hubred, G.L.; Kakaria, V.K.; Kust, R.N. Processing of ocean nodules: A technical and economic review. JOM 1976, 28, 24–31. [Google Scholar] [CrossRef]
- Parida, K.M.; Mallick, S.; Mohapatra, B.K.; Misra, V.N. Studies on manganese-nodule leached residues: Physicochemical characterization and its adsorption behavior toward Ni2+ in aqueous system. J. Colloid Interf. Sci. 2004, 277, 48–54. [Google Scholar] [CrossRef] [PubMed]
- Mallick, S.; Dash, S.S.; Parida, K.M. Adsorption of hexavalent chromium on manganese nodule leached residue obtained from NH3–SO2 leaching. J. Colloid Interf. Sci. 2006, 297, 419–425. [Google Scholar] [CrossRef] [PubMed]
- Parida, K.M.; Dash, S.S.; Mallik, S.; Das, J. Effect of heat treatment on the physico-chemical properties and catalytic activity of manganese nodules leached residue towards decomposition of hydrogen peroxide. J. Colloid Interf. Sci. 2005, 290, 431–436. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, S.; Chakrabarty, S.; Maity, S.; Kar, S.; Thakur, P.; Bhattacharyya, G. Removal of lead from contaminated water bodies using sea nodule as an adsorbent. Water Res. 2003, 37, 3954–3966. [Google Scholar] [CrossRef]
- Pan, L.; Zhang, A.-B.; Sun, J.; Ye, Y.; Chen, X.-G.; Xia, M.-S. Application of ocean manganese nodules for the adsorption of potassium ions from seawater. Miner. Eng. 2013, 49, 121–127. [Google Scholar] [CrossRef]
- Havlik, T.; Laubertova, M.; Miskufova, A.; Kondas, J.; Vranka, F. Extraction of copper, zinc, nickel and cobalt in acid oxidative leaching of chalcopyrite at the presence of deep-sea manganese nodules as oxidant. Hydrometallurgy 2005, 77, 51–59. [Google Scholar] [CrossRef]
- Toro, N.; Pérez, K.; Saldaña, M.; Jeldres, R.I.; Jeldres, M.; Cánovas, M. Dissolution of pure chalcopyrite with manganese nodules and waste water. J. Mater. Rest. Technol. 2020, 9, 798–805. [Google Scholar] [CrossRef]
- Devi, N.B.; Madhuchhanda, M.; Rath, P.C.; Srinivasa Rao, K.; Paramguru, R.K. Simultaneous leaching of a deep-seamanganese nodule and chalcopyrite in hydrochloric acid. Metall. Mater. Trans. B 2001, 32, 778–784. [Google Scholar] [CrossRef]
- Das, R.P.; Anand, S. Aqueous Reduction of Polymetallic Nodule For Metal Extraction, Proceedings of the Second Ocean Mining Symposium; ISOPE: Seoul, Korea, 1997; pp. 165–171. [Google Scholar]
- Das, R.P.; Anand, S. Metallurgical Processing of Polymetallic Ocean Nodules. In Deep-Sea Mining; Sharma, R., Ed.; Springer, Resource Potential, Technical and Environmental Considerations: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Charewicz, W.A.; Chaoyin, Z.; Chmielewski, T. The leaching behavior of ocean polymetallic nodules in chloride solutions. Physicochem. Probl. Miner. Process. 2001, 35, 55–66. [Google Scholar]
- Jana, R.K.; Singh, D.D.N.; Roy, S.K. Alcohol modified hydrochloric acid leaching of sea nodules. Hydrometallurgy 1995, 38, 289–298. [Google Scholar] [CrossRef]
- Abramovski, T.; Stefanova, V.; Causse, P.R.; Romanchuk, A. Technologies for the processing of polymetallic nodules from Clarion Clipperton Zone in the Pacific Ocean. J. Chem. Technol. Metall. 2017, 52, 2. [Google Scholar]
- Hirt, W.C.; Rice, D.A.; Shirts, M.B. Flotation of cobalt-rich ferromanganese crust from the pacific ocean. Miner. Eng. 1991, 4, 535–551. [Google Scholar]
- Ito, M.; Tsunekawa, M.; Yamaguchi, E.; Sekimura, K.; Kashiwaya, K.; Hori, K.; Hiroyoshi, N. Estimation of degree of liberation in a coarse crushed product of cobalt-rich ferromanganese crust/nodules and its gravity separation. Int. J. Miner. Process. 2008, 87, 100–105. [Google Scholar] [CrossRef]
- Majima, H.; Peters, E. Electrochemistry of sulphide dissolution in hydrometallurgical systems. Int. Miner. Processing Congr. 1968, 8, 13–14. [Google Scholar]
- Hiskey, J.; Wadsworth, M. Galvanic conversion of chalcopyrite. Metall. Trans. B 1975, 184, 183–190. [Google Scholar] [CrossRef]
