1. Introduction
As a result of the ambitious electrification targets pursued worldwide, it has been estimated that the number of end-of-life (EoL) lithium-ion batteries (LIBs) may increase 700-fold between 2020 and 2040 [
1]. Extraction of battery metals, such as lithium and cobalt, has been highly connected with geopolitical supply risks, e.g., conflicting land use, uncertain mineral rights, and political and security risks [
2]. Therefore, recycling of LIBs is a necessary activity, enabling the recovery of raw materials to supplement those obtained from extractive activities, and reducing the environmental impact of batteries [
2,
3]. Generally, the concentration of valuable metals in EoL LIBs is higher than that of virgin raw materials [
2]. However, LIBs represent complex material mixtures that would require several unit operations and processes to efficiently recover most of their components [
4,
5]. Consequently, the recycling processes available are designed to recover a limited number of elements in a simple and economic manner. A recycling facility can be built as a greenfield investment, as an add-on to existing metallurgical plants or fully integrated into the existing industrial sites designed for primary raw material processing. After sorting and dismantling, thermal pretreatment methods or pyrometallurgical processes are often applied before hydrometallurgical refining. Recently, Makuza et al. reviewed the pyrometallurgical options for recycling spent lithium-ion batteries. Pyrometallurgical processes have great potential in LIB recycling, as the processes are often not too sensitive to impurities and can remove or make use of substances that would be challenging for hydrometallurgy [
2,
3].
The LIB battery cathode is often considered the most valuable part of the battery [
6] due to its metals contained in association with lithium. The cathode materials also define the classification of LIBs, with types including NMC, NCA, LNO, LMO, and LFP, in which L stands for lithium, M for manganese, C for cobalt, N for nickel, A for aluminum, F for iron, P for phosphate, and O for oxide [
7]. In addition to these metals, LIBs contain, e.g., metallic Cu and Al, as well as carbon usually in the form of graphite [
8,
9]. The trend in NMC battery cathode types is to increase the Ni/Co ratio [
7,
10]. This is because of the relatively low cost of Ni compared to Co and lower supply risk, as Co sources are found in politically unstable geographical areas [
2,
10]. Nevertheless, the batteries reaching EoL in the near future will likely have a high Co content. It is worth noting that the challenges associated with Co are not the only concern. Recently, the European Union added Li to the 2020 EU Critical Raw Materials list as part of a strategy to reduce the reliance on imported supply. Currently, the import reliance for Li in the EU is 100% due to the lack of local refining capabilities, leading to domestic Li reserves being processed elsewhere [
1,
11]. Nickel is not considered as a Critical Raw Material for EU at the moment; however, its supply is becoming increasingly dependent on areas with higher political risk such as Indonesia and the Philippines [
10]. Moreover, the nickel production was recently driven from sulfide ores to laterite ores, which require more complex processing, along with an increase in energy consumption and greenhouse gas emissions [
12]. Therefore, as nickel is a strategic component of the batteries and its demand will grow significantly in the near future, it is expected that there will be a significant increase in nickel prices. In summary, recycling is an important part in reducing the supply risk [
11].
In order for the European recycling operators to meet the target recoveries outlined by the new Batteries Regulation, research concerning the mechanical preprocessing of battery waste is also necessary [
1]. Currently, one substantial challenge in LIB recycling is selectively separating the electrode components into a fraction of their own prior to the chemical separation, in a manner that allows for a high throughput and recovery [
13]. Since the electrode materials are considerably finer than the other LIB components, sieving is commonly applied to concentrate the electrodes in the underflow, while the current collector foils (Cu/Al) and other metallic components are mainly separated in the overflow. However, due to the antagonistic effect of the organic PVDF (polyvinylidene fluoride) binder and the cross-contamination produced by the shredding and comminution of the waste battery packs, the electrode materials are not completely liberated and cannot be fully recovered in the sieve underflow [
8,
14,
15]. To increase the recovery, a common practice is to increase the cutoff point of the sieve, resulting in a decreased grade of the electrodes, as more Fe, Cu, and Al are allowed to pass through the sieve. In many of the currently operational hydrometallurgical recycling plants, these elements are considered as impurities that complicate the leaching process [
4]. For this reason, research efforts have been made to better optimize leaching operations for mixed feeds involving Fe, Cu, and Al [
16,
17]. However, as Cu, Al, and Fe are significantly lower in economic value compared to the elements in the electrodes, recovering them by mechanical unit operations would be preferable over the relatively expensive chemical methods. This is especially true for Cu, as 95% recovery will be enforced by the new Regulation. Therefore, studying alternative processes for the recovery of the leftover electrode material in the sieve overflow is vital, as this would enable a more selective first stage separation of the active material. Froth flotation was demonstrated to be a potential process for this purpose in our previous study [
8], enabling the recovery of electrode components in the froth fraction, while enriching other metallic components in the tailings. The subsequent recovery of metals can take place using pyrometallurgical processes.
In pyrometallurgical processes, slag design has a crucial role in valuable metal recovery. Conventional slag systems for spent LIB treatment are CaO-SiO
2-Al
2O
3 slag or FeO-CaO-SiO
2-Al
2O
3 [
9,
18]. According to thermomechanical modeling, fluxes such as Al
2O
3 and SiO
2 improve lithium slagging, whereas the addition of CaO decreases it due to lower lithium solubility. More quartz being added results in lower lithium losses to gas or metal-rich phase [
19]. On the other hand, the addition of Al
2O
3 increases viscosity, which may cause alloy or metal droplets to be entrained in the slag, causing reduced recovery of valuables [
3,
20]. A slag system based on MnO-SiO
2-Al
2O
3 results in an Mn- and Li-enriched slag from which the metals are more easily extracted by hydrometallurgical treatment, as the concentration of Mn could be high enough [
18].
Recently, Sommerfeld et al. and Klimko et al. proposed a combined pyro- and hydrometallurgical approach to recycle pyrolyzed LIB black mass [
19,
21]. In the first step, a Co-Ni-Cu alloy- and lithium-enriched slag was produced in a laboratory-scale electric arc furnace [
19]. In the second step, a hydrometallurgical treatment was proposed for lithium recovery from the slag [
21]. Holzer et al. studied a novel pyrometallurgical method in which they recovered 76–97% of lithium from batteries in a gas stream, from which it could be recovered for further processing [
3]. Overall, the recycling approach by Sommerfeld et al. and Klimko et al. presented studies in which the pyrometallurgical step was used as a treatment method before hydrometallurgical treatment of the intermediate metal alloy/matte and slag products [
19,
21].
Pyrometallurgical processes usually consume reductants obtained from fossil fuels, and the estimated global consumption of metallurgical coal rose by 3.8% in 2019 [
22]. To further reduce the environmental impact, options for replacing the conventional reductants are being widely researched in both ferrous and nonferrous metal production [
23,
24,
25,
26,
27]. Al and carbon present in LIBs can act as reductants with Al slagged as Al
2O
3 and carbon transformed into carbon monoxide [
9] or carbon dioxide.
