
Assessment of Operational Effectiveness of Innovative Circuit for Production of Crushed Regular Aggregates in Particle Size Fraction 8–16 mm

 , , , , and
, , , , and
Abstract
:1. Introduction
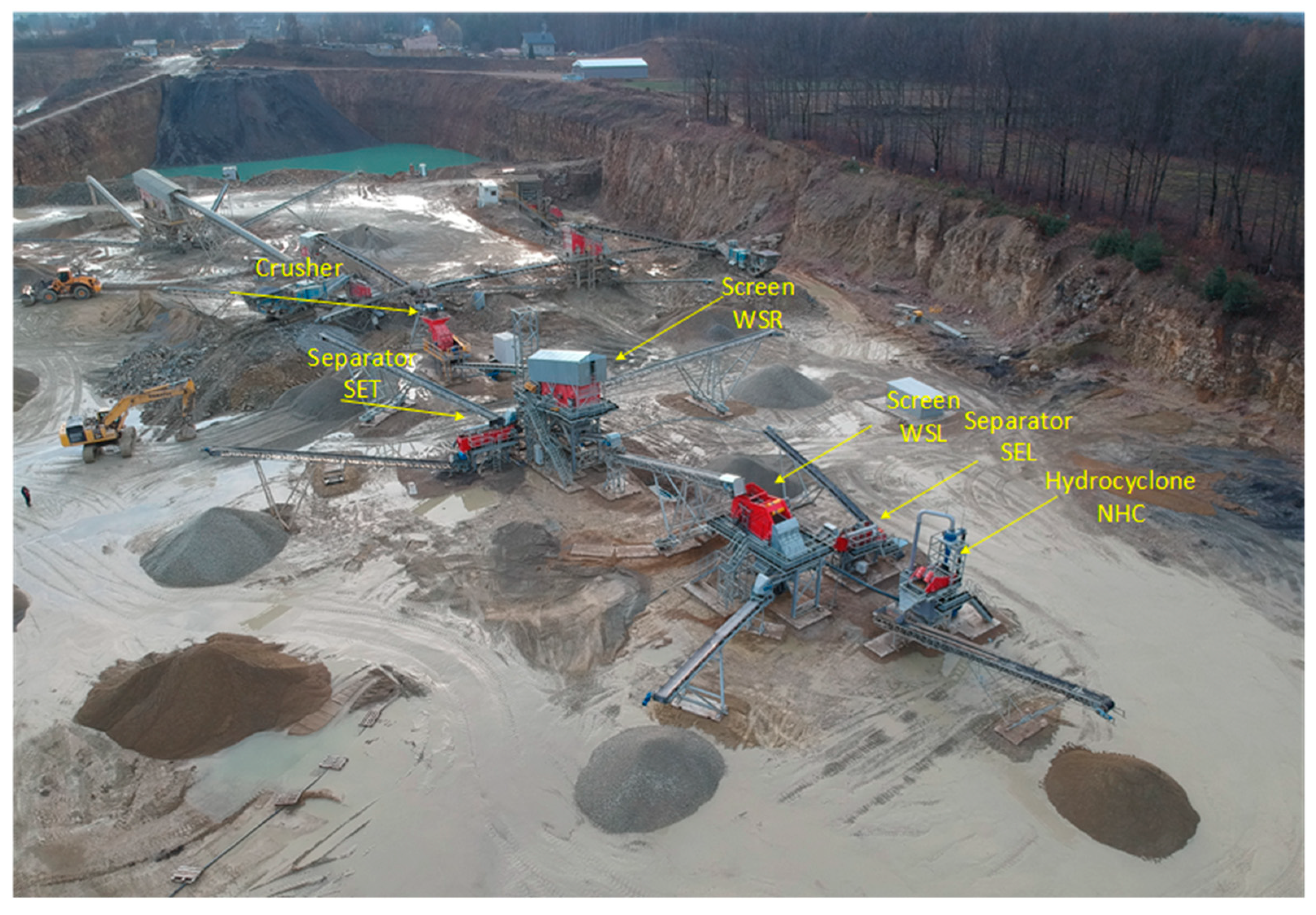
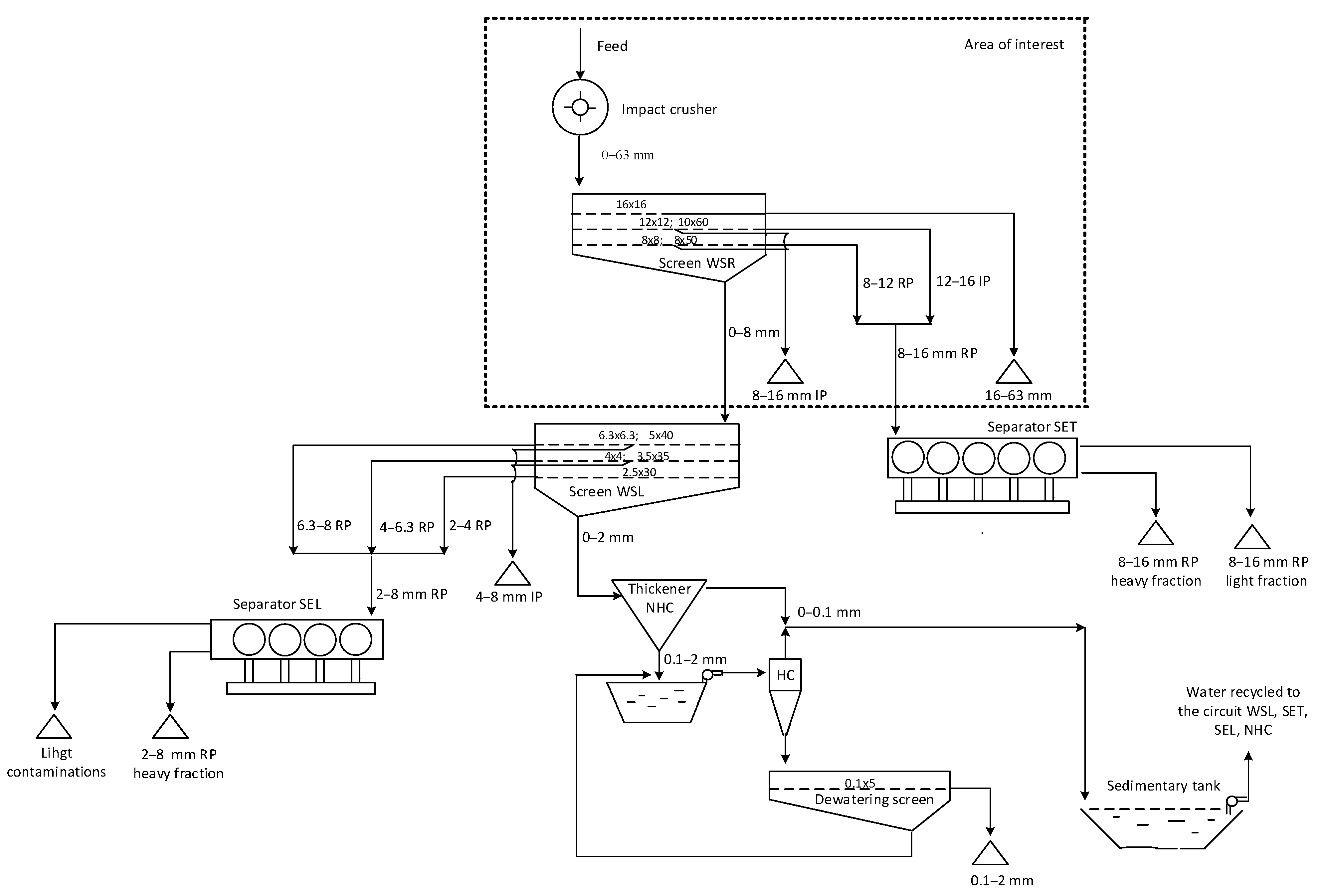
Full-Scale Prototype of an Innovative Technological Circuit
- Formator, which is an installation for the production of regular and irregular fractions consisting of: Impact crusher, three-deck rotary specialized vibrating screen (WSR), three-deck linear specialized vibrating screen (WSL), infrastructure (feeding and buffer cages, control and power supply, belt conveyors, chutes, pumps);
- Light contaminant separator (SEL);
- Separator of difficult-to-separate fractions (SET);
- Low pressure hydrocyclone (NHC).
