
Suitability of Clinker Replacement by a Calcined Common Clay in Self-Consolidating Mortar—Impact on Rheology and Early Age Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Mix Design
2.1.1. Materials
2.1.2. Mix Design
2.2. Experimental Program
2.2.1. Paste and Mortar Tests
2.2.2. Early Age Paste and Mortar Tests
2.2.3. Hardened Paste and Mortar Tests
3. Results and Discussion
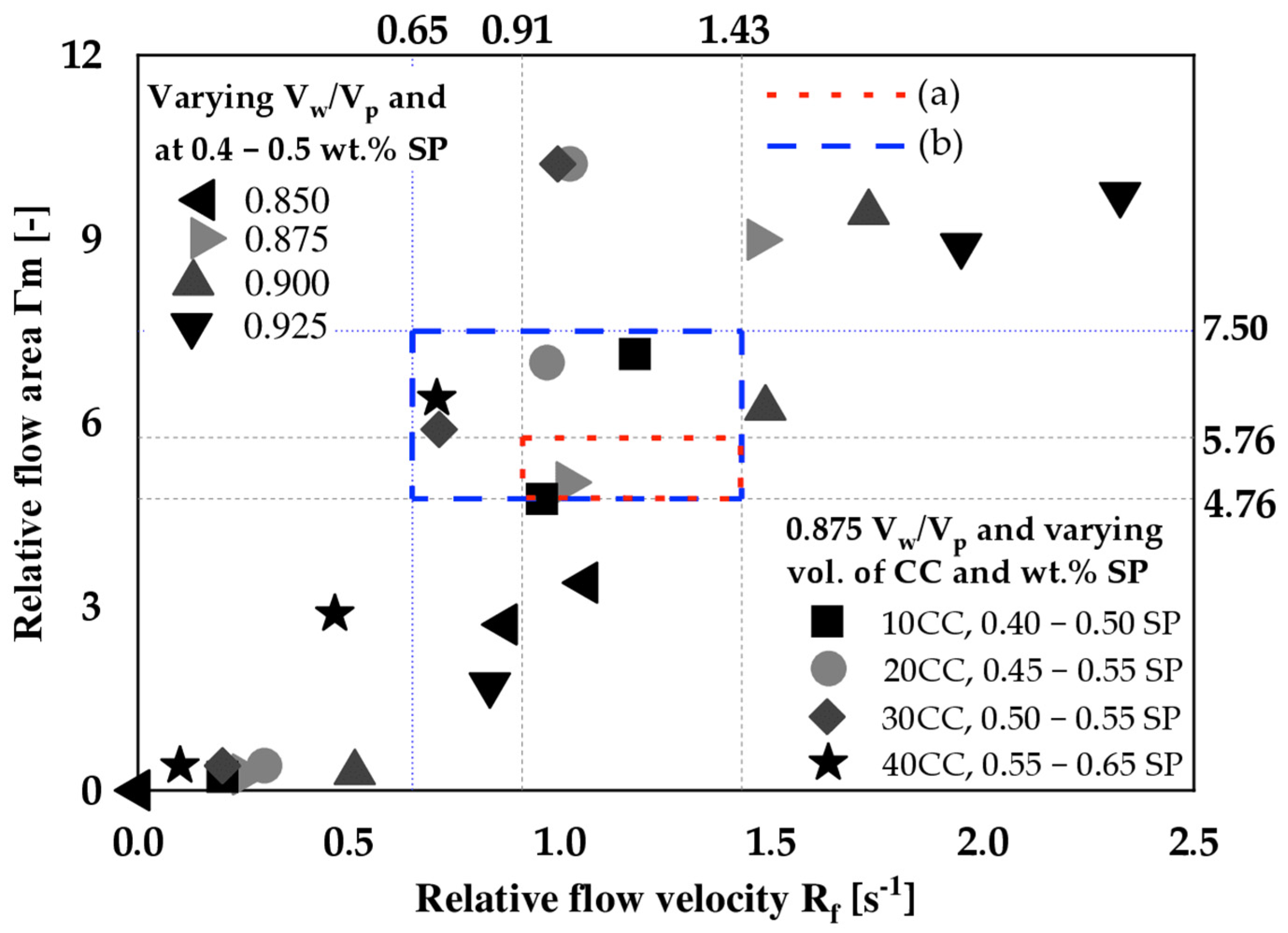
3.1. Flow Behavior of the Studied Binders
3.2. Design of Self-Consolidating Mortar
3.3. Rheological Properties of SC-M Blended with CC
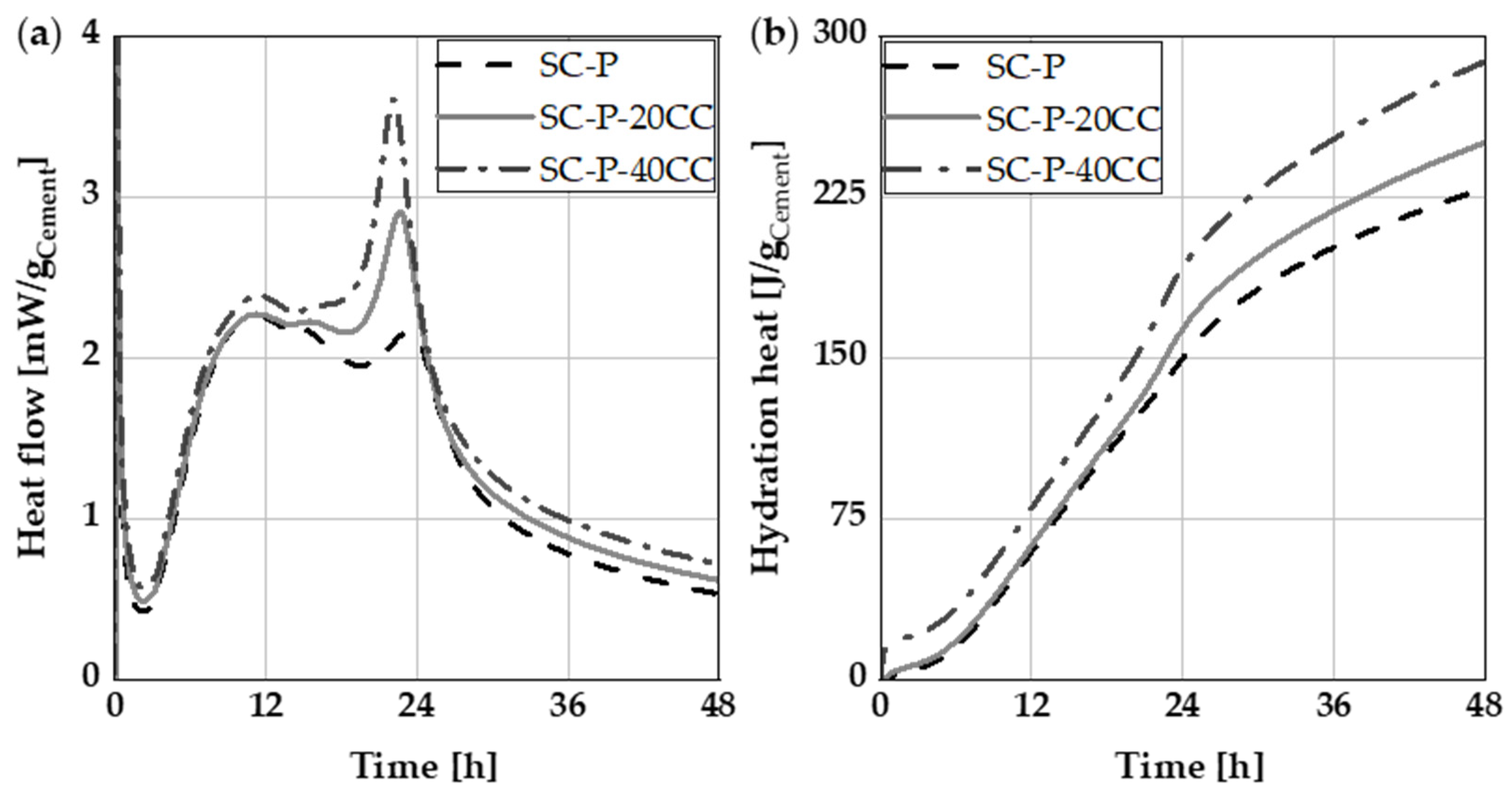
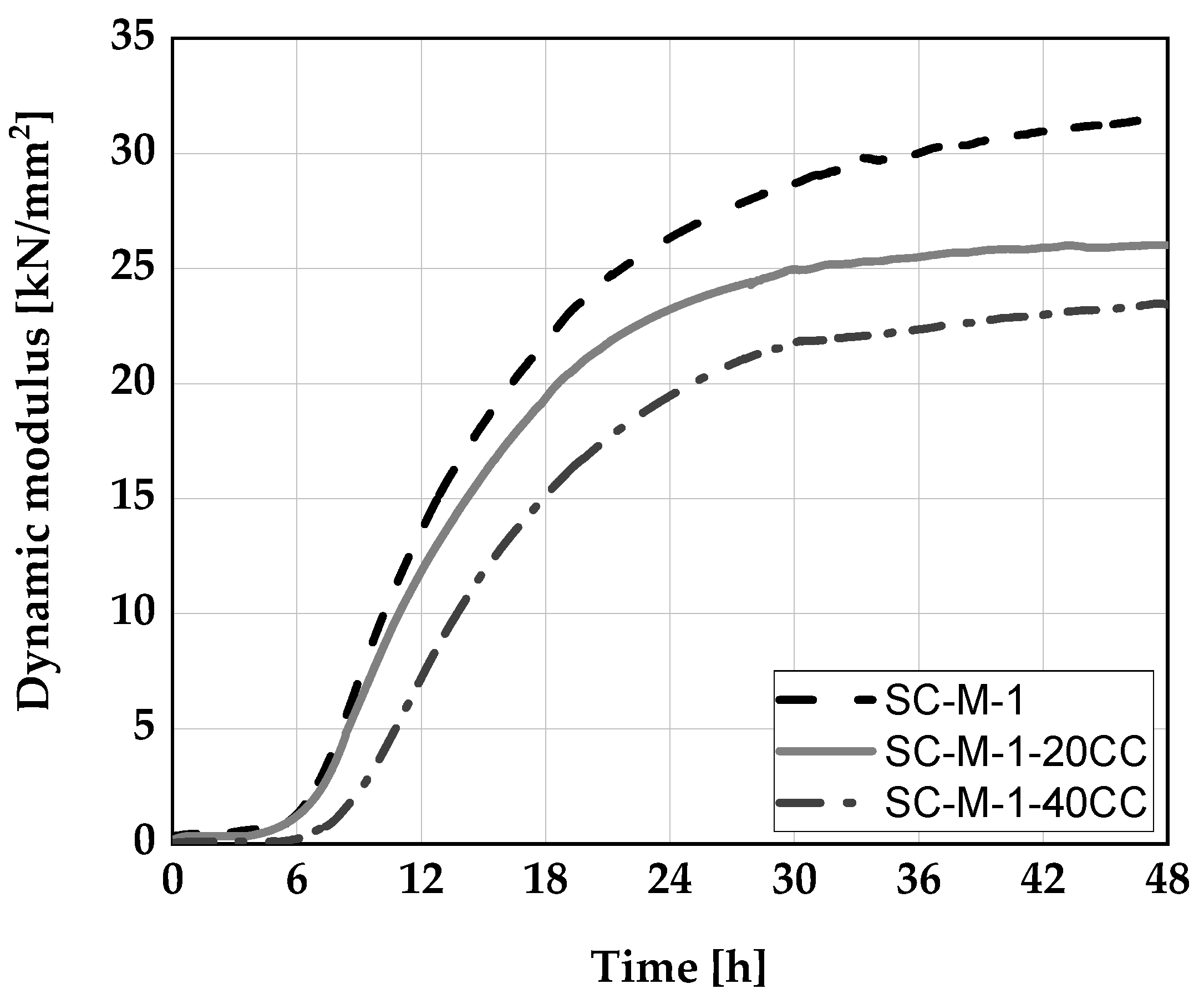
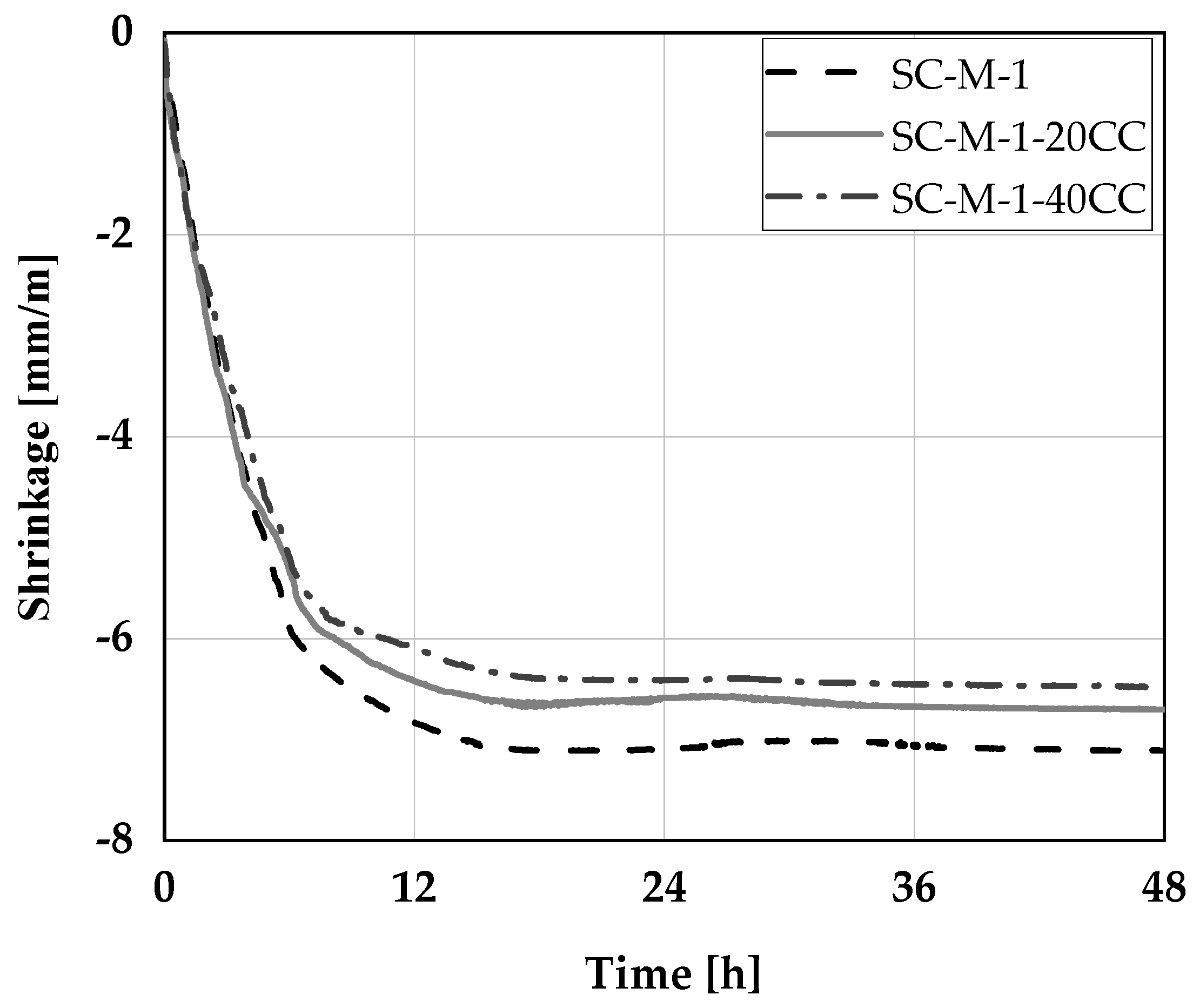
3.4. Early Age Characteristics of Self-Consolidating Paste and Mortar
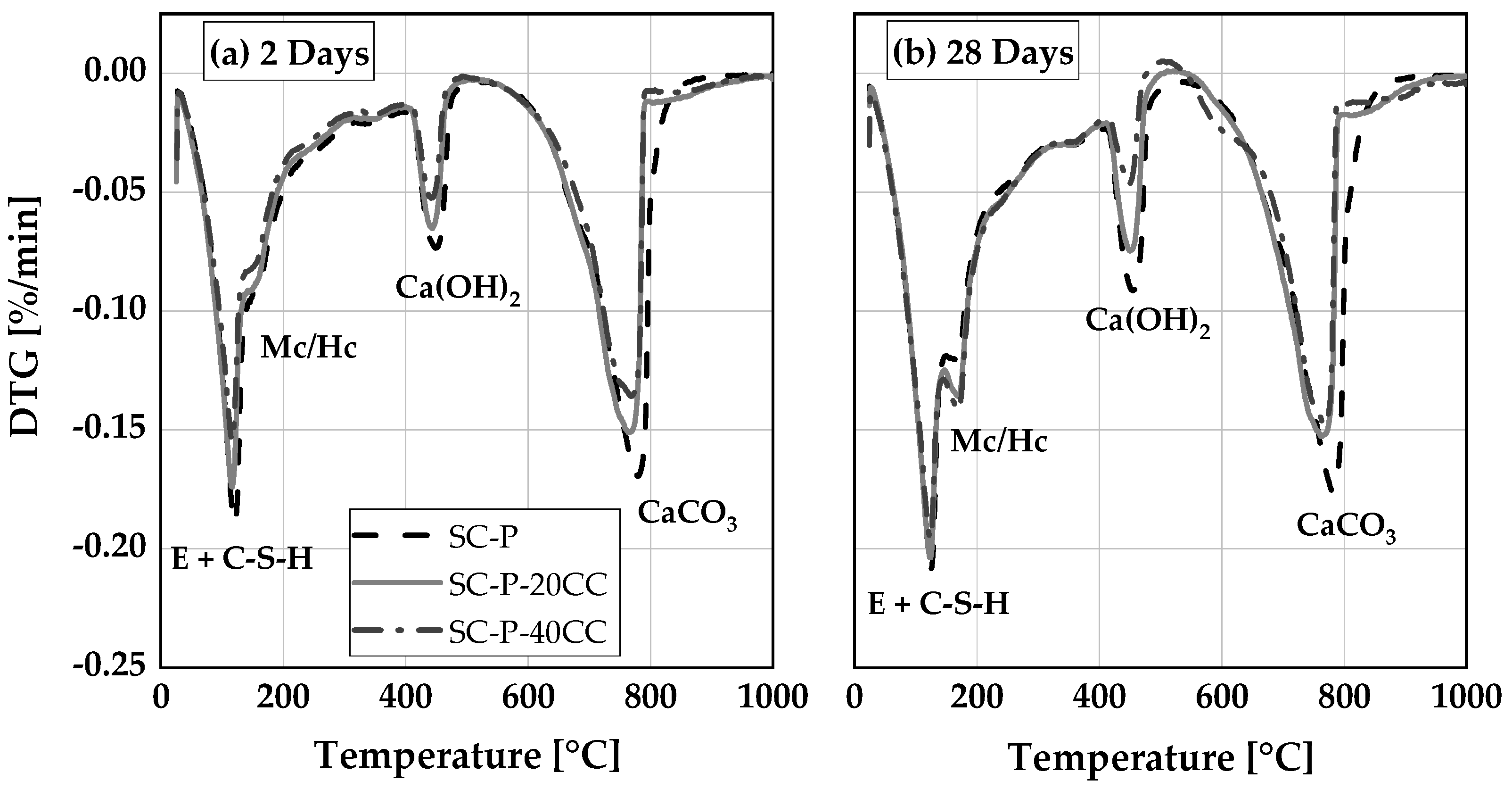
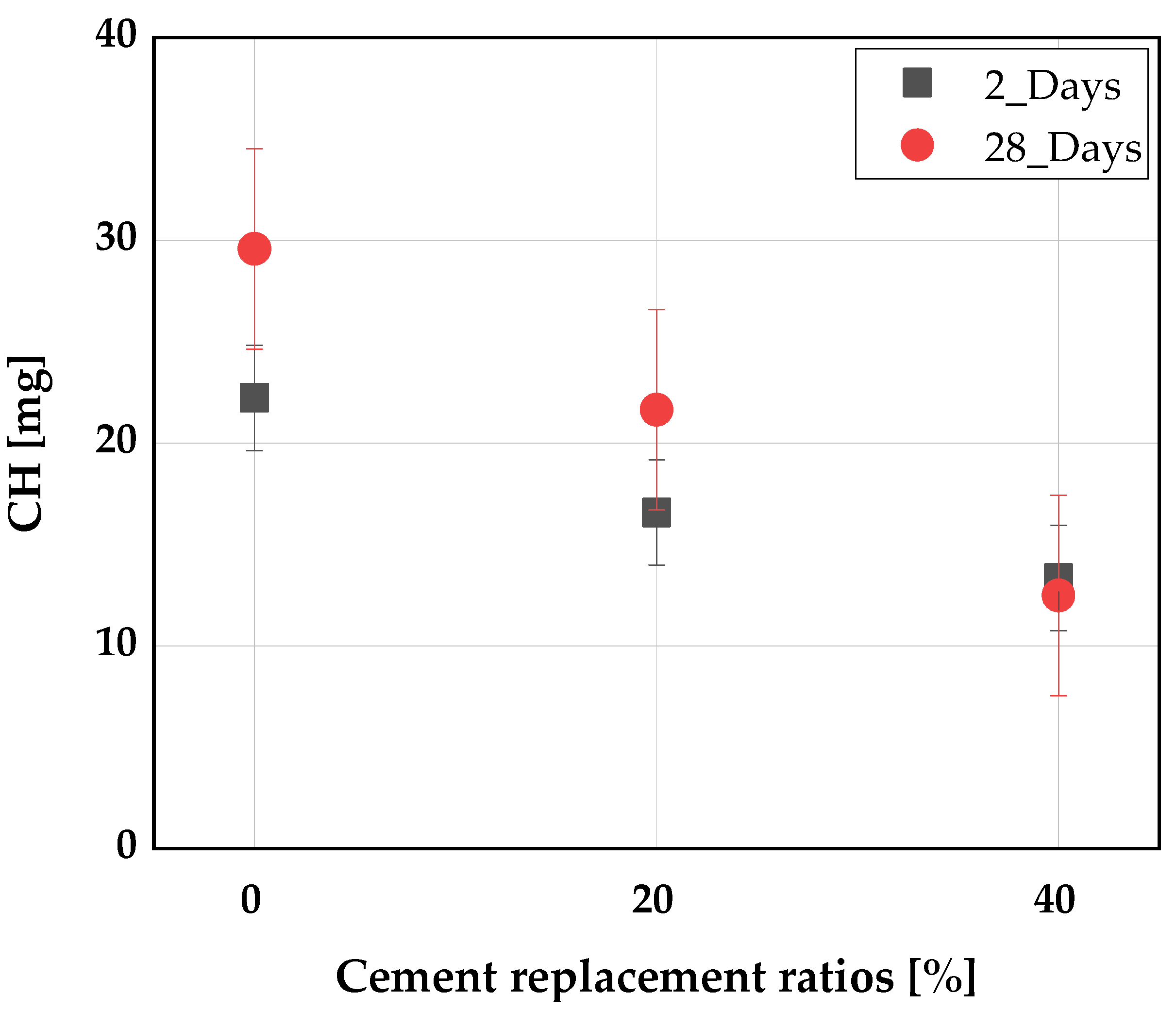
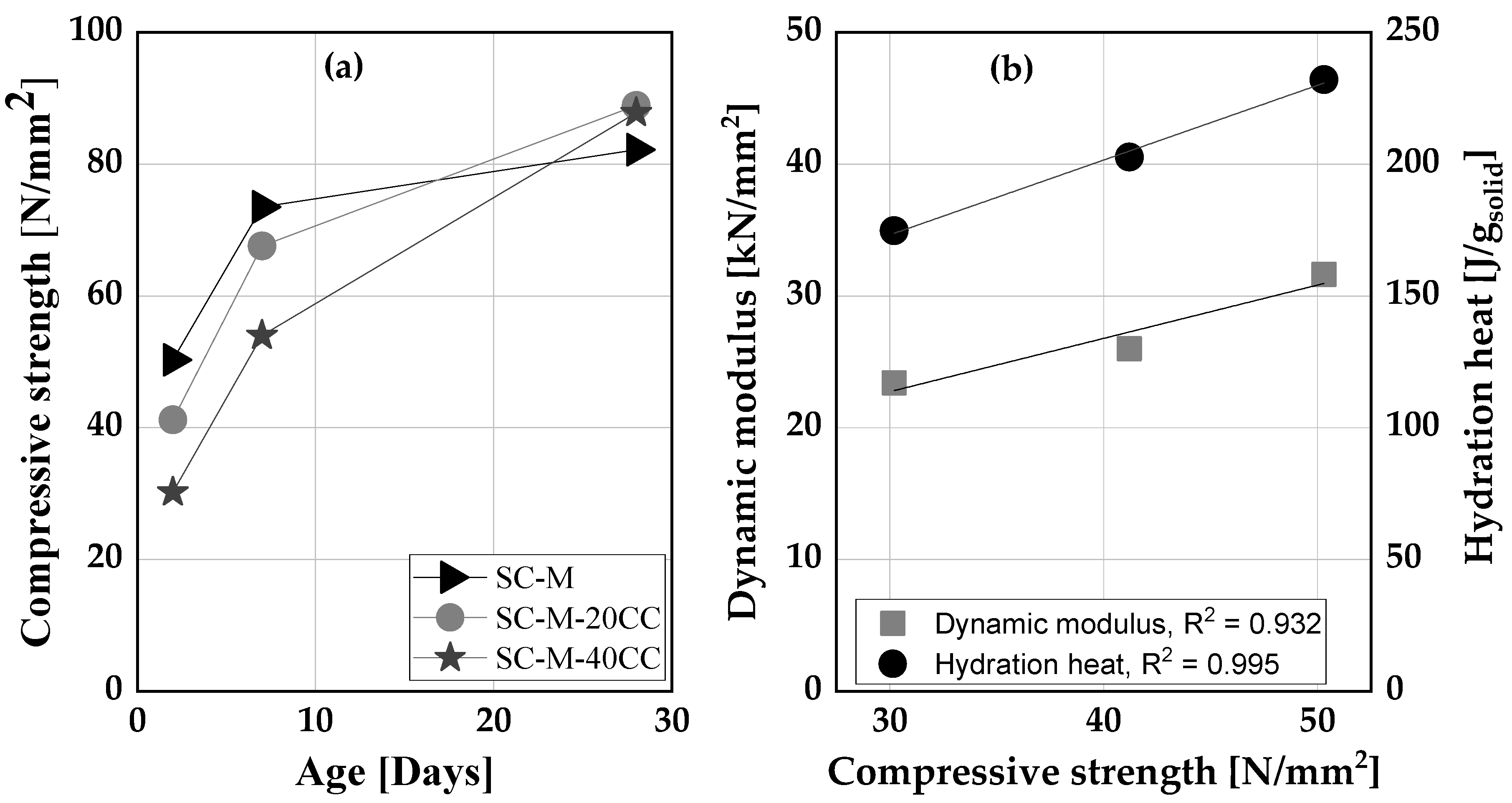
3.5. Hardened Properties of Self-Consolidating Paste and Mortar
4. Summary and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tangtinthai, N.; Heidrich, O.; Manning, D.A.C. Role of policy in managing mined resources for construction in Europe and emerging economies. J. Environ. Manag. 2019, 236, 613–621. [Google Scholar] [CrossRef] [PubMed]
- Schandl, H.; Fischer-Kowalski, M.; West, J.; Giljum, S.; Dittrich, M.; Eisenmenger, N.; Geschke, A.; Lieber, M.; Wieland, H.; Schaffartzik, A.; et al. Global material flows and resource productivity forty years of evidence. J. Ind. Ecol. 2018, 22, 827–838. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K. Mix-design for self-compacting concrete. Proc. JSCE 1995, 25, 107–120. [Google Scholar]