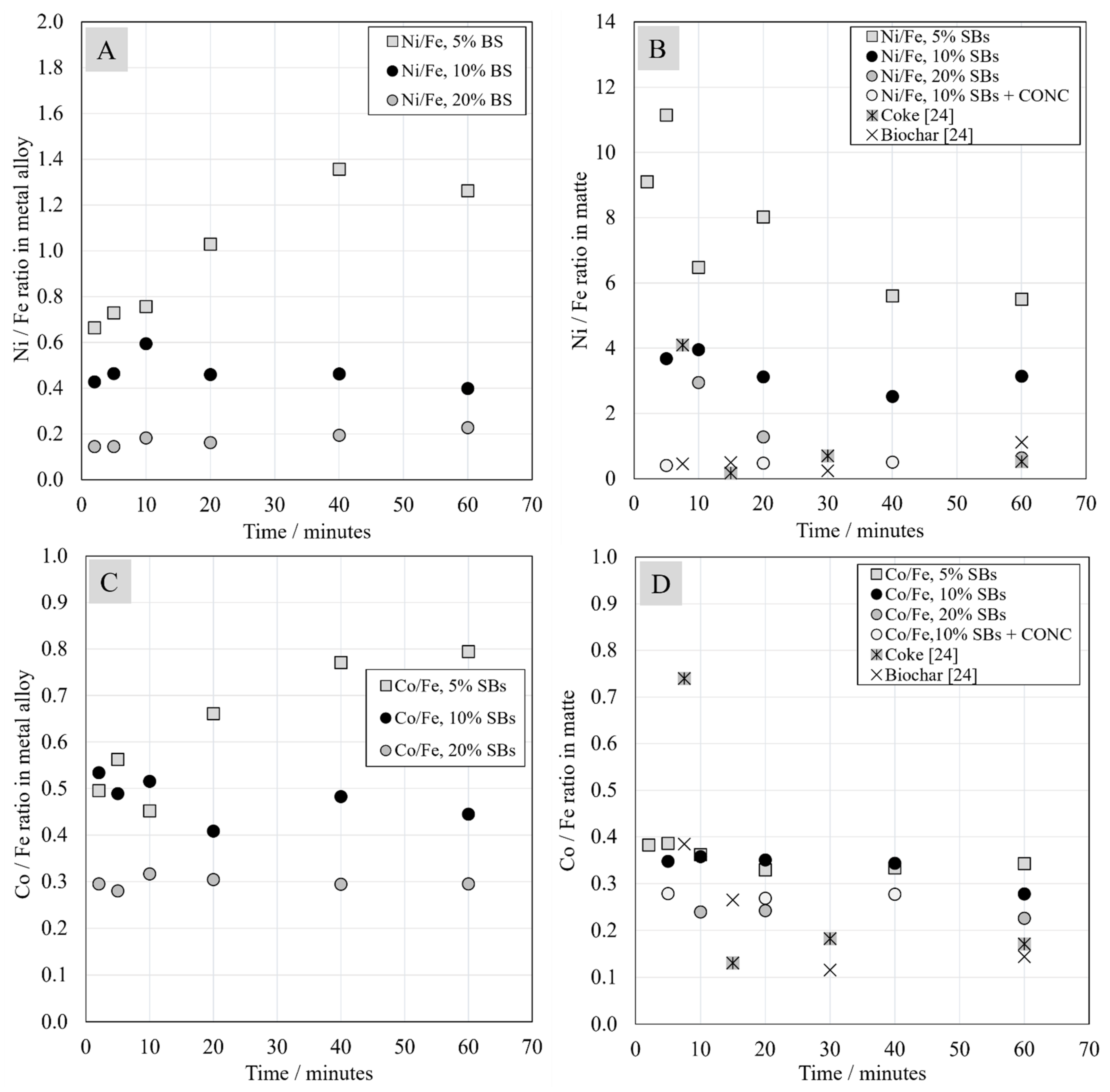
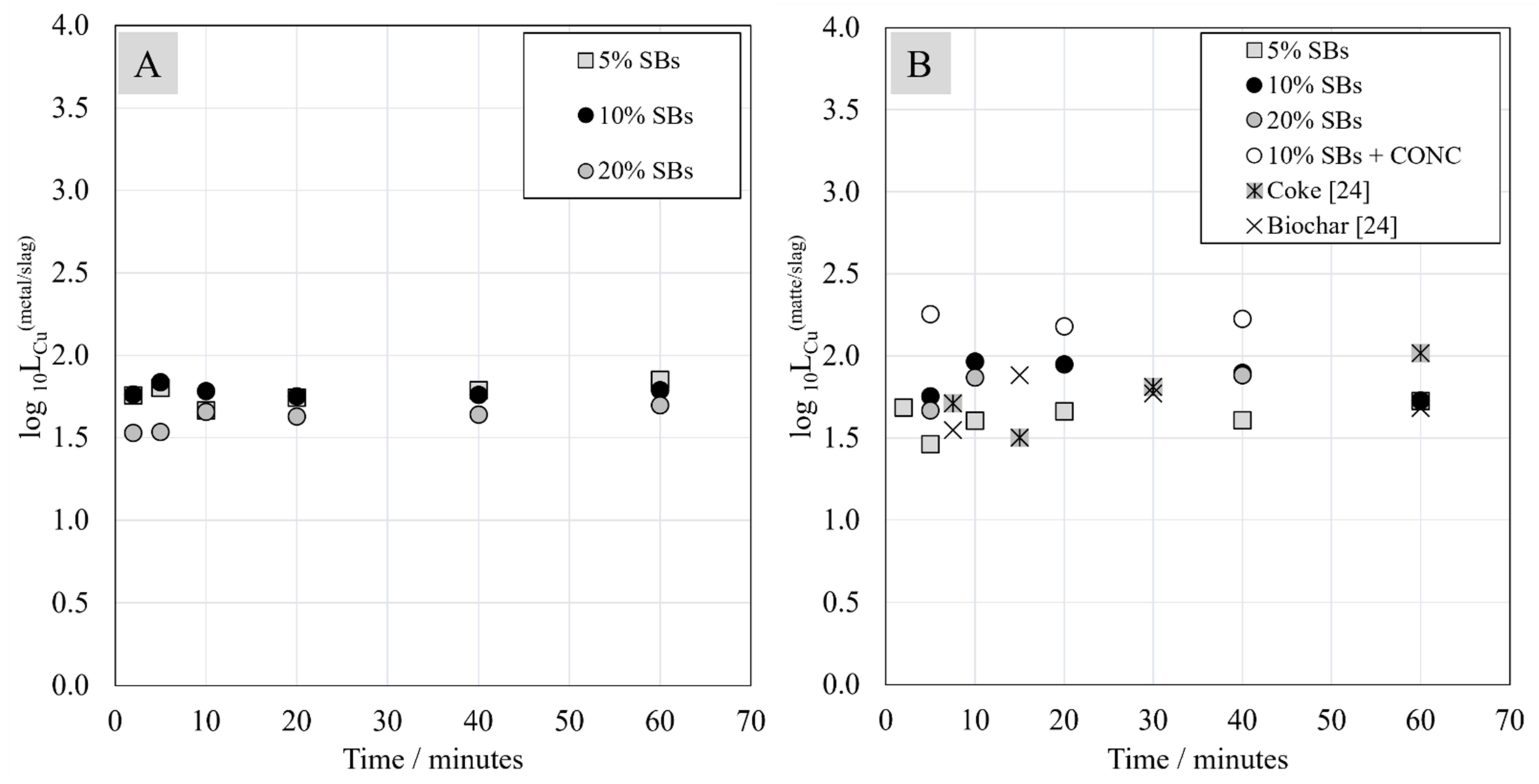
Avarmaa et al. compared coke and biochar as reductants to recover valuable metals from nickel slag. They also studied the effect of adding battery scrap, which contained ~33 wt.% carbon, to the mixture. It was concluded that biochar enhanced reaction kinetics compared to coke [
24]. The presence of battery scrap notably increased the distribution coefficients of valuable metals and iron in matte [
24].
Yu and Chattopadhyay presented an innovative approach to utilize spent potlining (SPL), a waste product from aluminum smelters containing 14 wt.% graphite, to improve the operating efficiency of Ni converter slag cleaning. In this case, 2 wt.% SPL was sufficient for complete settling of matte and higher additions of the reductant allowed for further reduction of dissolved oxides [
25]. The SPL also contained ~24 wt.% Al
2O
3 [
25] and ~33 wt.% SiO
2, which increased slag viscosity [
28]. Moreover, according to the literature [
25,
29], siliceous material, such as slags from the slag cleaning process, can stabilize the fluorides present in SPL, which results in low leachability of fluorine from slag when exposed to the environment. Therefore, it can be expected that fluorides from LIBs could also be potentially stabilized.
The aim of this research was to provide a novel approach to battery recycling, building on previous work by our group in which preliminary results from integrating flotation and nickel slag cleaning for recovering valuable metals from battery scrap were provided [
8]. This study allows a deeper understanding of the time-dependent behavior of valuable metals Ni, Co, Cu, Li, and Mn in the investigated system. The concentrations of trace elements in the slag were accurately determined using the LA-ICP-MS technique. The goal of the study was also to investigate the effect of Ni-slag/spent battery scrap ratio on valuable metal recoveries by calculating trace-element distribution coefficients between metal/matte and slag phases. The results were compared to the literature to evaluate the reactivity and efficiency of graphite as a reductant in comparison to coke, biochar, and methane. Lastly, this work was aimed at identifying the different factors that may influence the formation of metal alloy and matte during the reduction process.
