
Study on the Grinding Law of Ball Media for Cassiterite–Polymetallic Sulfide Ore

1
College of Resources, Environment and Materials, Guangxi University, Nanning 530004, China
2
Guangxi Key Laboratory of Processing for Nonferrous Metallic and Featured Materials, Guangxi University, Nanning 530004, China
3
College of Chemistry and Chemical Engineering, Guangxi University, Nanning 530004, China
*
Author to whom correspondence should be addressed.
Minerals 2022, 12(2), 270; https://0-doi-org.brum.beds.ac.uk/10.3390/min12020270
Submission received: 11 January 2022
/
Revised: 18 February 2022
/
Accepted: 18 February 2022
/
Published: 21 February 2022
(This article belongs to the Special Issue Experimental and Numerical Studies of Mineral Comminution)
Abstract
:To solve the problem involved in the grinding of cassiterite–polymetallic sulfide ore in which fine grinding causes the cassiterite to be overground or coarse grinding leads to inadequate liberation of sulfide minerals, the influences of the ball grinding medium on the size distribution of the grinding product were investigated. Two types of ball filling patterns, namely, single-sized and multi-sized ball grinding media, were adopted in wet batch grinding tests. The results show that increasing the grinding time resulted in a rapid increase in minus 0.038 mm particles and a slight increase in the Sn grade in this fine size fraction. The smaller the ball filling fraction was, the more obviously the ball size affected the size distribution of the grinding product, the variation of which with the ball size became complicated with the increase in the ball filling fraction. Obvious jumping phenomena in the plotting of the percentages of the discussed size fractions against the ball size were observed when the balling filling fraction was larger than 30%; the most obvious jumping phenomena took place at a 35% ball filling fraction. The results of the grinding tests with the multi-sized media show that the size distribution of the grinding product was closely related to that of the mixed ball sizes and their composition percentages.
1. Introduction
Guangxi, a province in south China, is rich in cassiterite–polymetallic sulfide ores, which contain several important metals, such as tin, lead, zinc, antimony, silver, and indium. Of these types of ores, cassiterite, one of the most important and valuable minerals, is an oxide with a great brittleness and large specific gravity, whereas the minerals of polymetallic sulfide ore have a high hardness and smaller specific gravity. However, it frequently occurs that cassiterite is overground, leading to its inefficiency in gravity concentration and losses of the tailings, or sulfide minerals are not adequately liberated from each other or from the gangue (which is also called undergrinding for the sake of convenient expression), resulting in a decrease in the grades of the concentrates. Therefore, mineral-processing plants have been seeking a solution in order to improve grinding operations so as to simultaneously reduce the overgrinding of cassiterite and to increase the liberation of sulfides, thus further enhancing the separation efficiency and the recovery of the metal minerals.
In fact, because the brittleness of cassiterite leads to “untreatable” fineness in comminution, previous research has reported trials on new comminution equipment and methods, which were partly reviewed by Veasey and Wills. Clark and Wills [1] described preliminary comparative tests on a tin ore using a high-pressure roller of KHD and a conventional rod mill. The test demonstrated that the roller machine improved liberation and achieved a higher recovery of tin as a +45 micron concentrate of +3.3 SG material, as well as a higher grade of concentrate. Wills, Parker, and Binns [2], Wonnacott and Wills [3], and Wills and Halls [4] investigated the heat treatment of Cornish tin ores as a method of enhancing cassiterite liberation and recovery. Some of the main conclusions of this work were that heating to 650 °C, followed by quenching, could reduce the grinding energy requirements by 55%. In addition, Veasey and Blackburn [5] and Veasey and Azizli [6] looked into thermally assisted liberation with low grade tin/tungsten ore and obtained the general conclusion that liberation could be enhanced through thermally assisted liberation, but also that further examination of the effects of the downstream process was needed for a full economic appraisal of the process. Thus, for existing mineral-processing plants, it is popular to use the given equipment to improve the grinding operations. In addition, some research on the flotation of fine cassiterite has achieved some results in recent years [7,8,9,10,11,12,13,14,15,16,17,18,19,20,21]; however, there are no comprehensive studies on the overgrinding of sulfide ore. It is well known that tumbling mills are still the most extensively used grinding equipment because they are relatively simple devices; they are well suited to continuous, high-throughput duties [22]. However, it is not easy to control and optimize the grinding operations in tumbling mills to produce a required product size distribution, even though much research progress in this aspect has been reported [23,24,25,26,27]. This study aims, for the time being, to change the size distribution of the grinding product so as to simultaneously achieve high concentration efficiencies for both cassiterite and Pb-Zn-Sb sulfides. There are many factors affecting grinding operations, and they may arise from mills’ structural parameters, ore properties, or performance parameters. Among these operation parameters, the grinding medium is one of the most effective factors. However, the choice of a grinding medium is very complicated. This paper attempts to investigate the influence of grinding ball media on the grinding product size using a laboratory-scale mill to grind cassiterite–polymetallic sulfide ores so as to provide instruction for the future solution of the above-mentioned problem encountered in the current practice of grinding operations.
2. Materials and Methods
2.1. Materials
The gross sample material was taken from a mineral-processing plant that treated cassiterite–polymetallic sulfide ore, which was the product of the first compartment of a jig concentrator that roughly ground the grinding product of the primary mill to pre-discard some of the tailings. After being naturally dried, the gross sample material was crushed to minus 2 mm for further blending and subdivision into test samples. Each subdivided test sample was 500 g and was poured into a paper bag for later use. The main valuable minerals in the ore were cassiterite, jamesonite, marmatite, pyrite, pyrrhotite, and arsenopyrite. The gangue minerals included quartz, calcite, carbonaceous shale, etc. The elemental constituents of the test samples on the basis of a semi-quantitative analysis with the X-ray fluorescence (XRF) analysis method were: SiO2 42%, CaCO3 22%, Fe2O3 12%, SO3 12%, Al2O3 5.8%, ZnO 2.2%, K2O 1.1%, MgO 1.0%, SnO2 0.8%, As2O3 0.5%, PbO 0.3%, and others 0.3%. A chemical analysis indicated that the assaying of Sn in the test samples was 0.52%. The size distribution of the test samples, which was obtained by sieving, is plotted in Figure 1.
2.2. Methods
Selective grinding refers to the result of non-equal crushing of different mineral particles. Here, a selective grinding characterization method was analyzed with regard to the selective grinding behavior based on the changes in the cumulative grade and cumulative quantity of metal. A laboratory-scale conical-type ball mill with a cylinder that was 240 mm in outer diameter and 90 mm in length was employed to carry out grinding tests. The inner wall of the mill cylinder was smooth, and the cylinder wall was 5 mm in thickness. The mill had 6300 mL of effective volume and was run at 85 rev/min, equivalent to 96% of its critical rotary speed.
