
Using Process Mineralogy as a Tool to Investigate Blending Potential of the Pentlandite-Bearing Ores at the Nkomati Ni Mine in South Africa



Abstract
:1. Introduction
2. Technical Background
3. Sampling and Methodology
3.1. Sampling
3.2. Petrography
3.3. Automated Mineralogy
3.4. Milling
3.5. Flotation
4. Ore Sample Characterization
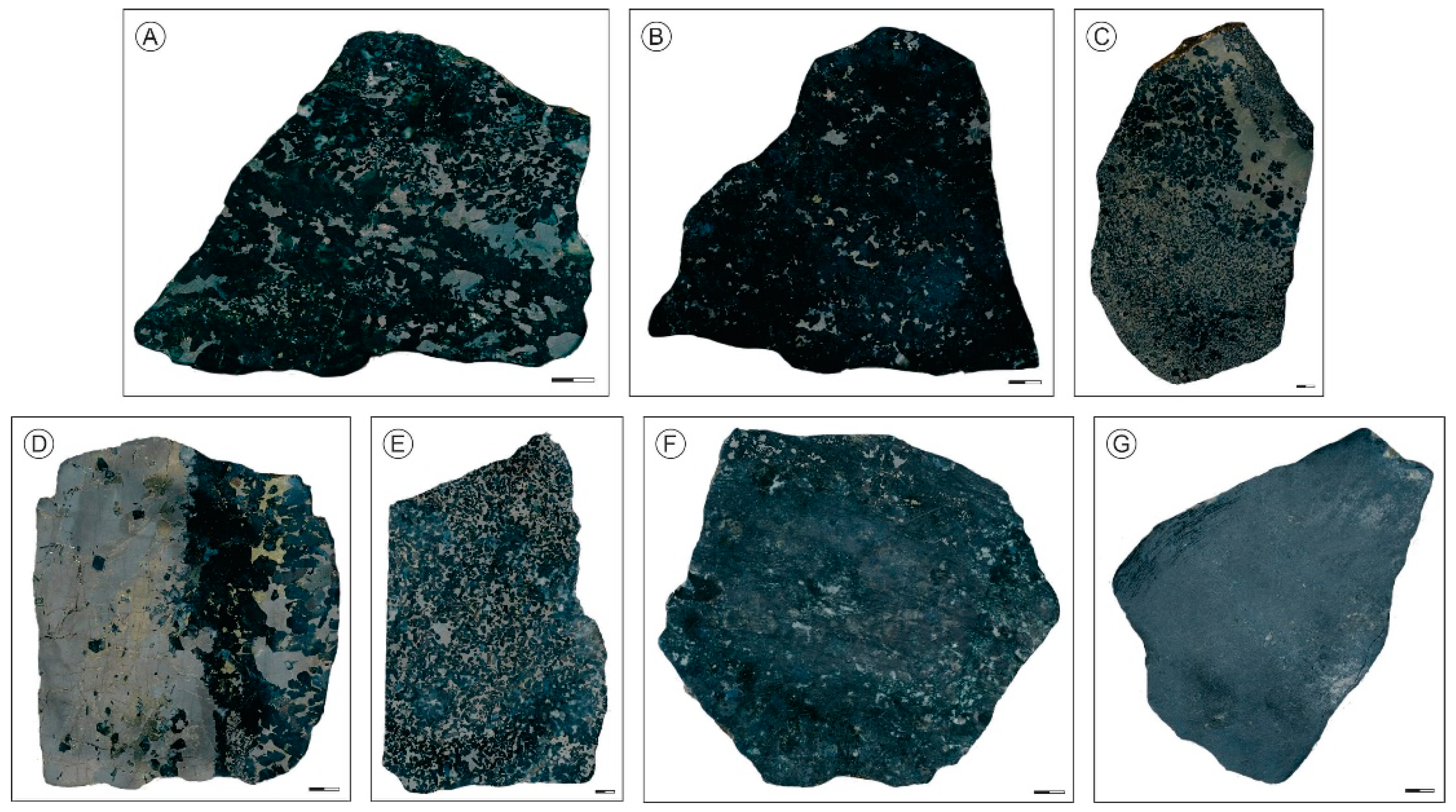
4.1. Macroscopic Description
4.2. Microscopic Description

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ore Type | Mineralogical and Petrographic Description |
|---|---|
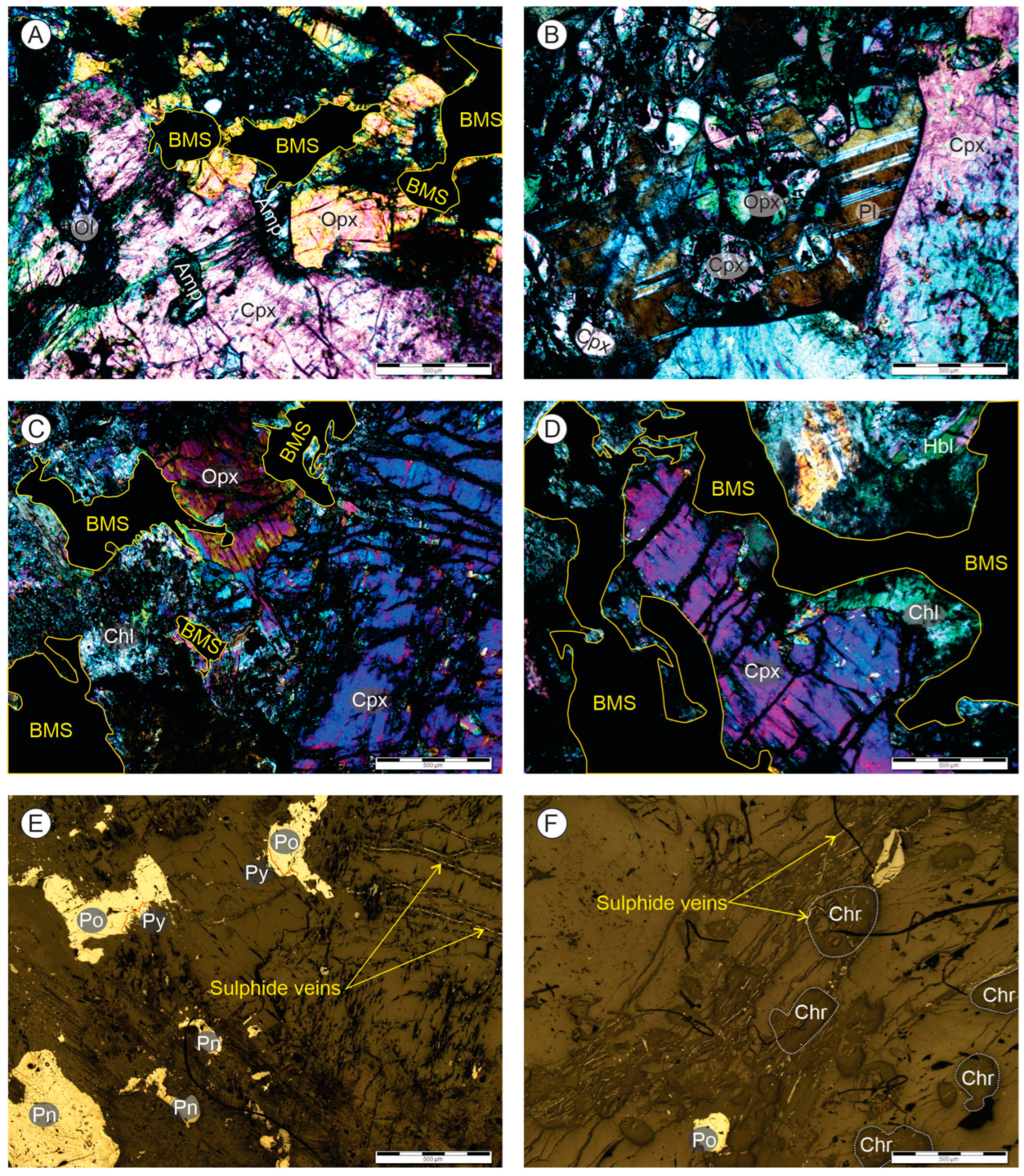
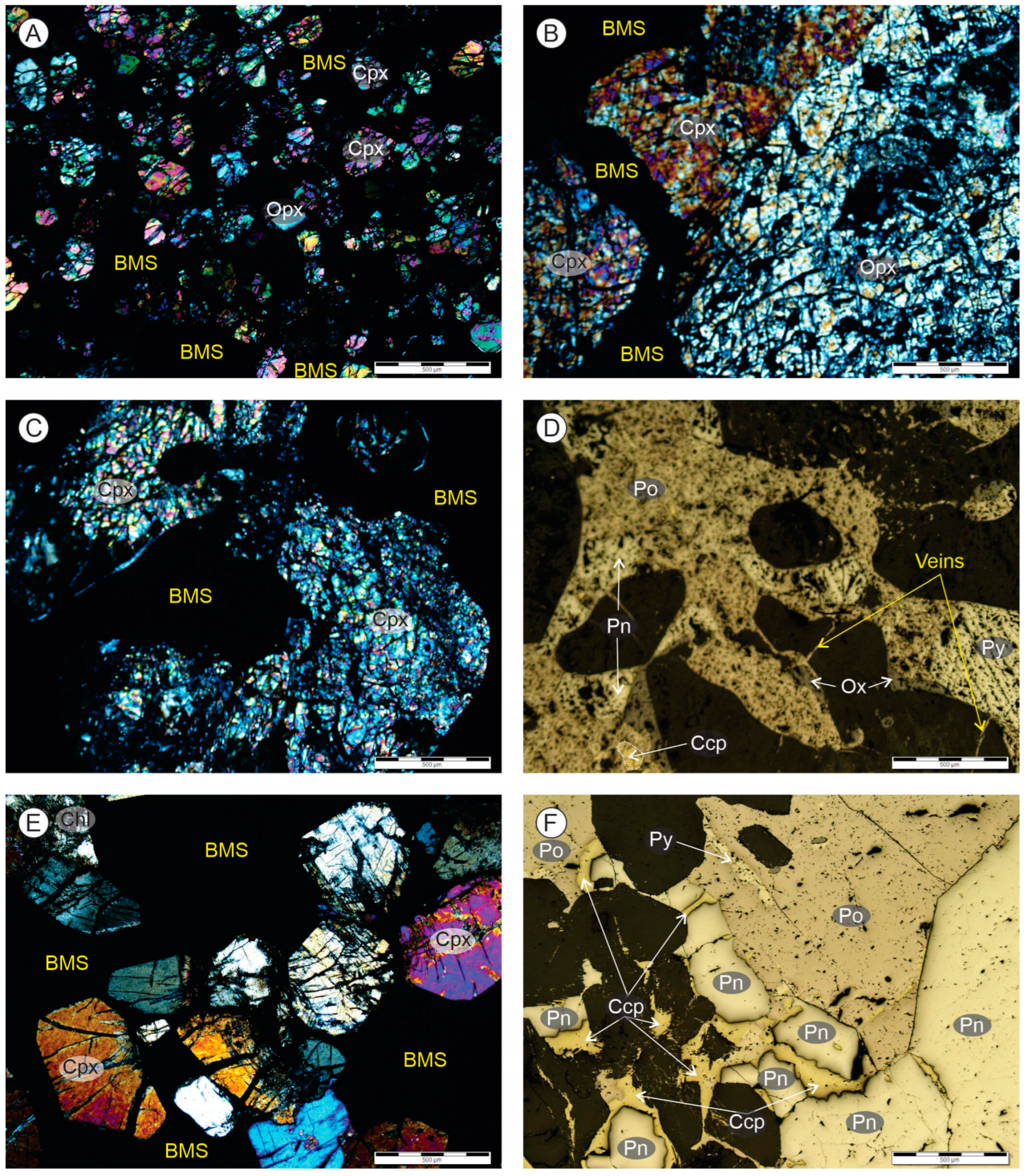
| High-grade bleb ore (Bleb_HG) | Coarse grains of orthopyroxenes, clinopyroxenes, medium-grained amphiboles, fine-grained chlorite, and large poikilitic plagioclase crystals enclose clinopyroxene, orthopyroxene, and chlorite (Figure 2A,B). The clinopyroxenes and orthopyroxenes are altered along grain boundaries to chlorite. Composite sulfide blebs comprise chalcopyrite, pentlandite, pyrrhotite, and pyrite, which are mainly located on silicate grain boundaries (Figure 2C). Disseminated fine-grained sulfides are seen. |
| Medium-grade bleb ore (Bleb_MG) | Medium grade ore consists of large crystals of orthopyroxene, clinopyroxene, and plagioclase; and medium to fine-grained crystals of Ca-amphibole, chlorite, and base metal sulfides (Figure 2B–E). Clinopyroxene and orthopyroxene have been altered around the rims to form a spongy texture, comprising mainly of chlorite. Some poikilitic orthopyroxene crystals enclose plagioclase (Pl) grains. SulfideSulfide blebs consist of chalcopyrite, pentlandite, pyrrhotite, and pyrite, and are located along silicate grain boundaries (Figure 2E,F). |
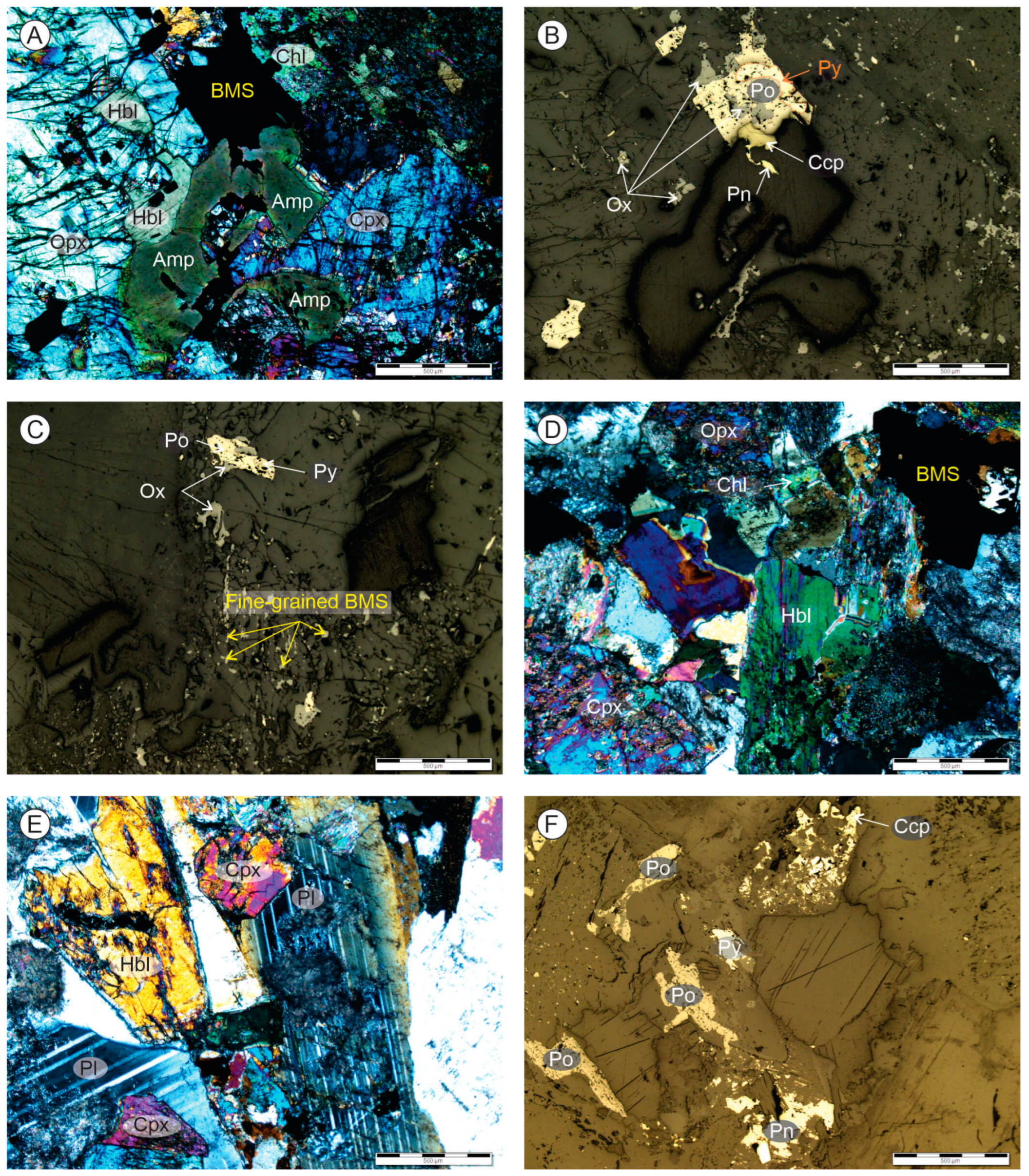
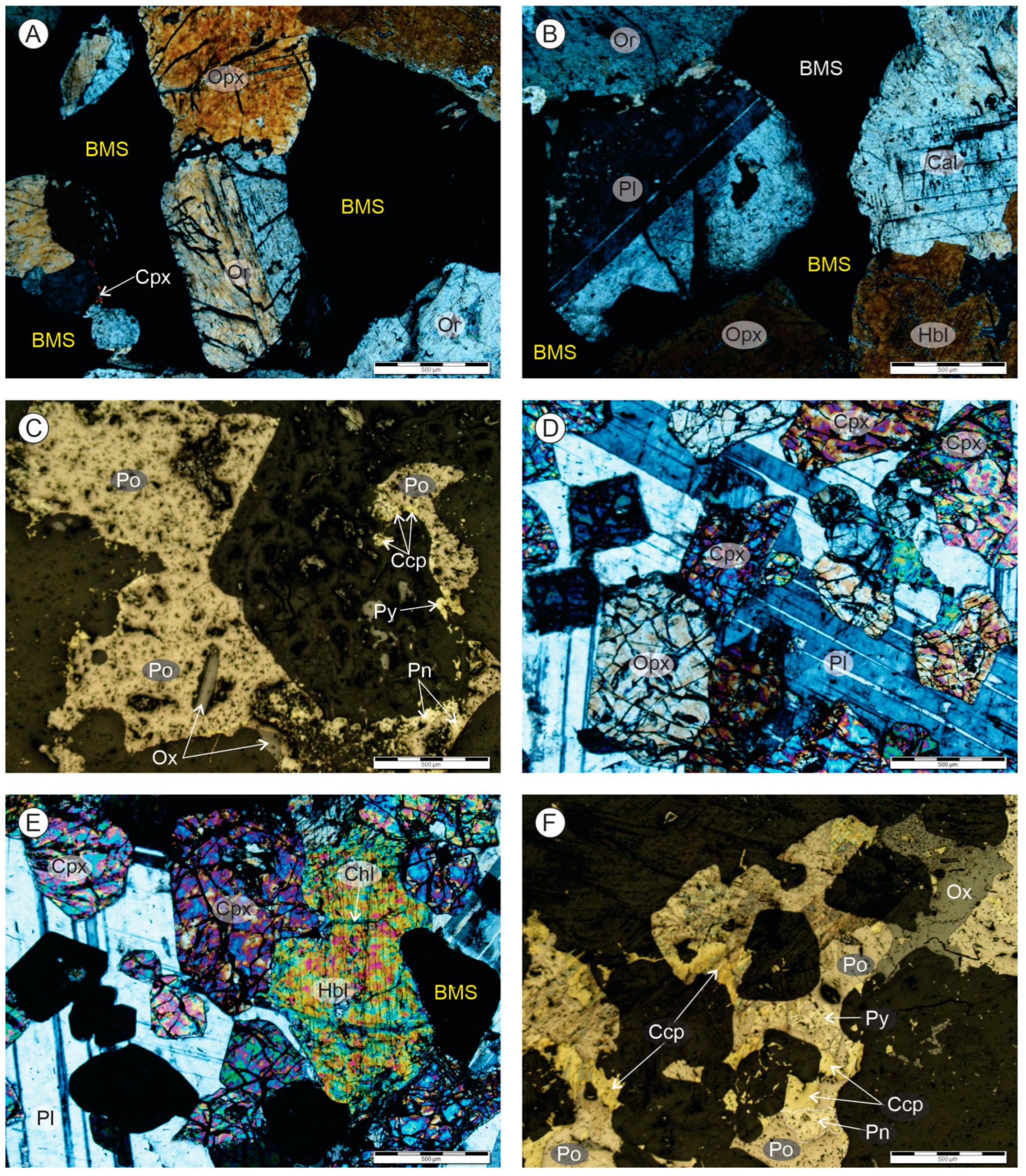
| High-grade disseminated ore (Dis_HG) | Consists of large crystals of orthopyroxene, clinopyroxene, and amphibole; and fine sulfides. Some of the orthopyroxene and clinopyroxene crystals are fractured, with fractures and grain edges altered to chlorite (Figure 3A,B). Composite sulfide grains comprises of chalcopyrite, pentlandite, pyrrhotite, and pyrite; and are mainly located along silicate grain boundaries (Figure 3C,D). |