2. Materials and Methods
2.1. Sample Preparation
The experiments were conducted at simulated nickel-slag cleaning process conditions. The industrial slag from the Direct Outokumpu nickel flash smelting (DON) process contained Fe (35.86 wt.%) in the oxidation state of 2+ and/or 3+, SiO2 (33.86 wt.%), MgO (7.14 wt.%), CaO (1.65 wt.%), S (0.15 wt.%), and valuable metals Ni (3.46 wt.%), Co (0.46 wt.%), Cu (0.52 wt.%), and Zn (0.06 wt.%), mostly in oxidic form.
The spent batteries, referred to hereafter as SBs, utilized in this study came from a Finnish industrial operator and were treated according to the procedure described in detail in our previous study [
8]. In the laboratory, the industrially prepared black mass sample (<1000 μm) was sieved using a vibratory sieve shaker (Fritsch, Analysette 3, Idar-Oberstein, Germany)), with a batch size of ca. 190 g, at an amplitude of 5.5 mm, over 10 min. The cutoff point was chosen at 500 μm. The >500 μm fraction, which was rich in Cu and Al but relatively low in its active material content, was then used as feed for froth flotation experiments. The purpose of the flotation treatment was to collect a graphite-rich fraction to be used as a feed for the pyrometallurgical process. The flotation process parameters, such as the choice of chemical reagents, were determined on the basis of previously published results [
8]. To ensure the sustainability of the process, reagent concentrations were aimed to be kept at a minimum. When determining the minimum effective dosage of chemicals, the critical coalescence concentration was considered for the frother [
30]. For the collector concentration, the previously published results served as a guideline. In order to provide a sufficient amount of material for the slag cleaning experiments, a total of four flotation experiments were carried out with identical parameters described in detail below.
Prior to each flotation experiment, a total of 40 g of feed was milled for 20 min in batches of approximately 13.33 g, using a vibratory micro mill (Fritsch, Pulverisette 0, Idar-Oberstein, Germany) at an amplitude of 6 mm. The milled feed was then poured into a 1 L flotation cell (Lab Cell 60 mm FloatForce mechanism, Metso Outotec, Espoo, Finland), and 1 L of tap water was added. The pulp was stirred for 3 min under 1000 rpm to ensure proper mixing. Then, 150 g/t of kerosene was added as collector, and 3 min of conditioning was allowed. Lastly, 8 ppm of MIBC (methyl isobutyl carbinol, used as frother) was added, followed by 2 min of conditioning. Throughout the chemical additions, the stirring rate was kept at 1000 rpm.
After conditioning the pulp, the air flow was turned on at a rate of 2 L/min, and froth was manually scooped continuously for 1 min. The resulting froth fraction and tailings were dewatered and dried in a convection oven at 40 °C (Memmert UE400, Büchenbach, Germany) for 48 h and characterized for Co, Ni, Mn, and Cu content by X-ray fluorescence (XRF, Oxford Instruments, X-MET 5000, Abingdon, United Kingdom). A modest drying temperature was chosen in order to avoid the possible degradation of fluorine-rich active particle surface (electrolyte, PVDF binder) into hazardous compounds, such as HF [
14]. To account for the heterogeneous feed, five XRF measurements were performed for each sample, and an average value was calculated. The XRF values were further adjusted by a linear regression model, similarly to the previous study [
8]. The dried 0–1 min fractions were then used as a feed for the Ni slag cleaning experiments. In order to provide sufficient amount of material for the slag cleaning experiments, a total of four flotation experiments were carried out with identical parameters.
2.2. Experimental Procedure of High-Temperature Process
The prepared slag/SBs mixtures in the amount of 1.0 g were weighted into a silica crucible. The crucible with the mixture was placed in a basket-shaped sample holder, made from Kanthal A-wire, which was used for hanging the sample inside the furnace.
Similarly to previous kinetic studies [
8,
24,
31,
32], the drop-quench method and an LTF 16/450 single-phase vertical tube furnace (Lenton, Parsons Lane, Hope, UK) were used in the experiments. The furnace parameters are summarized in
Table 1, and a detailed schematic of the furnace was presented earlier in the study of Ruismäki et al. [
8].
The basket with the sample was attached to Kanthal A-wire hanging from inside the furnace. After lifting the sample to the cold end of the working tube, the lower end of the furnace was closed with a rubber plug and the inert gas flow was turned on (
Table 1). After flushing the furnace with argon for approximately 15 min, the sample was lifted into the hot zone. The contact time was measured from the moment the sample reached the hot zone. The samples were kept in the hot zone at 1350 °C for 2, 5, 10, 20, 30, 40, and 60 min. After the required contact time, the sample was quenched to solid state in 2–3 s. A detailed description of the quenching procedure was presented in an earlier equilibrium study [
33]. In the next step, the quenched samples were dried, mounted in epoxy (Struers, Denmark), cut in half with a diamond cutting wheel, and mounted in smaller epoxy buttons in order to fit the SEM-EDS and LA-ICP-MS sample holders. The cross-sections of the samples were ground and polished with traditional wet metallographic techniques. The prepared cross-sections were carbon-coated with a vacuum evaporator (JEOL IB-29510VET, Jeol Ltd, Tokyo, Japan).
2.3. Characterization of Sample Composition
A scanning electron microscope (Mira3 SEM, Tescan, Brno, Czech Republic) was used for analysis of sample microstructures, and an UltraDry Silicon Drift energy-dispersive spectrometer (EDS, Thermo Fisher Scientific, Waltham, MA, USA) was applied for determining elemental concentrations in metal alloy and matte, as well as the concentration of major elements in the slag. For each sample, at least eight areas were selected for determining the elemental concentrations in each phase. In the SEM-EDS analysis, the beam current on the sample surface was approximately 11 nA, and the acceleration voltage was 15 kV. Proza-ZAF matrix correction procedure [
34] was used for raw data processing. The standards used for the concentration quantifications are listed in
Table 2.
The concentrations of trace elements in the slag were under the detection limit of EDS; therefore, laser ablation inductively coupled plasma mass spectrometry (LA-ICP-MS) was used to accurate analyze their concentrations. The analytical system comprised a 193 nm ArF excimer laser (Teledyne CETAC Technologies, Omaha, NE, USA) coupled to a single-collector sector field ICP-MS (Nu Instruments Ltd., Wrexham, UK). The following parameters were applied: laser spot size of 50 µm, laser firing frequency of 10 Hz, laser pulses lasting 4 ns, and fluence of 2.17 J/cm
2 on the sample surface.
Table 3 shows the standards and obtained detection limits.
The analysis protocol was five preablation pulses, 20 s pause, 20 s of gas background analysis, and 400 laser pulses for concentration quantification. The silicon concentration values, used as the internal standard, were obtained from the EDS. The mass spectrometer was operated in FastScan mode with low resolution for maximum sensitivity, and the time-resolved analysis signals were individually treated with the Glitter software (version 4.5) [
35].
Table 3.
Standards used and the detection limits obtained in LA-ICP-MS analysis; ppmw = parts per million by weight.
Table 3.
Standards used and the detection limits obtained in LA-ICP-MS analysis; ppmw = parts per million by weight.
| | Cu | Co | Li | Ni | Mn | Pb | Sn | Zn |
|---|
| External standard for slag | NIST610 [36] |
| Internal standard for slag | 29Si |
| Detection limit for slag (ppmw) for the isotope used | 63Cu: 0.010 | 59Co: 0.005 | 7Li: 0.025 | 60Ni: 0.093 | 55Mn: 0.023 | 208Pb: 0.001 | 118Sn: 0.008 | 68Zn: 0.159 |
From each sample, 10–12 points were analyzed from the slag, and most points were selected closer to the bottom of the sample, i.e., nearer the matte phase, and 2–3 points were taken closer to the surface, i.e., nearer the metal alloy phase. For most trace elements, concentration gradients existed in the slag, which was expected due to the relatively short high-temperature contact times. For cobalt, nickel, copper, zinc, tin, and lead, the concentrations in slag were generally lower close to the alloy. The lower concentrations obtained closer to the alloy were excluded from the results presented in this work.
4. Conclusions
In the previous study by our research group [
8], graphite from lithium ion-batteries was successfully used as a reductant in the nickel-slag cleaning process conditions. It was also indicated that integrating battery recycling with the existing nickel-slag cleaning process allows the recovery of nickel and cobalt in the form of Fe-Ni-Co-Cu metal alloy. The current study provides further insights into this interesting concept by investigating how different Ni-slag/spent batteries (SBs) ratios influence the distribution of metals into different phases and their recovery possibilities.