2. Materials and Methods
2.1. Impact Crusher
2.2. Specialized Rotary Vibrating Screen (WSR)
3. Results and Discussion
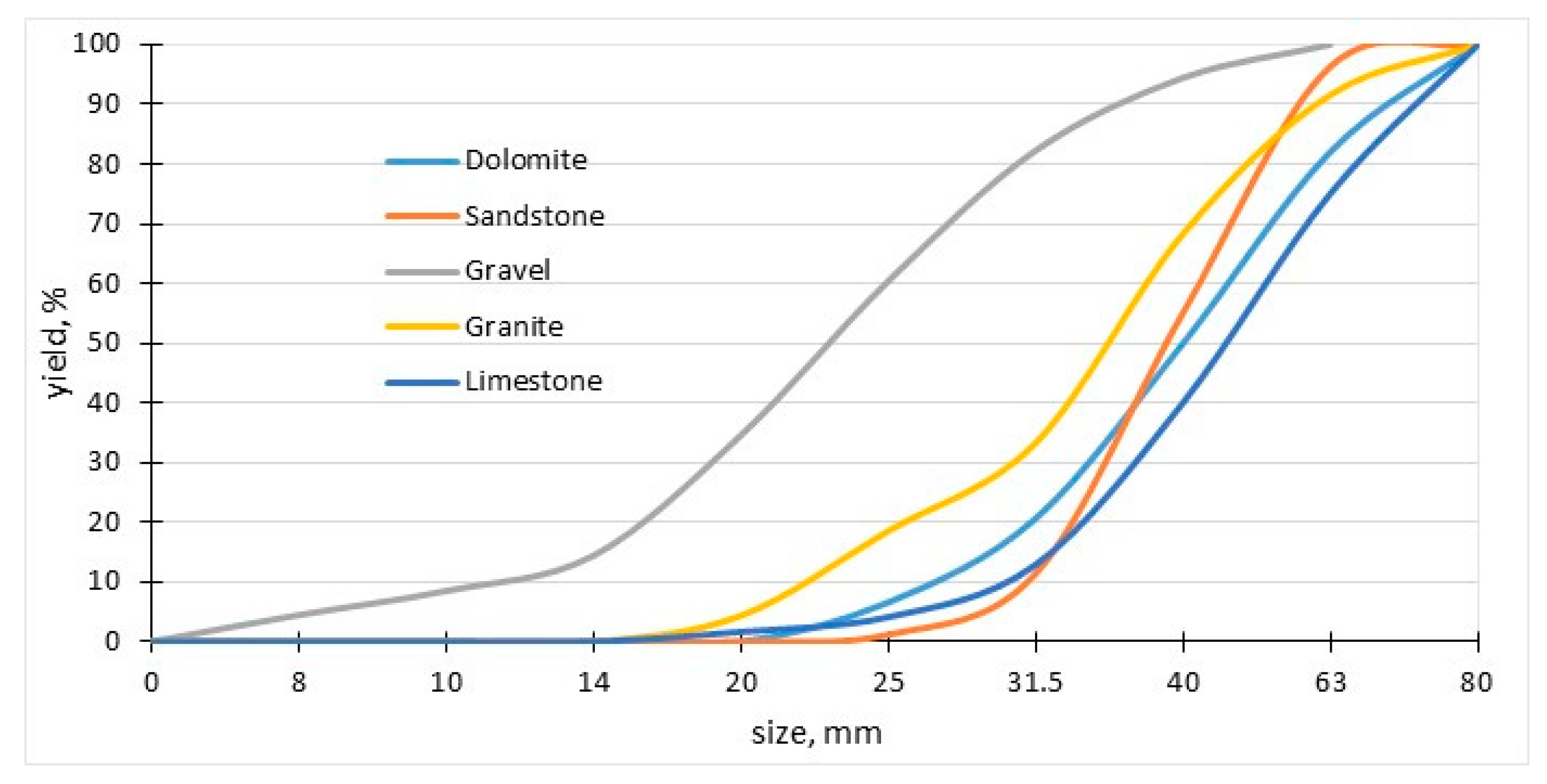
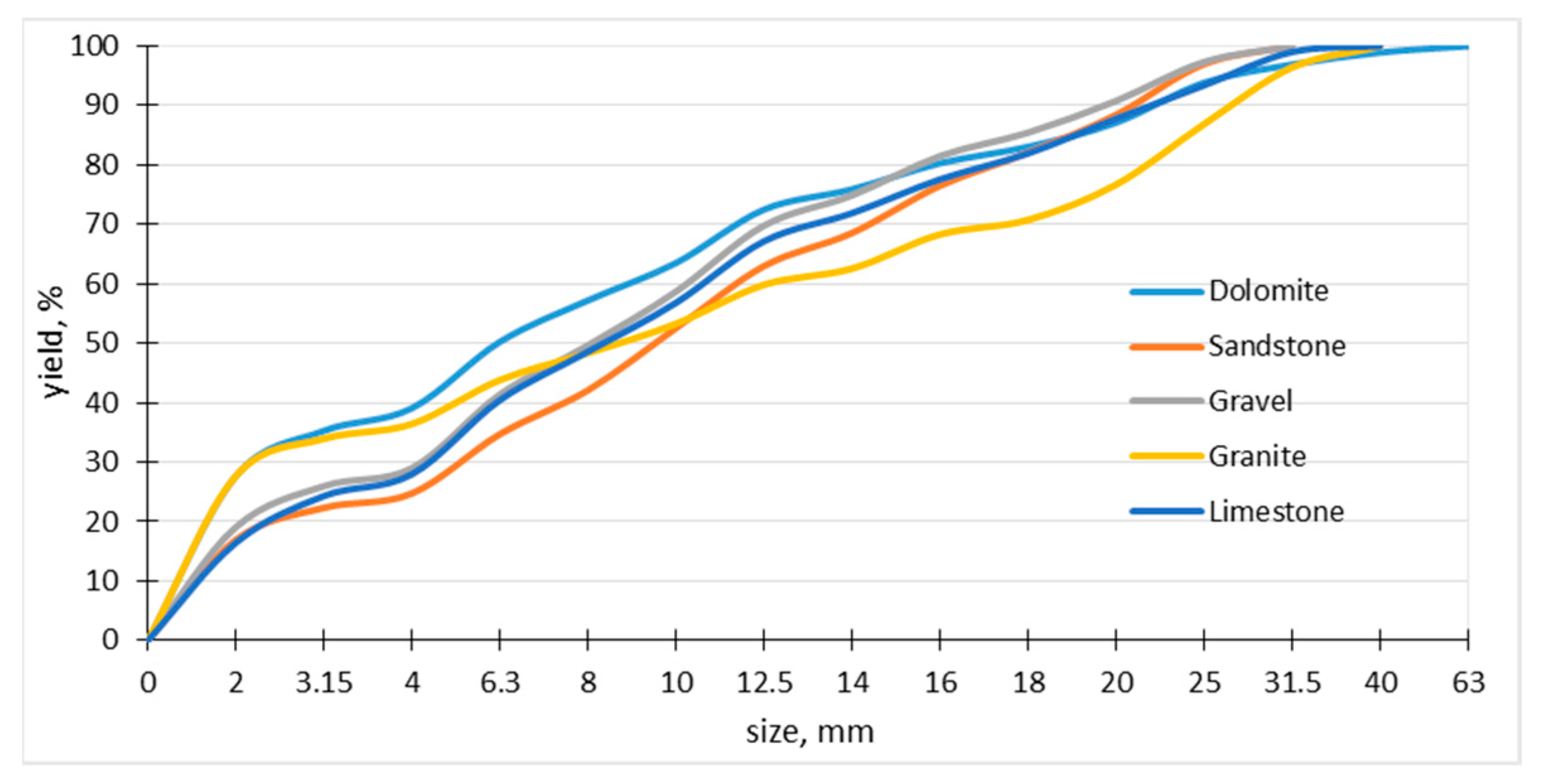
3.1. Tests on Different Types of Raw Materials
3.2. Optimization of Required Machine Parameters
- -
- Dynamic parameters of the screen deck;
- -
- Layer thickness of the screened material;
- -
- Type of screen deck;
- -
- Properties of the material (such as surface moisture, hardness and compaction, grain shape and range of grain size) to be screened.
4. Conclusions
- The installation produced at the Dolomite Mine in Imielin has innovative solutions in terms of products and processes, in accordance with the Oslo handbook [38]. It is a novelty that has not been used to date in the world due to its unique features and functionality as compared with the solutions available on the domestic (Polish) and foreign markets.
- By adjusting the appropriate dimensions of the screen (or screen decks), the capacity of the technological crushing and screening system can be increased by at least 30%. The increase in capacity depends on the content of regular grains, which can be taken out of the system as a final product, since there is no need to further crush them in other crushers.
- Tests conducted on the crushing and production of molded aggregates in the innovative WSR screen have shown that aggregates produced from five different rock materials have very low FI flakiness indexes.
- The final products are the upper-screen products of the 8–16 mm RP deposits, on which the regular grains remain. All of these products have flakiness indexes of less than 1.5% (Table 6), this indicates that the content of regular grains in these products exceeds 98%.
- The assumption for the construction of this system was the possibility of producing aggregates with a content of non-formed grains below 3%. The lowest contents were obtained for granite (0.2%), limestone (0.3%), and sandstone (0.5%). The highest value of 1.3% was obtained for gravel.
- It should be highlighted that the obtained low values of irregular grains practically do not occur in any mineral processing plants, thus they can be considered as innovative high-cubic aggregates.