The specific operation method for grinding was as follows: According to the conditions of a certain grinding concentration, first, water was added to the mill; then, the ore sample to be ground was poured into the machine, the machine’s cover was closed, the mill was started, and the timing was started. After grinding for the predetermined time, the machine was stopped, and the product was poured into the basin. The slime that had adhered to the cylinder wall and steel ball surface was washed into the basin with a small amount of water (usually with a washing bottle). The ground product was screened, dried, and weighed, and the content of each particle size was calculated. Wet batch grinding tests were conducted to look into the influence of the grinding media on the grinding product’s size distribution. Steel balls with diameters varying from 16 to 40 mm were used as the grinding media. Two types of grinding patterns were adopted. One was grinding with a single-sized or mono-sized medium, in which only one size of ball was filled as the grinding medium for each grinding test. The other was grinding with multi-sized or mixtures of media, in which two sizes of balls were mixed as the grinding media. Each grinding test exhausted a small bag of 500 g of the test sample. The other grinding conditions, such as the grinding solid concentration, ball filling fraction of the mill volume, ball size, and composition in the case of multi-sized grinding, were set at fixed or varied values, depending on the purposes of the tests. Each grinding product was carefully collected, followed by a particle size analysis with wet-then-dry sieving. Three standard test sieves with 0.154, 0.074, and 0.038 mm openings, respectively, were used in the sieve analysis, so each ground product was sieved into four size fractions: +0.154, −0.154 + 0.074, −0.074 + 0.038, and −0.038 mm. Wet sieving using a sieve with an aperture size of 0.038 mm was the first step in removing the size fraction of −0.038 mm, and then both the oversized and undersized parts were separately dried, followed by the dry sieving of the oversized part using a vibrating sieve shaker. The dry solid masses for all size fractions were accumulated and compared with the grinding feed mass so as to control the error in the sieving operation.
2.3. Grinding Evaluation
The essential purpose of this study is to simultaneously reduce the overgrinding of cassiterite and to enhance the liberation of sulfide minerals. However, in a strict sense, the size at which overgrinding occurs is difficult to clearly define, as it depends on the concentrating method. Similarly the size at which undergrinding occurs is also difficult to determine because it is affected by factors such as the mineralogy and dissemination of mineral particles in ores. In most industrial practices, cassiterite is commonly concentrated through gravity concentration, and the best particle size for concentration is about plus 0.038 mm; the size fraction of minus 0.019 mm is frequently looked as slime or “untreatable” particles due to very low concentration efficiency resulting from the gravity separation of these particles. Taking into account the fact that −0.019 mm particles are very difficult to completely separate from the −0.038 mm size fraction through sieving in most laboratories, this study mainly considers −0.038 mm particles as the overgrinding size fraction or fine size fraction in terms of cassiterite concentration. Pb-Zn-Sb minerals are primarily sulfides and are ready to be concentrated through froth flotation. In the froth flotation of most sulfides, particles with sizes in the appropriate range of 0.02 to 0.12 mm (0.02–0.038, 0.038–0.076, and 0.076–0.12 mm) are ready to float. Considering that sulfides are associated with low grades of ore, which may require relatively fine grinding, the authors mainly used the plus 0.154 mm size fraction as underground particles or the coarse size fraction in terms of the sulfide concentration. The overgrinding of sulfides is not the concern of this study. Moreover, −0.01 mm particles are covered in the size fraction of −0.038 mm, which is used to judge the overgrinding of cassiterite. Thus, it is unnecessary to consider the overgrinding of the particles of sulfide minerals. Aside from the overgrinding and undergrinding size fractions, the remaining particles are in the range of 0.038 to 0.154 mm, which is taken as the qualified size fraction for grinding products. Although these size definitions for the grouping of particles are not very strict, they are feasible in terms of the optimal concentration size and its separation efficiency. Thus, the percentages of the three size fractions were employed to evaluate the grinding results.
3. Results and Discussion
3.1. Effects of Grinding Time
The grinding tests were carried out with fixed grinding conditions: The grinding concentration was set to 70% solid by weight, and the ball media were charged as the manufacturer originally described. The grinding time varied from 4 to 18 min with a 2 min increment. After the completion of each grinding test, the percentage of the minus 0.038 mm size fraction in the grinding product was determined, and at the same time, the Sn grade in this size fraction was chemically analyzed. The results are listed in Table 1.
It can be seen from Table 1 that the percentages of minus 0.038 mm particles in the ground product increased with the grinding, time and their rate of increase slowed down with the increase in the grinding time. Meanwhile, it can also be seen from Table 1 that with the increase in grinding time, the content of the −0.038 mm particle size gradually increased, indicating that the extension of the grinding time helped to increase the grinding fineness. In terms of the grinding rate, it gradually increased as the grinding time increased from 4 to 8 min and gradually decreased as the grinding time continued to extend further than 8 min. This is because the finer the particle size is, the harder it is to grind. Therefore, the grinding time selected here was 8 min. It is also of interest to note that the Sn grades in the minus 0.038 mm size fraction slightly increased with the grinding time, which indicated that the cassiterite was more brittle than the other ore minerals, and it was thus easier for it to reach the fine size fraction. Thus, it can be concluded that the key to reducing the loss of Sn metal into the tailings is to reduce the production of the fine size fraction of minus 0.038 mm in the grinding operation.