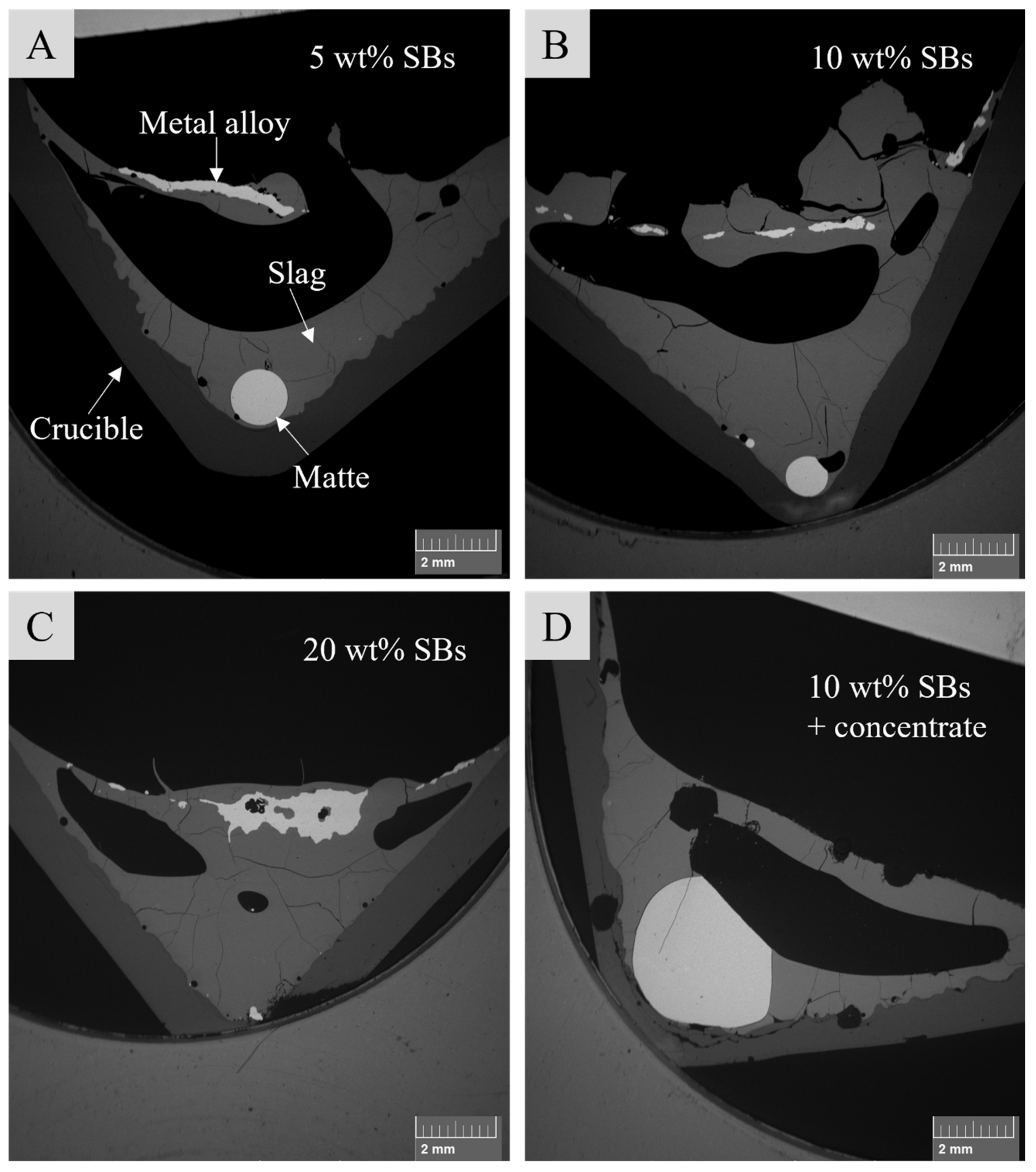
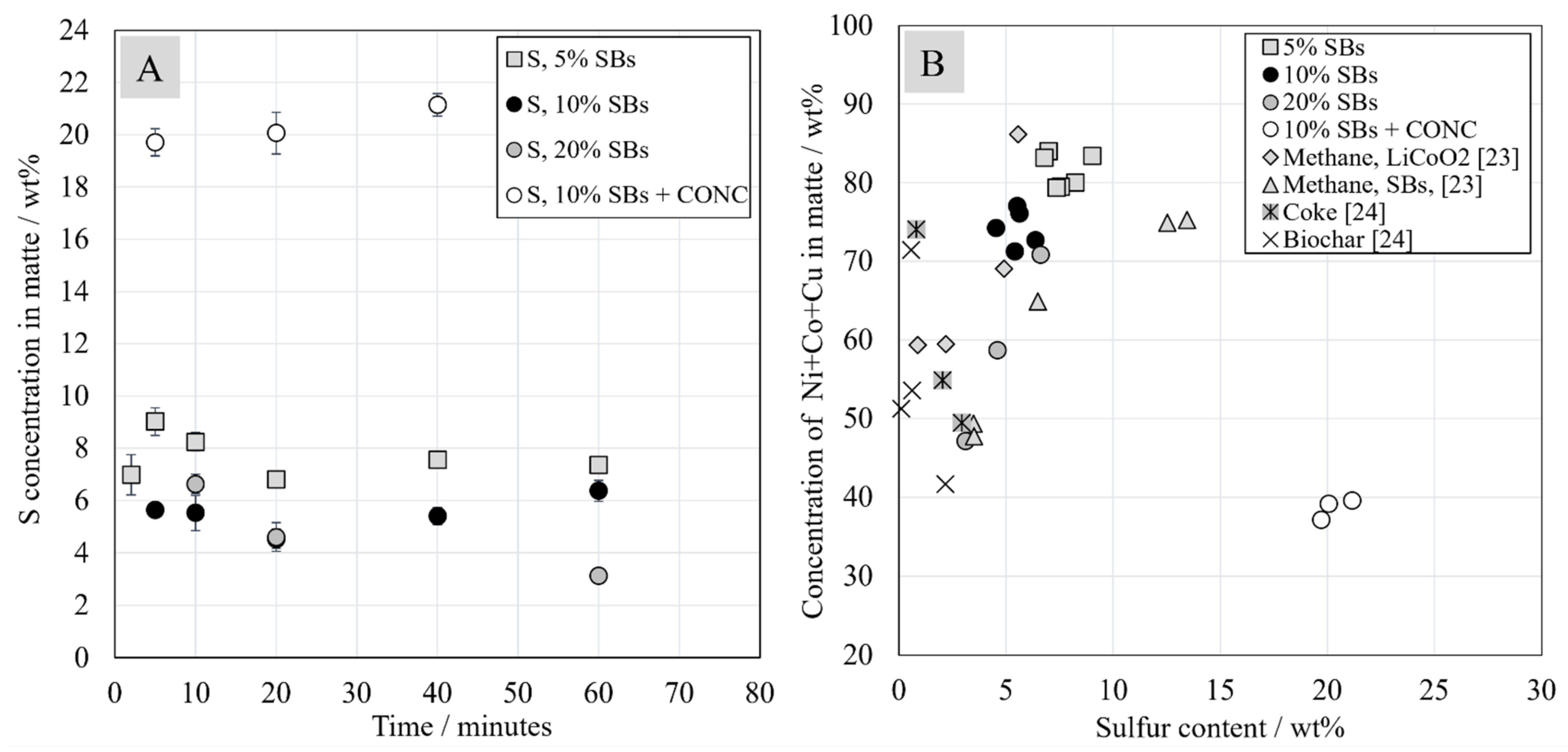
Four starting mixtures with different Ni-slag/SBs ratios were used. Three different phases were formed in the systems after high-temperature reduction: slag, Fe-Co-Ni-Cu metal alloy, and Ni-Fe-Co-Cu-S matte. All three phases were observed in almost all samples with 5 wt.% and 10 wt.% of SBs scrap in the starting mixtures. The matte phase was not found in some of the samples with 20 wt.% of SBs addition. Similarly, it was not observed in the previous study [