5. Patents
Author Contributions
Funding

Data Availability Statement
Conflicts of Interest
References
- Meddah, M.S.; Zitouni, S.; Belâabes, S. Effect of content and particle size distribution of coarse aggregate on the compressive strength of concrete. Constr. Build. Mater. 2010, 24, 505–512. [Google Scholar] [CrossRef]
- Miskovsky, K.; Duarte, M.T.; Kou, S.Q.; Lindqvist, P.A. Influence of the mineralogical composition and textural properties on the quality of coarse aggregates. J. Mater. Eng. Perform. 2004, 13, 144–150. [Google Scholar] [CrossRef]
- Gawenda, T.; Saramak, D.; Tumidajski, T. Regression models of rock materials crushing in jaw crushers. 7th National Polish Scientific Conference on Complex and Detailed Problems of Environmental Engineering. Zesz. Nauk. Wydz. Budownictwai I Inz. Srodowiska 2005, 22, 659–670. [Google Scholar]
- Adessina, A.; Fraj, A.B.; Barthélémy, J.-F.; Chateau, C.; Garnier, D. Experimental and micromechanical investigation on the mechanical and durability properties of recycled aggregates concrete. Cem. Concr. Res. 2019, 126, 105900. [Google Scholar] [CrossRef]
- Piasta, W.; Budzyński, W.; Góra, J. Wpływ rodzaju kruszywa grubego na odkształcalność betonów zwykłych. Przegląd Bud. 2012, 7–8, 35–38. [Google Scholar]
- Ostrowski, K.; Sadowski, Ł.; Stefaniuk, D.; Wałach, D.; Gawenda, T.; Oleksik, K.; Usydus, I. The effect of the morphology of coarse aggregate on the properties of self-compacting high-performance fibre-reinforced concreto. Materials 2018, 11, 1372. [Google Scholar] [CrossRef] [Green Version]
- Barreto Santos, M.; De Brito, J.; Santos Silva, A. A Review on Alkali-Silica Reaction Evolution in Recycled Aggregate Concrete. Materials 2020, 13, 2625. [Google Scholar] [CrossRef] [PubMed]
- Molugaram, K.; Shanker, J.S.; Ramesh, A. A study on influence of shape of aggregate on strength and quality of concrete for buildings and pavements. Adv. Mater. Res. 2014, 941–944, 776–779. [Google Scholar] [CrossRef]
- Ganapati Naidu, P.; Adiseshu, S. Influence of coarse aggregate shape factors on bituminous mixtures. Int. J. Eng. Res. Appl. 2011, 1, 2013–2024. [Google Scholar]
- Akçaoğlu, T. Determining aggregate size & shape effect on concrete microcracking under compression by means of a degree of reversibility method. Constr. Build. Mater. 2017, 143, 376–386. [Google Scholar] [CrossRef]
- Adams, M.P.; Ideker, J.H. Influence of aggregate type on conversion and strength in calcium aluminate cement concrete. Cem. Concr. Res. 2017, 100, 284–296. [Google Scholar] [CrossRef]
- Stempkowska, A.; Gawenda, T.; Naziemiec, Z.; Adam Ostrowski, K.; Saramak, D.; Surowiak, A. Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials 2020, 13, 4358. [Google Scholar] [CrossRef] [PubMed]
- Eloranta, J. Sposoby wpływania na jakość kruszyw. Prezentacja badań firmy Metso Minerals na nośniku CD. In Proceedings of the 2006 VI Konferencja, „Kruszywa Mineralne—Surowce—Rynek—Technologie—Jakość”, Szklarska Poręba, Poland, 26–28 April 2006; OWPW: Wrocław, Poland, 2006. [Google Scholar]
- Gawenda, T. Production Methods for Regular Aggregates and Innovative Developments in Poland. Minerals 2021, 11, 1429. [Google Scholar] [CrossRef]
- Naziemiec, Z.; Gawenda, T. Ocena efektów rozdrabniania surowców mineralnych w różnych urządzeniach kruszących. In Proceedings of the VI Konferencja “Kruszywa Mineralne—surowce—rynek—technologie—jakość”, Szklarska Poręba, Poland, 26–28 April 2006; OWPW: Wrocław, Poland; pp. 83–94. [Google Scholar]