3.2. Effect of Ball Size in Grinding with a Single-Sized Medium
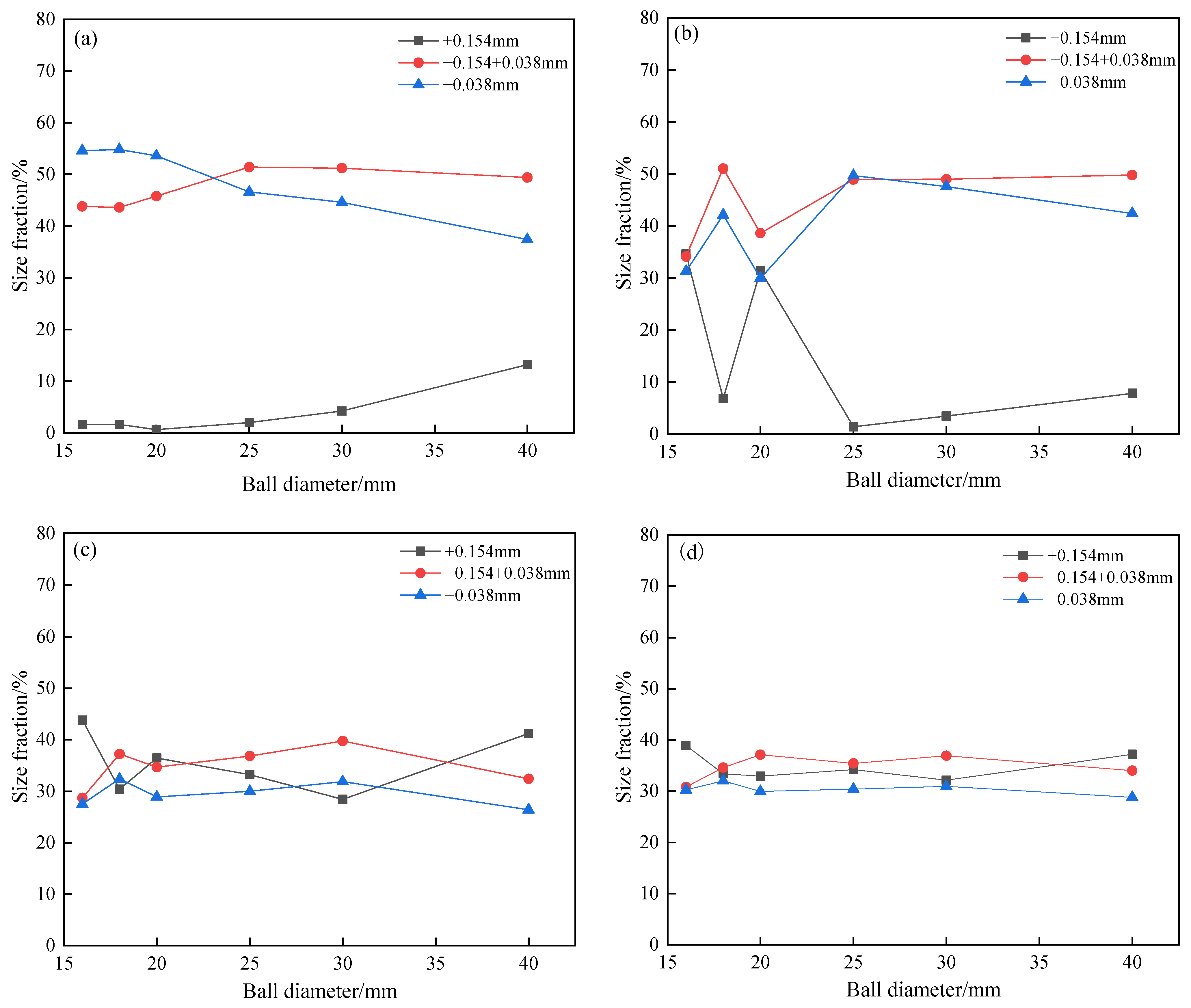
Six ball sizes, namely, 16, 18, 20, 25, 30, and 40 mm, were considered. In each grinding test, only one size of ball was used in the mill. In all of the grinding tests, the grinding concentration was set to 70%, and the grinding time was fixed at 8 min. The ball charge filling fractions for each ball diameter varied from 30% to 45% with an increment of 5%. That is to say, for each size of ball, four tests were conducted with filling fractions of 30%, 35%, 40%, and 45%, respectively. Plots of the yields of the three size fractions in question against the ball size at each ball filling fraction are shown in Figure 2.
Figure 2a shows a simple and consistent relationship between the yields of the discussed size fractions and the ball diameter at a 30% ball filling fraction; increasing the ball size led to an increase in coarse +0.154 mm particles and qualified −0.154 + 0.038 mm particles, as well as a decrease in fine −0.038 mm particles. When the ball size was larger than 20 mm, the increase in the ball size caused a pronounced increase in the +0.154 mm size fraction and a marked decrease in −0.038 mm particles, with a relatively stable percentage of the qualified size fraction. The qualified size fraction showed a rapid increase when the ball diameter increased from 18 to 25 mm, and further increase in the ball size caused little change in the qualified particles. Grinding with 40 mm balls achieved the lowest percentage of fine −0.038 mm particles and the largest percentages of coarse +0.154 mm particles and qualified particles, which means that using a 40 mm ball can allow one to effectively overcome overgrinding, although the largest percentage of coarse particles will be produced. Considering the essential purpose of this study, 40 mm balls seem to be the best choice at a 30% filling fraction in order to reduce the overgrinding of cassiterite. As for the coarse size fraction, a return to classification of mills as circulating loads for regrinding in industrial operation could be considered. When the ball filling fraction was as large as 35%, the relationships between the percentages of the discussed size fractions and the ball size became very complicated (Figure 2b). Among the three ball sizes of 16, 18, and 20 mm, a big fluctuation in the relationships occurred, and the 18 mm balls demonstrated much better grinding results than the balls of adjacent sizes of 16 and 20 mm in diameter. When the ball was larger in diameter than 25 mm, the relationships between the yields of the discussed size fractions and the ball size became simple and smooth, similarly to those with the 30% ball filling fraction. It is of interest to note that at the 35% ball filling fraction, balls that were both 16 and 20 mm in diameter produced much higher percentages of coarse particles compared to that with the 30% filling fraction, which indicated that the grinding abilities of the two ball sizes of 16 and 20 mm were greatly weakened when the ball filling fraction increased from 30% to 35%. With a 35% ball charge filling fraction, 18 or 40 mm balls seem to be the optimal grinding media. Comparing Figure 2c,d shows that the effects of the patterns of ball size on the yields of the discussed size fractions at the 40% ball filling fraction were very similar to those at the 45% ball filling fraction and that the change trend for the qualified size fraction was also similar to that for the fine size fraction. On the other hand, the yields of the three discussed size fractions became closer to each other at the 45% filling fraction than at the 40% filling fraction. It also can be seen that, in the case of these two filling fractions, the effect of ball size was markedly reduced, and the percentages of the qualified size fraction in the ground products were higher than those of the fine size fraction. Moreover, the production of coarse +0.154 mm particles was greatly increased, and, at same time, the yields of the other two size fractions had a marked decline overall. In addition, the phenomena of fluctuations in the plotted relationships still occurred among adjacent ball sizes. Nevertheless, the fluctuations became less serious compared to those at the 35% filling fraction, which emphasizes the necessity of precisely controlling the ball size in grinding operations. Because the percentages of the three size fractions in the grinding products were very close to each other, especially with the yields of the coarse size fractions being large, it was difficult to determine which ball size was the best choice with these two filling fractions.
