
Simulation-Based Analysis of Hydrometallurgical Processes. Case Study: Small-Scale Gold Mining in Ecuador

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Process Description
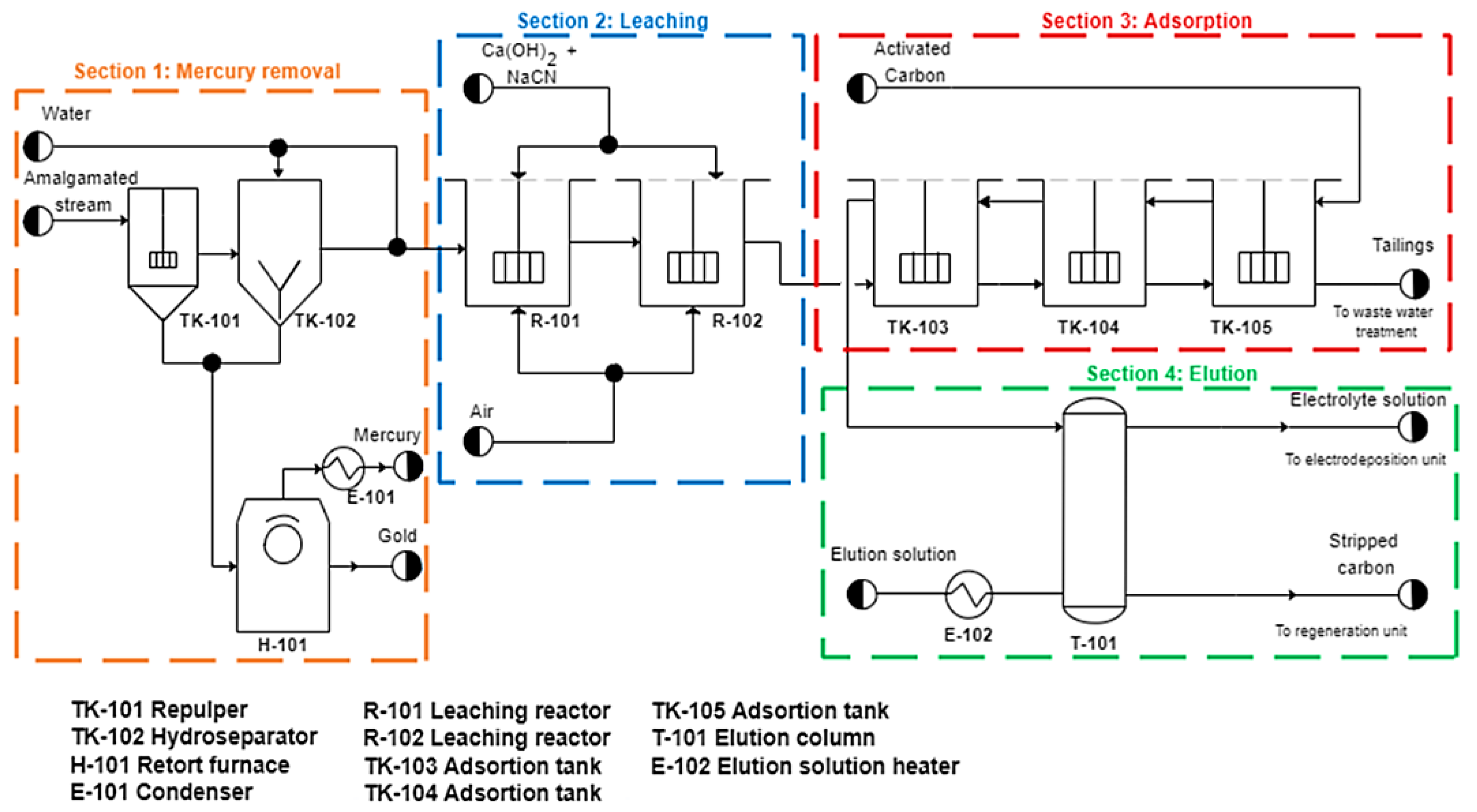
2.1. Leaching, Adsorption, and Elution Processes
2.1.1. Via Sodium Cyanide