- Okamura, H. Self-Compacting High-Performance Concrete. Concr. Int. 1997, 19, 50–54. [Google Scholar]
- Shi, C.; Wu, Z.; Lv, K.; Wu, L. A review on mixture design methods for self-compacting concrete. Constr. Build. Mater. 2015, 84, 387–398. [Google Scholar] [CrossRef]
- Lamb, W.F.; Wiedmann, T.; Pongratz, J.; Andrew, R.; Crippa, M.; Olivier, J.G.J.; Wiedenhofer, D.; Mattioli, G.; Khourdajie, A.A.; House, J.; et al. A review of trends and drivers of greenhouse gas emissions by sector from 1990 to 2018. Environ. Res. Lett. 2021, 16, 073005. [Google Scholar] [CrossRef]
- Memon, S.A.; Shaikh, M.A.; Akbar, H. Utilization of Rice Husk Ash as viscosity modifying agent in Self Compacting Concrete. Constr. Build. Mater. 2011, 25, 1044–1048. [Google Scholar] [CrossRef]
- Yazici, H. The effect of silica fume and high-volume Class C fly ash on mechanical properties, chloride penetration and freeze-thaw resistance of self-compacting concrete. Constr. Build. Mater. 2008, 22, 456–462. [Google Scholar] [CrossRef]
- Bouzoubaâ, N.; Lachemi, M. Self-compacting concrete incorporating high volumes of class F fly ash: Preliminary results. Cem. Concr. Res. 2001, 31, 413–420. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Yahia, A.; Tanimura, M.; Shimoyama, Y. Rheological properties of highly flowable mortar containing limestone filler-effect of powder content and W/C ratio. Cem. Concr. Res. 2005, 35, 532–539. [Google Scholar] [CrossRef]