- Mehta, A.P.; Murr, L.E. Fundamental studies of the contribution of galvanic interaction to acid-bacterial leaching of mixed metal sulfides. Hydrometallurgy 1983, 9, 235–256. [Google Scholar] [CrossRef]
- Dixon, D.G.; Mayne, D.D.; Baxter, K.G. GALVANOXTM—A novel galvanically-assisted atmospheric leaching technology for copper concentrates. Can. Metall. Q. 2008, 47, 327–336. [Google Scholar] [CrossRef]
- Sommerfeld, M.; Friedmann, D.; Friedrich, B.; Schwarz-Schampera, U. Mineralogical Characterization and Metallurgical Processing of Seafloor Massive Sulphides from The German License Area In The Indian Ocean. In Proceedings of the 58th Annual Conference of Metallurgists (COM) Hosting Copper 2019, Vancouver, BC, Canada, 18–21 August 2019. [Google Scholar]
- Sridhar, V.; Verma, J.K. Extraction of copper, nickel and cobalt from the leach liquor of manganese-bearing sea nodules using LIX 984N and ACORGA M5640. Miner. Eng. 2011, 24, 959–962. [Google Scholar] [CrossRef]
- Parhi, P.K.; Park, K.H.; Nam, C.W.; Park, J.T. Liquid-liquid extraction and separation of total rare earth (RE) metals from polymetallic manganese nodule leaching solution. J. Rare Earths 2015, 33, 207. [Google Scholar] [CrossRef]
- Padhan, E.; Sarangi, K.; Subbaiah, T. Recovery of manganese and nickel from polymetallic manganese nodule using commercial extractants. Int. J. Miner. Process. 2014, 126, 55–61. [Google Scholar] [CrossRef]
- Parhi, P.K.; Park, K.-H.; Kim, H.-I.; Park, J.-T. Recovery of molybdenum from the sea nodule leach liquor by solvent extraction using Alamine 304-I. Hydrometallurgy 2011, 105, 195–200. [Google Scholar] [CrossRef]
- Shen, Y.-F.; Xue, W.-Y.; Li, W.; Li, S.-D.; Liu, X.-H. Recovery of Mn2+, Co2+ and Ni2+ from manganese nodules by redox leaching and solvent extraction. T. Nonferr. Metal. Soc. 2007, 17, 1105–1111. [Google Scholar] [CrossRef]
- Kumar, V.; Pandey, B.D.; Akerkar, D.D. Electrowinning of nickel in the processing of polymetallic sea nodules. Hydrometallurgy 1990, 24, 189–201. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, Y.; Gao, L.; Zhang, Y.; Shi, G.; Liu, C.; Zhang, P.; Duan, X. Enrichment of REEs in polymetallic nodules and crusts and its potential for exploitation. J. Rare Earths 2012, 30, 621–626. [Google Scholar] [CrossRef]
- Pak, S.-J.; Seo, I.; Lee, K.-Y.; Hyeong, K. Rare Earth Elements and Other Critical Metals in Deep Seabed Mineral Deposits: Composition and Implications for Resource Potential. Minerals 2019, 9, 3. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Distribution and cumulative share of reference papers from present work (from 1968 to 2021).
Figure 1.
Distribution and cumulative share of reference papers from present work (from 1968 to 2021).

Figure 2.
Geological and geographical settings of different types of mineral deposits in the ocean, including the distribution of the different deep-marine minerals. Reprinted with permission from [12]. Copyright 2018 British Geological Survey materials © UKRI 2018 under the Creative Commons Attribution CC-BY 3.0 License.
Figure 2.
Geological and geographical settings of different types of mineral deposits in the ocean, including the distribution of the different deep-marine minerals. Reprinted with permission from [12]. Copyright 2018 British Geological Survey materials © UKRI 2018 under the Creative Commons Attribution CC-BY 3.0 License.

Figure 3.
PMN samples occurring in the eastern German license area within CCZ (A–C)—nodules with different proportions of hydrogenetic and diagenetic layer growth structures, (D)—cross section of a typical PMN) [20].
Figure 3.
PMN samples occurring in the eastern German license area within CCZ (A–C)—nodules with different proportions of hydrogenetic and diagenetic layer growth structures, (D)—cross section of a typical PMN) [20].

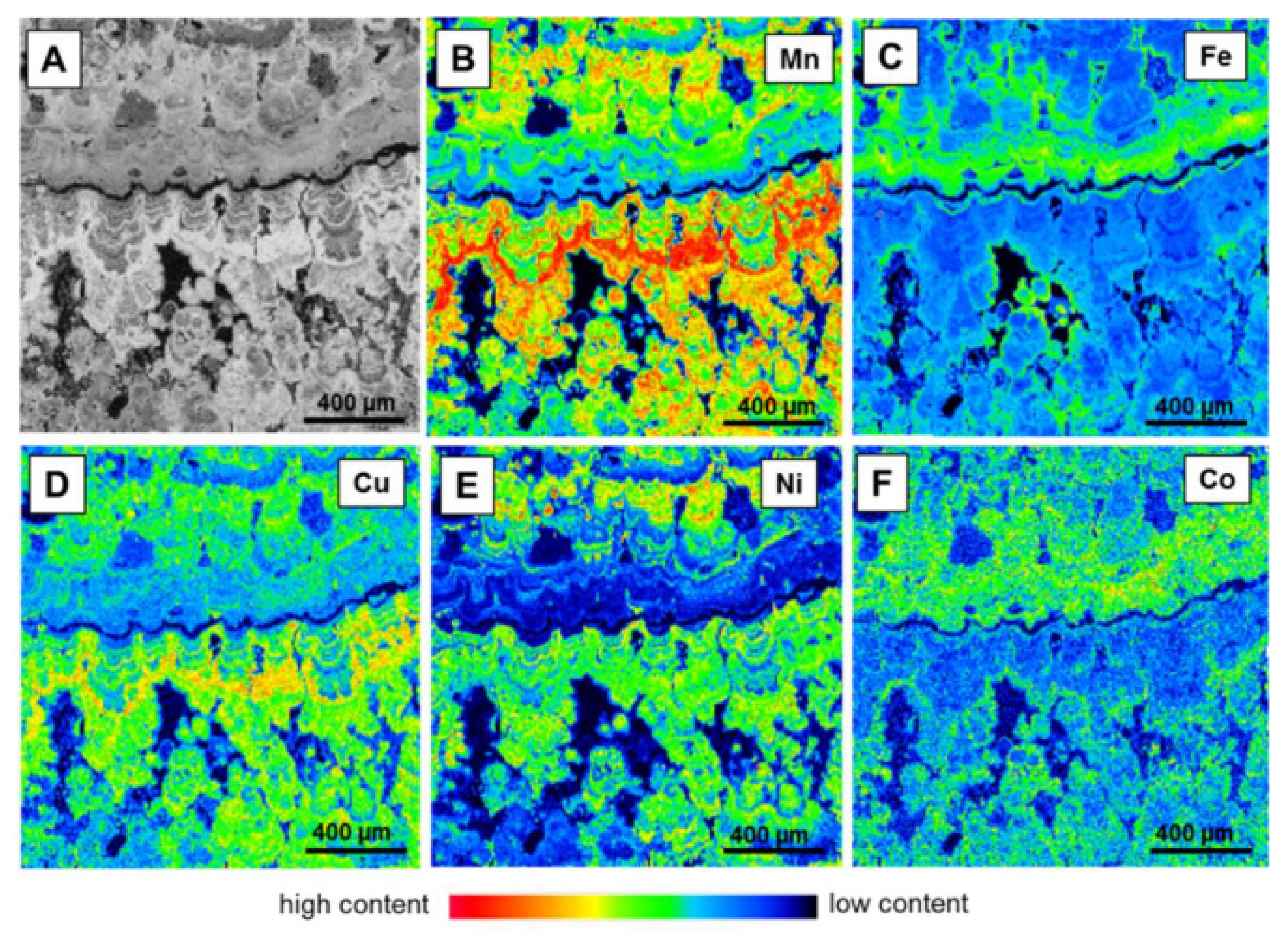
Figure 4.