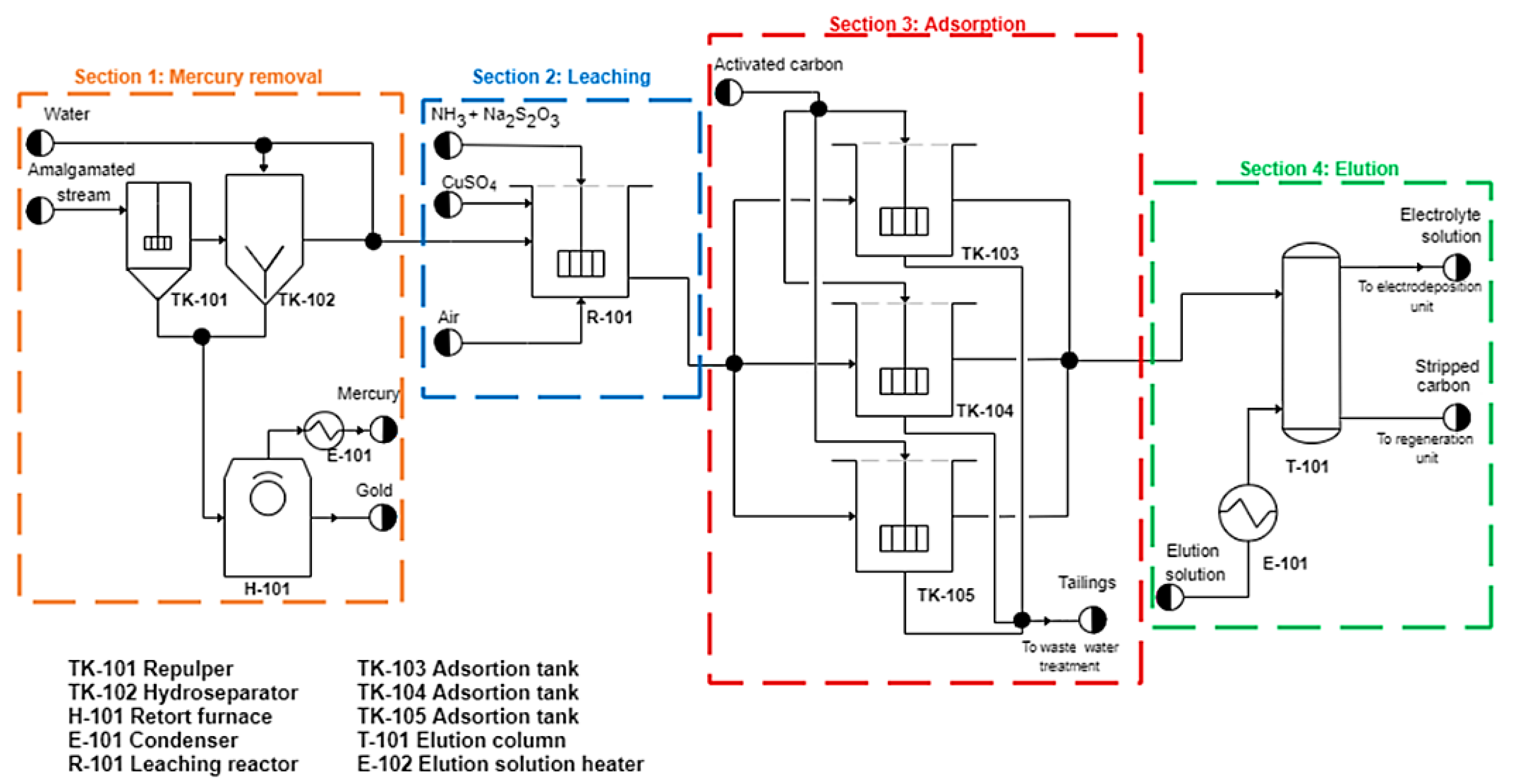
2.1.2. Via Sodium Thiosulfate
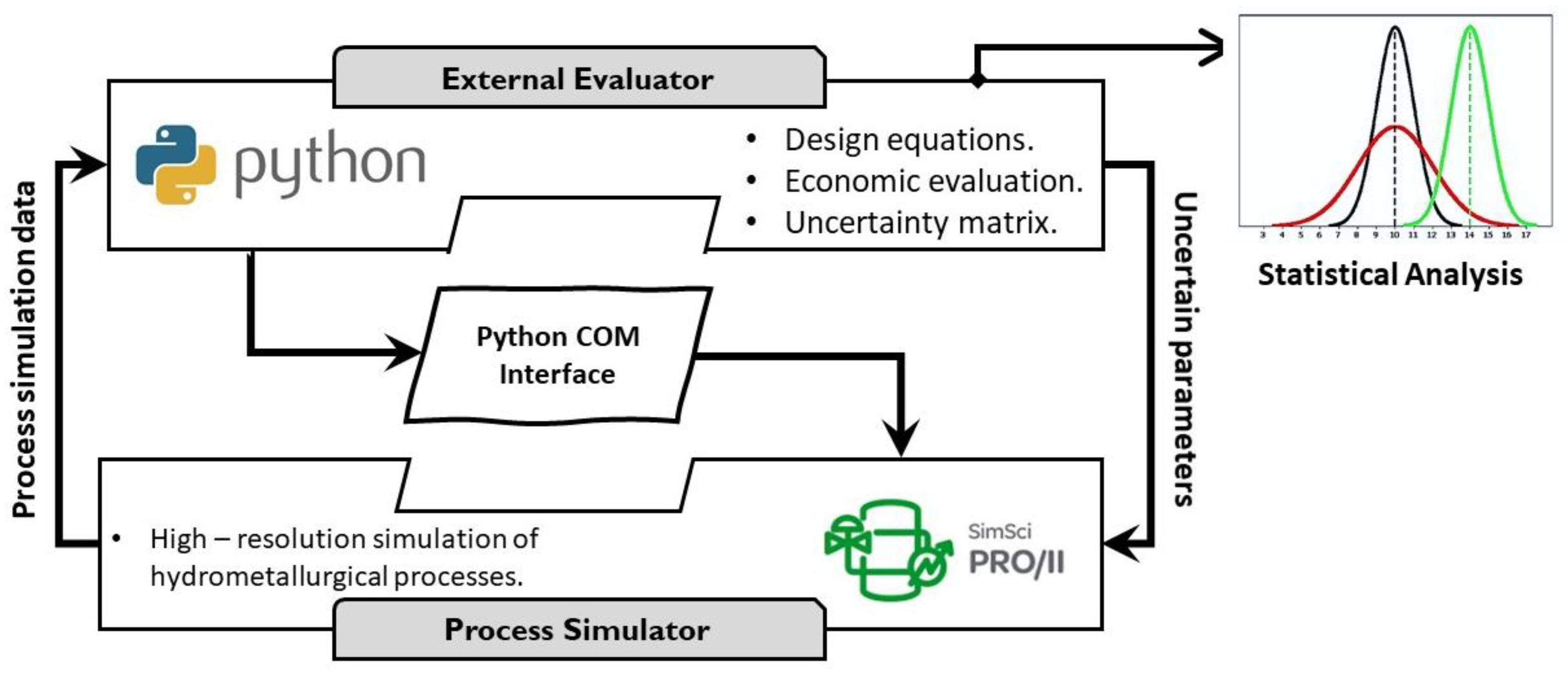
2.2. Hydrometallurgical Process Simulation
3. Simulation-Based Framework for Uncertainty Analysis
3.1. Problem Formulation
3.2. Framework for Economic Evaluation under Uncertainty