- Uysal, M.; Sumer, M. Performance of self-compacting concrete containing different mineral admixtures. Constr. Build. Mater. 2011, 25, 4112–4120. [Google Scholar] [CrossRef]
- Ghezal, A.; Khayat, K.H. Optimizing self-consolidating concrete with limestone filler by using statistical factorial design methods. ACI Mater. J. 2002, 99, 264–272. [Google Scholar] [CrossRef]
- Avet, F.; Scrivener, K. Hydration Study of Limestone Calcined Clay Cement (LC3) Using Various Grades of Calcined Kaolinitic Clays. In Calcined Clays for Sustainable Concrete—Proceedings of the 2nd International Conference on Calcined Clays for Sustainable Concrete; Martirena, F., Favier, A., Scrivener, K., Eds.; Springer Nature: La Havanna, Cuba, 2018; pp. 35–40. [Google Scholar]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined clay limestone cements (LC3). Cem. Concr. Res. 2018, 114, 49–56. [Google Scholar] [CrossRef]
- Beuntner, N.; Thienel, K.-C. Performance and properties of concrete made with calcined clays. In Proceedings of the ACI SP 320-10th ACI/RILEM International Conference on Cementitious Materials and Alternative Binders for Sustainabe Concrete, Montreal, QC, Canada, 2–4 October 2017; pp. 7.1–7.12. [Google Scholar] [CrossRef]
- Scherb, S.; Beuntner, N.; Köberl, M.; Thienel, K.-C. The early hydration of cement with the addition of calcined clay—From single phyllosilicate to clay mixture. In Proceedings of the 20. Internationale Baustofftagung ibausil, Weimar, Germany, 12–14 September 2018; pp. 658–666. [Google Scholar]