Backscattered electron (BSE) image (A) and element distribution maps (B–F) of PMN from CCZ [20].
Figure 4.
Backscattered electron (BSE) image (A) and element distribution maps (B–F) of PMN from CCZ [20].

Figure 5.
(A) CRC as a black capping layer on the top of brownish substrate and (B) complex internal structures seen in CRC [23,24].

Figure 6.
Illustration showing the hydrothermal process resulting in formation of SMS [29].
Figure 6.
Illustration showing the hydrothermal process resulting in formation of SMS [29].

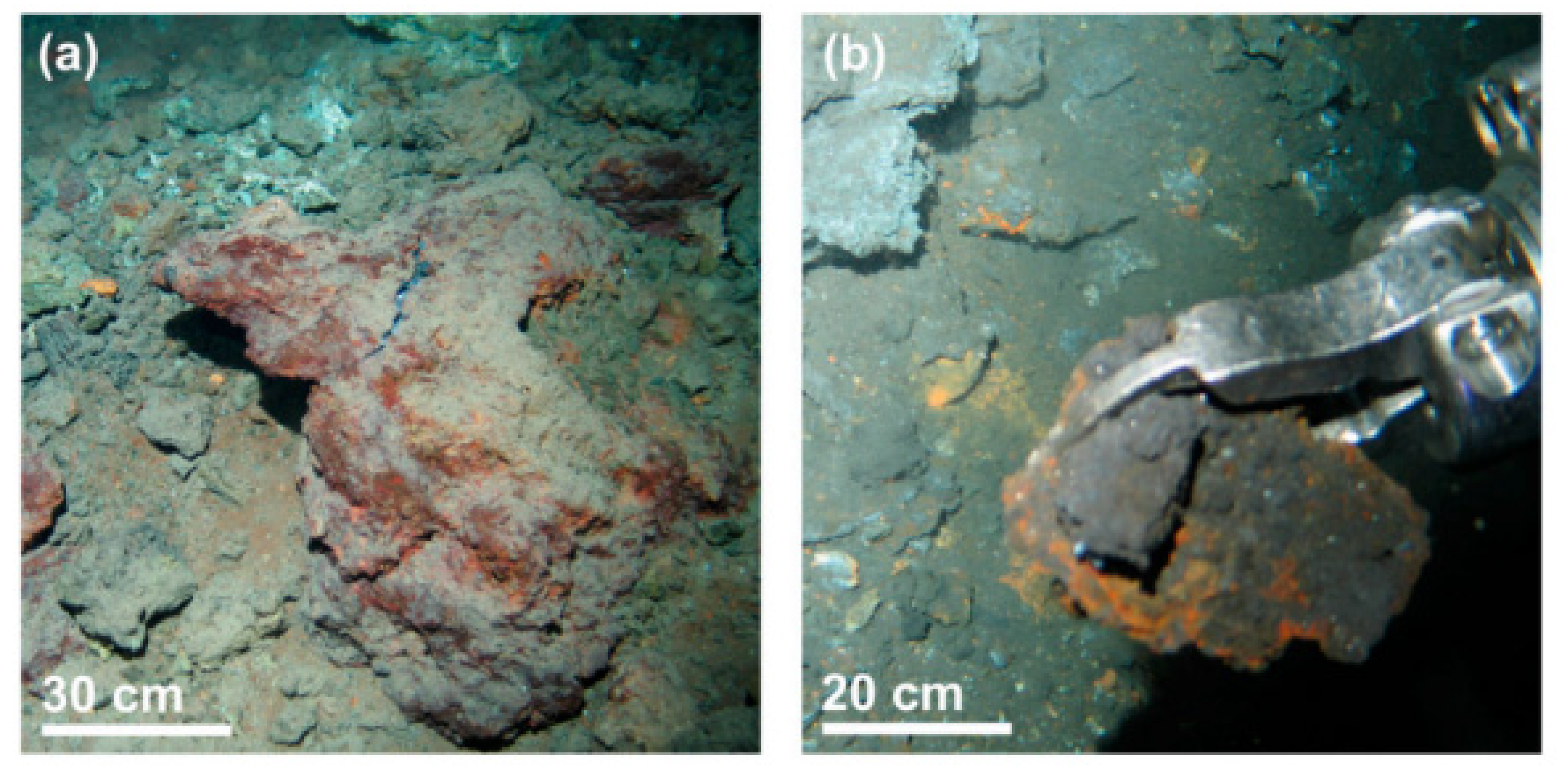
Figure 7.
SMS samples from the Loki’s Castle hydrothermal vent on the Mohn’s Ridge; with (a) possible conduit structures implying fluid channels and (b) rust implying Fe derived from sulphides [30].
Figure 7.