8]. The addition of the Ni-concentrate resulted in disappearance of the metal alloy phase and its dissolution in the matte, and it greatly enhanced the formation of the matte and its settling toward the bottom of the crucible. These observations are in line with the findings of Yu and Chattopadhyay, which showed that sulfur and graphite concentrations in the starting mixtures have an influence on the metal alloy and matte formation [
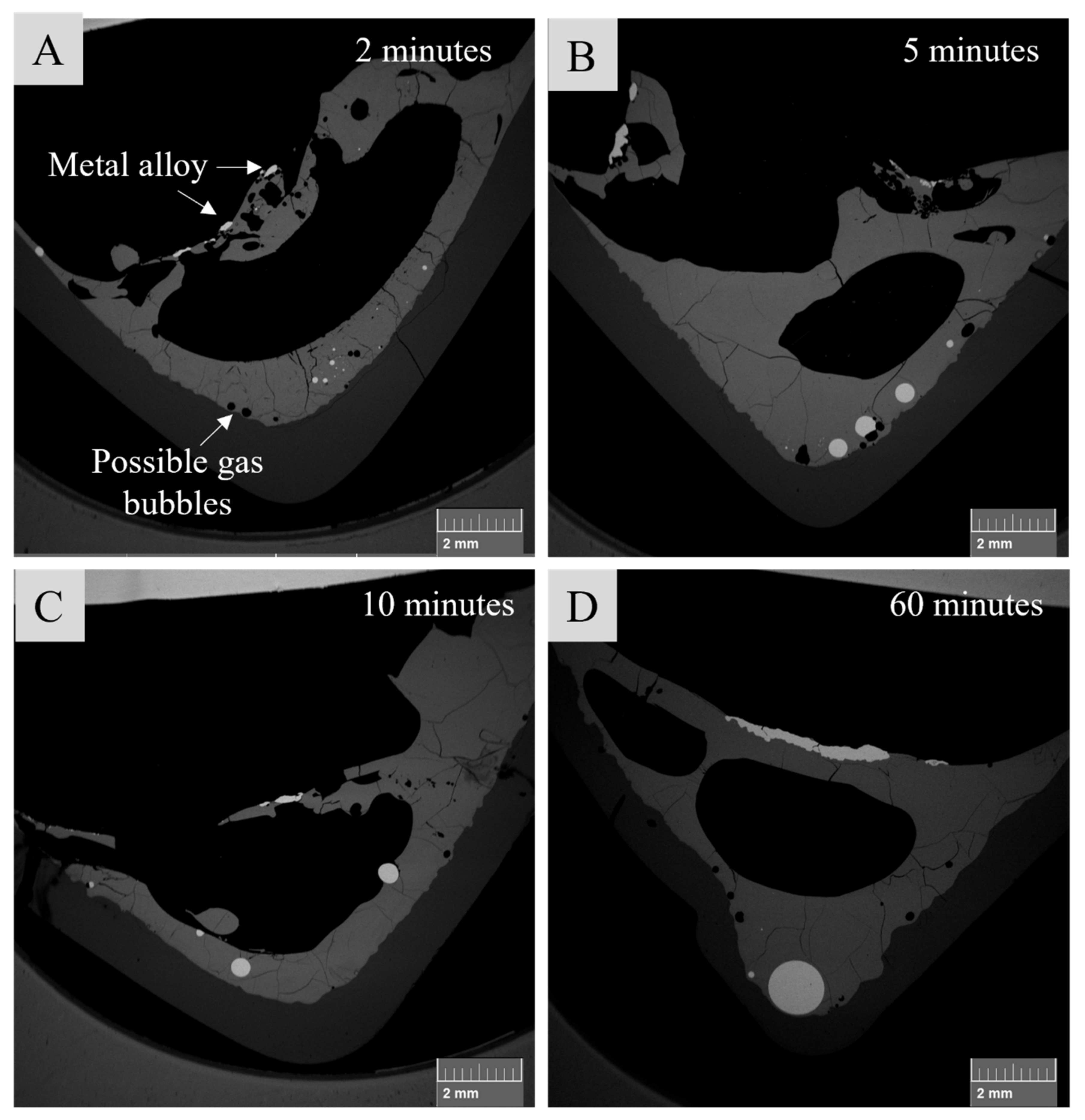
25]. The increasing addition of battery scrap and graphite seemed to prevent the settling of matte and metal, possibly by increasing the slag viscosity. Settling was further slowed due to the buoyancy effects of gas bubbles formed