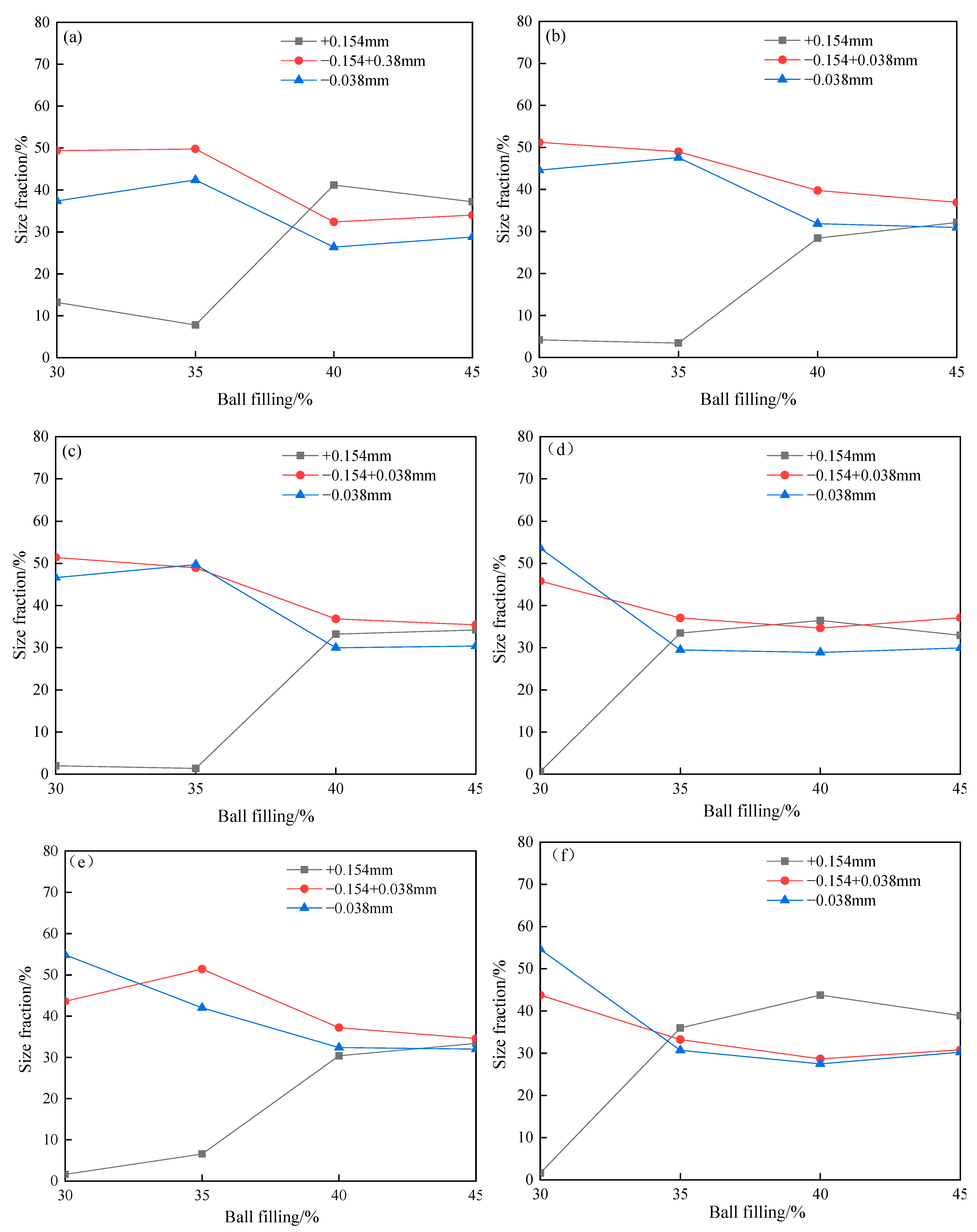
Re-plotting the data in Figure 2 gave the relationship between the yields of the discussed size fractions and the ball filling fraction, as shown in Figure 3.
Figure 3 indicates that for each size of the ball medium, the effect of the grinding ball’s size on the grinding results is closely related to the ball charge filling volume fraction. This total trend reflects the decrease in the grinding ability of the ball medium with the increase in the ball filling fraction. In addition, it can also be seen in Figure 3 that the results of the effect of the ball filling fraction on grinding differ from one size of the ball medium to another, which is reflected in the sub-diagrams in that the curves’ shapes and their relative positions are different from one size of the ball medium to another. Generally, sub-diagrams (a) (b) (c) for 40, 30, and 25 mm balls, respectively, are similar, while sub-diagrams (d) (f) for 20 and 16 mm balls resemble each other. Sub-diagram (e) for the 18 mm ball seems to be a transition between the prior two types of sub-diagrams, as the relationship curves for the coarse and qualified size fractions are similar to those with 40, 30, and 25 mm balls, while the curve for the fine size fraction is similar to those with 20 and 16 mm balls.
In summary, the conclusion can be derived from Figure 2 and Figure 3 can that, in single-sized ball grinding, the effect of the ball size on the grinding product’s size distribution is very dependent on the ball charge filling fraction; increasing the ball filling fraction leads to a reduction of the effect of the ball size and to a decrease in the grinding ability. This suggests the significance of and possibility for control of the product size by adjusting the ball filling fraction together with the ball size. It can be imagined that the smaller the filling fraction is, the simpler it is for the balls move in the mill, possibly resulting in a dominant cataracting motion and, thus, impacting grinding. With the increase in the ball filling fraction, the space for ball motion is reduced, so the mutual effect between ball media is strengthened, leading to a complex motion of the media. The motion of the media may be transferred from the dominant cataracting motion into a combination of cataracting motion and cascading motion. Thus, the effect of the ball size on the grinding product is reduced with the increase in the filling fraction. Moreover, the increased filling fraction reduces the space for the motion of the ball media and further decreases the balls’ impact velocity on the toe and the relative abrasive velocity between balls, thus decreasing the grinding ability of the ball media.