- Maier, M.; Beuntner, N.; Thienel, K.-C. An approach for the evaluation of local raw material potential for calcined clay as SCM, based on geological and mineralogical data: Examples from German clay deposits. In Calcined Clays for Sustainable Concrete—Proceedings of the 3rd International Conference on Calcined Clays for Sustainable Concrete; Bishnoi, S., Ed.; RILEM Bookseries; Springer: Singapore, 2020; Volume 25, pp. 37–47. [Google Scholar] [CrossRef]
- Schmid, M.; Plank, J. Dispersing Performance of Different Kinds of Polycarboxylate (PCE) Superplasticizers in Cement Blended With a Calcined Clay. Constr. Build. Mater. 2020, 258, 119576. [Google Scholar] [CrossRef]
- Cardinaud, G.; Rozière, E.; Martinage, O.; Loukili, A.; Barnes-Davin, L.; Paris, M.; Deneele, D. Calcined clay—Limestone cements: Hydration processes with high and low-grade kaolinite clays. Constr. Build. Mater. 2021, 277, 122271. [Google Scholar] [CrossRef]
- Su, N.; Hsu, K.C.; Chai, H.W. A simple mix design method for self-compacting concrete. Cem. Concr. Res. 2001, 31, 1799–1807. [Google Scholar] [CrossRef]
- Sedran, T.; de Larrard, F.; Hourst, F.; Contamines, C. Mix Design of Self-Compacting Concrete (SCC). In Production Methods and Workability of Concrete, 1st ed.; Bartos, P.J.M., Cleland, D.J., Marrs, D.L., Eds.; CRC Press: London, UK, 1996; p. 12. [Google Scholar]