- Gawenda, T. Analiza i Zasady Doboru Kruszarek Oraz Układów Technologicznych w Produkcji Kruszyw Łamanych; Monografia, Wyd. AGH: Kraków, Poland, 2015. [Google Scholar]
- Naziemiec, Z.; Gawenda, T. Badanie procesu kruszenia zamkniętym obiegiem. In Proceedings of the VII Konferencja Kruszywa mineralne: Surowce—rynek—technologie jakość, Szklarska Poręba, Poland, 18–20 April 2007; OWPW: Wrocław, Poland; pp. 107–116. [Google Scholar]
- Nowak, A.; Gawenda, T. Analiza porównawcza kruszarek w wielostadialnych układach rozdrabniania skał bazaltowych. Górnictwo I Geoinżynieria 2006, 3, 267–278. [Google Scholar]
- Rocco, C.; Elices, M. Effect of aggregate shape on the mechanical properties of a simple concrete. Eng. Fract. Mech. 2009, 76, 286–298. [Google Scholar] [CrossRef]
- Mora, C.F.; Kwan, A.K.H. Sphericity, shape factor and convexity measurement of coarse aggregate for concerete using Digital image processing. Cem. Concr. Res. 2000, 30, 351–358. [Google Scholar] [CrossRef]
- Strzałkowski, P.; Duchnowska, M.; Kaźmierczak, U.; Bakalarz, A.; Wolny, M.; Karwowski, P.; Stępień, T. Evaluation of the Structure and Geometric Properties of Crushed Igneous Rock Aggregates. Materials 2021, 14, 7202. [Google Scholar] [CrossRef]
- Ostrowski, K. The influence of coarse aggregate shape on the properties of high-performance, self-compacting concrete. Tech. Trans. Civ. Eng. 2017, 5, 25–33. [Google Scholar] [CrossRef] [Green Version]
- Gawenda, T.; Saramak, D.; Stempkowska, A.; Naziemiec, Z. Assessment of Selected Characteristics of Enrichment Products for Regular and Irregular Aggregates Beneficiation in Pulsating Jig. Minerals 2021, 11, 777. [Google Scholar] [CrossRef]
- Gawenda, T. Wibracyjny przesiewacz wielopokładowy, AGH w Krakowie. Patent No. PL 231748 B1, 12 June 2018. [Google Scholar]
- Gawenda, T. Układ Urządzeń do Produkcji Kruszyw Foremnych. Patent No. PL233689B1, 7 August 2019. [Google Scholar]
- Gawenda, T.; Saramak, D.; Naziemiec, Z. Układ Urządzeń do Produkcji Kruszyw oraz Sposób Produkcji Kruszyw. Patent No. PL233318B1, 7 June 2019. [Google Scholar]
- Gawenda, T. Wpływ rozdrabniania surowców skalnych w różnych kruszarkach i stadiach kruszenia na jakość kruszyw mineralnych, Gospodarka Surowcami Mineralnymi Polska Akademia Nauk. Kom. Gospod. Surowcami Miner. 2013, 29, 53–65. [Google Scholar] [CrossRef]
- Naziemiec, Z. Przeróbka i Badania Kruszyw Mineralnych; Monografia nr 356, Wyd. AGH: Kraków, Poland, 2019. [Google Scholar]
- Janardhana Reddy, K.R.; Das, A. Shape characterisation of aggregates in three dimension. Eur. J. Environ. Civil Eng. 2022, 26, 345–359. [Google Scholar] [CrossRef]
- Kusumawardani, D.M.; Wong, Y.D. The influence of aggregate shape properties on aggregate packing in porous asphalt mixture (PAM). Constr. Build. Mater. 2020, 255, 119379. [Google Scholar] [CrossRef]
- Kusumawardani, D.M.; Wong, Y.D. Effect of Aggregate Shape Properties on Performance of Porous Asphalt Mixture. J. Mater. Civil Eng. 2021, 33, 8. [Google Scholar] [CrossRef]
- PN-EN 933-4:2008; Badania Geometrycznych Właściwości Kruszyw—Część 4: Oznaczanie Kształtu Ziaren—Wskaźnik Kształtu. Polski Komitet Normalizacyjny: Warszawa, Poland, 2008.
- PN-EN 933-3:2012; Badania Geometrycznych Właściwości Kruszyw—Część 3: Oznaczanie Kształtu Ziaren za Pomocą Wskaźnika Płaskości. Polski Komitet Normalizacyjny: Warszawa, Poland, 2012.