SMS samples from the Loki’s Castle hydrothermal vent on the Mohn’s Ridge; with (a) possible conduit structures implying fluid channels and (b) rust implying Fe derived from sulphides [30].

Figure 8.
Backscattered electron (BSE) and element distribution maps of SMS from the Loki’s Castle hydrothermal vent on the Mohn’s Ridge [30].
Figure 8.
Backscattered electron (BSE) and element distribution maps of SMS from the Loki’s Castle hydrothermal vent on the Mohn’s Ridge [30].

Figure 9.
Hydrometallurgical and pyrometallurgical processing of PMN [17,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73].

Figure 10.
Simplified pyrometallurgical route for manganese nodules treatment.

Figure 11.
Metallurgical processes for manganese nodules [39,42,43,49,53,54,57,59,63,65,68,71,94,95,96].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mn | Fe | Ni | Co | Mo | Al | Moisture |
|---|---|---|---|---|---|---|---|
| (wt%) | |||||||
| 0.74 | 26.0 | 8.9 | 1.0 | 0.19 | 0.05 | 2.0 | 13.8 |
| Mn Minerals | (1) Todorokite: oxides of manganese, magnesium, calcium, sodium, and potassium which may be chemically stated as (Ca, Na, Mn2+, K) (Mn4+, Mn2+, Mg)6O12·3H2O (2) Buserite or 10 Å manganite: a sodium manganese oxide hydrate Na4Mn14O27 · 21H2O (3) Birnessite or 7 Å manganite: (Na7Ca3)Mn7O140·28H2O (4) Vernadite (Mn4+,Fe3+,Ca,Na)(O,OH)2 · nH2O or MnO |
| Fe Minerals | Goethite α-FeOOH Feroxyhyte δ-Fe3+O(OH) |
Table 3.
Average content of some main metals in CRC from the mid-Pacific mountains [1].
Table 3.
Average content of some main metals in CRC from the mid-Pacific mountains [1].
| Mn | Fe | Co | Ni | Cu | Pt |
|---|---|---|---|---|---|
| (wt%) | (ppm) | ||||
| 28.4 | 14.3 | 1.18 | 0.5 | 0.03 | 0.5 |
Table 4.
Typical mineralogy of CRC [13].
Table 4.
Typical mineralogy of CRC [13].
| Mn-Minerals: | Vernadite (Mn4+,Fe3+,Ca,Na)(O,OH)2 · nH2O |
| Fe-Minerals: | Amorphous Fe-oxyhydroxides; Ferroxyhyte δ-Fe3+O(OH); Ferrihydrite (Fe3+)2O3·0.5H2O; Goethite α-FeO(OH) |
| Others: | Quartz SiO2; Feldspars (KAlSi3O8-NaAlSi3O8-CaAl2Si2O8); Phosphates; Carbonates |
Table 5.
Average metal concentration in SMS deposits as related to their tectonic settings. “N” = number of deposits included in the calculations. Concentrations in wt%, except Au and Ag reported in parts per million. Data from [10].
Table 5.
Average metal concentration in SMS deposits as related to their tectonic settings. “N” = number of deposits included in the calculations. Concentrations in wt%, except Au and Ag reported in parts per million. Data from [10].
| Setting | N | Cu | Zn | Pb | Fe | Au | Ag |
|---|---|---|---|---|---|---|---|
| (wt%) | (ppm) | ||||||
| Sediment-free MOR | 51 | 4.5 | 8.3 | 0.2 | 27 | 1.3 | 94 |
| Ultramafic-hosted MOR | 12 | 13.4 | 7.2 | <0.1 | 24.8 | 6.9 | 69 |
| Sediment-hosted MOR | 3 | 0.8 | 2.7 | 0.4 | 18.6 | 0.4 | 64 |
| Intraoceanic back arc | 36 | 2.7 | 17 | 0.7 | 15.5 | 4.9 | 202 |
| Transitional back-arcs | 13 | 6.8 | 17.5 | 1.5 | 8.8 | 13.2 | 326 |
| Intracontinental rifted arc | 5 | 2.8 | 14.6 | 9.7 | 5.5 | 4.1 | 1260 |
| Volcanic arcs | 17 | 4.5 | 9.5 | 2 | 9.2 | 10.2 | 197 |
| Value Minerals: | Chalcopyrite CuFeS2; Isocubanite CuFe2S3; Sphalerite ZnS; Wurtzite (Zn,Fe)S; Chalcocite Cu2S |
| Gangue Minerals: | Pyrite/marcasite FeS2; Pyrrhotite Fe1−xS (x = 0 to 0.2) |
| Baryte BaSO4; Anhydrite CaSO4; Quartz SiO2; Aragonite/calcite CaCO3 |
Table 7.
Comparison of in situ-discovered nodules and crusts in the Clarion–Clipperton Zone (CCZ) and the Prime Pacific Crust Zone (PPCZ), respectively. Table modified after [13], and references therein. * REO = rare earth oxides.
Table 7.
Comparison of in situ-discovered nodules and crusts in the Clarion–Clipperton Zone (CCZ) and the Prime Pacific Crust Zone (PPCZ), respectively. Table modified after [13], and references therein. * REO = rare earth oxides.
| CCZ | Global Land-Based Reserves | PPCZ | |
|---|---|---|---|
| 106 metric tons | |||
| Mn | 5929 | 5200 | 1718 |
| Cu | 224 | 1300 | 7.4 |
| Ti | 59 | 900 | 87 |
| Zn | 29 | 480 | 5 |
| REO * | 17 | 150 | 20 |
| Ni | 278 | 150 | 32 |
| Zr | 6 | 57 | 4.1 |
| Mo | 12 | 19 | 3.5 |
| Li | 2.7 | 14 | 0.02 |
| Co | 42 | 13 | 50 |
| W | 1.3 | 6.3 | 0.67 |
| Nb | 0.4 | 3.0 | 0.4 |
| Bi | – | 0.68 | 0.32 |
| Y | 1.9 | 0.48 | 1.7 |
| Te | 0.07 | 0.05 (0.022) | 0.45 |
Table 8.