3.3. Effect of Ball Size Composition in Grinding with Multi-Sized Media
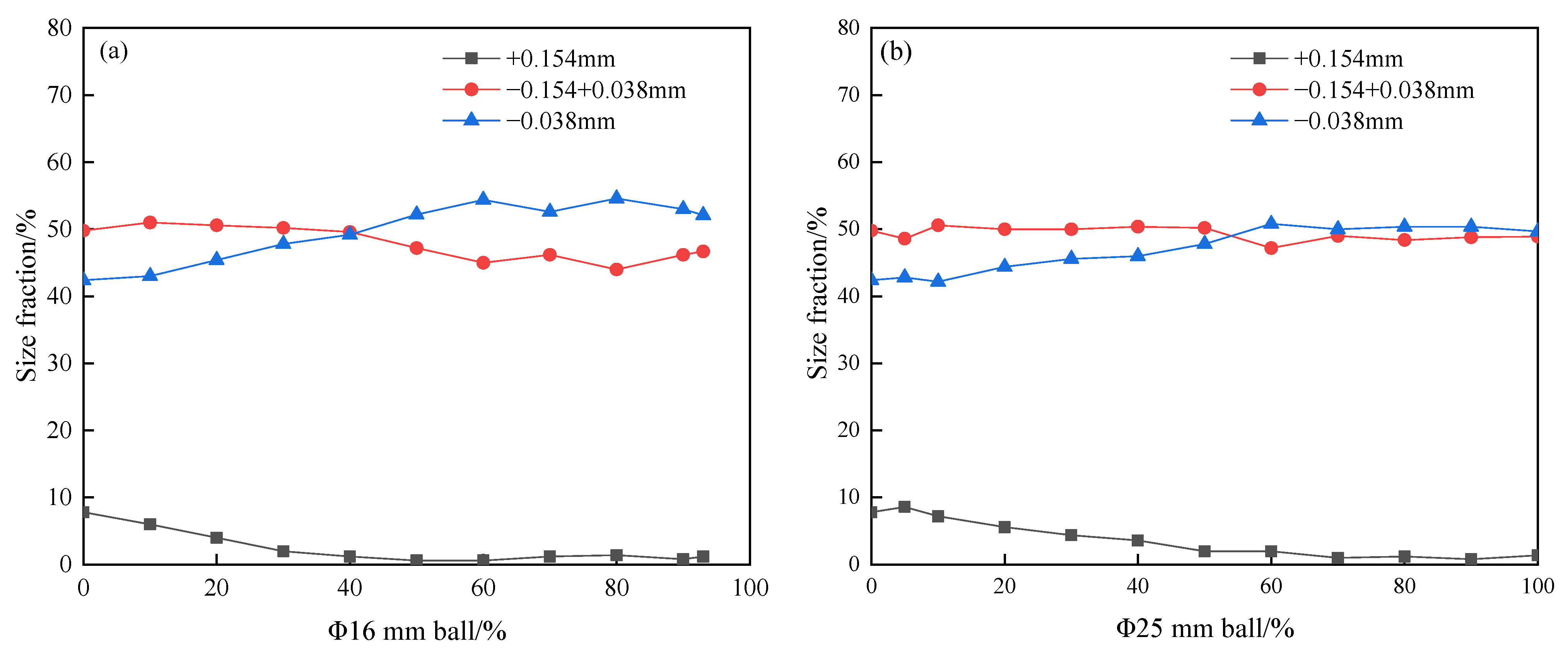
Out of the six sizes of balls tested before, two different sizes of balls were selected to be mixed as the grinding media. In all grinding tests, the grinding time was fixed at 8 min; the grinding concentration was set to 70% solid by weight, and the ball charge filling fraction was at 35%. The compositions of the ball media and their corresponding grinding results are illustrated in Figure 4.
It can be seen in Figure 4 that, in the case of grinding with the same ball filling fraction and the same grinding concentration, different mixture patterns of ball sizes resulted in different size distributions of the grinding product. When the grinding media were composed of 40 mm balls together with 18 or 16 mm balls, their grinding products were similarly affected by the ball composition percentage (Figure 4a,d). With the decrease in 40 mm balls in the medium composition percentage of the mixture, the percentage of the coarse plus 0.154 mm size fraction declined; that of the fine minus 0.038 mm size fraction went up, and that of the qualified particles was produced with a stable yield at first, and then with a slowly declining percentage. Moreover, the mixture of 18 mm balls with 40 mm balls caused a greater change rate than that with 16 mm balls. This verifies again that the balls that were 18 mm in diameter had a stronger grinding ability than the 16 mm balls, which is consistent with the results of the prior single-sized ball grinding tests.
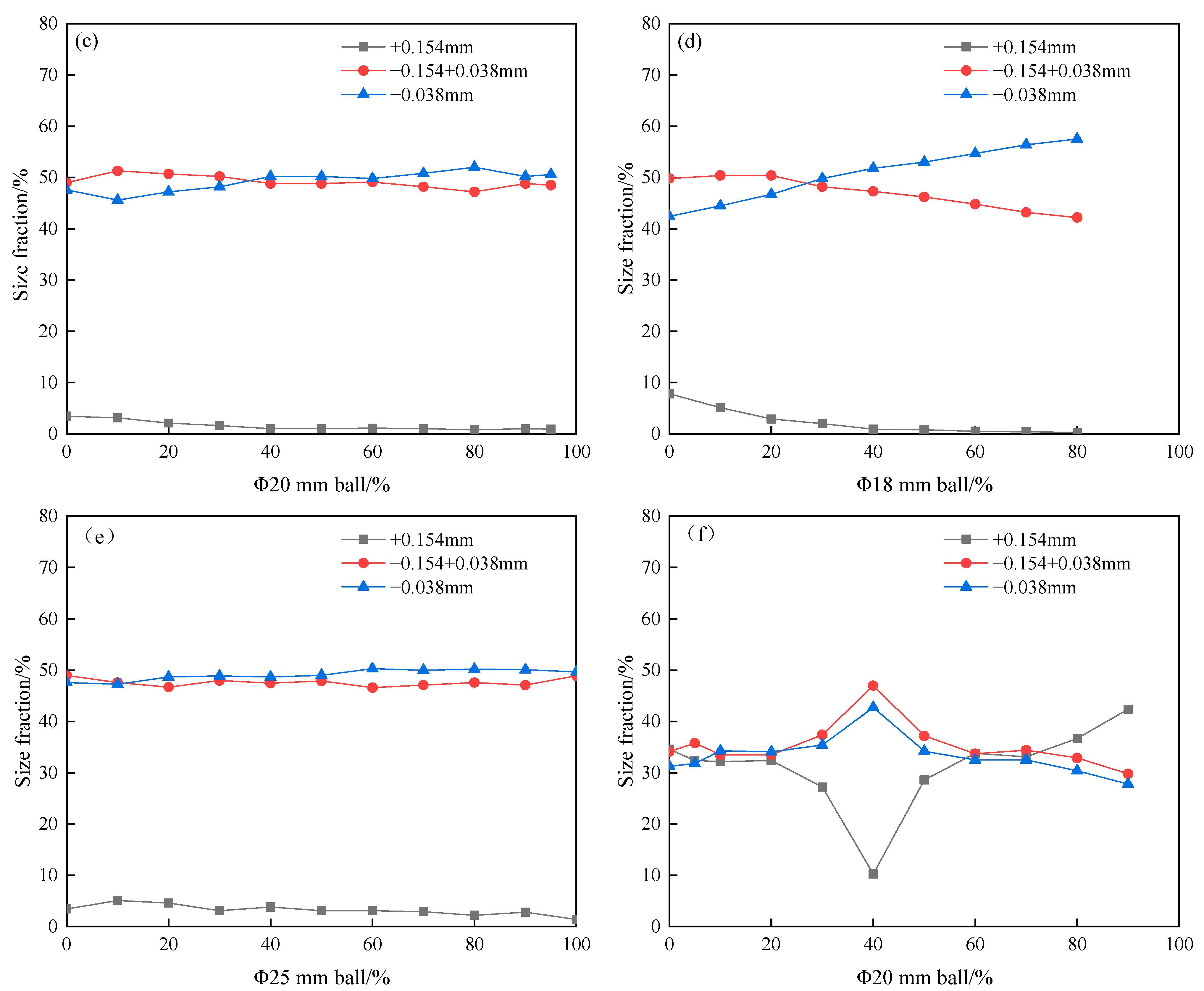
Figure 4b shows that, in the case of mixing 40 mm balls with 25 mm balls as the grinding media, their composition percentage influenced the grinding product size to some extent. The grinding product size was obviously affected by percentages of 25 mm balls that were smaller than 50%, whereas, when the percentage of 25 mm balls was larger than 50%, the further increase in the use of the 25 mm balls hardly caused any changes in the grinding results, which were very close to those obtained when using only 25 mm balls or 100% 25 mm balls in the single-sized ball grinding tests. When the grinding media consisted of 30 and 20 mm balls, the weight composition percentage of the two sizes of balls showed a slight effect on the grinding product size, as seen in Figure 4c. However, it is of interest to note that although the 30 mm balls demonstrated a strong grinding ability and the 20 mm balls had a weak grinding ability in the grinding with mono-sized media, the mixture of these two sizes of balls seemed to compensate for their individual effects, thus reducing the effect of their composition percentage. Figure 4e indicates that when 30 mm balls were mixed with 25 mm balls as the grinding media, their weight composition percentage did not show an apparent effect on the grinding results. This indicated that the grinding abilities of these two sizes of balls were close to each other, which also agrees well with the grinding results in the mono-sized-medium grinding tests.
