
Modeling and Fault Size Estimation for Non-Penetrating Damage in the Outer Raceway of Tapered Roller Bearing


Abstract
:1. Introduction
2. Vibration Response and Fault Size Estimation of Fault Roller Bearing
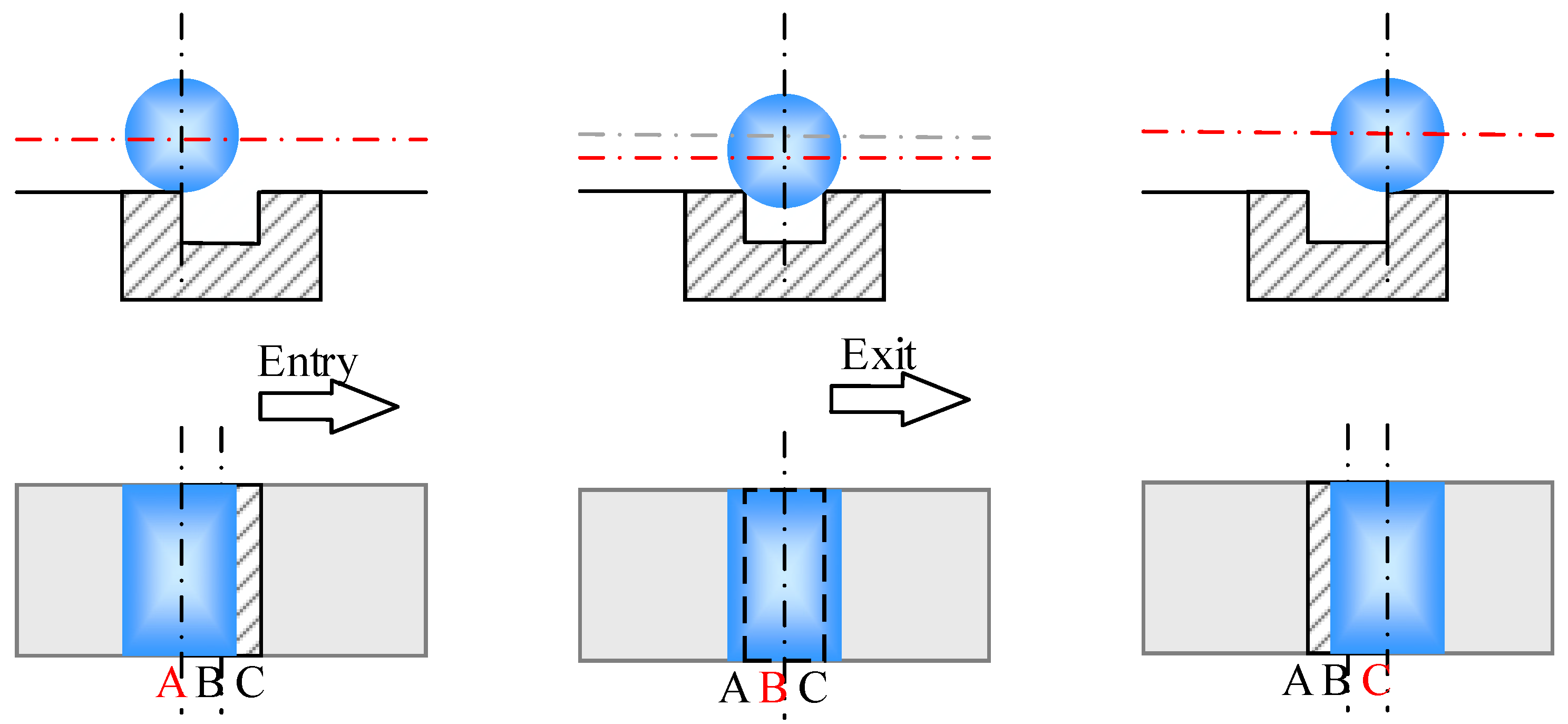
2.1. Vibration Response of Spalled Roller Bearings with Penetrating Damage
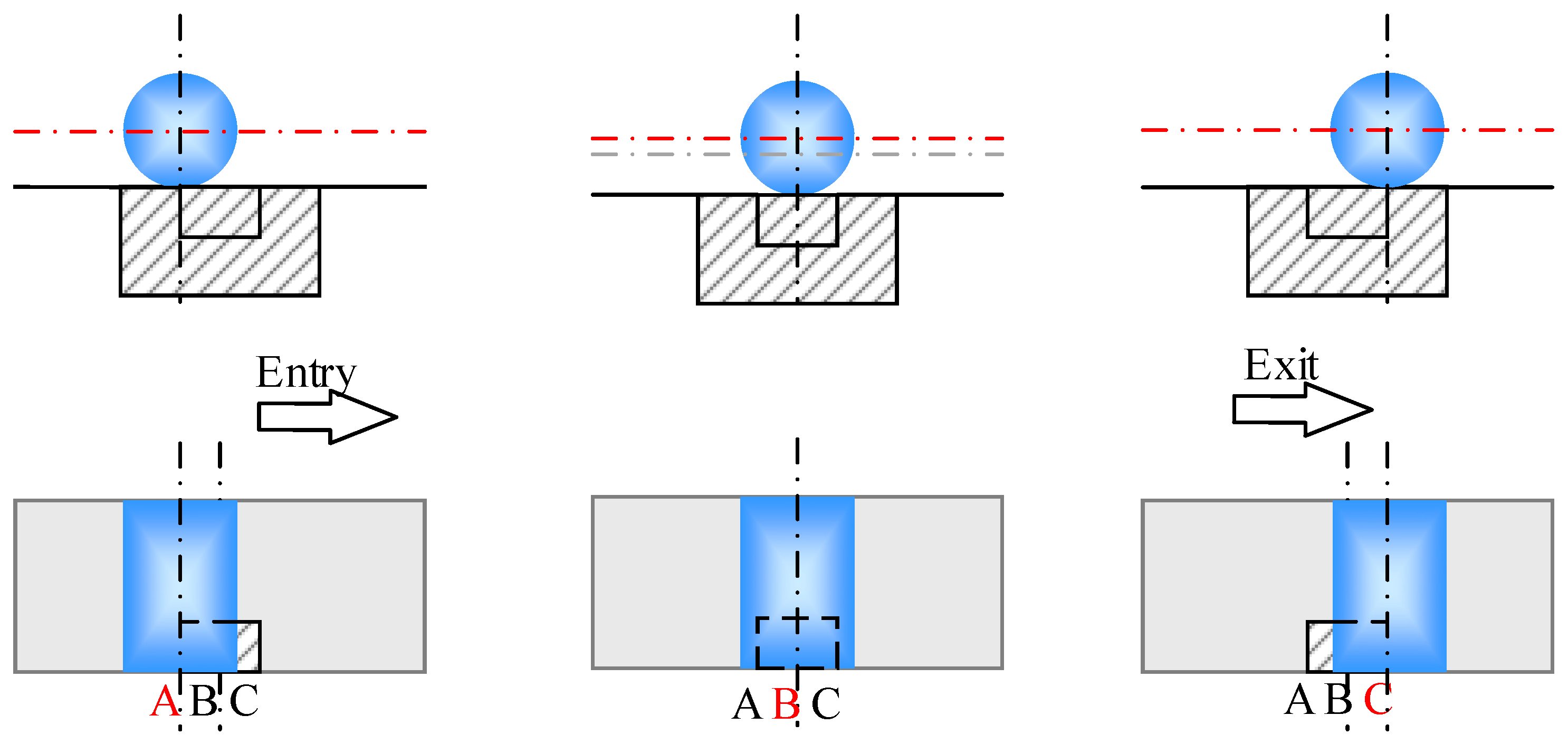
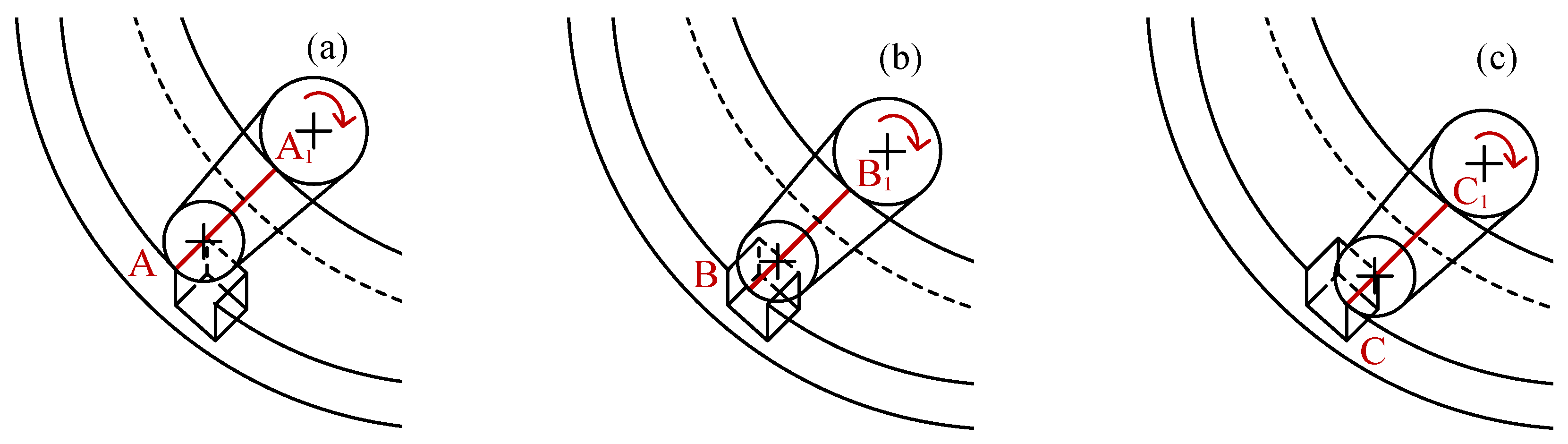