4. Results
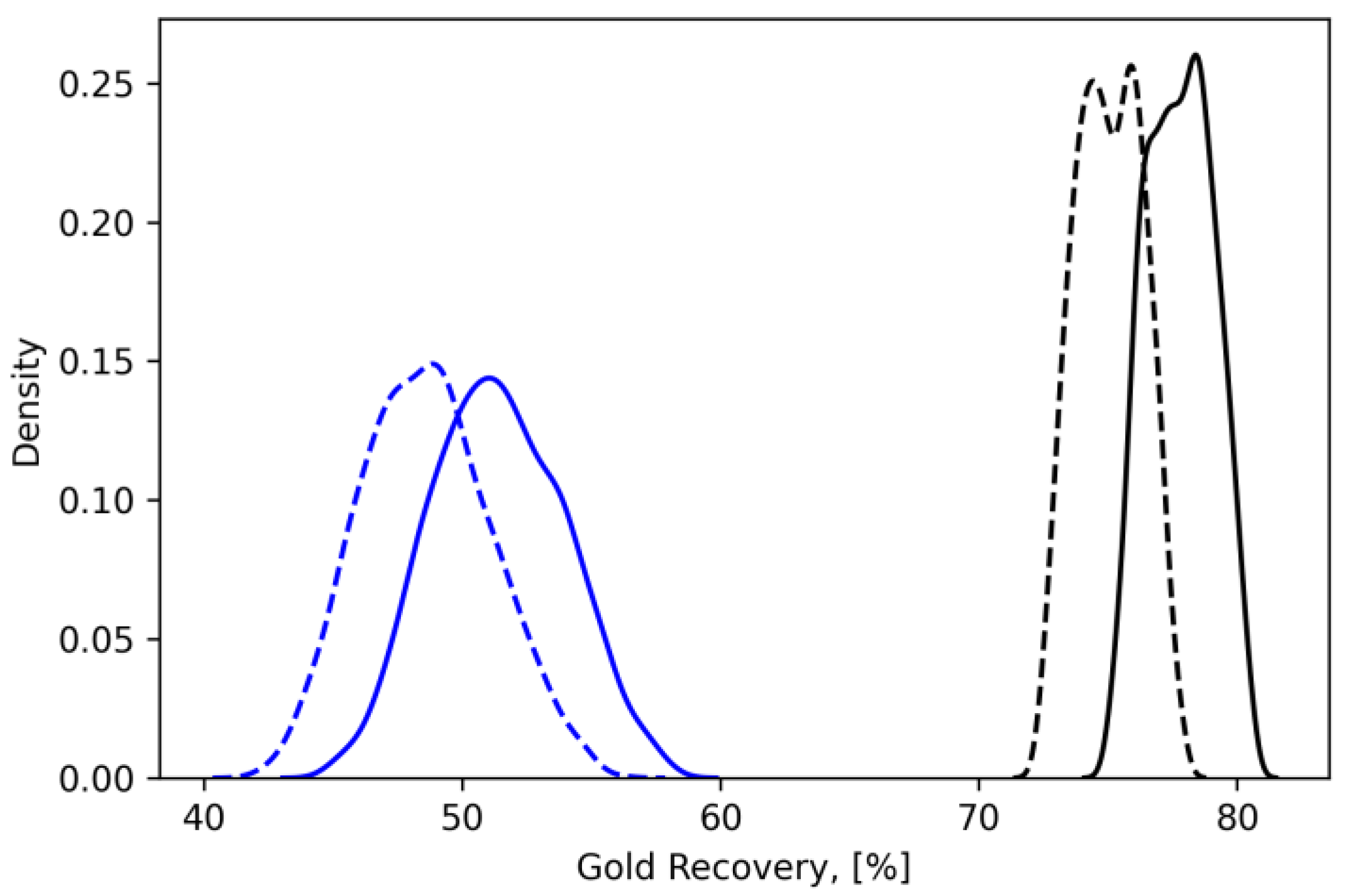
4.1. Hydrometallurgy Process Using Sodium Cyanide
4.2. Hydrometallurgy Process Using Sodium Thiosulfate
5. Social Responsibility
6. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hevia, C.; Neumeyer, A. A Conceptual Framework for Analyzing the Economic Impact of COVID-19 and its Policy Implications. UNDP LAC441 COVID-19 Policy Doc. Ser. 1 2020, 1, 29. [Google Scholar]
- EITI. Extractive Industries Transparency Initiative—Ecuador. Available online: https://eiti.org/es/implementing_country/98 (accessed on 11 May 2021).