| Medium-grade disseminated ore (Dis_MG) | Consists of fine to medium-grained clinopyroxene, orthopyroxene, and large grains of poikilitic plagioclase enclosing some of the clinopyroxene, hornblende, chlorite, and sulfide. Plagioclase is partially altered to a spongy feature in places, and clinopyroxene is altered along the margins to mainly chlorite (Figure 3E,F). |
| High-grade massive sulfide ore (MS_HG) | Consists of medium- to fine-grained clinopyroxene and orthopyroxene which have been partially altered to chlorite; with minor oxides present (Figure 4A). Sulfide veining is prevalent in the silicates. Large massive sulfide composites comprise of chalcopyrite, pentlandite, pyrrhotite, and pyrite (Figure 4B,C). |
| Medium-grade massive sulfide ore (MS_MG) | The ore contains fine-grained orthopyroxenes and clinopyroxenes which are altered, to form mainly chlorite (Figure 4D). Large composite massive sulfides comprise pentlandite, pyrrhotite, and pyrite (Figure 4F). Some of the silicate minerals are enclosed within the massive sulfides, and some of the sulfide minerals are located on silicate grain boundaries. |
| High-grade semi-massive ore (SMS_HG) | Comprises coarse-grained orthopyroxene and clinopyroxene enclosed within semi-massive sulfides. Orthopyroxene and clinopyroxene are fractured, and altered along the margins to chlorite (Figure 5A–C). Coarse-grained composite sulfides consist of chalcopyrite, pentlandite, pyrrhotite, and pyrite (Figure 5D,E). Some of the small sulfide grains are disseminated within the silicates, and some fill fractures in the silicate minerals to form veins. |
| Medium-grade semi-massive ore (SMS_MG) | The medium-grade semi-massive ore variant consists of medium-grained orthopyroxene, clinopyroxene and plagioclase; and fine-grained chlorite within the semi-massive sulfides. The large composite sulfide grains comprising chalcopyrite, pentlandite, pyrrhotite and pyrite encloses some of the silicate minerals (Figure 5F). |