- Petersson, O.; Billberg, P.; Van, B.K. A Model for Self-Compacting Concrete. In Production Methods and Workability of Concrete, 1st ed.; Bartos, P.J.M., Cleland, D.J., Marrs, D.L., Eds.; CRC Press: London, UK, 1996; p. 10. [Google Scholar]
- Kannan, V. Relationship between ultrasonic pulse velocity and compressive strength of self compacting concrete incorporate rice husk ash and metakaolin. Asian J. Civ. Eng. 2015, 16, 1077–1088. [Google Scholar]
- Madandoust, R.; Mousavi, S.Y. Fresh and hardened properties of self-compacting concrete containing metakaolin. Constr. Build. Mater. 2012, 35, 752–760. [Google Scholar] [CrossRef]
- Pierkes, R.; Schulze, S.E.; Rickert, J. Durability of Concretes Made with Calcined Clay Composite Cements. In Proceedings of the Calcined Clays for Sustainable Concrete—Proceedings of the 2nd International Conference on Calcined Clays for Sustainable Concrete, La Havanna, Cuba, 5–7 December 2017; pp. 366–371. [Google Scholar] [CrossRef]
- Li, R.; Lei, L.; Sui, T.; Plank, J. Effectiveness of PCE superplasticizers in calcined clay blended cements. Cem. Concr. Res. 2021, 141, 106334. [Google Scholar] [CrossRef]
- Sposito, R.; Maier, M.; Beuntner, N.; Thienel, K.-C. Evaluation of zeta potential of calcined clays and time-dependent flowability of blended cement with customized polycarboxylate-based superplasticizers. Constr. Build. Mater. 2021, 308, 125061. [Google Scholar] [CrossRef]
- EFNARC. The European Guidelines for Self Compacting Concrete. Specif. Prod. Use 2005, 22, 563. [Google Scholar]