Main routes in the processing of polymetallic manganese nodules (PMN).
| Method | Concept | Results and Main Conclusions | Ref. | ||
|---|---|---|---|---|---|
| PYROMETALLURGY | Reduction smelting | Prereduction at 1000 °C for 1 h; smelting with pure graphite powder → Fe-Cu-Co-Ni alloy + Mn-rich slag | 4 wt% graphite at MnO/SiO2 ratio = 1.6, 1350 °C | [35] | |
| Segregation roasting | Roasting at 800–1000 °C, 1 h with coke + chlorinating agents (solid chlorides of Na, Mg, NH4, Li, Cs, Ca) | 46–88% Cu, 22.5–32% Ni, 7–21.5% Co, 0–9% Mn, 0–9% Fe. Best temp for Cu–850 °C, for Ni and Co–1050 | [17] | ||
| Reduction with hydrogen | Reduction at 130–500 °C, 1 h, or at 400 °C for 8 h | Reduction of PMN in H2 proceeds in 4 stages: 1st—loss of water (up to 130 °C); 2nd—decomposition of ferric oxyhydroxide (up to 320 °C), 2nd and 3rd—reduction of oxides and hydroxides of Cu, Ni and Co; 4th—reduction of α-Fe2O3 to metallic Fe | [36] | ||
| Reduction roasting | Reduction at 1000–1150 °C with anthracite and additives (CaF2, SiO2, FeS) + magnetic separation | 1100 °C, 2.5 h, 4% CaF2, 7% anthracite, 5% SiO2, 6% FeS metals in concentrates: 86.48% Ni, 86.74% Co, 5.63% Mn, 83.91 Cu, 91.46% Fe | [37] | ||
| Reductive smelting | Zero-waste 2-step smelting → Cu-Co-Ni alloy + HC FeMn | Smelting at 1400 °C with 9.4% SiO2, yielding over 90 and up to 100% for Cu, Co, Mo, and Ni, 97% of Mn in final slag | [38] | ||
| PYROMETALLURGY + HYDROMETALLURGY | Reduction roasting + ammoniacal leaching | Reduction at 750–1150 K with wood charcoal and natural gas; Leaching in 1 M (NH4)2CO3 in 10% NH3 | Roasting at 1073 K, 2 h, 6% reduction agent, leaching for 210 min at 318 K: for Co roasting temp. 1123 K 90% Ni, >70% Cu, >60% Mo, 90% Co | [39] | |
| Reduction at 700 °C, 2 h with 10% low-sulfur fuel oil; precipitation of Fe and Mn before leaching; leaching with NH3 + CO2 | 3.5 h leaching time 10% Cu, 22% Ni, 62% Co | [40] | |||
| Reduction at 650–800 °C with coal; leaching (2 stages) with ammonium salt + ammonium hydroxide sol. | 1st leaching step (0.05–1 M NH3) at RT for Cu recovery, 2nd leaching step (up to 2 M NH3) at ~50 °C for Ni dissolution in residue. Leaching time 0.5–4 h. | [41] | |||
| Reduction at 800 °C with coal; preconditioning with NH3 + (NH4)2CO3 + surfactant solution; precipitation of Fe and Mn by air purging; residue leaching in NH3 + (NH4)2CO3 | 95% Cu, 94% Ni, 80% Co | [42] | |||
| Pyrolysis + acidic leaching | Reduction at 300–500 °C with sawdust ground <1mm under N2; Leaching with 1 M H2SO4 at 60 °C for 1 h | 10% sawdust, reduction temp. 500 °C, reduction time 6 min. 96.1% Mn, 91.7% Cu, 92.5% Co, 94.4% Ni | [43] | ||
| Reduction and smelting + chlorine leach | Reduction at 900 °C with coal + SiO2 + CaO for 2 h; Smelting at 1400 °C for 2 h; Leaching of sulfided Cu-Co-Ni alloy with chlorine gas; SX + EW for Fe, Cu, Co, and Ni | Silicomanganese obtained from slag phase chlorine leach is preferable to an oxygen-pressure leach. 99% Cu, Co, Ni in 3 h | [44] | ||
| Hydrochlorination + water leach | Hydrochlorination with HCl gas at 550 °C and water vapour at 300 °C; Leaching of dissolved chloride products with water; Separation of Fe2O3 precipitate; SX of Cu, Co, and Ni from PLS; electrolysis. | US Patent | [45] | ||
| Reduction + smelting + acidic pressure leaching | Reduction with fuel oil + air at 1000 °C; smelting in electric furnace; oxidative pressure leaching of matte; slag treatment for Mn recovery; | Ground matte leached at 1 MPa, 110 °C, 2 h, 100 g/L H2SO4 99% Cu, Co, Ni, only 0.01 g/L Fe (after sulfidization of matte) | [46] | ||
| Reduction + smelting + POX | Reduction with fuel oil + air at 1000 °C; smelting in electric furnace; oxidative pressure leaching of FeNiCoCu alloy (no conversion to matte) with H2SO4 + CuSO4; FeOOH precipitation; SX + EW Of Cu, Co, and Ni | Addition of CuSO4 prevents H2 formation during leaching, Cu is cemented by less noble metals and leached by sulfuric acid. 1.5 excess of acid, 2–3 excess of CuSO4, 10 bar, 6 h, solid conc. 25–45 g/L | [47] | ||
| Baking + water leaching | Baking with conc. H2SO4; water leaching of Cu, Co, Ni, Mn soluble sulfates | N/A | [48] | ||
| HYDROMETALLURGY | Acidic | Pressure leaching micellar mediated | Pressure leaching of ground nodules (<100 μm) with H2SO4 and surfactants: CTAB, SDS, Triton X 100, Tween 80; conditions: 110–160 °C, S/L 1/10, 2 h. | CTAB, 160 °C, 10% pulp density, 2 h, 5% H2SO4 99% Mn, Cu, Co, Ni | [49] |
| Pressure leaching/+charcoal | Leaching of ground nodules with H2SO4 at 150 °C and 0,55 MPa, 4 h Charcoal addition to remove Fe dissolve MnO2 | 150 °C, 0.66 g H2SO4 per g of nodule, pO2 = 0.55 MPa, 4 h or the same conditions + 0.05 g charcoal/g of nodule 77%Cu, 99,8% Ni, 88% Co, 99,8% Mn, 4,5%Fe | [50] | ||