| High-grade net-textured ore (Net_HG) | Consists of coarse to medium grained grains of orthoclase, orthopyroxene, clinopyroxene and hornblende along with secondary calcite. Silicate minerals are often enclosed within networks of sulfides (Figure 6A,B). The composite sulfides comprise chalcopyrite, pentlandite, pyrrhotite and pyrite, which form around silicate grain boundaries (Figure 6C). Oxides are also present enclosed within sulfides, while alteration of sulfide to metal oxides is also seen. |
| Medium-grade net-textured ore (Net_MG) | Consists of large poikilitic plagioclase crystals that enclose grains of orthopyroxene, clinopyroxene, hornblende, and probable secondary chlorite. Some of the sulfides occur as networks around silicate minerals (Figure 6D,E). Orthopyroxenes and clinopyroxene are often fractured, and the fractures and grain boundaries are altered to chlorite. The composite sulfide grains comprise chalcopyrite, pentlandite, pyrrhotite, and pyrite and some of the sulfides have been replaced by Fe-oxides along grain boundaries (Figure 6F). Finer-grained sulfides are disseminated throughout the silicate matrix. |





| Ore Type | Mineralogical and Petrographic Description |
|---|---|
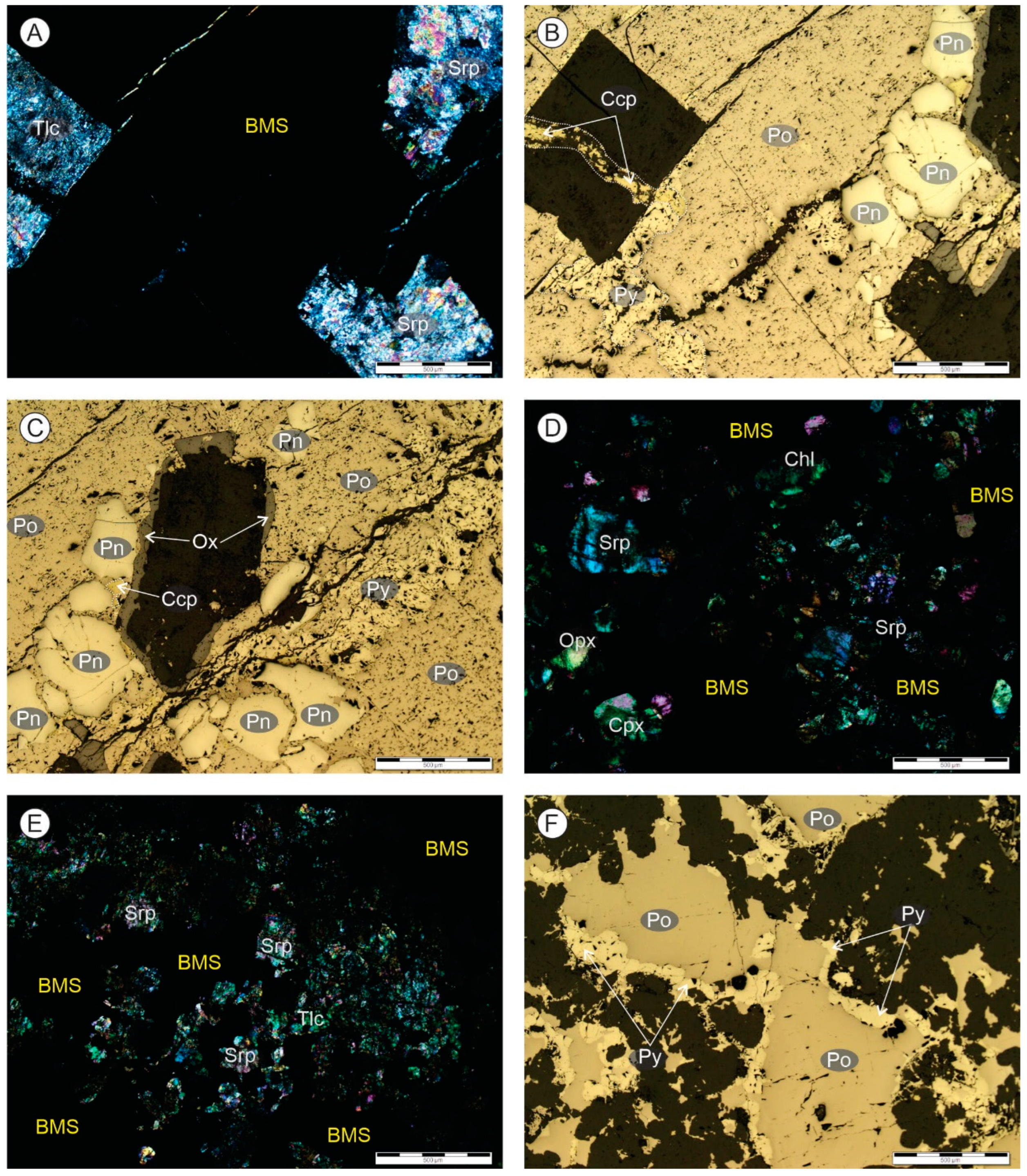
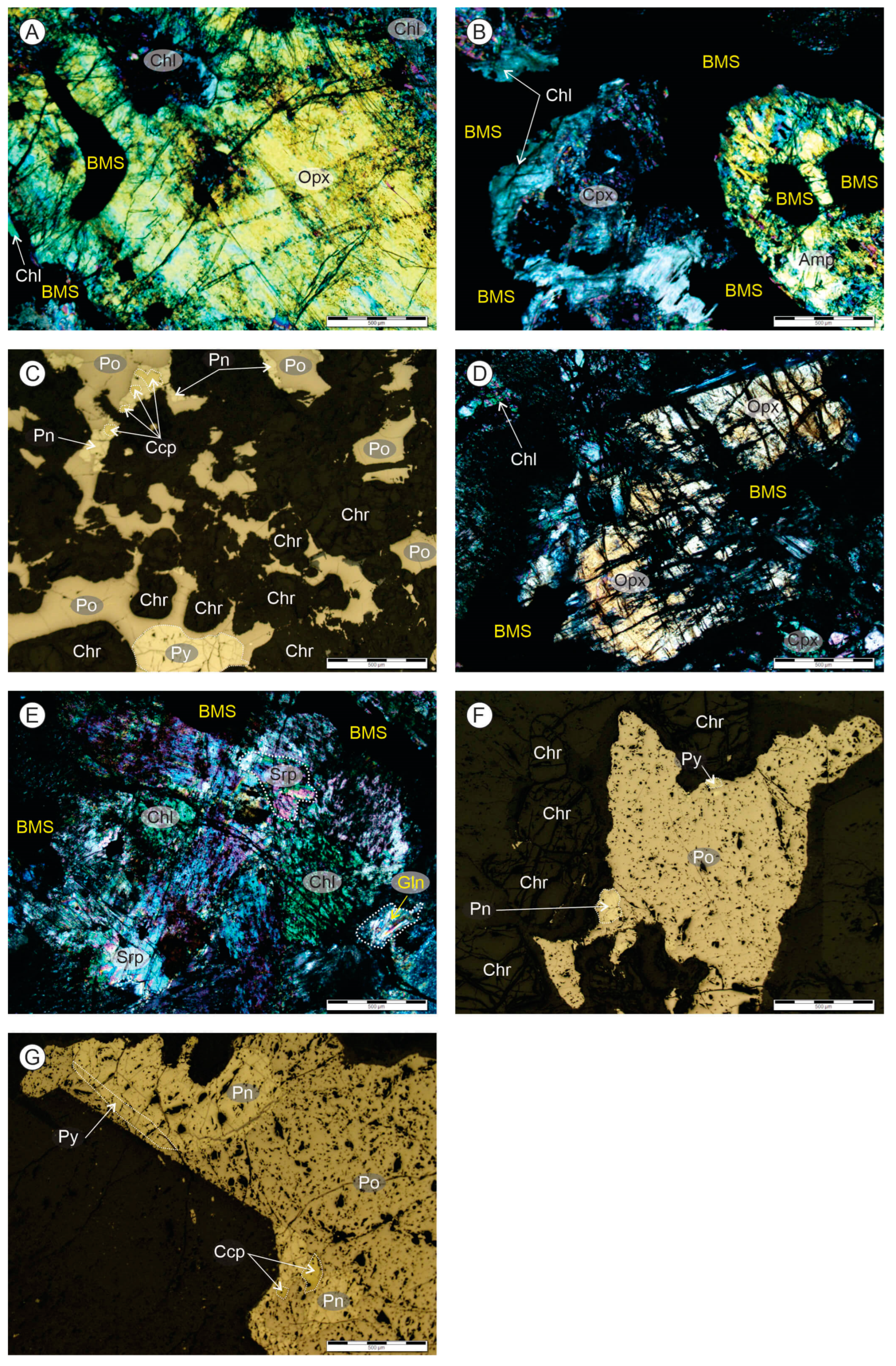
| Disseminated chromite-rich sulfide ore (PCMZ_MG&HG) | Consists of large poikilitic orthopyroxene crystals, which enclose some clinopyroxene and chlorite (Figure 7A,B,D,E). The pyroxenes are highly fractured and also altered on edges and within the fractures to form chlorite. The composite sulfides and chromite are disseminated within the silicate grain boundaries (Figure 7C,F,G). The composite sulfides consist of chalcopyrite, pentlandite, pyrrhotite, and pyrite. The chromite grains are also highly fractured, and some of the chromite cracks are filled with sulfides to form veins. |
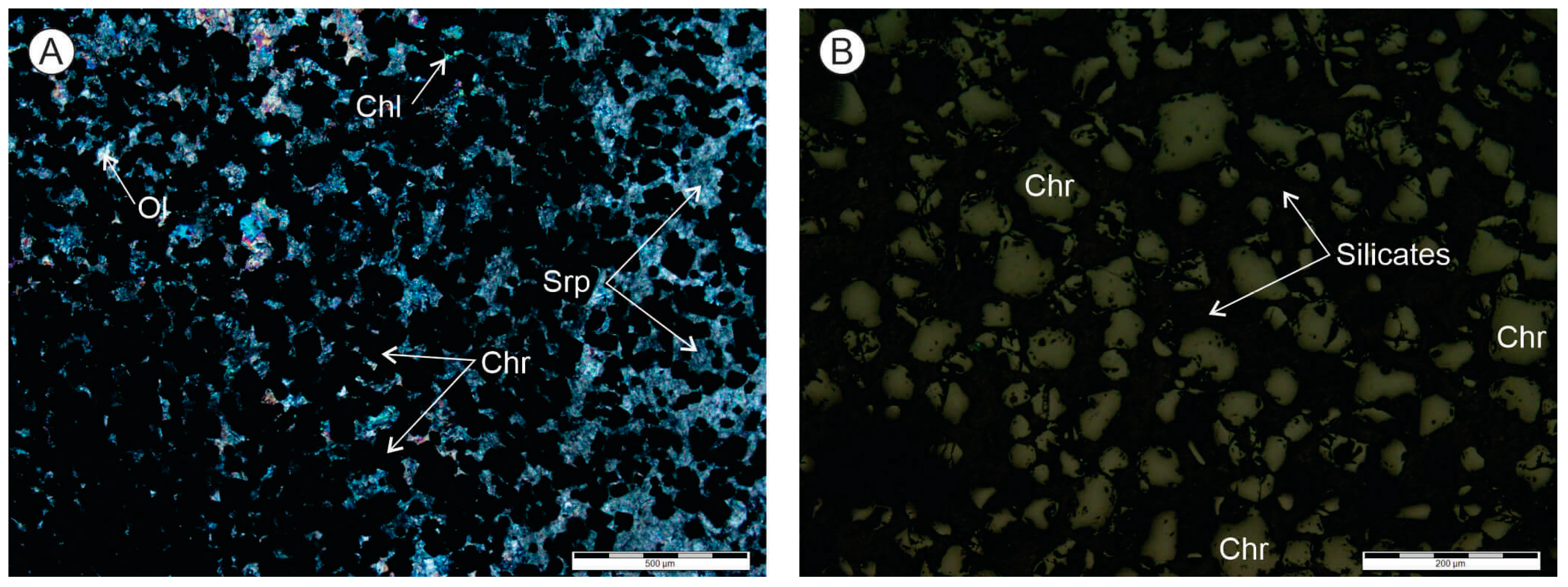
| Massive chromitite ore (MCHR) | Consists of mainly fine chromite, with angular and rounded grains. The chromite grains are located predominantly within a matrix of chlorite, which forms a network around the chromite grains (Figure 8A,B). Olivine and serpentine are also present in minor amounts. Some of the chromite grains are fractured (Figure 8B). Trace sulfide minerals are also observed. The disseminated sulfide ore contains coarser grains of silicate, sulfides, and chromite minerals (Figure 7) than the massive chromite ore (Figure 8). |