- EFNARC. Europäische Richtlinie für Spritzbeton/European Specification for Sprayed Concrete; EFNARC: Farnham, UK, 1997; p. 32. [Google Scholar]
- DIN EN 197-1; Zement—Teil 1: Zusammensetzung, Anforderungen und Konformitätskriterien von Normalzement (Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements). DIN: Berlin, Germany, 2011; p. 8. [CrossRef]
- Beuntner, N.; Thienel, K.-C. Properties of Calcined Lias Delta Clay—Technological Effects, Physical Characteristics and Reactivity in Cement. In Calcined Clays for Sustainable Concrete—Proceedings of the 1st International Conference on Calcined Clays for Sustainable Concrete; Scrivener, K., Favier, A., Eds.; RILEM Bookseries; Springer: Dordrecht, The Netherlands, 2015; Volume 10, pp. 43–50. [Google Scholar] [CrossRef]
- Gmür, R.; Thienel, K.-C.; Beuntner, N. Influence of aging conditions upon the properties of calcined clay and its performance as supplementary cementitious material. Cem. Concr. Compos. 2016, 72, 114–124. [Google Scholar] [CrossRef]
- Sposito, R.; Schmid, M.; Beuntner, N.; Scherb, S.; Plank, J.; Thienel, K.-C. Early hydration behavior of blended cementitious systems containing calcined clays and superplasticizer. In Proceedings of the 15th International Congress on the Chemistry of Cement, Prague, Czech Republic, 16–20 September 2019; p. 10. [Google Scholar]
- DIN EN ISO 11885; Water Quality—Determination of Selected Elements by Inductively Coupled Plasma Optical Emission Spectrometry (ICP-OES). DIN: Berlin, Germany, 2009; p. 37.