- Velásquez-López, P.C.; Páez-Varas, C.; Benavides-Zúñiga, X.; Gallegos, F.; Fallon, G. Women mine-rock waste collectors in artisanal and small-scale mining in Ecuador: Challenges and opportunities. Extr. Ind. Soc. 2020, 7, 1579–1586. [Google Scholar] [CrossRef]
- Thomas, M.J. Ecuador Gold Supply Chain: Analysis of Government Intervention in the Artisanal Mining Sector. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, 2019. [Google Scholar]
- Gaudry, K.H.; Charro, D.M.; Villacreses, G.; Castillo, W.; Shaban, A. Estimating scales of gold ore production and processing in Zaruma and La Merced de Buenos Aires, Ecuador: Electrical power consumption as an indirect metric. Extr. Ind. Soc. 2020, 7, 847–854. [Google Scholar] [CrossRef]
- Gonçalves, A.O.; Marshall, B.G.; Kaplan, R.J.; Moreno-Chavez, J.; Veiga, M.M. Evidence of reduced mercury loss and increased use of cyanidation at gold processing centers in southern Ecuador. J. Clean. Prod. 2017, 165, 836–845. [Google Scholar] [CrossRef]
- Aylmore, M.G. Thiosulfate as an Alternative Lixiviant to Cyanide for Gold Ores; Elsevier B.V.: Amsterdam, The Netherlands, 2016; ISBN 9780444636584. [Google Scholar]
- Cisternas, L.A.; Lucay, F.A.; Botero, Y.L. Trends in modeling, design, and optimization of multiphase systems in minerals processing. Minerals 2020, 10, 22. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, F.E.; Young, B.D.; Bryson, A.W. Comparison and modelling of the adsorption kinetics of gold cyanide onto activated carbon and resin in a silica slurry. Hydrometallurgy 1992, 30, 257–275. [Google Scholar] [CrossRef]
- Yin, X.; Opara, A.; Du, H.; Miller, J.D. Molecular dynamics simulations of metal-cyanide complexes: Fundamental considerations in gold hydrometallurgy. Hydrometallurgy 2011, 106, 64–70. [Google Scholar] [CrossRef]
- Khalesi, M.R.; Zarei, M.J.; Sayadi, A.R.; Khoshnam, F.; Hemmati Chegeni, M. Development of a techno-economic simulation tool for an improved mineral processing plant design. Miner. Eng. 2015, 81, 103–108. [Google Scholar] [CrossRef]
- Karrech, A.; Attar, M.; Oraby, E.A.; Eksteen, J.J.; Elchalakani, M.; Seibi, A.C. Modelling of multicomponent reactive transport in finite columns—Application to gold recovery using iodide ligands. Hydrometallurgy 2018, 178, 43–53. [Google Scholar] [CrossRef]
- Jun, Z.; Hua, Y.; Hongxia, Y.; Zhongda, T.; Runda, J. Gold recovery modeling based on interval prediction for a gold cyanidation leaching plant. IEEE Access 2019, 7, 71511–71528. [Google Scholar] [CrossRef]
- Nikkhah, K. Role of Simulation Software in Design and Operation of Metallurgical Plants: A Case Study. Available online: https://www.andritz.com/resource/blob/14794/3d282780924827727a1efc8a5953f0dc/aa-automation-simulation-metallurgical-plants-data.pdf (accessed on 15 May 2021).