- Tumidajski, T.; Naziemiec, Z. Wpływ warunków procesu kruszenia na kształt ziaren kruszyw mineralnych. In Proceedings of the IV Konferencja „Kruszywa Mineralne—Surowce—Rynek—Technologie—jakość”, Szklarska Poręba, Wyd, Wrocław, Poland, 14–16 April 2004. [Google Scholar]
- Banaszewski, T. Przesiewacze; Wydawnictwo Sląsk: Katowice, Poland, 1990. [Google Scholar]
- Wodziński, P. Przesiewanie i Przesiewacze; Wydawnictwo Politechniki Łódzkiej: Łódź, Poland, 1997. [Google Scholar]
- Feliks, J.; Tomach, P.; Foszcz, D.; Gawenda, T.; Olejnik, T. Research on the New Drive of a Laboratory Screen with Rectilinear Vibrations in Transient States. Energies 2021, 14, 8444. [Google Scholar] [CrossRef]
- Ministerstwo Nauki i Szkolnictwa Wyższego, Departament Strategii i Rozwoju Nauki. Podręcznik Oslo. Zasady Gromadzenia i Interpretacji Danych Dotyczących Innowacji, 3rd ed.; Organizacja Współpracy Gospodarczej i Rozwoju Urząd Statystyczny Wspólnot Europejskich: Warszawa, Poland, 2006. (In Polish) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Innovative Screen Machine | Typical Screen Machine |
|---|---|
| Possibility of separation of regular aggregates with a low content of irregular grains <3%. | Lack of possibility of separation of regular aggregates. To achieve this effect, it would be necessary to build two screens sited one behind the other and connected by chutes or conveyor belts, which generates investment costs and the need for land area for development (Gawenda T. 2019: Equipment layout for production of molded aggregates Patent No. PL233689 B1, AGH in Krakow). The first screen separates narrow grain classes and the second screen on slot screens separates aggregates by shape. |
| The final (over-screen) products have a low content of sub-grain up to 2%. | Sub-grain content in products up to more than 10%. |
| The use of a screen in the crushing system eliminates one crushing stage in the production of cubic aggregates due to the screening of irregular grains, which can be re-grinded. | Need to divert all of the material to regrind to improve aggregate cubicity. |
| The need to sow narrow fractions to separate them into regular and irregular grains, which increases the number of beds, but then there is the possibility of separation of the narrow fractions, which stabilizes the uniform composition of the aggregate mix. | The fractions are not separated into regular and irregular grains, but to separate more narrow fractions the number of decks also needs to be increased. |
| Need for larger screening area (30% larger screen) or reduced capacity. | Higher efficiency. |
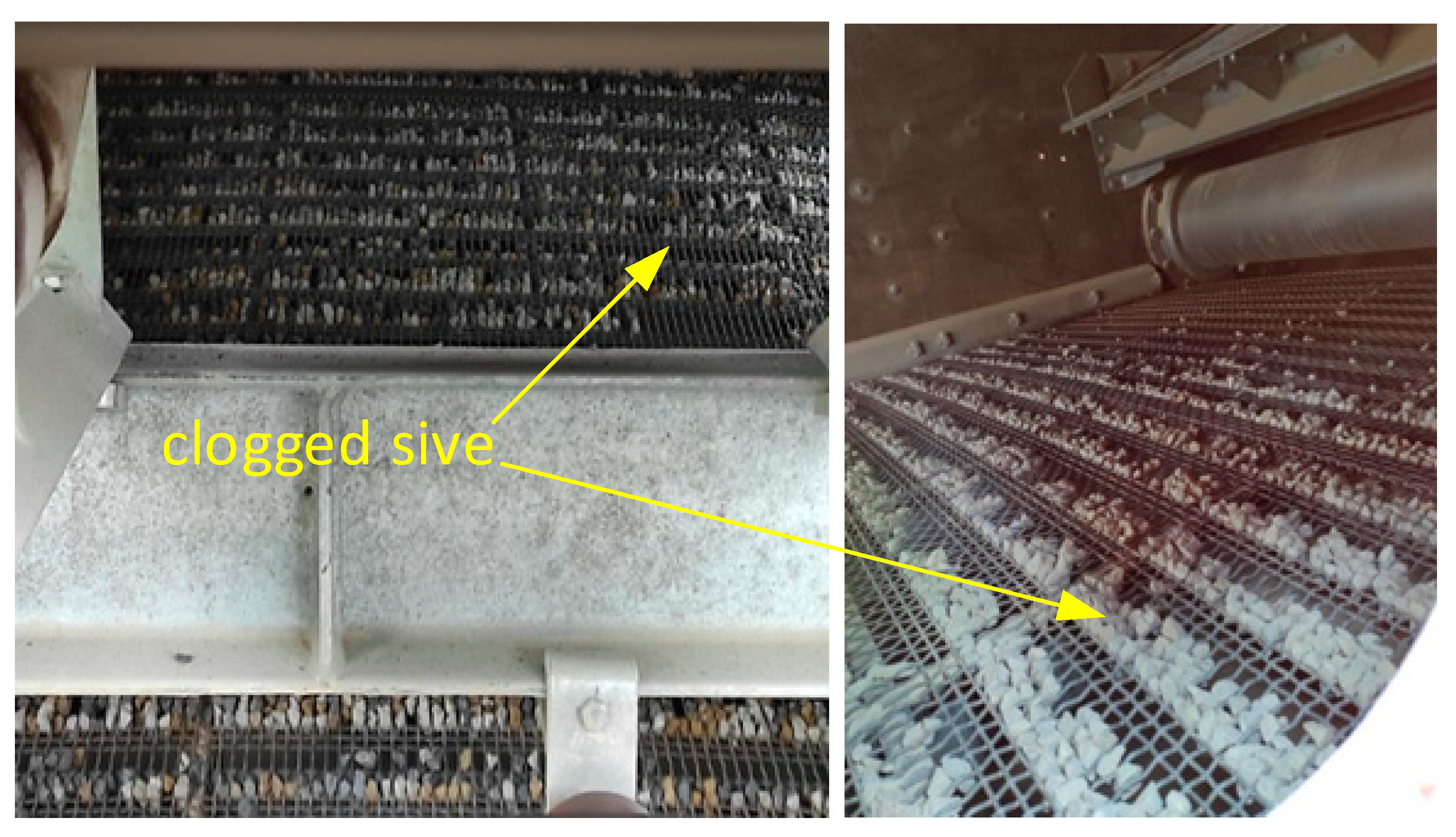
| Need to provide higher toss ratio (min. of 6 g) to eliminate clogging of the screen mesh. | Lower toss ratio. |
| Name | Unit | Value |
|---|---|---|
| Inlet Size | [mm] | 800 × 1170 |
| Rotor diameter | [mm] | 1110 |
| Rotor length | [mm] | 1150 |
| Capacity (maximum) | [t/h] | 450 |
| Feed grain size range | [mm] | 0–700 |
| Hard feed grain size | [mm] | 0–400 |
| Crusher weight | [kg] | 11,851 |
| Rotor weight | [kg] | 4136 |
| Crusher drive power (max.) | [kW] | 250 |
| Rotor Speed I | [rpm] | 529 |
| Rotor Speed II | [rpm] | 670 |
| Name | Unit | Value |
|---|---|---|
| Sieve dimensions | [mm] | 6000 × 2000 |
| Working frequency | [Hz] | 16.6 |
| Maximum stroke | [mm] | 9 |