from the reduction reactions. As there are many factors that may influence the metal alloy/matte settling in the investigated systems, further experiments should be conducted on this topic in the future.
In the previous study [
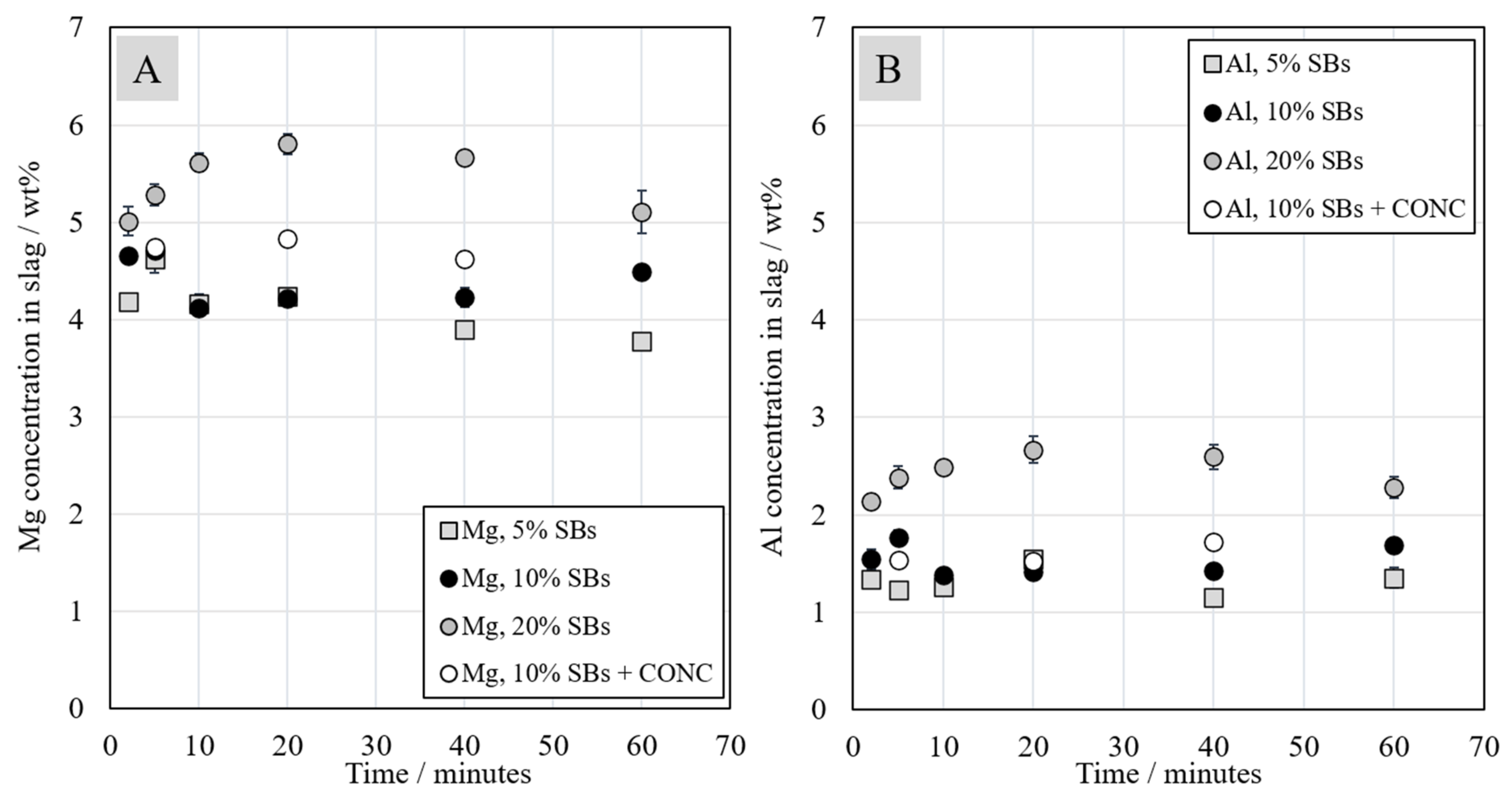
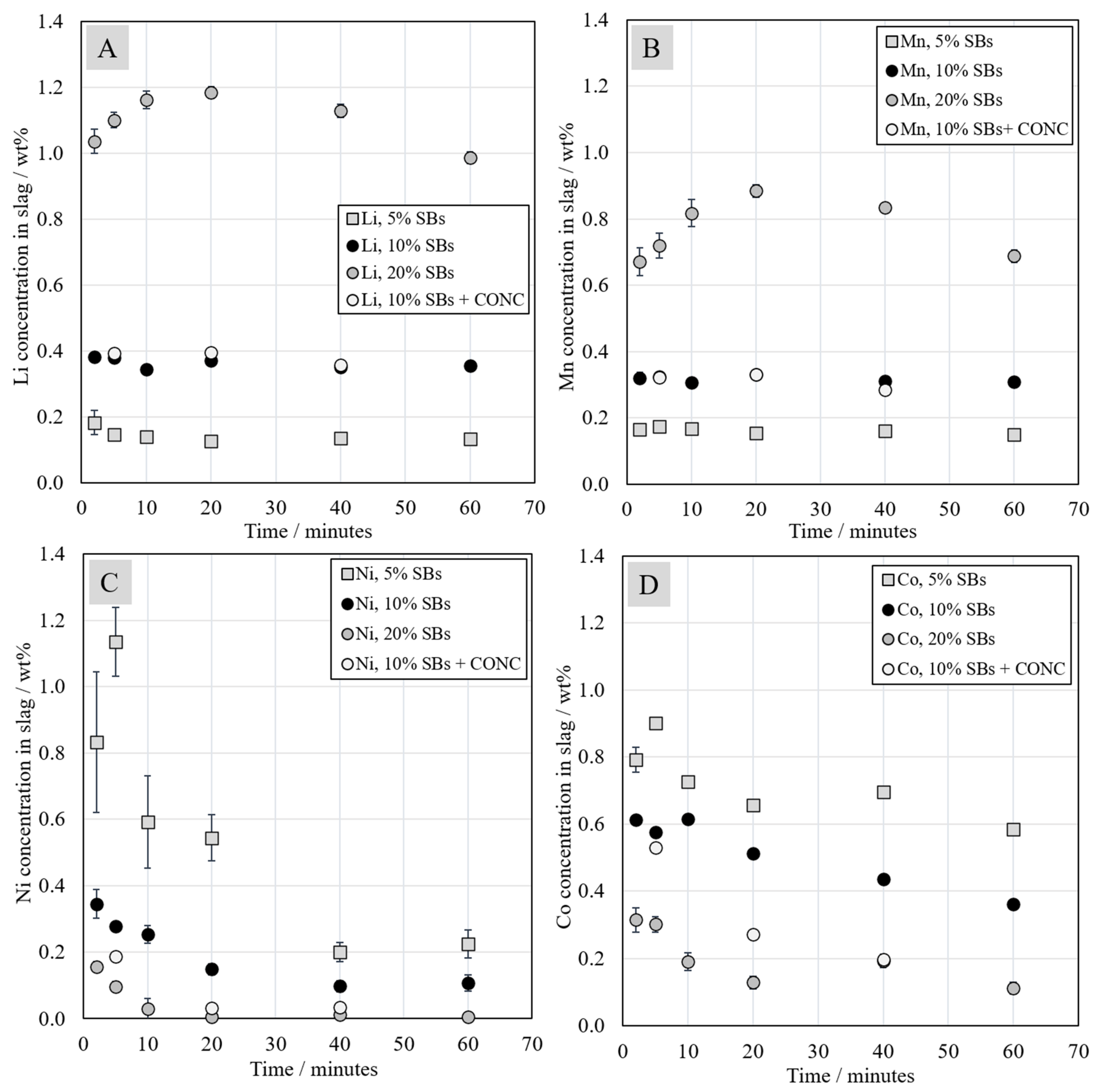
8], all phase composition analyses were conducted using EDS, but LA-ICP-MS was applied in this work to obtain detailed and more accurate data on trace-metal concentrations in the slag, allowing the study of their kinetic behavior. It was shown that lithium and manganese deport heavily to the slag, which is in agreement with the previous findings of Danczak et al. and Sommerfield et al. [