- Sposito, R.; Maier, M.; Beuntner, N.; Thienel, K.-C. Physical and mineralogical properties of calcined common clays as SCM and their impact on flow resistance and demand for superplasticizer. Cem. Concr. Res. 2022, 154, 106743. [Google Scholar] [CrossRef]
- DIN ISO 9277; Determination of the Specific Surface Area of Solids by Gas Adsorption—BET Method. DIN: Berlin, Germany, 2003; p. 19.
- DIN EN 196-3; Prüfverfahren für Zement—Teil 3: Bestimmung der Erstarrungszeiten und der Raumbeständigkeit (Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness). DIN: Berlin, Germany, 2009; p. 17.
- Puntke, W. Wasseranspruch von feinen Kornhaufwerken. Beton 2002, 52, 242–248. [Google Scholar]
- DIN EN ISO 17892-3; Geotechnical Investigation and Testing—Laboratory Testing of Soil—Part 3: Determination of Particle Density. DIN: Berlin, Germany, 2015; p. 21.
- ISO 13320; Particle Size Analysis—Laser Diffraction Methods. ISO: Geneva, Switzerland, 2020; p. 59.
- Sposito, R.; Beuntner, N.; Thienel, K.-C. Rheology, setting and hydration of calcined clay blended cements in interaction with PCE-based superplasticisers. Mag. Concr. Res. 2021, 73, 785–797. [Google Scholar] [CrossRef]
- DIN EN 933-1; Pru“fverfahren fu“r Geometrische Eigenschaften von Gesteinskörnungen—Teil 1: Bestimmung der Korngrößenverteilung—Siebverfahren (Tests for Geometrical Properties of Aggregate—Part 1: Determination of Particle size Distribution—Sieving Method). DIN: Berlin, Germany, 2012; p. 19.
- Okamura, H.; Ouchi, M. Self-Compacting Concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Le, H.T.; Kraus, M.; Siewert, K.; Ludwig, H.M. Effect of macro-mesoporous rice husk ash on rheological properties of mortar formulated from self-compacting high performance concrete. Constr. Build. Mater. 2015, 80, 225–235. [Google Scholar] [CrossRef]
- Barnes, H.A.; Walters, K. The yield stress myth? Rheologica Acta 1985, 24, 323–326. [Google Scholar] [CrossRef]
- Hackley, V.A.; Ferraris, C.F. Guide to Rheological Nomenclature—Measurements in Ceramic Particulate Systems; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2001; Volume 3, p. 29. [Google Scholar]
- DIN EN 12504-4; Prüfung von Beton in Bauwerken—Teil 4: Bestimmung der Ultraschallgeschwindigkeit (Testing concrete in structures—Part 4: Determination of ultrasonic pulse velocity). DIN: Berlin, Germany, 2004; p. 15.
- Lootens, D.; Bentz, D.P. On the relation of setting and early-age strength development to porosity and hydration in cement-based materials. Cem. Concr. Compos. 2016, 68, 9–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- DIN EN 60825-1; Sicherheit von Lasereinrichtungen—Teil 1: Klassifizierung von Anlagen und Anforderungen (Safety of Laser Products—Part 1: Equipment Classification and Requirements). DIN: Berlin, Germany, 2015; p. 15.
- Snellings, R.; Chwast, J.; Cizer, Ö.; Belie, N.; Dhandapani, Y.; Durdziński, P.; Elsen, J.; Haufe, J.; Hooton, D.; Patapy, C.; et al. RILEM TC-238 SCM recommendation on hydration stoppage by solvent exchange for the study of hydrate assemblages. Mater. Struct. 2018, 51, 1–4. [Google Scholar] [CrossRef]
- Marsh, B.K.; Day, R.L. Pozzolanic and cementitious reactions of fly ash in blended cement pastes. Cem. Concr. Res. 1988, 18, 301–310. [Google Scholar] [CrossRef]
- DIN 66133; Bestimmung der Porenvolumenverteilung und der spezifischen Oberfläche von Feststoffen durch Quecksilberintrusion (Determination of Pore Volume Distribution and Specific Surface Area of Solids by Mercury Intrusion). DIN: Berlin, Germany, 1993; p. 3.
- DIN EN 196-1; Prüfverfahren für Zement—Teil 1: Bestimmung der Festigkeit (Methods of Testing Cement—Part 1: Determination of Strength). DIN: Berlin, Germany, 2016; p. 31.
- Sposito, R.; Schmid, M.; Plank, J.; Thienel, K.-C. An approach to the rheological behavior of cementitious systems blended with calcined clays and superplasticizers. In Proceedings of the ACI SP 349 11th International Conference on Cementitious Materials and Alternative Binders for Sustainable Concrete, Online, 28 April 2021; pp. 659–685. [Google Scholar]
- Zunino, F.; Scrivener, K. Studying the Influence of the Filler Effect of SCMs on the Sulfate Requirement of Blended Cements. In Proceedings of the ACI SP 349 11th International Conference on Cementitious Materials and Alternative Binders for Sustainable Concrete, Online, 22 April 2021; pp. 117–124. [Google Scholar]
- Andrade Neto, J.D.S.; De la Torre, A.G.; Kirchheim, A.P. Effects of sulfates on the hydration of Portland cement—A review. Constr. Build. Mater. 2021, 279, 122428. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Thomas, J.J.; Jennings, H.M.; Chen, J.J. Influence of nucleation seeding on the hydration mechanisms of tricalcium silicate and cement. J. Phys. Chem. C 2009, 113, 4327–4334. [Google Scholar] [CrossRef] [Green Version]
- Hesse, C.; Goetz-Neunhoeffer, F.; Neubauer, J. A new approach in quantitative in-situ XRD of cement pastes: Correlation of heat flow curves with early hydration reactions. Cem. Concr. Res. 2011, 41, 123–128. [Google Scholar] [CrossRef]
- Barluenga, G.; Puentes, J.; Palomar, I. Early age monitoring of self-compacting concrete with mineral additions. Constr. Build. Mater. 2015, 77, 66–73. [Google Scholar] [CrossRef]
- ASTM C1679-17; Standard Practice for Measuring Hydration Kinetics of Hydraulic Cementitious Mixtures Using Isothermal Calorimetry. ASTM International: West Conshehoken, PA, USA, 2018; p. 13.