4.3. Quantitative Mineralogy
4.4. Sample Assay
4.5. Size Distribution of Pentlandite
5. Sample Milling and Flotation
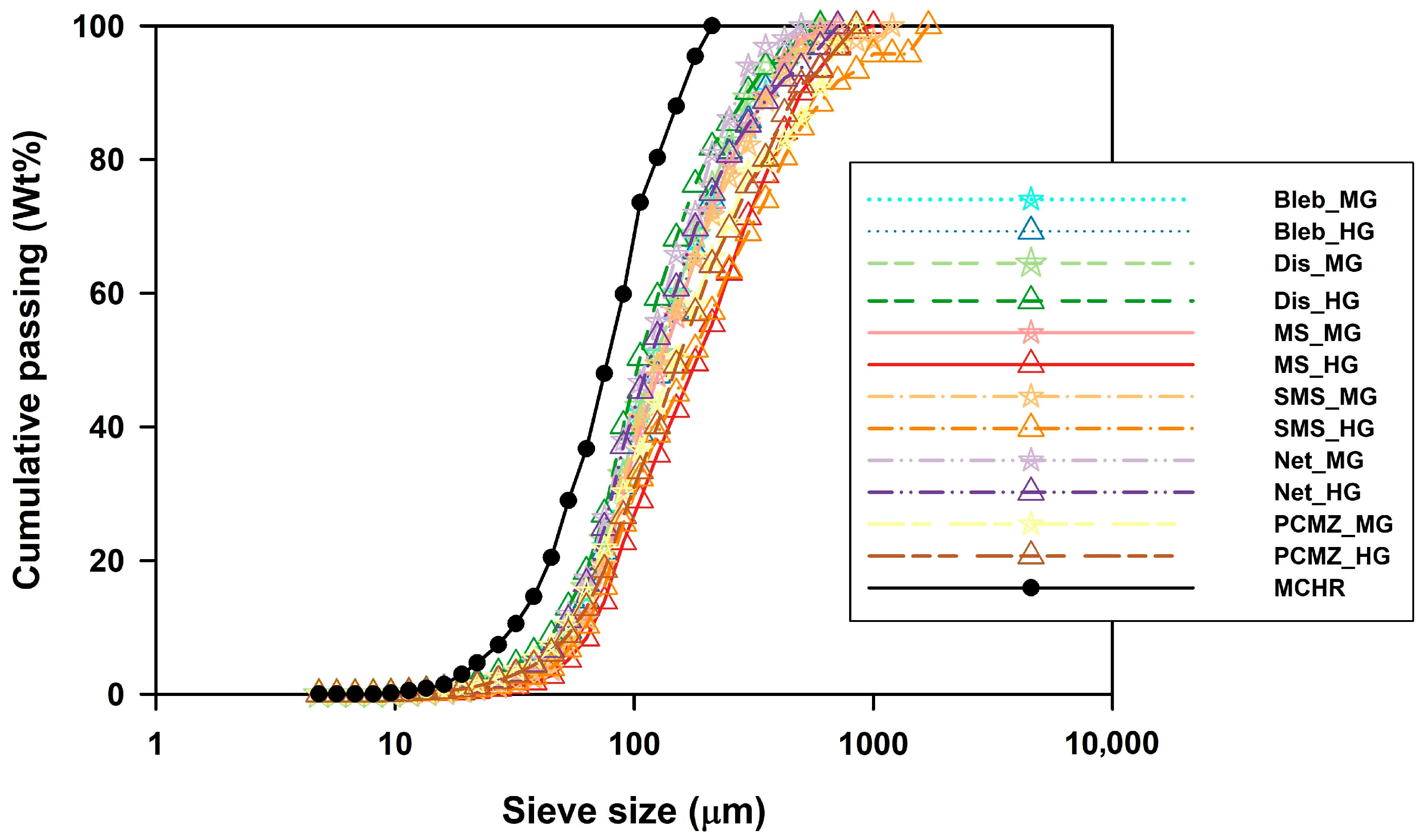
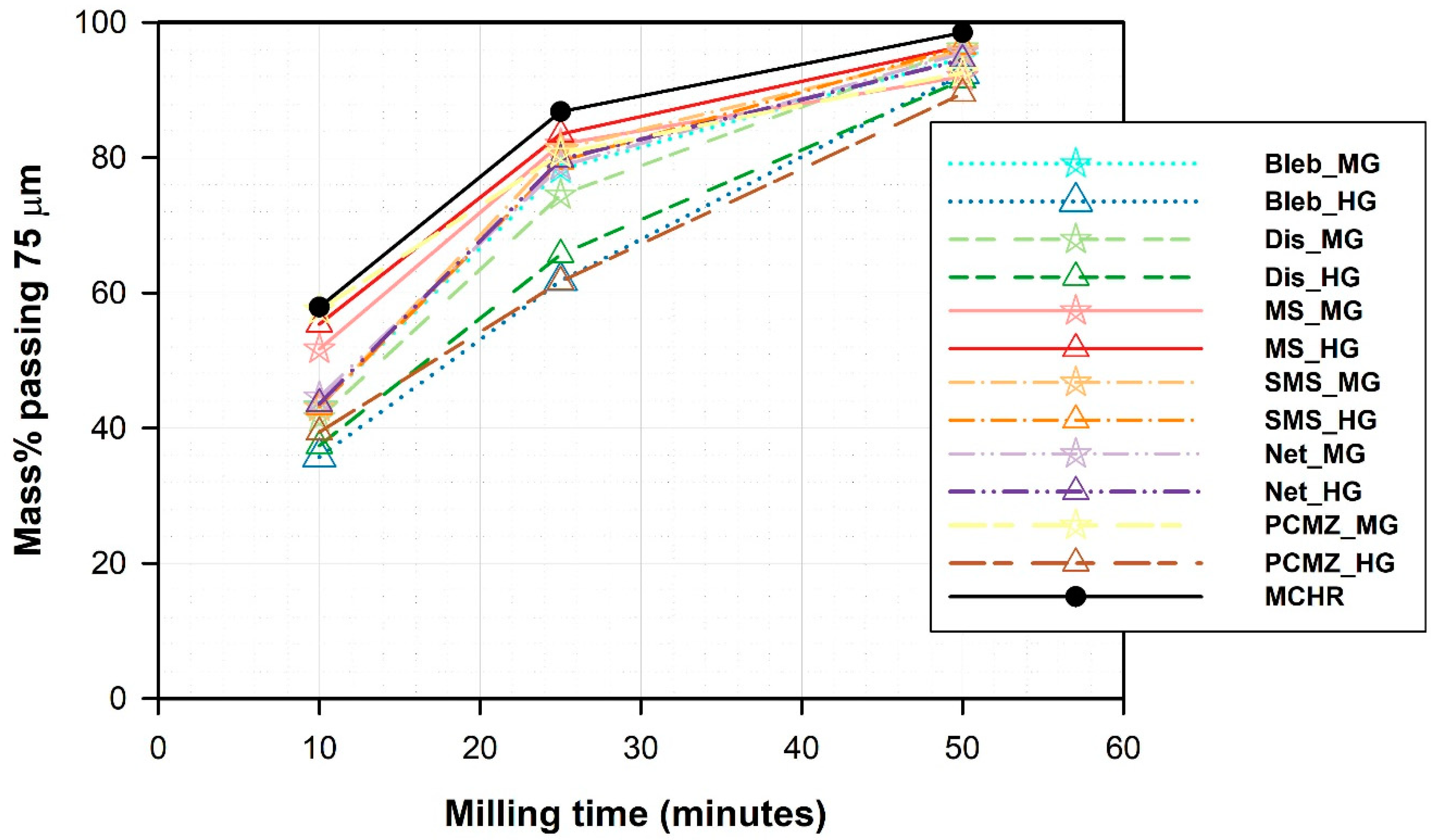
5.1. Milling Tests
5.2. Flotation Tests
6. Discussion
7. Conclusions
- (1)
- The modal abundances of orthopyroxene and sulfides; and the orthopyroxene and chromite in the ores of the MMZ and the PCMZ, respectively, and ore texture, have a direct influence on the milling time requirements and the amount of energy required to produce the required grinds passing 75 µm. Longer milling times are required for the ores with higher abundances of orthopyroxene and fewer sulfides for the ores from the MMZ, while longer milling times are also required for the ores of the PCMZ with higher abundances of orthopyroxene and less chromite. Ore blending prior to milling could limit the amount of orthopyroxene and increase the sulfides’ abundance, thereby reducing the milling times, and ultimately the energy consumption of the milling circuits;
- (2)
- The positive correlation of high mass pulls with high sulfides’ abundances indicate that such elevated abundances are necessary for the flotation-based recovery of Ni. Orthopyroxene, though known to be readily floatable, appears to contribute little to the observed mass pulls;
- (3)
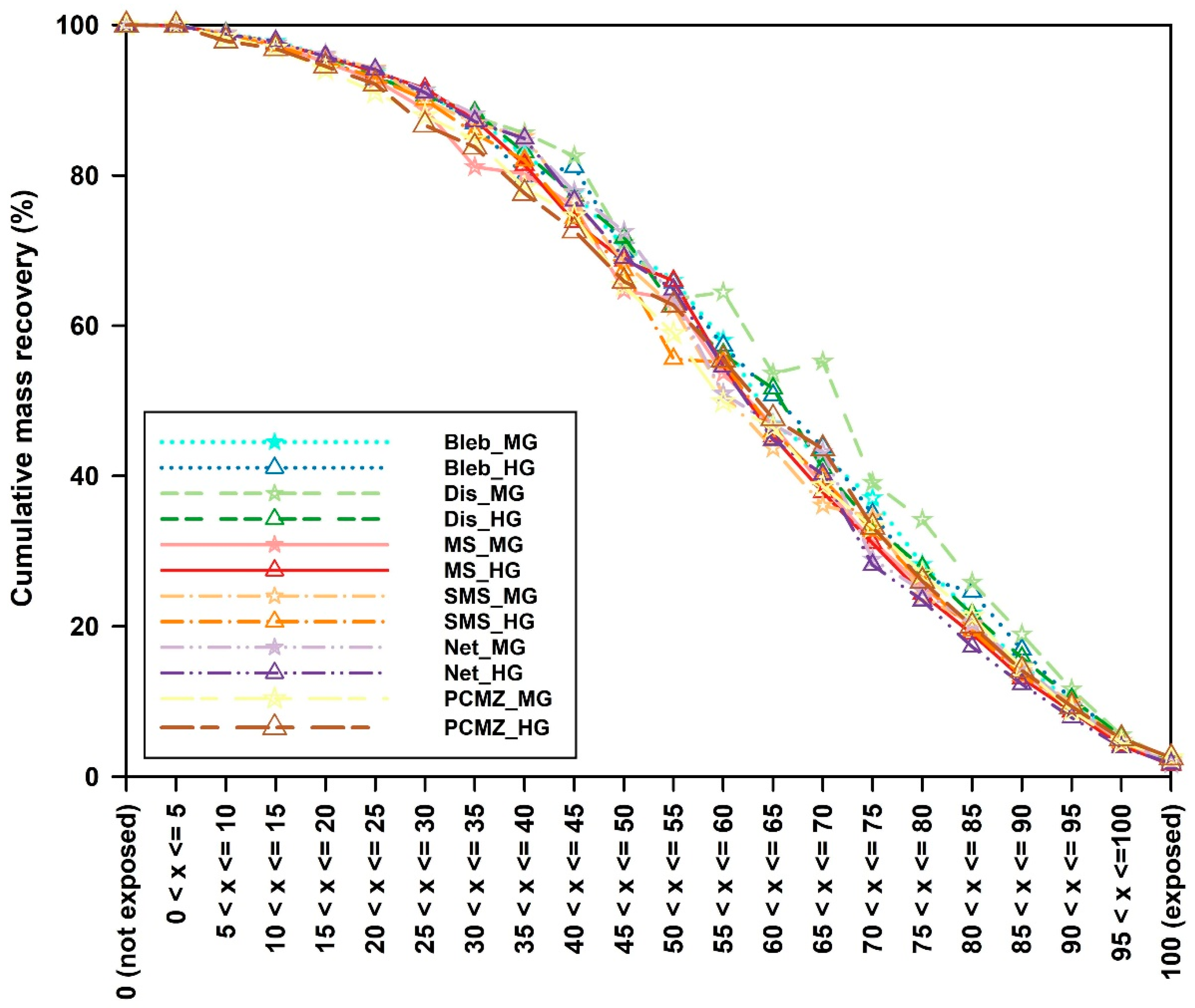
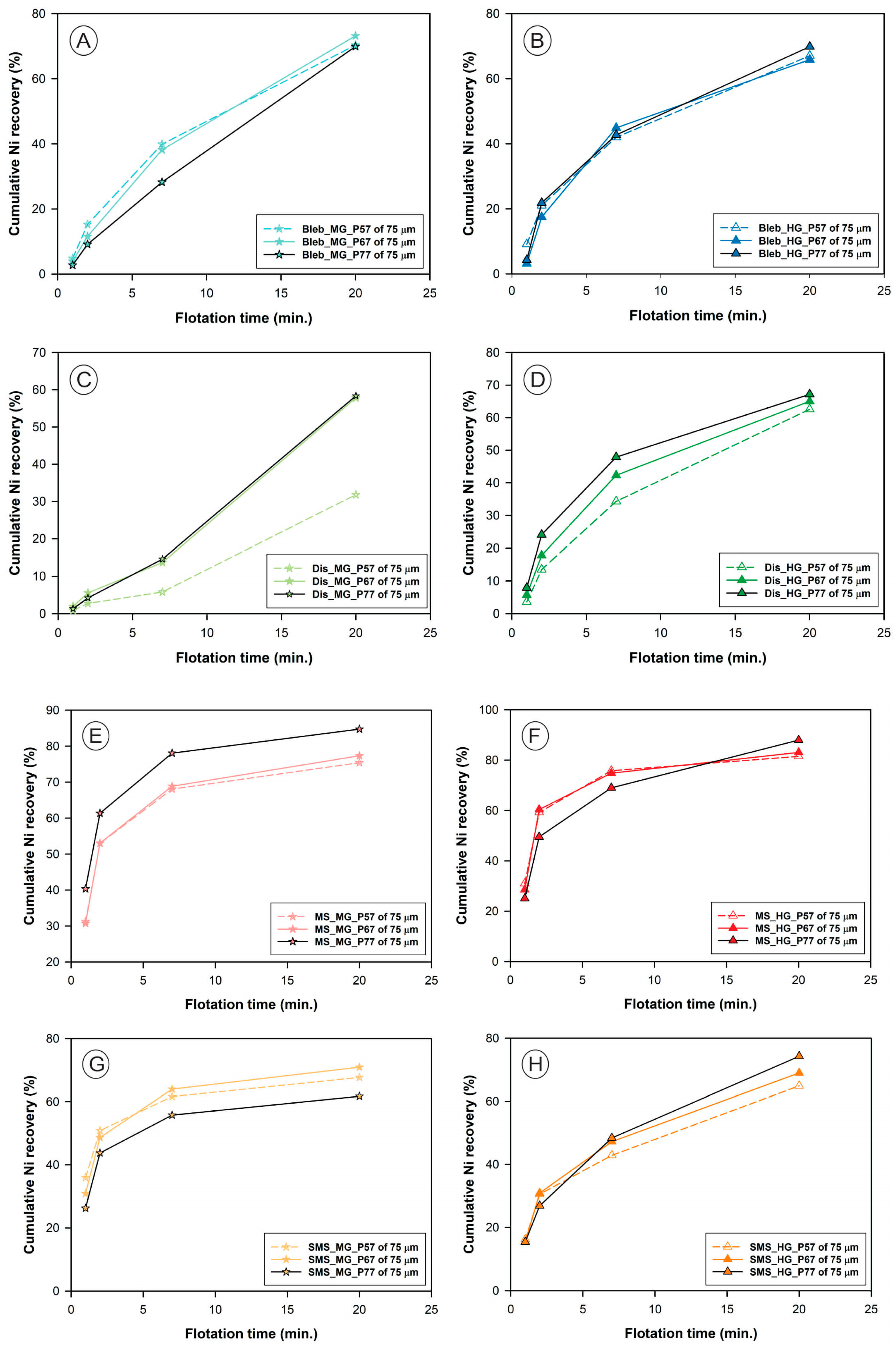
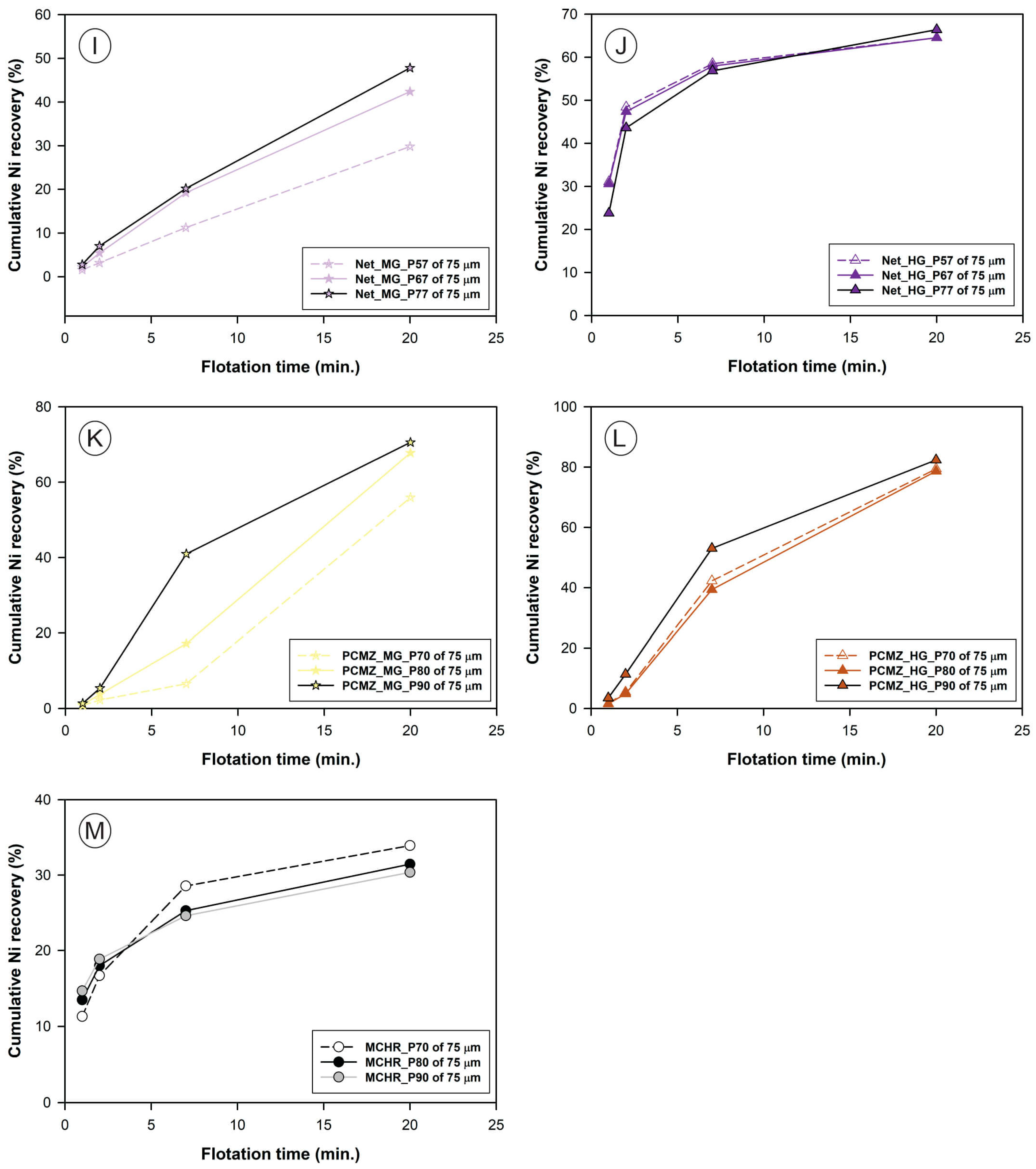
- The P77 at 75 µm grind produces the best nickel recovery in the ores from the MMZ, while the P90 at 75 µm, and the P70 at 75 µm grinds yields the best nickel recoveries in the PCMZ_MG and PCMZ_HG sulfide ores from the PCMZ, respectively. These higher Ni recoveries in the finest grinds, are consistent with increased cumulative mass pulls and cumulative liberation yields of pentlandite with progressive milling. It should, though, be considered that the application of the P77 and P90 at 75 µm grinding levels may impact negatively on the energy consumption of the milling circuits. However, for all practical purposes, due to the inadequacy of a single ore type to meet the daily run of mine ore requirements, grinds of P77 at 75 µm and P80 at 75 µm would be ideal for processing ores as a composite from the MMZ and the PCMZ, respectively;