Figure 4f indicates that the grinding ability was very weak in the case of mixing 16 mm with 20 mm balls as the grinding media, with too many plus 0.154 mm particles left in the grinding products; this result is similar to that of the single-sized-medium grinding results for these two sizes of balls, and the ball composition percentage complicatedly influenced the grinding product size. This complicated relationship between the ball composition percentage and the grinding product’s size distribution strongly suggests that if 20 and 16 mm balls are mixed together as the grinding media, it is very important and necessary to determine and control the ball composition percentage; otherwise, a great difference in grinding product size will take place.
3.4. Effect of the Surface Area of the Grinding Media
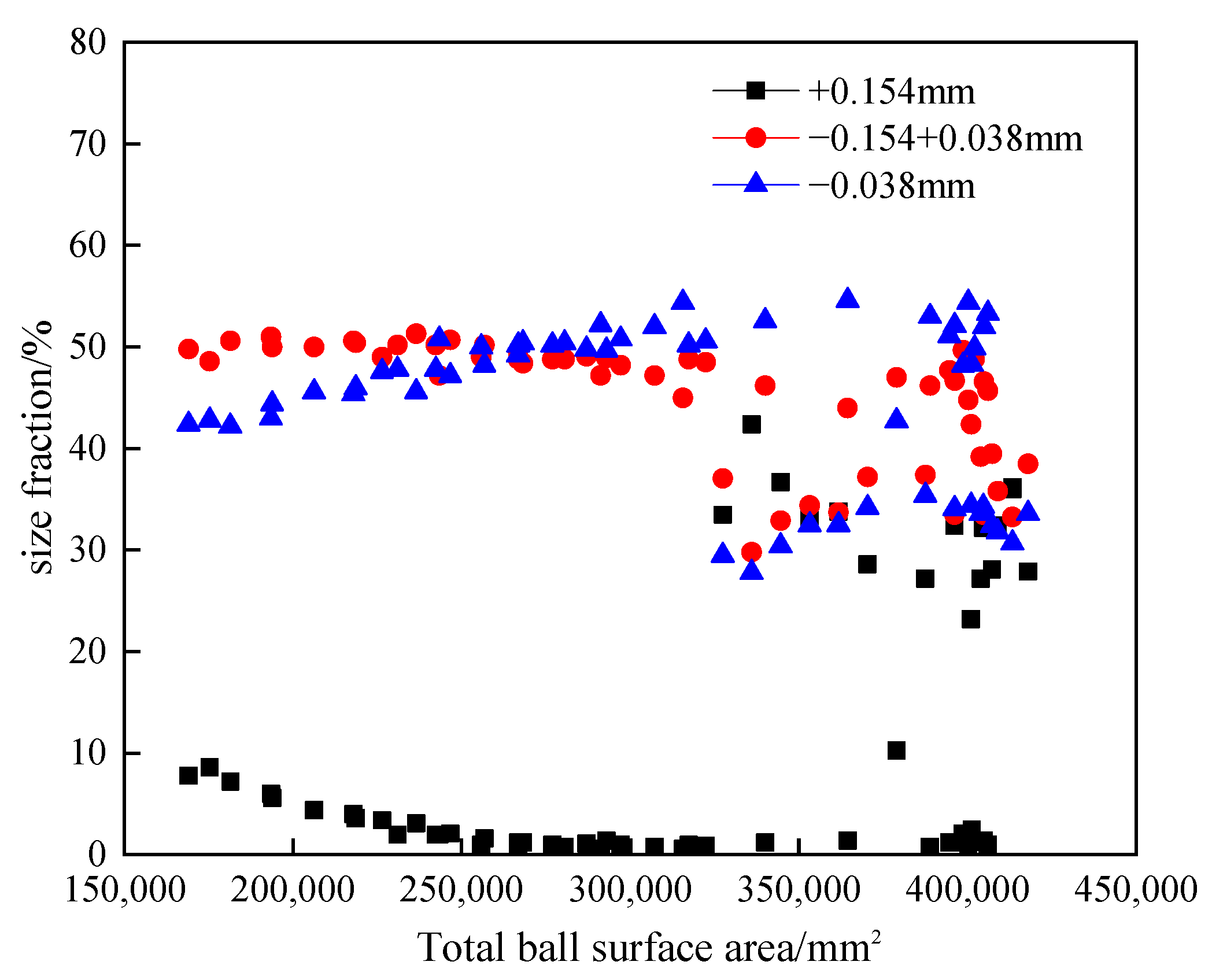
It is well known that the grinding mechanisms in ball milling mainly include impacting and abrasion actions due to the motion of the ball media. These two actions are related to the individual ball size and the total surface area of the grinding media. In order to find out the effect of the ball surface area, the total ball surface area of the grinding media for each grinding test was calculated out and plotted against the grinding product size, as shown in Figure 5. It is necessary to point out that the data in Figure 5 were derived not only from the above-mentioned grinding tests in Figure 2 and Figure 4, but also from other grinding tests that treated the same solid test samples that are not introduced in this paper.