- Lv, Y.; Zheng, S.; Du, H.; Wang, S.; Zhang, Y. The application of metsim in hydrometallurgy process: A case study. Adv. Mater. Res. 2012, 581–582, 988–995. [Google Scholar] [CrossRef]
- Okudan, M.D.; Akcil, A.; Tuncuk, A.; Deveci, H. Effect of parameters on vanadium recovery from by-products of the Bayer process. Hydrometallurgy 2015, 152, 76–83. [Google Scholar] [CrossRef]
- Saidi, M.; Kadkhodayan, H. Experimental and simulation study of copper recovery process from copper oxide ore using aspen plus software: Optimization and sensitivity analysis of effective parameters. J. Environ. Chem. Eng. 2020, 8, 103772. [Google Scholar] [CrossRef]
- Elomaa, H.; Rintala, L.; Aromaa, J.; Lundström, M. Process simulation based life cycle assessment of cyanide-free refractory gold concentrate processing—Case study: Cupric chloride leaching. Miner. Eng. 2020, 157, 106559. [Google Scholar] [CrossRef]
- Pesantes, A.A.; Carpio, E.P.; Vitvar, T.; López, M.M.M.; Menéndez-Aguado, J.M. A multi-index analysis approach to heavy metal pollution assessment in river sediments in the Ponce Enríquez Area, Ecuador. Water 2019, 11, 590. [Google Scholar] [CrossRef] [Green Version]
- Marsden, J.O.; House, C.I. The Chemistry of Gold Extraction, 2nd ed.; Society for Mining, Metallurgy, and Exploration (SME): Englewood, Colorado, 2005; ISBN 9780873352741. [Google Scholar]
- Zhang, S.; Nicol, M.J. An electrochemical study of the dissolution of gold in thiosulfate solutions. Part II. Effect of Copper. J. Appl. Electrochem. 2005, 35, 339–345. [Google Scholar] [CrossRef]
- Khalifa, M.; Lue, L. A group contribution method for predicting the solubility of mercury. Fluid Phase Equilib. 2017, 432, 76–84. [Google Scholar] [CrossRef] [Green Version]
- Geraili, A.; Salas, S.; Romagnoli, J.A. A Decision Support Tool for Optimal Design of Integrated Biorefineries under Strategic and Operational Level Uncertainties. Ind. Eng. Chem. Res. 2016, 55, 1667–1676. [Google Scholar] [CrossRef]
- Salas, S.D.; Geraili, A.; Romagnoli, J.A. Optimization of Renewable Energy Businesses under Operational Level Uncertainties through Extensive Sensitivity Analysis and Stochastic Global Optimization. Ind. Eng. Chem. Res. 2017, 56, 3360–3372. [Google Scholar] [CrossRef]
- Turton, R.; Bailie, R.C.; Whiying, W.B.; Shaeiwitz, J.A. Analysis, Synthesis, and Design of Chemical Processes, 3rd ed.; Pearson Education, Inc.: London, UK, 2008; ISBN 9780132618120. [Google Scholar]
- Khosravi, R.; Azizi, A.; Ghaedrahmati, R.; Gupta, V.K.; Agarwal, S. Adsorption of gold from cyanide leaching solution onto activated carbon originating from coconut shell—Optimization, kinetics and equilibrium studies. J. Ind. Eng. Chem. 2017, 54, 464–471. [Google Scholar] [CrossRef]
- Cango Siguencia, P.L.; Gómez Ordoñez, J.C. Techno-Economic Analysis of Sustainable Hydrometallurgical Alternatives for Gold Recovery Focused on Small-Scale Mining Processes; Escuela Superior Politécnica del Litoral: Guayaquil, Ecuador, 2020. [Google Scholar]
- Jones, M.N.; Frutiger, J.; Ince, N.G.; Sin, G. The Monte Carlo driven and machine learning enhanced process simulator. Comput. Chem. Eng. 2019, 125, 324–338. [Google Scholar] [CrossRef]
- Salas, S.D.; Contreras-Salas, L.; Rubio-Dueñas, P.; Chebeir, J.; Romagnoli, J.A. A Multi-Objective Evolutionary Optimization Framework for a Natural Gas Liquids Recovery Unit. Comput. Chem. Eng. 2021, 107363. [Google Scholar] [CrossRef]
- Banco Central del Ecuador. Comercialización de Oro. Available online: https://www.bce.fin.ec/index.php/comercializacion-de-oro (accessed on 11 April 2021).