- (4)
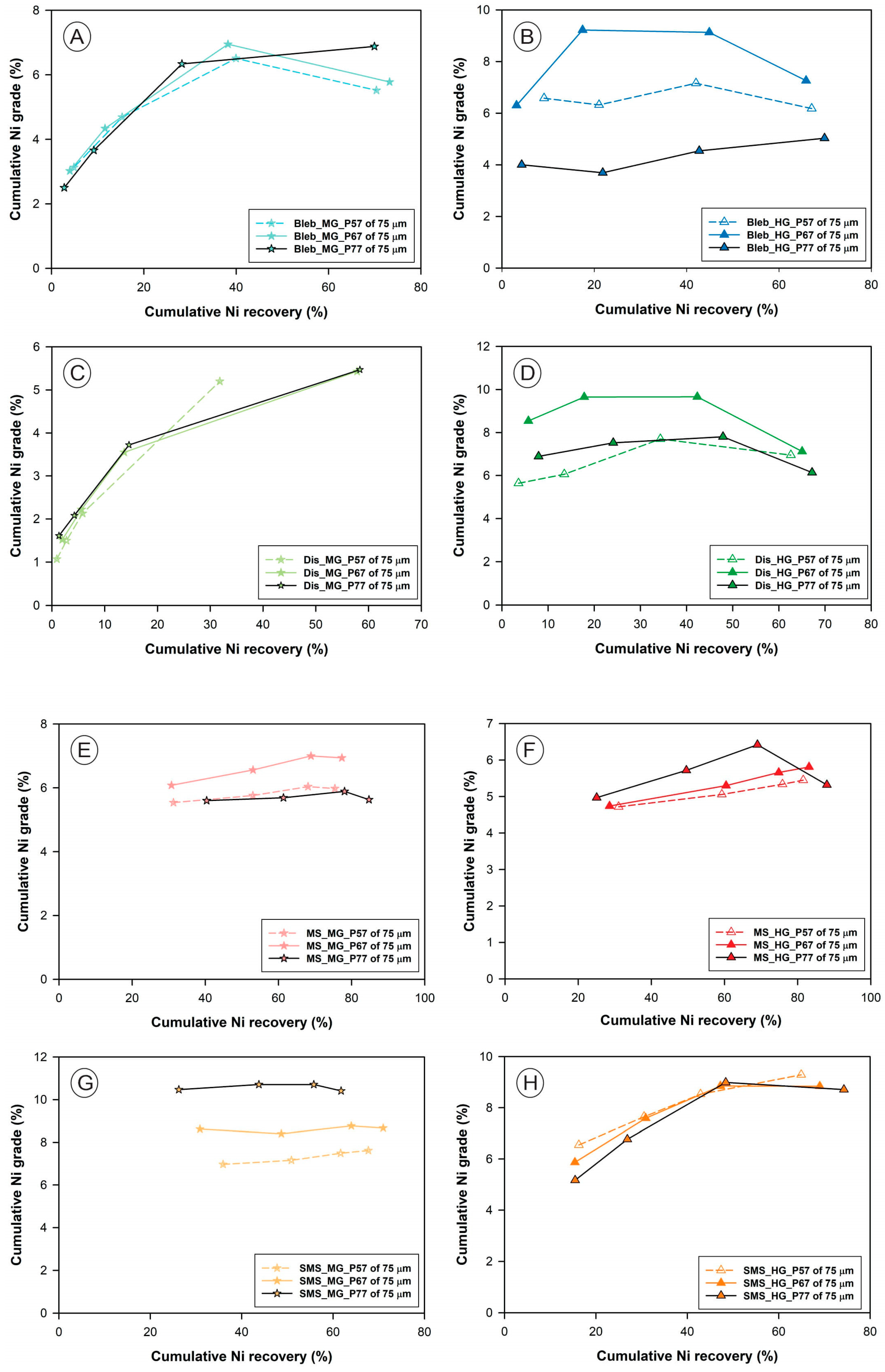
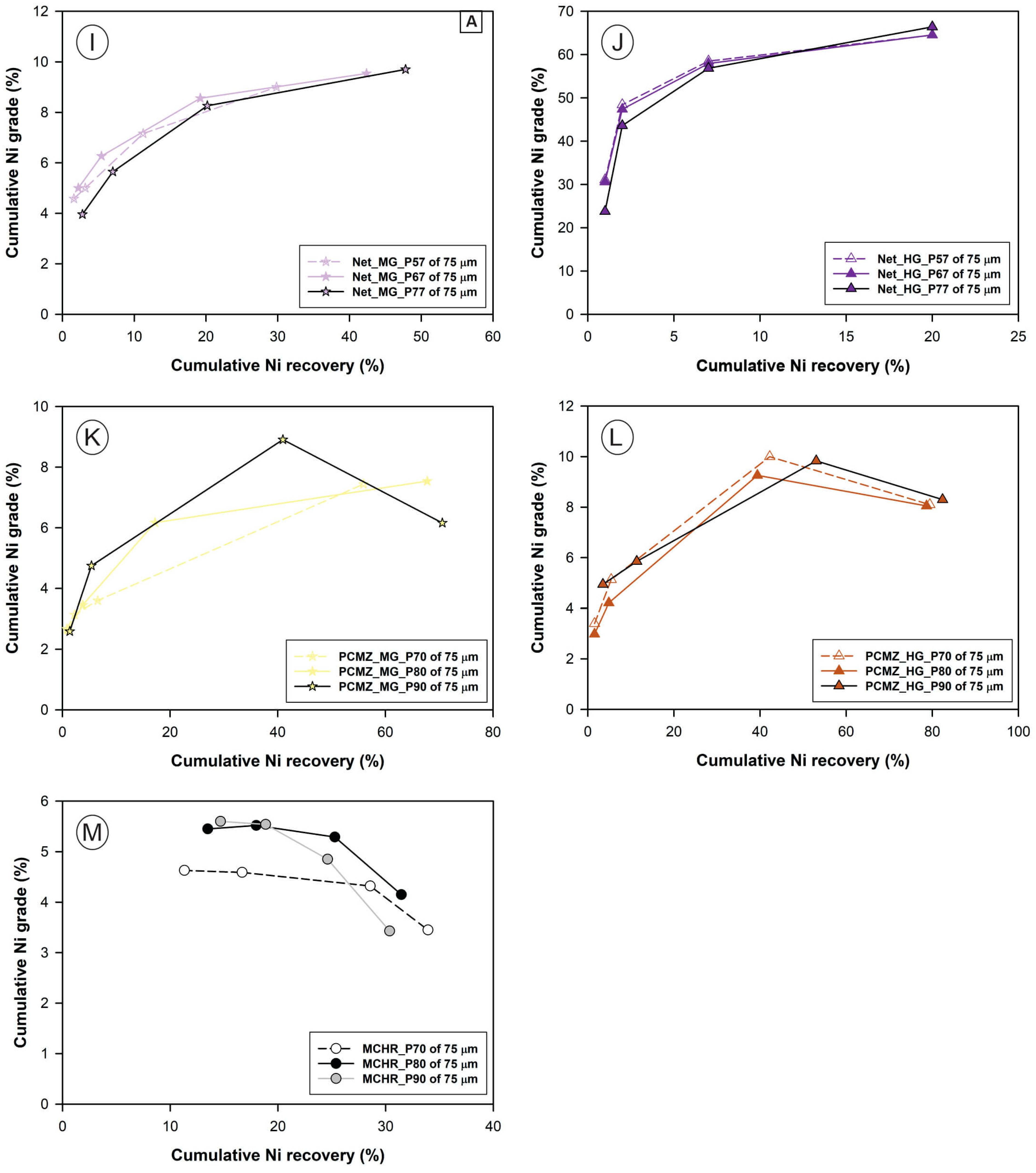
- The P77 at 75 µm grind produced the highest nickel grades in the Bleb_MG, Dis_MG, SMS_MG, Net_MG, and Net_HG ore variants of the MMZ, while the P67 at 75 µm grind produced the highest nickel grades in the Bleb_Hg, Dis_MG, Dis_HG, and MS_MG ores of the MMZ, and the P80 at 75 µm grind produced the highest nickel grades in the PCMZ_MG and the MCHR ores of the PCMZ. This is in agreement with the lower mass pulls achieved by these grinds in these ores. Therefore, a grind of P77 at 75 µm, as well as a grind of P80 at 75 µm, would be expected to yield the best overall Ni recoveries and grades in the sulfide ores from the MMZ and the PCMZ, respectively.
8. Recommendations
- The sulfide ores from the MMZ could be milled at a grind of P77 at 75 µm to produce optimal yields of cumulative liberated pentlandite, and to yield the best overall Ni recovery and grades of up to 88% and 12%, respectively (Figure 12 and Figure 13), instead of the grind of P67 at 75 µm currently in use at the Nkomati mine;
- The PCMZ ores which achieved overall recovery and grade values of up to 79% and 8%, respectively, at a grind of P80 at 75 µm, and the MMZ ores which yielded best Ni and grade values of up to 88% and 12% at a grind of P77 at 75 µm, could potentially be blended and milled together at a grind of P80 at 75 µm to achieve optimum recoveries and grades in a single circuit;
- A combination of flotation to recover sulfides within floatable particle sizes and gravity separation to recover liberated sulfides which are beyond floatable sizes and have reported flotation tailings especially for the MS_MG and MS_HG, as well as the SMS_MG and SMS_HG ore variants at the current grind size of P67 at 75 µm grind could be used. This could be followed by regrinding and flotation of the gravity sulfide concentrates to increase overall Ni recoveries, especially in the MS_MG and MS_HG ore variants, as well as the SMS_MG and SMS_HG ore variants;