19,
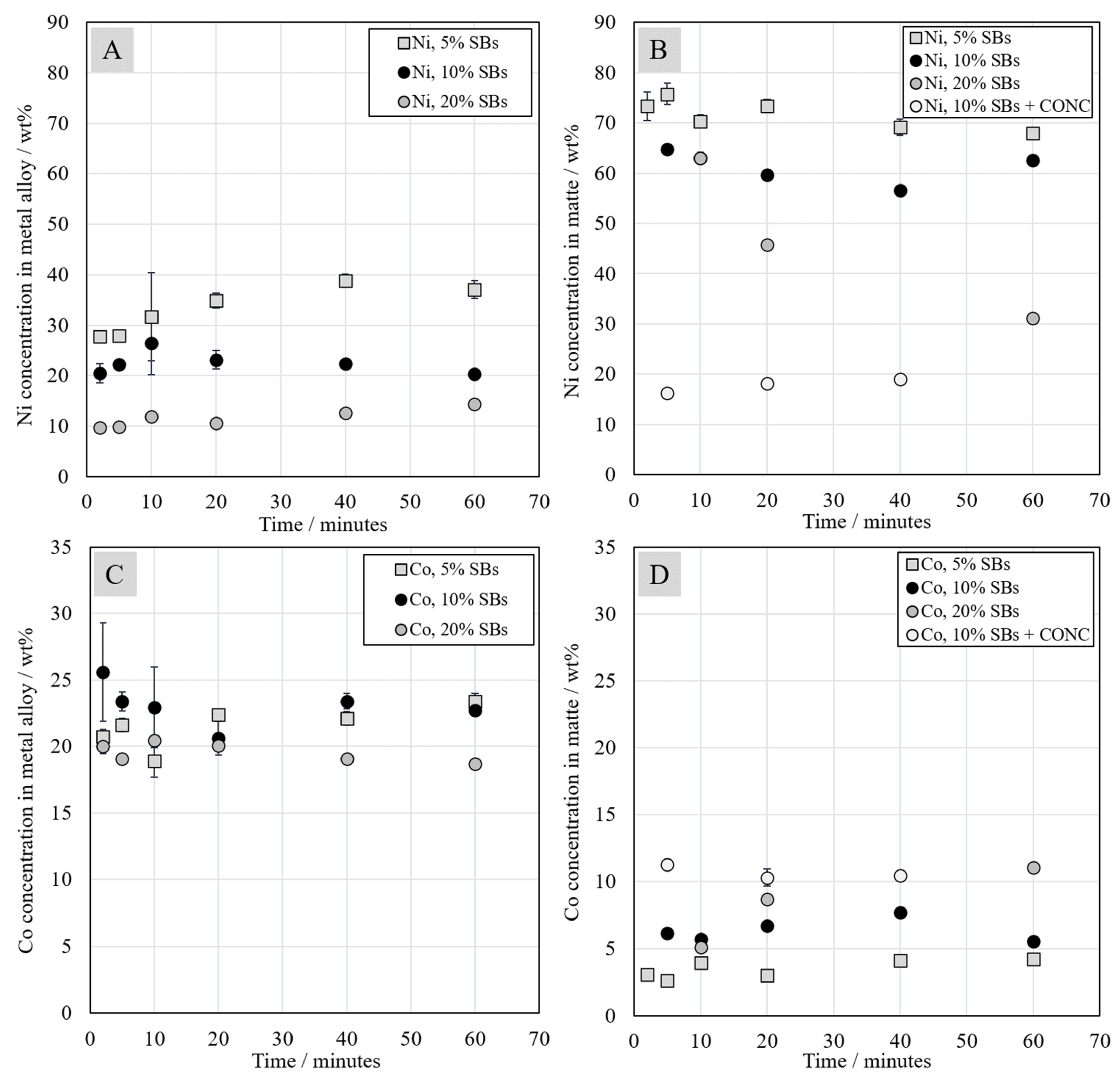
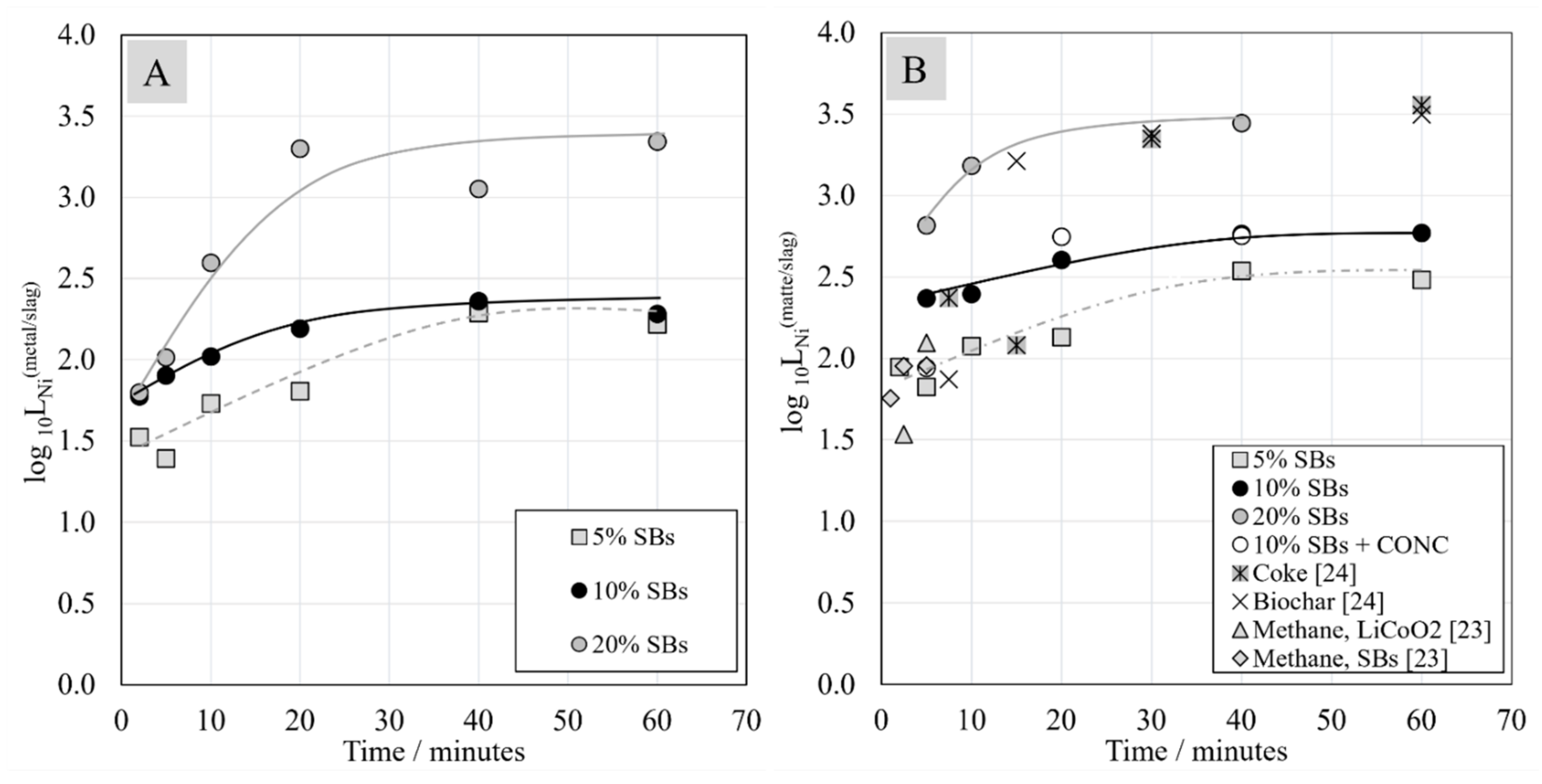
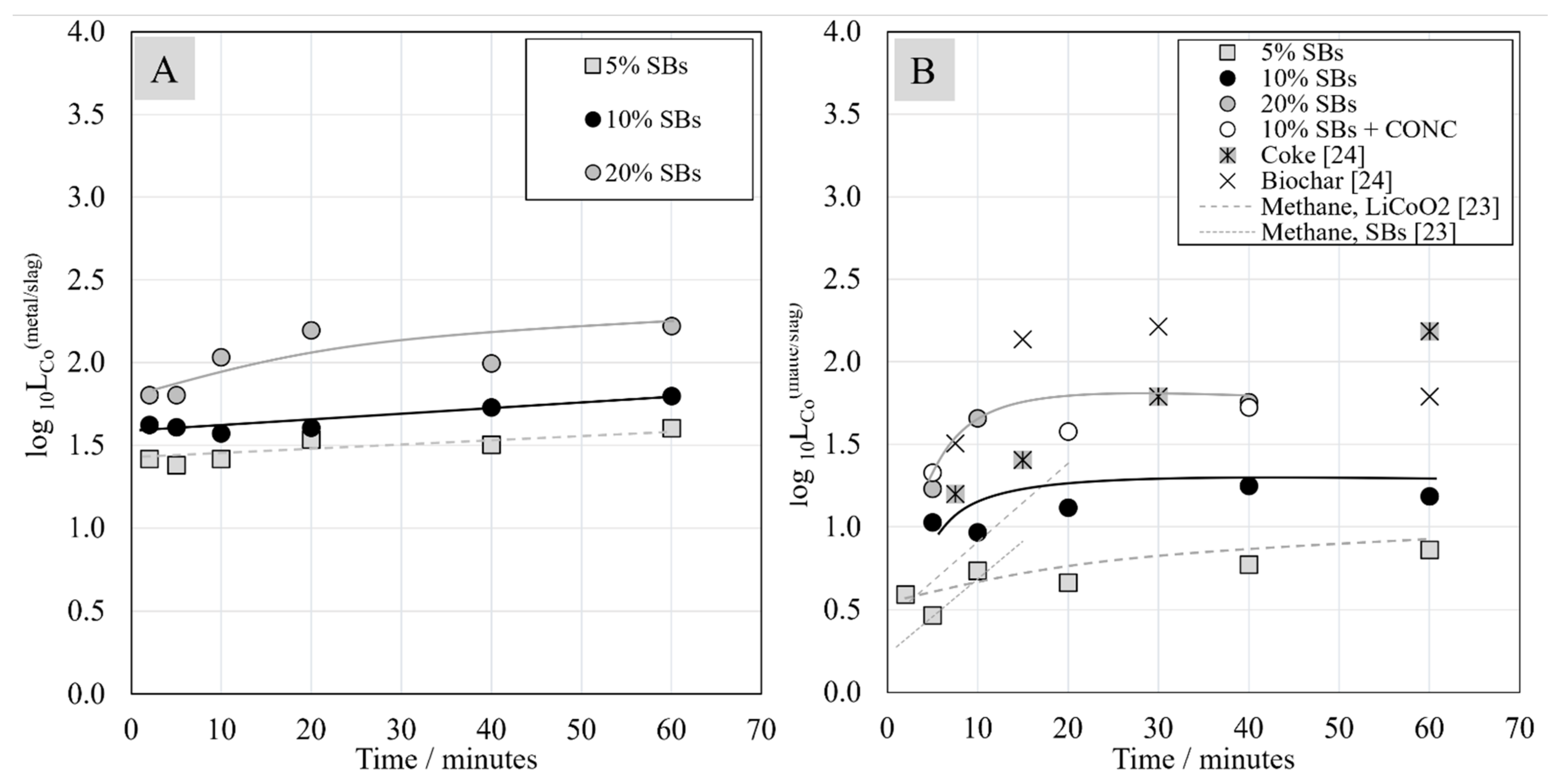
41]. The results suggest that the distribution of nickel and cobalt to the metal/matte phases is enhanced by higher concentration of graphite in the system, which was accomplished by adding a higher amount of battery scrap to the starting mixture. Furthermore, Ruismäki et al. showed that the cobalt distribution to the metal phase increases with the increasing amount of cobalt oxide added to the starting mixture [
23].