| Atmospheric/Pressure leaching | Comparative leaching with H2SO4 at 100 °C and 200 °C | 200 °C, 3 h, 0.3 g H2SO4/g of nodules, 90% Ni, 91% Cu, 44% Co, 6% Mn, 2% Fe Higher leaching at 100 °C for Co (70%) and Fe (65%) | [51] | ||
| Atmospheric leaching | Leaching with H2SO4 + FeSO4·7H2O at 80 °C, 90 °C | 90 °C, 1.6 excess of H2SO4, L/S 7–15. Solution contains FeSO4 in stoichiometric amount to MnO2. >90% Ni, Cu and Mn, 85% Co | [52] | ||
| Atmospheric leaching + amines | Leaching with H2SO4 and aromatic amines (as reductants) at ambient temp. aniline, o-phenylene diamine, o-aminobenzoic acid, o-nitroaniline, p-amino toluene, p-aminobenzene sulfonic acid, 1-naphtylamine | 84–99.6% Mn, 23–97.7% Cu, 74–99.3% Ni, 89–99.7% Co | [53] | ||
| Atmospheric leaching + phenols | Leaching with H2SO4 and phenols (as reductants) at ambient temp. hydroxybenzene, o-dihydroxybenzene, m-dihydroxybenzene, p-dihydroxybenzene, o-trihydroxybenzene and m-trihydroxybenzene | 95% Mn, Cu, Ni, Co | [54] | ||
| Atmospheric leaching | Leaching of ground nodules with H2SO3 (dilute aq. solution of SO2) at ambient temp. | SO2 ratio to the total weight of nodules (g): 0.94·10−2 —1.25·10−2. Concentration of 6–8% SO2 in water is satisfactory. Temp 25 °C, p = 1 atm. >90% Ni, Co, Mn in ~10 min. | [55] | ||
| Atmospheric leaching | Leaching of ground nodules with SO2 or SO2 + H2SO4 at 30 °C | Particle size −150: +76 μm. 30–40 °C, leaching with SO2 (only) 89% Mn, 60% Cu, 82,5% Ni, 90% Co, 75% Zn | [56] | ||
| Atmospheric leaching | Leaching of REE in H2SO4, 500rpm, 30 °C, 2 h | 3 M H2SO4 90 °C >90% REE but high co-extraction of Fe, Co, Ni, Cu or 0.2 M H2SO4 at 45 °C total extraction of REE 58% low co-extraction (0.3% Mn, 4.63% Fe, 23.7% Cu, 0.2% Co, 31.8% Ni). | [57] | ||
| Atmospheric leaching | Leaching of ground nodules with HCl, at 90–100 °C | 1–1.5 M HCl, Grain size ~35 μm. Non-selective towards Fe. >80%Ni, Cu and Zn with 30–35% Fe, Mn, and Co < 20%. | [56] | ||
| Atmospheric leaching + SX | Leaching of powdered nodules in HCl; Solvent extraction of Cu, Co, and Ni | 4 M HCl; Cyanex 923 and Cyanex 301 at 25 °C A/O = 1 >90% Cu, Co, Ni | [58] | ||
| Cathodic electroleaching + adsorption | Electrolytic reduction of Cu, Mn, Co, and Ni from acidic slurry sltn on Pt electrodes at 30 °C; Adsorption of metals from lean electrolyte on nodules | Copper leached and deposited on a cathode, MnO2 deposited on the anode. Adsorption: 1g of nodules mix with 100mL of sltn Cu, Ni, Co, Mn (single or grouped), size fraction −75 and +53 μm 100% Cu, Co, Ni. 50% Mn | [59] | ||
| Slurry electrolysis | Electrolysis in HCl-NaCl medium cathodic reduction at the cathode; anodic oxidation and deposition of MnO2 | Anode: Ti/MnO2 strip; Cathode: graphite stick, diaphragm; 120 g/L NaCl, 40–70 g/L Mn, 70 °C, pH 0.5–1.5, 200 min, current density: 200 A/m2 Cu 96–99%, Co 99%, Ni 98–99%, Fe 54–79%, Mn 96–99% | [60] | ||
| Basic | Pressure leaching + SX-EW Medium-scale plant | Ammoniacal leaching with reductants: SO2, CO, Fe(II), Mn(II), thiosulfate, glucose, carbon, Demanganisation step (prec. MnO2), ammonia stripping and recycling; Cu SX-EW Sulfides precipitation of Co, Ni, and minor impurities (Cu, Zn, Fe), dissolution in H2SO4; Co-Ni SX-EW | 5 m3 autoclave, medium temp and pressure. Scale: 500 kg/day avg. 85% Cu, 90% Ni, 80% Co | [61] | |
| Liquid phase oxidation + Atmospheric leaching | Molten KOH + air to oxidize MnO2 in nodules and for dissociation of nodules structure; conversion of K2MnO4 to KMnO4 and MnO2 Pure MnO2 from KMnO4 decomposition; separation of Fe2O3 through gravity classification, reductive leaching with (NH4)2SO3 | 50 g/L residue conc., 200 rpm, 100 g/L NH3, 70 °C 95%Cu, 65% Co, 84% Ni | [62] | ||
| Microorganisms assisted | Bacterial leaching | Leaching of REE from nodules with thiobacillus ferroxidans | ~100% for Cu and Ni (2 weeks), <5% Fe and Mn, 50% Co | [63] | |
| Bacterial leaching | Leaching of ground PMN with thermophile Acidianus brierleyi at 65 °C or mesophile Thiobacillus species at 30 °C | A. brierleyi more effective; 100% Cu, Zn (4 days) and 85% Ni, 70% Co, 55% Mn (10 days) | [64] | ||
| Bacterial leaching + pyrite | Thiobacillus ferroxidans + pyrite at 30 °C pyrite as reductant | pH 2, pulp 10%, 3 days leaching, pyrite:nodules ratio 1:1 95% Co, 94% Ni, 97% Mn, 80% Cu Higher leaching rate at anaerobic conditions | [65] | ||
| Bioleaching with marine bacterium isolate | Comparison of acidic leaching and bioleaching; 2.5 M H2SO4 + Na2S2O3 or 2.5 M HCl + glucose or 2.5 M HNO3 vs. marine isolate; 30 °C | 30–50% Co (HCl), 85% Cu, 85% Ni (HCl), 80%Mn. Bioleahing with marine isolate was much less efficient < 45% Co, ~30% Cu and Ni | [66] | ||