- More efficient and effective flotation circuits to recover the fine sulfide mineral particles from a single finer target grind size of P77 at 75 µm could also be designed and employed, or flotation reagents’ optimization could be employed to recover any fine pentlandite particles that could potentially be lost to tailings;
- Staged grinding to produce optimal floatable particle sizes and reduce excessive fine sulfide particles, followed by flotation, would likely improve the recovery of the valuable minerals. Staged grinding would also reduce the excessive production of the undesirable Ca- and Mg-rich minerals that are detrimental to downstream processing (resulting in high MgO and CaO contents in flotation products), especially for the Bleb_MG/HG, Dis_MG/HG, Net-MG, and PCMZ_MG/HG with elevated magnesium contents, and the Dis_MG and Net_MG/HG ore with elevated Ca contents. This would strike a balance between size reduction and optimal recoverability of the valuable minerals. Amine-based depressants could also be used to depress excessive fine-milled MgO-containing gangue minerals and liberated pyrrhotite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Farrar, J.C.M. The Alloy Tree—A Guide to Low-Alloy Steels, Stainless Steels and Nickel Base Alloys; Woodhead Publishing Limited: Cambridge, UK, 2004; p. 192. [Google Scholar]
- Starostin, V.I.; Sorokhtin, O.G. A new interpretation for the origin of the Norilsk type PGE-Cu-Ni sulfide deposits. Geosci. Front. 2011, 2, 583–591. [Google Scholar] [CrossRef] [Green Version]
- Naldrett, A.J. World-class Ni-Cu-PGE deposits: Key factors in their genesis. Miner. Depos. 1999, 34, 227–240. [Google Scholar] [CrossRef]
- Don, H.R.; John, S.F.; Burkhard, O.D. Sudbury Breccia (Canada): A product of the 1850 Ma Sudbury Event and host to footwall Cu–Ni–PGE deposits. Earth-Sci. Rev. 2003, 60, 147–174. [Google Scholar]
- Hoatson, D.M.; Jaireth, S.; Jaques, A.L. Nickel sulfide deposits in Australia: Characteristics, resources, and potential. Ore Geol. Rev. 2006, 29, 177–241. [Google Scholar] [CrossRef]
- Ashcroft, G. Nickel Laterites: The World’s Largest Source of Nickel. Available online: https://www.geologyforinvestors.com/ (accessed on 12 June 2014).