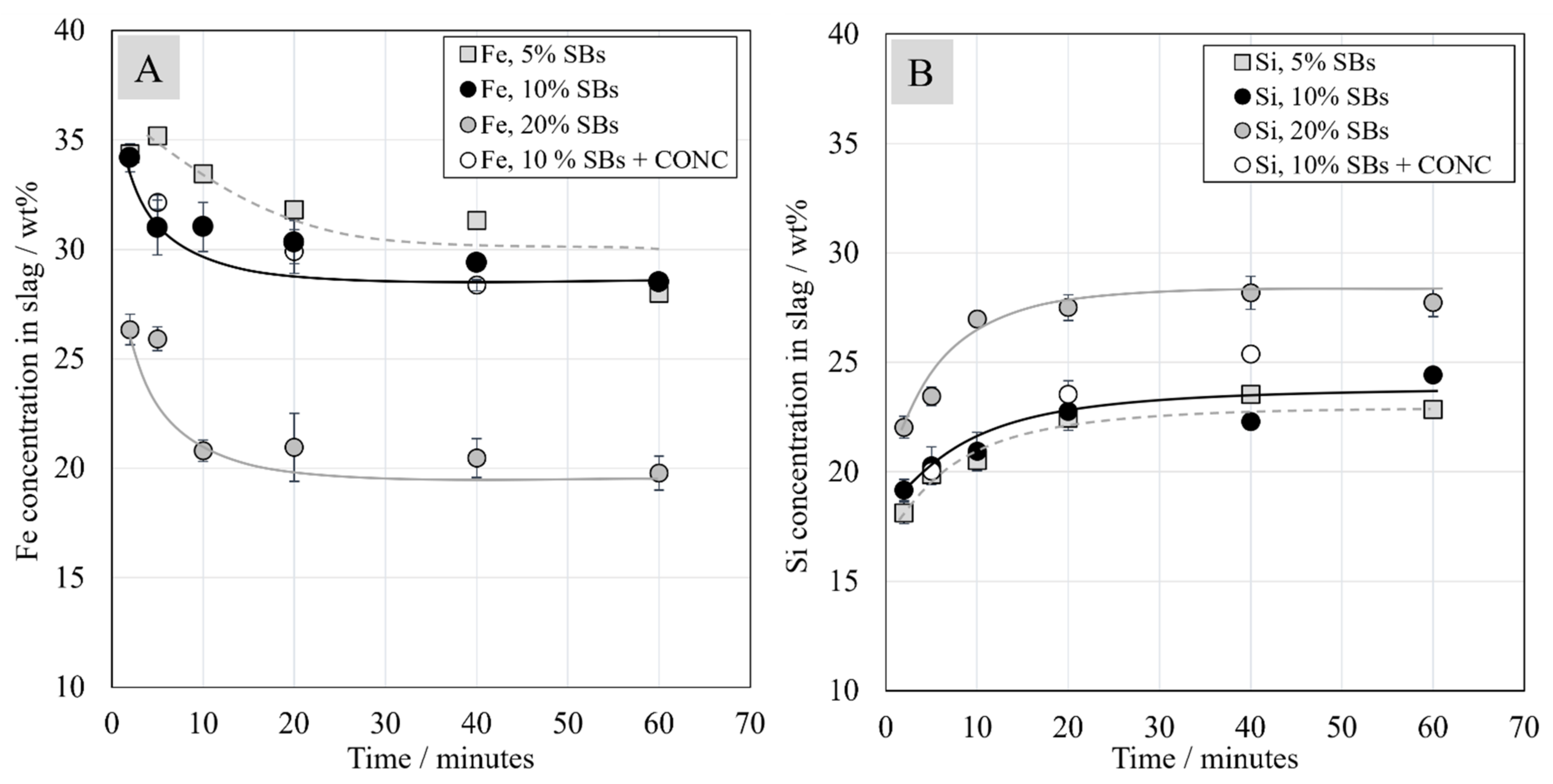
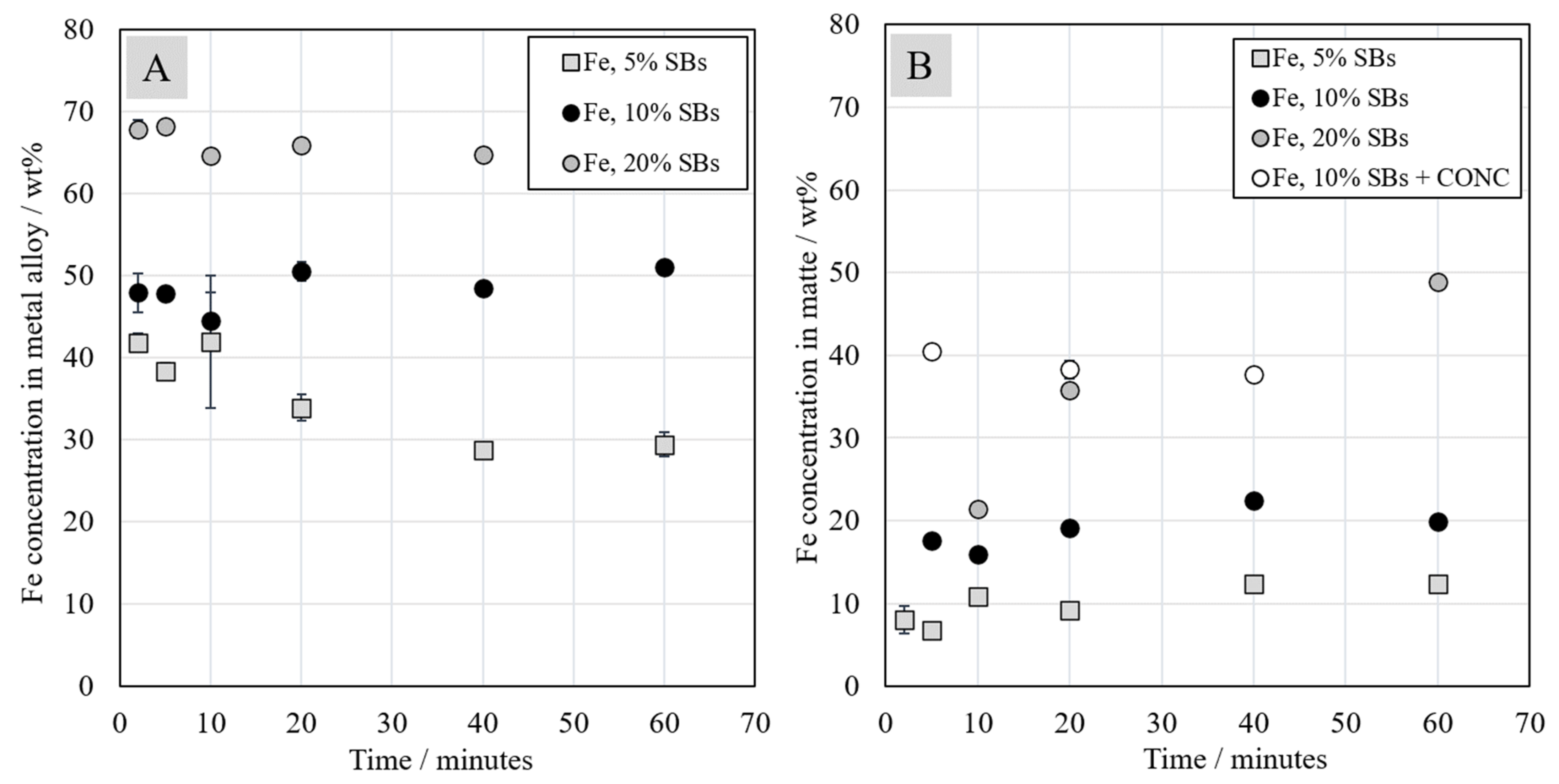
In this study, the Ni-slag/SB ratio was found to significantly influence the composition of the forming metal alloy and matte phases. A higher concentration of the graphite-rich fraction recovered from EoL LiBs allowed reduction of metal oxides from the slag to proceed further. However, at the same time, the iron concentration in both the metal alloy and the matte increased significantly, which may be an issue in consequent processing steps. In conclusion, even though the distribution coefficients of nickel and cobalt between alloy/matte and slag were clearly the highest with 20 wt.% of SBs in the starting mixture, it is likely more beneficial to use 5 wt.% or 10 wt.% of SBs addition from the perspective of the entire metal recovery process. These additions still enable relatively high valuable metal recoveries from the slag and battery scrap, while minimizing the issues during later process steps, e.g., leaching, selective precipitation, ion exchange, or electrolytic deposition [
3], caused by excess iron in the alloy/matte phase. As the laboratory-scale results indicate benefits in integrating spent batteries recycling with existing industrial nickel-slag cleaning processes, industrial-scale process tests should be performed in the future to validate these results.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