| Angle of screen inclination | [°] | 15 |
| Drive power of screening unit | [kW] | 30 |
| Motor rotation | [rpm] | 980 |
| Maximum efficiency | [t/h] | 350 |
| Screen deck 1 | [mm] | half deck-16 × 16 mesh, half a deck-blank screen |
| Screen deck 2 | [mm] | half deck-12 × 12 mesh half deck-10 × (60) 75 gap |
| Screen deck 3 | [mm] | half a deck-8 × 8 mesh half deck-8 × (50) 60 gap |
| Raw Material | Feed Grain Size [mm] | Shape Index SI [%] | Comminution Degree | Crusher Throughput [t/h] | ||
|---|---|---|---|---|---|---|
| Feed | Crusher Product | S90 | S50 | |||
| dolomite | 20–80 | 17.8 | 14.9 | 2.8 | 6.7 | 80 |
| sandstone | 25–80 | 25.3 | 13.5 | 2.8 | 4.2 | 80 |
| gravel | 0–63 | 24.3 | 13.6 | 1.8 | 3.3 | 60 |
| granite | 14–80 | 20.0 | 15.7 | 2.2 | 3.9 | 100 |
| limestone | 14–80 | 18.6 | 13.7 | 3.4 | 6.0 | 100 |
| Crusher Product [mm] | Flakiness Index FI [%] | ||||
|---|---|---|---|---|---|
| Dolomite | Sandstone | Gravel | Granite | Limestone | |
| 2–8 | 24.0 | 25.0 | 15.3 | 17.0 | 18.9 |
| 8–16 | 9.8 | 9.7 | 10.8 | 10.3 | 11.1 |
| 2–16 | 17.8 | 16.2 | 13.0 | 13.7 | 15.2 |
| 2–31.5 | 14.9 | 13.5 | 13.6 | 15.7 | 13.7 |
| Product [mm] | Irregular Particles Content [%] | ||||
|---|---|---|---|---|---|
| Dolomite | Sandstone | Gravel | Granite | Limestone | |
| 8–16 RP upper-screen product | 1.0 | 0.5 | 1.3 | 0.2 | 0.3 |
| 8–16 RP upper-screen product with undersize grains (6.3–8) | 1.0 | 0.5 | 1.3 | 0.2 | 0.3 |
| 8–16 IP bottom-screen product | 10.3 | 16.1 | 17.4 | 9.1 | 11.8 |
| 8–16 IP bottom-screen product with undersize grains (6.3–8) | 9.8 | 15.2 | 16.5 | 8.2 | 12.2 |
| Product [mm] | Irregular Particles Content [%] | ||||
|---|---|---|---|---|---|
| Dolomite | Sandstone | Gravel | Granite | Limestone | |
| 8–16 RP innovative | 1.0 | 0.5 | 1.3 | 0.2 | 0.3 |
| 8–16 typical | 9.8 | 9.7 | 10.8 | 10.3 | 11.1 |
| Product [mm] | Mass Yield of RP and IP in Products [t/h] | ||||
|---|---|---|---|---|---|
| Dolomite | Sandstone | Gravel | Granite | Limestone | |
| 8–16 RP | 16.41 | 22.93 | 15.53 | 18.14 | 25.49 |
| 8–16 IP | 2.09 | 4.57 | 3.57 | 1.86 | 3.51 |
| 8–16 RP + IP | 18.5 | 27.5 | 19.1 | 20.0 | 29.0 |
| Radius of Vibration r, [mm] | Angular Velocity ω, [rad/s] | Angle of Inclination of the Sieve to the Horizontal, β [°] | Toss Index u2 |
|---|---|---|---|
| 4 | 102.6 | 15 | 4.4 |
| 5 | 102.6 | 15 | 5.5 |
| 6 | 102.6 | 15 | 6.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gawenda, T.; Stempkowska, A.; Saramak, D.; Foszcz, D.; Krawczykowska, A.; Surowiak, A. Assessment of Operational Effectiveness of Innovative Circuit for Production of Crushed Regular Aggregates in Particle Size Fraction 8–16 mm. Minerals 2022, 12, 634. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050634
Gawenda T, Stempkowska A, Saramak D, Foszcz D, Krawczykowska A, Surowiak A. Assessment of Operational Effectiveness of Innovative Circuit for Production of Crushed Regular Aggregates in Particle Size Fraction 8–16 mm. Minerals. 2022; 12(5):634. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050634
Chicago/Turabian StyleGawenda, Tomasz, Agata Stempkowska, Daniel Saramak, Dariusz Foszcz, Aldona Krawczykowska, and Agnieszka Surowiak. 2022. "Assessment of Operational Effectiveness of Innovative Circuit for Production of Crushed Regular Aggregates in Particle Size Fraction 8–16 mm" Minerals 12, no. 5: 634. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050634