- Elias, M. Nickel laterite deposits—Geological overview, resources and exploitation. CODES Spec. Publ. 2002, 4, 205–220. [Google Scholar]
- Van der Ent, A.; Baker, A.J.M.; Van Baglooy, M.M.J.; Tjoan, A. Ultramafic nickel laterites in Indonesia (Sulawesi, Halmahera): Mining, nickel hyperaccumulators and opportunities for phytomining. J. Geochem. Explor. 2013, 128, 72–79. [Google Scholar] [CrossRef]
- Schouwstra, R.P.; Kinloch, E.D. A Short Geological Review of the Bushveld Complex. Platin. Met. Rev. 2000, 44, 33–39. [Google Scholar]
- Song, X.; Wang, Y.; Chen, L. Magmatic Ni-Cu-(PGE) deposits in magma plumbing systems: Features, formation and exploration. Geosci. Front. 2011, 2, 375–384. [Google Scholar] [CrossRef] [Green Version]
- Gauert, C. Sulfide and oxide mineralisation in the Uitkomst Complex, South Africa: Origin in a magma conduit. J. Afr. Earth Sci. 2001, 32, 149–161. [Google Scholar] [CrossRef]
- Dominy, S.C.; O’Connor, L.; Parkhakar-Fox, A.; Glass, H.J.; Purevgerel, S. Geometallurgy—A Route to More Resilient Mine Operations. Minerals 2018, 8, 560. [Google Scholar] [CrossRef] [Green Version]
- Gauert, C.D.K.; de Waal, S.A.; Wallmach, T. Geology of the ultrabasic to basic Uitkomst complex, eastern Transvaal, South Africa: An overview. J. Afr. Earth Sci. 1995, 21, 553–570. [Google Scholar] [CrossRef]
- De Waal, S.A.; Maier, W.D.; Armstrong, R.A.; Gauert, C.D.K. Parental magma and emplacement of the stratiform Uitkomst Complex, South Africa. Can. Mineral. 2001, 39, 557–571. [Google Scholar] [CrossRef] [Green Version]
- Hulley, V. Reactions between Country Rock Xenoliths and the Magma of the Uitkomst Complex, with Implications for the Origin of the Sulfide Mineralisation. Master’s Thesis, University of Pretoria, Pretoria, South Africa, 2005. [Google Scholar]
- Kenyon, A.K.; Attridge, R.L.; Coetzee, G.L. The Uitkomst Nickel-Copper deposit, Eastern Transvaal. Miner. Depos. South. Afr. 1986, v2, 1009–1017. [Google Scholar]
- Theart, H.F.J.; de Nooy, C.D. The Platinum Group Minerals in two parts of the Massive Sulfide Body of the Uitkomst Complex, Mpumalanga, South Africa. S. Afr. J. Geol. 2001, 104, 287–300. [Google Scholar] [CrossRef]
- Dzvinamurungu, T. A Geometallurgical Investigation of the Main Mineralised Zone and the Peridotitic Chromitite Mineralised Zone at the Nkomati Mine, with a View on the Liberation and Recovery of Pentlandite and Chromite. Ph.D. Thesis, University of Johannesburg, Johannesburg, South Africa, 2017. [Google Scholar]
- Dzvinamurungu, T.; Rose, D.H.; Viljoen, K.S.; Mulaba-Bafubiandi, A. A process Mineralogical Evaluation of Chromite at the Nkomati Nickel Mine, Uitkomst Complex, South Africa. Minerals 2020, 10, 709. [Google Scholar] [CrossRef]
- Mishra, G.; Viljoen, K.S.; Mouri, H. Influence of Mineralogy and Ore Texture on Pentlandite Flotation at the Nkomati Nickel Mine, South Africa. Miner. Eng. 2013, 54, 63–78. [Google Scholar] [CrossRef]
- Tomanec, R.; Cablik, V.; Simovic, I.; Gacina, R. Ore Microscopy Characterization as a Mineral Processing Control. Inz. Miner. 2014, 15, 101–106. [Google Scholar]
- Evans, C.L.; Bradshaw, D.J. Modelling flotation recovery in geometallurgical programmes. In Proceedings of the 6th International Flotation Conference (Flotation’13), Cape Town, South Africa, 18–21 November 2013. [Google Scholar]
- Johnson, N.W. Liberated 0–10 µm particles from sulphide ores, their production and separation—Recent developments and future needs. Miner. Eng. 2006, 19, 666–674. [Google Scholar] [CrossRef]
- Becker, M.; Brough, C.; Reid, D.; Smith, D.; Bradshaw, D. Geometallurgical characterization of the Merensky Reef at Northam Platinum Mine—Comparison of Normal, Pothole and Transitional Reef types. In Proceedings of the Ninth International Congress of Applied Mineralogy, Brisbane, Australia, 8–10 September 2008; pp. 391–399. [Google Scholar]
- Lotter, N.O. Modern Process Mineralogy: An integrated multi-disciplined approach to flowsheeting. Miner. Eng. 2011, 24, 1229–1237. [Google Scholar] [CrossRef]
- Lotter, N.O.; Kormos, L.J.; Oliveira, J.; Fragomeni, D.; Whiteman, E. Modern Process Mineralogy: Two case studies. Miner. Eng. 2011, 24, 638–650. [Google Scholar] [CrossRef]
- Van Tonder, E.; Deglon, D.A.; Napier-Munn, T.J. The effect of ore blends on the mineral processing of platinum ores. Miner. Eng. 2010, 23, 621–626. [Google Scholar] [CrossRef] [Green Version]
- Lastra, R. Seven practical application cases of liberation analysis. Int. J. Miner. Process. 2007, 84, 337–347. [Google Scholar] [CrossRef]
- Lotter, N.O.; Fragomeni, D. High-confidence flotation testing at Xstrat Process Support. Miner. Metall. Process. 2010, 27, 47–54. [Google Scholar]
- Lotter, N.O.; Kowal, D.L.; Tuzun, M.A.; Whittaker, P.J.; Kormos, L. Sampling and flotation testing of Sudbury Basin drill core for process mineralogy modeling. Miner. Eng. 2003, 16, 857–864. [Google Scholar] [CrossRef]
- Lotter, N.O.; Di Feo, A.; Kormos, L.J.; Fragomeni, D.; Comeau, G. Design and measurement of small recovery gains: A case study at Raglan concentrator. Miner. Eng. 2010, 23, 567–577. [Google Scholar] [CrossRef]
- Lotter, N.O.; Whiteman, E.; Bradshaw, D.J. Modern practice of laboratory flotation testing for flowsheet development—A review. Miner. Eng. 2014, 66, 2–12. [Google Scholar] [CrossRef]
- Young, M.F.; Pease, J.D.; Johnson, N.W.; Munro, P.D. Developments in Milling Practice at the Lead/Zinc Concentrator of Mount Isa Mines Limited from 1990. In Proceedings of the AusIMM Sixth Mill Operators Conference, Madang, Papua New Guinea, 6–8 October 1997; pp. 1–19. [Google Scholar]
- Mulaba-Bafubiandi, A.F.; Medupe, O. An assessment of pentlandite occurrence in the run of mine ore from BCL Mine (Botswana) and its impact on the flotation yield. In Proceedings of the The Fourth Southern African Conference on Base Metals 2007—‘Africa’s metals resurgence’, Swakopmund, Namibia, 23–27 July 2007; pp. 57–75. [Google Scholar]
- Craig, J.R.; Vaughan, D.J. Ore Microspcopy and Ore Petrography, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1994; pp. 331–332. [Google Scholar]
- Craig, J.R. Ore-mineral textures and the tales they tell. Can. Mineral. 2001, 39, 937–956. [Google Scholar] [CrossRef] [Green Version]
- Chryssoulis, S.L. Using Mineralogy to Optimize Gold Recovery by Flotation. J. Mineral. 2001, 53, 48–50. [Google Scholar] [CrossRef]
- Liipo, J. Characterization of the mode of occurrence of gold in Jokisivu pilot feed and products. Miner. Eng. 2003, 16, 1317–1321. [Google Scholar] [CrossRef]
- Gu, Y. Automated Scanning electron Microscope based Mineral liberation Analysis An introduction to JKMRC/FEI Mineral Liberation Analyser. J. Miner. Mater. Charact. Eng. 2003, 2, 33–41. [Google Scholar] [CrossRef]
- Fandrich, R.; Gu, Y.; Burrows, D.; Moeller, K. Modern SEM-based mineral liberation analysis. Int. J. Miner. Process. 2007, 84, 310–320. [Google Scholar] [CrossRef]
- Becker, M.; Harris, P.J.; Wiese, J.G.; Bradshaw, D.J. Mineralogical characterization of naturally floatable gangue in Merensky Reef ore flotation. Int. J. Miner. Process. 2009, 93, 246–255. [Google Scholar] [CrossRef]
- Wiese, J.; Harris, P.; Bradshaw, D. The effect of the reagent suite on froth stability in laboratory scale batch flotation tests. Miner. Eng. 2011, 24, 995–1003. [Google Scholar] [CrossRef]
- Muganda, S.; Zanin, M.; Grano, S.R. Benchmarking the flotation performance of ores. Miner. Eng. 2012, 26, 70–79. [Google Scholar] [CrossRef]
- Senior, G.D.; Shannon, L.K.; Trahar, W.J. The flotation of pentlandite from pyrrhotite with particular reference to the effects of particle size. Int. J. Miner. Process. 1994, 42, 169–190. [Google Scholar] [CrossRef]
- Francisco, T.; Mehdi, S.; David, D.; Laurindo, L.F. Influence of agitation intensity on flotation rate of apatite particles. REM-Int. Eng. J. 2017, 70, 491–495. [Google Scholar] [CrossRef] [Green Version]
- Hassanzadeh, A.; Safari, M.; Hoang, D.H. Fine, Coarse and Fine-Coarse Particle Flotation in Mineral Processing With A Particular Focus On The Technological Assessments. In Proceedings of the 2nd International Electronic Conference on Mineral Science, Online, 1–15 March 2021. [Google Scholar]