- ENAMI, EP. Empresa Nacional Minera de Ecuador. Available online: https://www.enamiep.gob.ec (accessed on 11 April 2021).
- Fairtrade International. Criterio Fairtrade para el Oro y los Metales Preciosos Asociados para la Minería Artesanal y en Pequeña Escala. Available online: https://files.fairtrade.net/standards/Gold-and-Precious-Metals_SP.pdf (accessed on 15 May 2021).
- Alianza por la Minería Responsable & Fairmined. Estándar Fairmined para Oro de Minería Artesanal y de Pequeña Escala, Incluyendo Metales Preciosos Asociados. Available online: http://www.responsiblemines.org/wp-content/uploads/2017/05/Est%C3%A1ndar-Fairmined-2.0_2014_-1.pdf (accessed on 15 May 2021).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula | Mineral | Composition |
|---|---|---|
| SiO2 | Quartz | 54.5228% |
| FeS2 | Pyrite | 44.2750% |
| CuFe(II)S2 | Chalcopyrite-A | 0.5970% |
| CuFeS2 | Chalcopyrite-B | 0.5970% |
| Au | Native gold | 0.0082% |
| Total | 100.00% |
| Unit Operations | Description |
|---|---|
| Conversion reactor | This reactor is a preliminary approximation of the equipment during conceptual design stages. |
| Counter-current decanter | It models the recovery of components in the liquid phase of a stream with a defined solvent. |
| Flash | It resembles the separation of the components in a stream due to volatility differences. |
| Stream calculator | It allows the separation of streams based on mass balances determined by the user. |
| Simple heat exchanger | It is used to heat up or cool down a stream by specifying certain conditions or by exchanging heat between two fluids. |
| Controller | It allows regulating a parameter/variable of interest of a process stream or equipment by varying a certain input. It also permits modifying the specification of another unit. |
| Calculator | It performs any calculation through mathematical equations. This information can be used by other units within the simulation environment. |
| Section | Operating Conditions | Unit | Value |
|---|---|---|---|
| Pulp stream | Gold flow rate | kg/day | 4.1 |
| Temperature | K | 298 | |
| Pressure | atm | 1 | |
| Particle size | mm | 0.045–0.150 | |
| Retort process | Distillation temperature | K | 700 |
| Condensate temperature | K | 298 | |
| Conversion reactors | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Pulp density | wt % | 50 | |
| Leaching pH | - | 11 | |
| Sodium cyanide | M | 0.15 | |
| Adsorption tanks | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Act. carbon ratio | g per ton | 20 | |
| Act. carbon part. size | mm | 1.00–3.00 | |
| Elution tower | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Elution solution ratio | BV | 2 |
| Section | Operating Conditions | Unit | Value |
|---|---|---|---|
| Pulp stream | Gold flow rate | kg/day | 4.1 |
| Temperature | K | 298 | |
| Pressure | atm | 1 | |
| Particle size | mm | 0.045–0.150 | |
| Retort process | Distillation temperature | K | 700 |
| Condensate temperature | K | 298 | |
| Conv. reactors | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Pulp density | wt % | 40 | |