| Electrobioleaching/galvanic leaching | Thiobacillus ferrooxidans, Thiobacillus thiooxidans, 30 °C; Galvanic leaching with pyrite/pyrolusite (MnO2) | voltage range −600:-1400 mV, 4–5 h; −75 to +53 μm size fraction; galvanic leachingat nodule:pyrite ratio = 2:10 100% Cu, Ni, Co | [67,68] | ||
| Leaching with Fe-reducing bacterium | Decomposition of nodules with Shewanella putrefaciens and NaCl solution | 0.5 M NaCl, pH 7, necessary daily addition of 1mmol sodium lactate, leaching of REE with 0,01M HCl | [69] | ||
| Bioleaching with bacteria consortia and reductants | Anaerobic leaching with bacteria consortia and glucose or sodium acetate as reductants, 30 °C, no agitation | Glucose (30% recovery of Mn) 90 days only 42 ppm of Fe was leached, only 30% of Cu, and 30% of Ni | [70] | ||
| Bioleaching with fungi | Aspergillus niger (fungal culture) realeses organic acids such as oxalic or citric acid which help reduce host metal oxides/hydroxides in nodules | Activation: 10 min, size <10 μm; Leaching with A. niger, 15 days, 35 °C. (25 days for not-activated material) 95% Cu, Ni, and Co | [71] | ||
| Bioleaching more effective than chemical leaching by carboxylic acids or by fungal metabolites. 97%Cu, 98% Ni, 86% Co, 91% Mn, 36% Fe, 30 days, initial pH 4.5, 35°C, 5% pulp density, particle size <300 μm | [72] | ||||
| Aspergillus niger and Trichoderma sp. | 11 days with A. Niger >80% Mn, Cu, Ni, 70% Co, 30% Fe | [73] | |||
Table 9.
Main routes in the processing of cobalt-rich manganese crusts (CRC).
| HYDROMETALLURGY | Acidic | Atmospheric leaching | 2.75 M HCl with the addition of 18.5 mL of ethanol (reductant) initial pH: 1.5 | Mixed diagenetic/hydrogenetic crust shows lower recovery than lower diagenetic or pure hydrogenetic crusts. Mn 75–81%, Fe 49–58%, Co 63–108%, Ni 53–85%, Cu 50–74%, V 58–85% | [74] |
| 1st stage—leaching with H2SO4 at 80–90 °C; 2nd stage—leaching of residue with HNO3 | 50 g of sample + H2SO4 (20–25%), S/L = 1/4 or HNO3 (10–30%) 74–85% Mn, Co, Ni, Cu, Zn, Y, HREE, U, and Hf >90% of elements extracted from the residue | [75] | |||
| Beneficiation of crust sample by froth flotation and magnetic separation(separation from the substrate); leaching with H2SO4-H2O2; precipitation of Fe with CaO; precipitation with H2S under pressure removal of Co-Ni mixed sulfides Mn recovery by carbonation at neutral pH precipitation of MnCO3 | 25 °C, 1 h, 13% solids, 5.9% H2SO4, 1.2% H2O2 96% MNm 43% Fe, 95% Co, 91%Ni | [76] |
Table 10.
Main routes in the processing of seafloor massive sulfides (SMS).
| PYROMETALLURGY | Zero-waste process: 2-stage reductive smelting | Modification of INCO process; The slag phase from 1st smelting step was directed to the next stage to increase Mn recovery in the form of high carbon ferromanganese (HC FeMn). | 1400 °C with 9.4% SiO2, yielding 90–100% for Cu, Co, Mo, and Ni. The final slag: 97% of Mn and low concentrations of Cr, Cu, V, and Ni. | [38] | |
| HYDROMETALLURGY | Acidic | Atmospheric leaching | Leaching with HNO3 | 10% HNO3 90 °C, 2 h, S/L 1/10 >90% Cu, Zn, Fe | [77] |
| Galvanic leaching using MnO2-H2SO4-NaCl media. | 24 h, temp 30–80 °C, 0–1.5 M H2SO4, 0–1 M NaCl, 0–19.5 g/L MnO2 | [78] | |||
| Simultaneous leaching of SMS and PMN-pure or at different ratios | 1 M H2SO4 and 1 M NaCl, 700 rpm, 80 °C, 48 h, S/L 50 g/L PMN dosage from 30–100% Cu, Mn, Ni ~100, Zn ~85% | [79] | |||
| Artificial seawater leaching | 12 °C, 0.6–1 g SMS to 500 mL of seawater ppb levels for Cu and Pb | [80] | |||
| CONVENTIONAL PROCESSING | Application of ball mill grinding and column flotation to SMS processing; LIBS technology applied for in situ measurement of the metal grade of ore particles | Water-filled grinding at high pressure had an almost comparable grinding performance to wet grinding at the atmospheric pressure; concentrates of Cu and Zn obtained in column flotation | [81] | ||
| Flotation of SMS to separate chalkopyrite and galena as froth, and sphalerite, pyrite, and remaining gangue minerals as tailings. | Flotability of sphalerite increases in the presence of Pb minerals (PbS, PbSO4) and soluble compounds: Cu2+, Zn2+, Pb2+, and Fe2+/3+ High separation of chalkopyrite and sphalerite is possible through the combination of surface cleaning with EDTA and depression of lead-activated sphalerite by zinc sulfate | [82] | |||
| SMS grinding and flotation of Cu-minerals (mainly chalkopyrite) | >25% Cu concentrates (~85–90% Cu recovery) ready for Cu smelter ~25% gold recovered in Cu concentrate ~65–70% of Au can be recovered into a pyrite concentrate. Extraction of Au by the conventional technologies of roasting/cyanidation or pressure oxidation/cyanidation | [83] | |||
Table 11.