- Senior, G.D.; Trahar, W.J.; Guy, P.J. The selective flotation of pentlandite from a nickel ore. Int. J. Miner. Process. 1995, 43, 209–234. [Google Scholar] [CrossRef]
- Wiese, J.; Harris, P.; Bradshaw, D. The influence of the reagent suite on flotation of ores from the Merensky reef. Miner. Eng. 2005, 18, 189–198. [Google Scholar] [CrossRef]
- Lenahan, W.C.; de Murray-Smith, R.L. Assay and Analytical Practice in the South African Mining Industry; Monograph series M6; The South African Institute of Mining and Metallurgy: Johannesburg, South Africa, 1986; pp. 41–594. [Google Scholar]
- Deer, W.A.; Howie, R.A.; Zussman, J. An Introduction to the Rock forming Minerals, 2nd ed.; Lonman: London, UK, 1992. [Google Scholar]
- Hunt, J.; Berry, R.; Bradshaw, D. Characterising chalcopyrite liberation and flotation potential: Examples from an IOCG deposit. Miner. Eng. 2011, 24, 1271–1276. [Google Scholar] [CrossRef]
- Runge, K.C.; Franzidis, J.P.; Manlapig, E.V. A study of the flotation characteristics of different classes in different streams of an industrial circuit. In Proceedings of the XXII International Mineral Processing Congress, Cape Town, South Africa, 29 September–3 October 2003; pp. 962–972. [Google Scholar]
- Runge, K.; McMaster, J.; Ijsselsteijn, M.; Vien, A. Establishing the Relationship between Grind Size and Flotation Recovery using Modelling Techniques. In Proceedings of the Flotation 2007 Minerals Engineering Conference, Cape Town, South Africa, 6–21 November 2007. [Google Scholar]
- Dai, Z.; Bos, J.; Lee, A.; Wells, P. Mass balance and mineralogical analysis of flotation plant survey samples to improve plant metallurgy. Miner. Eng. 2008, 21, 826–831. [Google Scholar] [CrossRef]
- Yildirim, B.G.; Bradshaw, D.; Powell, M.; Evans, C.; Clark, A. Development of an effective and practical Process Alteration Index (PAI) for predicting metallurgical responses of Cu porphyries. Miner. Eng. 2014, 69, 91–96. [Google Scholar] [CrossRef]
- Hay, M.P.; Roy, R. A case study of optimizing UG2 flotation performance. Part 1: Bench, pilot and plant factors which influence Cr2O3 entrainment in UG2 flotation. Miner. Eng. 2010, 23, 855–867. [Google Scholar] [CrossRef]
- Ford, F.D.; Wercholaz, C.R.; Lee, A. Predicting process outcomes for Sudbury platinum group minerals using grade-recovery modelling from mineral liberation analyzer (MLA) data. Can. Mineral. 2011, 49, 1627–1642. [Google Scholar] [CrossRef]
- Perez-Barnuevo, L.; Pirard, E.; Castroviejo, R. Automated characterization of intergrowth textures in mineral particles. A case study. Miner. Eng. 2013, 52, 136–142. [Google Scholar] [CrossRef] [Green Version]








| Ore Type | Mineralogical Description |
|---|---|
| Bleb texture sulfide ore (MMZ) | Large composite sulfide grains which are uniformly distributed throughout the rock (Figure 1A). |
| Disseminated sulfide ore (MMZ) | Sparsely distributed sulfides, with a smaller grain size than those in the bleb sulfide ores (Figure 1B). |
| Semi-massive sulfide ore (MMZ) | Bleb sulfides, some of which enclose silicates (Figure 1C). |
| Massive sulfide ore (MMZ) | Large connected sulfide masses, enclosing other minerals in the rock (Figure 1D). |
| Net-textured sulfide ore (MMZ) | Mesh-like networks of sulfides enclosing other minerals in the rock (Figure 1E). |
| Disseminated chromite-rich sulfide ore and massive chromitite ore (PCMZ) | These ore types have a comparable mineral assemblage, comprising mainly of chromite, orthopyroxene, clinopyroxene, chlorite, serpentine, and sulfides, but with variable mineral abundances (Figure 1F,G). The disseminated sulfide ore variant (Figure 1F) is characterized by higher abundances of sulfide, and is texturally somewhat coarser, with a lower abundance of chromite compared to the massive chromitite variety (which has the smallest grain size of all of the ore types investigated (i.e., MMZ and PCMZ; Figure 1G). The chromite grains are often surrounded by, and enclosed in, a network of secondary fibrous chlorite and serpentine (Figure 1F,G). |
| Mineral | BlebMG | BlebHG | DisMG | DisHG | MSMG | MSHG | SMSMG | SMSHG | NetMG | NetHG | PCMZMG | PCMZHG | MCHR |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Actinolite | 2.27 | 2.14 | 1.94 | 1.57 | 0.36 | 0.39 | 0.70 | 1.07 | 1.33 | 1.45 | 1.32 | 1.26 | 0.49 |
| Amphibole | 4.74 | 6.40 | 4.08 | 10.58 | 0.30 | 0.80 | 0.49 | 1.78 | 2.30 | 1.01 | 7.13 | 8.27 | 1.95 |
| Biotite | 0.35 | 0.43 | 0.49 | 0.71 | 0.14 | 0.20 | 0.29 | 0.35 | 0.44 | 0.31 | 0.26 | 0.23 | 0.54 |
| Dolomite | 0.56 | 0.79 | 0.53 | 0.76 | 0.09 | 0.10 | 0.12 | 0.71 | 0.21 | 0.10 | 0.50 | 0.68 | 0.50 |
| Chalcopyrite | 0.53 | 0.51 | 0.45 | 0.41 | 0.49 | 1.68 | 0.56 | 1.50 | 0.50 | 0.97 | 0.56 | 0.63 | 0.04 |
| Chlorite | 4.92 | 11.59 | 4.97 | 18.63 | 0.55 | 0.80 | 0.85 | 2.48 | 1.40 | 0.88 | 4.52 | 4.38 | 15.52 |
| Chromite | 1.14 | 0.56 | 0.06 | 0.55 | 0.02 | 0.01 | 0.01 | 0.01 | 1.93 | 0.01 | 22.85 | 9.65 | 63.35 |
| Clinopyroxene | 34.20 | 24.57 | 46.21 | 18.02 | 14.2 | 12.3 | 31.39 | 30.86 | 33.02 | 22.05 | 26.16 | 17.28 | 0.64 |
| Olivine | 0.27 | 0.47 | 0.14 | 0.48 | 0.04 | 0.04 | 0.02 | 0.11 | 0.16 | 0.08 | 0.52 | 0.66 | 1.17 |
| Plagioclase | 3.76 | 2.25 | 8.34 | 3.28 | 1.51 | 3.11 | 6.47 | 5.14 | 9.55 | 9.77 | 1.61 | 1.54 | 0.55 |
| Orthopyroxene | 24.79 | 30.48 | 21.8 | 24.49 | 1.81 | 3.17 | 3.65 | 11.84 | 29.42 | 21.76 | 24.41 | 36.31 | 0.45 |
| Pentlandite | 1.47 | 1.49 | 0.74 | 1.13 | 6.28 | 6.95 | 4.11 | 3.69 | 1.22 | 3.13 | 1.06 | 2.08 | 0.05 |
| Pyrite | 2.23 | 0.76 | 1.75 | 0.42 | 6.72 | 9.87 | 2.72 | 4.17 | 0.34 | 1.10 | 0.26 | 0.86 | 0.68 |
| Pyrrhotite | 13.66 | 11.98 | 4.16 | 10.85 | 63.97 | 56.65 | 44.27 | 30.24 | 12.88 | 31.99 | 5.13 | 9.98 | 0.03 |
| Serp and Talc | 0.45 | 0.38 | 0.31 | 0.11 | 0.06 | 0.01 | 0.13 | 0.23 | 0.68 | 0.16 | 1.01 | 2.67 | 1.14 |
| Other | 4.66 | 5.21 | 4.01 | 8.02 | 3.45 | 3.91 | 4.23 | 5.82 | 4.61 | 5.22 | 2.71 | 3.51 | 12.88 |
| Total | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Element | Fe | Mg | Ca | Al | S | Cu | Ni | Co | Cr |
|---|---|---|---|---|---|---|---|---|---|
| Unit | wt% | wt% | wt% | wt% | wt% | ppm | ppm | ppm | ppm |
| DL | 0.01 | 0.02 | 0.1 | 0.01 | 0.05 | 1 | 1 | 1 | 50 |
| Bleb_MG | 14.80 | 11.70 | 6.33 | 2.22 | 6.24 | 2123 | 6690 | 334 | 6231 |
| Bleb_HG | 12.34 | 15.10 | 4.40 | 3.14 | 4.22 | 2333 | 5664 | 277 | 2745 |
| Dis_MG | 10.61 | 11.37 | 8.10 | 2.97 | 2.57 | 2035 | 3337 | 172 | 1941 |
| Dis_HG | 13.78 | 14.54 | 3.83 | 4.86 | 5.03 | 1758 | 6270 | 311 | 3172 |
| SMS_MG | 29.92 | 4.43 | 5.87 | 1.96 | 17.92 | 3206 | 19,424 | 966 | 1499 |
| SMS_HG | 26.34 | 6.64 | 5.73 | 1.76 | 15.95 | 6533 | 17,809 | 1036 | 1483 |
| MS_MG | 44.30 | 2.15 | 2.73 | 0.64 | 28.95 | 1761 | 26,300 | 1461 | 978 |
| MS_HG | 41.92 | 2.51 | 2.67 | 1.41 | 27.90 | 6558 | 29,400 | 2118 | 1211 |
| Net_MG | 18.79 | 10.55 | 5.50 | 2.33 | 6.42 | 2378 | 7033 | 382 | 9735 |
| Net_HG | 26.89 | 6.65 | 4.27 | 2.48 | 13.97 | 4775 | 17,249 | 738 | 1979 |
| PCMZ_MG | 14.29 | 12.15 | 2.90 | 4.08 | 2.61 | 2066 | 5043 | 290 | 10.22 wt% |
| PCMZ_HG | 14.77 | 13.21 | 2.03 | 2.04 | 5.81 | 3211 | 10,478 | 465 | 2.84 wt% |
| MCHR | 8.05 | 11.84 | 0.30 | 6.30 | 0.45 | 446 | 1719 | 117 | 35.97 wt% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzvinamurungu, T.; Rose, D.H.; Chimwani, N.; Viljoen, F. Using Process Mineralogy as a Tool to Investigate Blending Potential of the Pentlandite-Bearing Ores at the Nkomati Ni Mine in South Africa. Minerals 2022, 12, 649. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050649
Dzvinamurungu T, Rose DH, Chimwani N, Viljoen F. Using Process Mineralogy as a Tool to Investigate Blending Potential of the Pentlandite-Bearing Ores at the Nkomati Ni Mine in South Africa. Minerals. 2022; 12(5):649. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050649
Chicago/Turabian StyleDzvinamurungu, Thomas, Derek Hugh Rose, Ngonidzashe Chimwani, and Fanus Viljoen. 2022. "Using Process Mineralogy as a Tool to Investigate Blending Potential of the Pentlandite-Bearing Ores at the Nkomati Ni Mine in South Africa" Minerals 12, no. 5: 649. https://0-doi-org.brum.beds.ac.uk/10.3390/min12050649