- Palou, M.; Boháč, M.; Kuzielová, E.; Novotný, R.; Žemlička, M.; Dragomirová, J. Use of calorimetry and thermal analysis to assess the heat of supplementary cementitious materials during the hydration of composite cementitious binders. J. Therm. Anal. Calorim. 2020, 142, 97–117. [Google Scholar] [CrossRef]
- Ma, J.; Yu, Z.; Shi, H.; Zhang, Y.; Shen, X. Long-term hydration behavior and pore structure development of cement–limestone binary system. J. Therm. Anal. Calorim. 2021, 143, 843–852. [Google Scholar] [CrossRef]
- Qin, L.; Gao, X.; Zhang, A. Potential application of Portland cement-calcium sulfoaluminate cement blends to avoid early age frost damage. Constr. Build. Mater. 2018, 190, 363–372. [Google Scholar] [CrossRef]
- Ye, G.; Liu, X.; De Schutter, G.; Poppe, A.M.; Taerwe, L. Influence of limestone powder used as filler in SCC on hydration and microstructure of cement pastes. Cem. Concr. Compos. 2007, 29, 94–102. [Google Scholar] [CrossRef]
- Laidani, Z.E.-A.; Benabed, B.; Abousnina, R.; Gueddouda, M.K.; Kadri, E.-H. Experimental investigation on effects of calcined bentonite on fresh, strength and durability properties of sustainable self-compacting concrete. Constr. Build. Mater. 2020, 230, 117062. [Google Scholar] [CrossRef]
- San Nicolas, R.; Cyr, M.; Escadeillas, G. Performance-based approach to durability of concrete containing flash-calcined metakaolin as cement replacement. Const.r Build. Mater. 2014, 55, 313–322. [Google Scholar] [CrossRef]
- Vejmelková, E.; Koňáková, D.; Doleželová, M.; Scheinherrová, L.; Svora, P.; Keppert, M.; Reiterman, P.; Černý, R. Effect of calcined Czech claystone on the properties of high performance concrete: Microstructure, strength and durability. Constr. Build. Mater. 2018, 168, 966–974. [Google Scholar] [CrossRef]
- Tironi, A.; Sposito, R.; Cordoba, G.P.; Zito, S.V.; Rahhal, V.; Thienel, K.-C.; Irassar, E.F. Influence of different calcined clays to the water transport performance of concretes. Mag. Concr. Res. 2022, 12, 1–13. [Google Scholar] [CrossRef]
- ASTM C311-22; Standard Test Method for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. ASTM International: West Conshehoken, PA, USA, 2022; p. 11.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binder Materials | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | TiO2 | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| OPC | 20.1 | 5.4 | 60.7 | 2.9 | 1.8 | 3.4 | 0.3 | 0.65 | 1.80 |
| LP | 0.6 | 0.1 | 56.4 | 0.1 | 0.2 | 0.0 | 0.0 | 0.0 | 42.60 |
| CC | 53.2 | 22.2 | 6.5 | 8.0 | 2.7 | 2.0 | 1.0 | 0.4 | 0.02 |
| Properties | Methodology | OPC | LP | CC |
|---|---|---|---|---|
| Specific surface area, m2/g | DIN ISO 9277 [38] | 1.0 | 1.6 | 3.9 |
| Water demand, wt.% | DIN EN ISO 196-3 [39] for OPC and Puntke method for LP and CC [40] | 28.9 * | 20 | 38 |
| Particle density, g/cm3 | DIN EN ISO 17892-3 [41] | 3.17 | 2.71 | 2.63 |
| d10, µm | ISO 13320 [42] | 4.1 | 1.7 | 4.0 |
| d50, µm | 15.8 | 5.1 | 13.2 | |
| d90, µm | 46.0 | 13.0 | 37.0 |
| Mix Designation | Vw/Vp | Constituent (Measured in dm3/m3) | Constituent (Measured in kg/m3) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| OPC | LP | CC | Water | OPC | LP | CC | Water | SP [wt.%] | ||
| SC-P | 0.875 | 453 | 80 | - | 467 | 1405 | 218 | - | 467 | 0.2 |
| SC-P-20CC | 0.875 | 363 | 64 | 107 | 467 | 1124 | 175 | 283 | 467 | 0.3 |
| SC-P-40CC | 0.875 | 272 | 48 | 213 | 467 | 843 | 131 | 565 | 467 | 0.4 |
| Mix Designation | Vw/Vp | Constituent (Measured in dm3/m3) | Constituent (Measured in kg/m3) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | LP | CC | FA | Water | OPC | LP | CC | FA | Water | SP [wt.%] | ||
| SC-M-1 | 0.875 | 272 | 48 | - | 400 | 280 | 843 | 131 | - | 111 | 280 | 0.40–0.55 |
| SC-M-1-10CC | 0.875 | 245 | 43 | 32 | 400 | 280 | 759 | 118 | 85 | 111 | 280 | 0.40–0.55 |
| SC-M-1-20CC | 0.875 | 218 | 38 | 64 | 400 | 280 | 675 | 105 | 170 | 111 | 280 | 0.45–0.60 |
| SC-M-1-30CC | 0.875 | 190 | 34 | 96 | 400 | 280 | 590 | 92 | 254 | 111 | 280 | 0.45–0.60 |
| SC-M-1-40CC | 0.875 | 163 | 29 | 128 | 400 | 280 | 506 | 79 | 339 | 111 | 280 | 0.45–0.65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muhammad, A.; Thienel, K.-C.; Sposito, R. Suitability of Clinker Replacement by a Calcined Common Clay in Self-Consolidating Mortar—Impact on Rheology and Early Age Properties. Minerals 2022, 12, 625. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050625
Muhammad A, Thienel K-C, Sposito R. Suitability of Clinker Replacement by a Calcined Common Clay in Self-Consolidating Mortar—Impact on Rheology and Early Age Properties. Minerals. 2022; 12(5):625. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050625
Chicago/Turabian StyleMuhammad, Abubakar, Karl-Christian Thienel, and Ricarda Sposito. 2022. "Suitability of Clinker Replacement by a Calcined Common Clay in Self-Consolidating Mortar—Impact on Rheology and Early Age Properties" Minerals 12, no. 5: 625. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050625