It can be seen in Figure 5 that when the total surface area of the grinding media was smaller than about 300,000 mm2, the relationships between the total surface area and the percentages of all discussed size fractions were isotonic, whereas they became non-isotonic and the percentage of the discussed size fractions fluctuated in a large range for a total surface area larger than 300,000 mm2. That is to say, the relationship between the percentage of the discussed size fractions and the total surface area is unknown if the total surface area is larger than 300,000 mm2. This suggests that when the total surface area is smaller than 300,000 mm2, the grinding results are easy to predict and control, but further increasing the total surface area to larger than 300,000 mm2 makes the work of prediction complicated. Dividing the total ball surface area value of 300,000 mm2 by the mill total volume of 6300 mL gives the transition point, which is expressed as the total surface area per unit volume: 46.15 m2/m3, which might be useful in further research. Within a certain range, increasing the filling ratio will improve the grinding effect and reduce the grinding particle size. However, with the continuous increase in the filling ratio, the particle size reduction rate of the grinding products gradually decreases. With the increase in the surface area of the medium (steel ball) of the ball mill, the filling ratio also gradually increases, and the grinding effect also first shows a strong trend, and then weak trend. This is consistent with the conclusions obtained from Figure 2 and Figure 3.
4. Conclusions
The effects of grinding ball media on a grinding product’s size distribution were studied in this paper. The following conclusions can be derived.
The percentage of the fine minus 0.038 mm size fraction in the grinding products was seriously affected by the grinding time. Increasing the grinding time resulted in a quick increase in minus 0.038 mm particles and a slight increase in the Sn grade in this fine size fraction. Therefore, it is expected that a reduction of the minus 0.038 mm size fraction in grinding products would play a key role in reducing the loss of Sn metal into the tailings.
When the ball filling fraction was as low as 30%, the ball size had a clear effect on the grinding product size with a simple and consistent relationship, in which the increase in ball size led to an increase in plus 0.154 mm coarse particles, a decrease in the fine minus 0.038 mm size fraction, and an increase in the qualified size fraction. Furthermore, obvious jumping phenomena in the plotting of the percentage of the discussed size fractions against the ball size were observed when the balling filling fraction was larger than 30%; the most obvious jumping phenomenon took place with the 35% filling fraction. When the ball filling fraction was as large as in the range of 40% to 45%, the grinding products became coarser, with a much larger percentage of the coarse plus 0.154 mm size fraction, and they were even less affected by the ball size.
In most cases, the increase in the smaller-sized balls in the combinations of two sizes of balls caused a decrease in coarse plus 0.154 mm particles and the qualified size fraction of −0.154 + 0.038 mm, as well as an increase fine minus 0.038 mm particles; the change rate and the degree to which the percentage of the product size fractions was affected depended on the sizes of the balls that were mixed. However, in the case of the mixture of 20 and 16 mm balls as the grinding media, not only was the grinding ability weak overall, but the ball composition percentage also complicatedly influenced the grinding product size.
When the total ball surface area per unit of mill volume was smaller than 46.16 m2/m3, the yield of the product size fractions showed an isotonic change with the total surface area. Otherwise, the relationship between the percentage of the discussed size fractions and the total surface area became uncertain, which increased the difficulty of predicting and controlling the grinding results.
Author Contributions
Data curation, X.D.; Formal analysis, W.X.; Funding acquisition, S.M.; Investigation, H.L.; Methodology, J.Y. and S.M.; Project administration, J.Y. and S.M.; Resources, J.Y.; Supervision, J.Y.; Validation, S.M.; Writing—original draft, J.Y.; Writing—review & editing, S.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (No.51874105) and Guangxi Natural Science Foundation (No.2018GXNSFAA281204).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Clarke, A.J.; Wills, B.A. Technical note Enhancement of cassiterite liberation by high pressure roller comminution. Miner. Eng. 1989, 2, 259–262. [Google Scholar] [CrossRef]
- Wills, A.B.; Parker, R.H.; Binns, D.G. Thermally assisted liberation of cassiterite. Miner. Metall. Process. 1987, 5, 94–96. [Google Scholar] [CrossRef]
- Wonnacott, G.; Wills, B.A. Optimisation of thermally assisted liberation of a tin ore with the aid of computer simulation. Miner. Eng. 1990, 3, 187–198. [Google Scholar] [CrossRef]
- Wills, B.A.; Hall, S.T. New methods of reducing losses of fine cassiterite. In Mineral Processing in the United Kingdom; University of Leeds: London, UK, 1989; pp. 143–147. [Google Scholar]
- Veassey, T.J. Thermally assisted liberation of non-sulfide ores. Miner. Eng. 1986, 2, 557. [Google Scholar]
- Veasey, T.J.; Wills, B.A. Review of methods of improving mineral liberation. Miner. Eng. 1991, 4, 747–752. [Google Scholar] [CrossRef]
- Sreenivas, T.; Srinivas, K.; Natarajan, R.; Padmanabhan, N.P.H. An integrated process for the recovery of tungsten and tin from a combined wolframite-scheelite-cassiterite concentrate. Miner. Process. Extr. Metall. Rev. 2004, 25, 193–203. [Google Scholar] [CrossRef]
- Qin, W.Q.; Wang, P.P.; Ren, L.Y.; Wei, Q.; Peng, Z.B.; Gu, Y.L. Effect of matching relationship between particles and bubbles on the flotation of fine cassiterite. J. China Univ. Min. Technol. 2012, 41, 420–424. (In Chinese) [Google Scholar]
- Ye, X.J.; Lu, B.J.; Feng, Z.F.; Chen, J.Q. Test and application of sawtooth wave jigger for recovering fine cassiterite. Met. Mine 2009, 39, 134–136. (In Chinese) [Google Scholar]