Downstream processing methods for marine deposits—examples.
| Method | Conditions | Results/Main Conclusions | Ref. |
|---|---|---|---|
| Ammonia leaching with SO2 → precipitation of Mn(aq), recovery and recycle of ammonia → Cu SXandEW → precipitation of Ni, Co sulfides from Cu raffinate → dissolution of Ni(Co) sulfides in H2SO4, O2 → Ni, Co SXandEW | Cu SX with LIX 84I, Ni SX with D2EHPA Co SX with PC-88A | Medium scale demonstration plant 500 kg/day Metals recoveries: Cu: 85% Ni: 90% Co: 80% | [61] |
| Leaching with 50% H2SO4 → precipitation of Fe and Mn at pH 4.5 → co-extraction of Cu and Ni → selectie stripping of Ni and Cu | Leaching at 80–90 °C; SX: Organic phase: LIX 984N + kerosene Acorga M5640 + kerosene, 5 min., A/O = 1 | Quantitative and selective stripping of Cu and Ni; Co in raffinate | [105] |
| Leach liquor → precipitation of Fe → SX of REE | Fe precipit. with Ca(OH)2, at pH = 3.95 SX: 0,1M sols of D2EHPA, PC88A and Cyanex 272, 5 min, A/O = 1; Stripping with 2M HCl | Highly selective extraction of REE with D2EHPA, in the presence of base metals (Cu, Ni, Co, Mn) | [106] |
| PMN leach liqor → Fe precipitation → Cu SX → Zn SX → Mn SX, Co scrubbing from loaded organic → Ni SX | Fe(II) oxidation with 0.5% H2O2, precipit. With Ca(OH)2; Cu SX: 10% LIX84I + kerosene, A/O = 6/1; Zn SX: 0.02 MD2EHPA + kerosene, A/O = 1 Mn SX: 1M NaD2EHPA + kerosene Ni SX: 0.15 M NaD2EHPA + kerosene 30oC, A/O = 1, 5 min; stripping with H2SO4 | Metals recoveries: Cu: ~100% Zn(II): 99.6% Mn(II): 99.9% Ni(II): 99.3% | [107] |
| Synthetic solution (equivalent to sea nodule leach liquor) → Mo SX → crystallization → thermal decomposition | Mo SX: 10% v/v Alamine 304–1 + kerosene, 5 min., 25 °C, stripping with NH4OH + (NH4)2CO3; Crystallization of (NH4)4Mo2O6; decomposition at 400 °C to MoO3 | purity of (NH4)4Mo2O6 and MoO3—99.9% | [108] |
| PMN leaching liquor → Precipitation of Fe → * precipitation of Co, Ni sulfides → dissolution in H2SO4 → Co, Ni SX → Co precipitation → roasting → Co2O3 → Ni recovery → NiSO4·7H2O precipitation of Mn from * → dissolution in 0.5 M H2SO4 and crystallization of MnSO4·H2O | Impurities (Mn, Fe, Cu, Zn) SX: 15% D2EHPA + kerosene Co, Ni SX: 25% P507 (neutralized) kerosene, 27 °C, Co precipitation with oxalic acid and ammonium oxalate at 65 °C; Roasting at 700 °C → Co2O3 | Fe precipitates as jarosite Metals recoveries: Mn: 85%; Co: 75%; Ni: 78% | [109] |
| PMN leach liquor → Cu SX → Co, Ni SX from Cu raffinate → Co SX and stripping → Ni SX and stripping | 1st stage: Cu SX: 0.3 M Cyanex 923; 2nd stage: Co SX: 0.6 M Cyanex 923; 3rd stage: Ni SX: 0.1M Cyanex 301 | Metals recoveries: Co(II), Cu(II), Ni(II): 90% | [58] |
| PMN leach liquor →Co-extraction of Cu and Ni → selective stripping of Ni → Ni SX-EW | Cu,Ni SX: LIX 64N + kerosene, A/O = 1; scrubbing with ammonia, Ni stripping in 6 stages, Ni EW 12h, 61 °C | Purity of electrocrystallized Ni: 99.82% The effect of organic phase deletorious for the quality of electrowinning product | [110] |
* Mn precipitation from the filtrate after the Co, Ni sulfides precipitation.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ochromowicz, K.; Aasly, K.; Kowalczuk, P.B. Recent Advancements in Metallurgical Processing of Marine Minerals. Minerals 2021, 11, 1437. https://0-doi-org.brum.beds.ac.uk/10.3390/min11121437
AMA Style
Ochromowicz K, Aasly K, Kowalczuk PB. Recent Advancements in Metallurgical Processing of Marine Minerals. Minerals. 2021; 11(12):1437. https://0-doi-org.brum.beds.ac.uk/10.3390/min11121437
Chicago/Turabian StyleOchromowicz, Katarzyna, Kurt Aasly, and Przemyslaw B. Kowalczuk. 2021. "Recent Advancements in Metallurgical Processing of Marine Minerals" Minerals 11, no. 12: 1437. https://0-doi-org.brum.beds.ac.uk/10.3390/min11121437
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.