| Leaching pH | - | 10.50 | |
| Sodium thiosulfate | M | 1.50 | |
| Adsorption tanks | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Act. carbon ratio | g per ton | 20 | |
| Act. carbon part. Size | mm | 1.00–3.00 | |
| Elution tower | Temperature | K | 298 |
| Pressure | atm | 1 | |
| Elution solution ratio | BV | 2 |
| Parameters | Units | ||
|---|---|---|---|
| Sodium cyanide as the leaching agent | |||
| Leaching conversion (Reactor 1 and 2) | 0.88 | 0.90 | - |
| Adsorption conversion | 0.87 | 0.89 | - |
| Elution process conversion | 0.90 | 0.95 | - |
| Sodium thiosulfate as the leaching agent | |||
| Leaching conversion | 0.75 | 0.85 | - |
| Adsorption conversion | 0.85 | 0.95 | - |
| Elution process conversion | 0.70 | 0.75 | - |
| Market uncertainty | |||
| Price of gold | 60 | 65 | USD/g |
| Description | Value | Units |
|---|---|---|
| Pulverized mineral (royalties, transport, and grinding) | 105 | USD/ton |
| Waste treatment (solid and liquid effluents) | 200 | USD/ton |
| Activated carbon | 1896 | USD/ton |
| Water for use in the processes | 0.067 | USD/1000 kg |
| Electric consumption | 0.06 | USD/kWh |
| Description | Cost | Units |
|---|---|---|
| Sodium cyanide | 3.10 | USD/kg |
| Calcium hydroxide | 0.32 | USD/kg |
| Activated carbon | 5500 | USD/ton |
| Sodium hydroxide | 4.62 | USD/kg |
| Ethyl alcohol | 6.33 | USD/kg |
| Industrial ammonia | 1.50 | USD/kg |
| Sodium thiosulfate | 4.08 | USD/kg |
| Copper sulphate | 3.50 | USD/kg |
| Output | Stats | Case 1 | Case 2 | Case 3 | Case 4 | Units |
|---|---|---|---|---|---|---|
| 75.1 | 77.8 | 48.6 | 51.4 | % | ||
| 1.3 | 1.3 | 2.5 | 2.5 | % | ||
| 72.2 | 75.0 | 42.1 | 44.9 | % | ||
| 77.9 | 80.6 | 56.0 | 58.0 | % | ||
| 51.08 | 54.13 | −0.20 | 2.35 | MM USD/year | ||
| 1.94 | 1.98 | 2.46 | 2.51 | MM USD/year | ||
| 46.41 | 49.34 | −6.89 | −4.27 | MM USD/year | ||
| 55.86 | 59.17 | 7.26 | 9.67 | MM USD/year | ||
| 50.50 | 53.52 | −0.40 | 2.12 | MM USD/year | ||
| 1.94 | 1.98 | 2.46 | 2.51 | MM USD/year | ||
| 45.83 | 48.74 | −7.09 | −4.50 | MM USD/year | ||
| 55.29 | 58.56 | 7.06 | 9.44 | MM USD/year |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salas, S.D.; González, Y.; Cango, P.; Gómez, J.C.; Koepke, R.; Peña-Carpio, E. Simulation-Based Analysis of Hydrometallurgical Processes. Case Study: Small-Scale Gold Mining in Ecuador. Minerals 2021, 11, 534. https://0-doi-org.brum.beds.ac.uk/10.3390/min11050534
Salas SD, González Y, Cango P, Gómez JC, Koepke R, Peña-Carpio E. Simulation-Based Analysis of Hydrometallurgical Processes. Case Study: Small-Scale Gold Mining in Ecuador. Minerals. 2021; 11(5):534. https://0-doi-org.brum.beds.ac.uk/10.3390/min11050534
Chicago/Turabian StyleSalas, Santiago D., Yris González, Pamela Cango, Jean Carlos Gómez, Ronald Koepke, and Elizabeth Peña-Carpio. 2021. "Simulation-Based Analysis of Hydrometallurgical Processes. Case Study: Small-Scale Gold Mining in Ecuador" Minerals 11, no. 5: 534. https://0-doi-org.brum.beds.ac.uk/10.3390/min11050534