- Qin, W.Q.; Ren, L.Y.; Wang, P.P.; Yang, C.R.; Zhang, Y.S. Electro-flotation and collision-attachment mechanism of fine cassiterite. Trans. Nonferrous Met. Soc. China 2012, 22, 917–924. (In Chinese) [Google Scholar] [CrossRef]
- Sreenivas, T.; Padmanabhan, N.P.H. Surface chemistry and flotation of cassiterite with alkyl hydroxamates. Colloids Surf. A Physicochem. Eng. Asp. 2002, 205, 47–59. [Google Scholar] [CrossRef]
- Qin, W.Q.; Xu, Y.B.; Liu, H.; Ren, L.Y.; Yang, C.R. Flotation and surface behavior of cassiterite with salicylhydroxamic acid. Ind. Eng. Chem. Res. 2011, 50, 10778–10783. [Google Scholar] [CrossRef]
- Wu, X.Q.; Zhu, J.G. Selective flotation of cassiterite with benzohydroxamic acid. Miner. Eng. 2006, 19, 1410–1417. [Google Scholar] [CrossRef]
- Zhu, Y.S.; Zhu, D. Adsorption thermodynamics of octyl hydroxamic acid on cassiterite. Nonferrous Met. 1994, 46, 24–28. (In Chinese) [Google Scholar]
- Cheng, J.G. Research on a new collector of fine cassiterite-phosphorous ester. Changsha Cent. South Coll. Min. Metall. 1985, 1985, 72. (In Chinese) [Google Scholar]
- Qin, W.Q.; Ren, L.Y.; Xu, Y.B.; Wang, P.P.; MA, X.H. Adsorption mechanism of mixed salicylhydroxamic acid and tributyl phosphate collectors in fine cassiterite electro-flotation system. J. Cent. South Univ. 2012, 19, 1711–1717. (In Chinese) [Google Scholar] [CrossRef]
- Madrid, I.E.R.; Rodriguez, B.A.; Bustamante, O.; Baena, O.J.R.; Menendez-Aguado, J.M. Ceramic ball wear prediction in tumbling mills as a grinding media selection tool. Powder Technol. 2014, 373–376. [Google Scholar] [CrossRef]
- Amankwah, R.K.; Khan, A.U.; Pickles, C.A.; Yen, W.T. Improved grindability and gold liberation by microwave pretreatment of a free-milling gold ore. Miner. Process. Extr. Metall. 2014, 114, 30–36. [Google Scholar] [CrossRef]
- Zhou, Y.C.; Tong, X.; Song, S.X.; Wang, X.; Deng, Z.B.; Xie, X. Beneficiation of cassiterite fines from a tin tailing slime by froth flotation. Sep. Sci. Technol. 2014, 49, 458–463. [Google Scholar] [CrossRef]
- Gruner, H.; Bilsing, U. Cassiterite flotation using styrene phosphonic acid to produce high-grade concentrates at high recoveries from finely disseminated ores-comparison with other collectors and discussion of effective circuit configurations. Miner. Eng. 1992, 5, 429–434. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, Z.J.; Deng, J.; Jiang, S.Q. Vibration spectra and genetic type of cassiterites. Spectrosc. Spectr. Anal. 2008, 28, 1506–1509. (In Chinese) [Google Scholar]
- Wills, A.B.; Atkinson, K. The development of minerals engineering in the 20th century. Miner. Eng. 1991, 4, 643–652. [Google Scholar] [CrossRef]
- Liddell, K.S.; Moys, M.H. The effects of mill speed and filling on the behaviour of the load in a rotary grinding mill. J. S. Afr. Inst. Min. Metall. 1988, 88, 49–57. [Google Scholar]
- Zeng, Y.; Forssberg, E. Effects of mill feed size on the product fineness and energy consumption in coarse grinding. Miner. Eng. 1991, 4, 599–609. [Google Scholar] [CrossRef]
- Zeng, Y.; Forssberg, E. Effect of mill feed size and rod charges on grinding performance. Powder Technol. 1992, 69, 119–123. [Google Scholar] [CrossRef]
- Chandrasekaran, T. A new approach to the kinetics of size reduction in ball milling. Miner. Eng. 1992, 5, 931–938. [Google Scholar] [CrossRef]
- Salter, J.D. Mill control using particle size monitors. Miner. Eng. 1991, 4, 707–716. [Google Scholar] [CrossRef]
Figure 1.
Particle size distribution of the test samples.

Figure 2.
Plots of the yields of the product size fractions against the ball size at ball filling fractions of (a) 30%, (b) 35%, (c) 40%, and (d) 45%.
Figure 2.
Plots of the yields of the product size fractions against the ball size at ball filling fractions of (a) 30%, (b) 35%, (c) 40%, and (d) 45%.

Figure 3.
Plot of the yields of the size fractions of the grinding product against the ball filling fraction for balls that were (a) 40, (b) 30, (c) 25, (d) 20, (e) 18, and (f) 16 mm in diameter.
Figure 3.
Plot of the yields of the size fractions of the grinding product against the ball filling fraction for balls that were (a) 40, (b) 30, (c) 25, (d) 20, (e) 18, and (f) 16 mm in diameter.

Figure 4.
Grinding results with different ball mixture patterns: (a) 40 plus 16 mm balls, (b) 40 plus 25 mm balls, (c) 30 plus 20 mm balls, (d) 40 plus 18 mm balls, (e) 30 plus 25 mm balls, and (f) 20 plus 16 mm balls.
Figure 4.
Grinding results with different ball mixture patterns: (a) 40 plus 16 mm balls, (b) 40 plus 25 mm balls, (c) 30 plus 20 mm balls, (d) 40 plus 18 mm balls, (e) 30 plus 25 mm balls, and (f) 20 plus 16 mm balls.


Figure 5.
Relationship of the yields of the size fractions in grinding products with the total surface area of the grinding media.
Figure 5.
Relationship of the yields of the size fractions in grinding products with the total surface area of the grinding media.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Percentage of −0.038 mm particles and the Sn grade in this size fraction with different grinding times.
Table 1.
Percentage of −0.038 mm particles and the Sn grade in this size fraction with different grinding times.
| Grinding Time/min | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 |
|---|---|---|---|---|---|---|---|---|
| Percentage of −0.038 mm particles | 29.84 | 40.62 | 49.75 | 56.61 | 59.72 | 62.65 | 66.00 | 69.32 |
| Sn grade/% | 0.52 | 0.55 | 0.55 | 0.55 | 0.56 | 0.58 | 0.64 | 0.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yang, J.; Deng, X.; Xu, W.; Li, H.; Ma, S. Study on the Grinding Law of Ball Media for Cassiterite–Polymetallic Sulfide Ore. Minerals 2022, 12, 270. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020270
AMA Style
Yang J, Deng X, Xu W, Li H, Ma S. Study on the Grinding Law of Ball Media for Cassiterite–Polymetallic Sulfide Ore. Minerals. 2022; 12(2):270. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020270
Chicago/Turabian StyleYang, Jinlin, Xingjian Deng, Wenzhe Xu, Hengjun Li, and Shaojian Ma. 2022. "Study on the Grinding Law of Ball Media for Cassiterite–Polymetallic Sulfide Ore" Minerals 12, no. 2: 270. https://0-doi-org.brum.beds.ac.uk/10.3390/min12020270
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.