2.2. Vibration Response of Spalled Roller Bearings with Non-Penetrating Damage
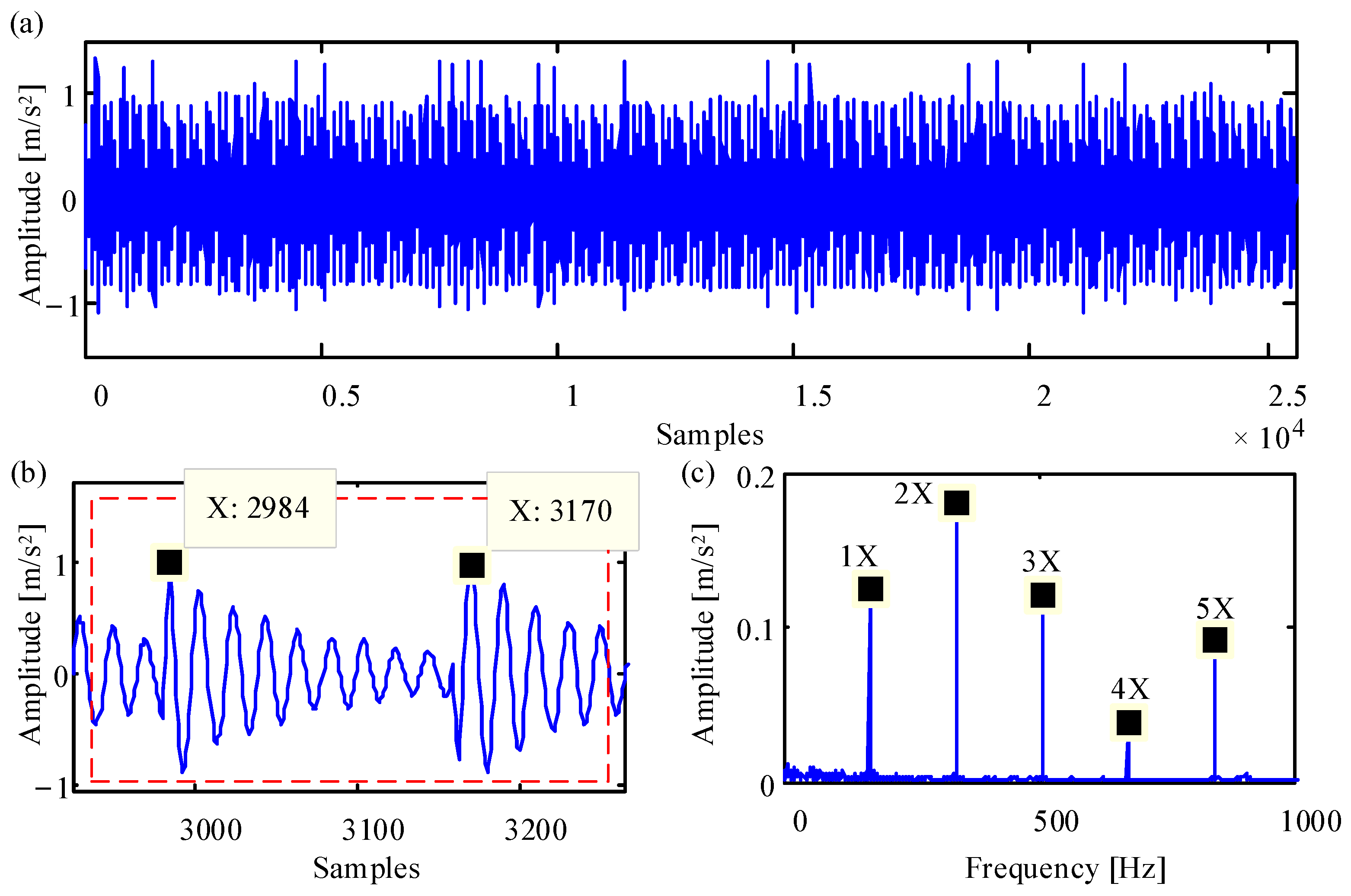
2.3. Fault Size Estimation of Roller Bearings
3. Dynamic Modeling for Fault TRB
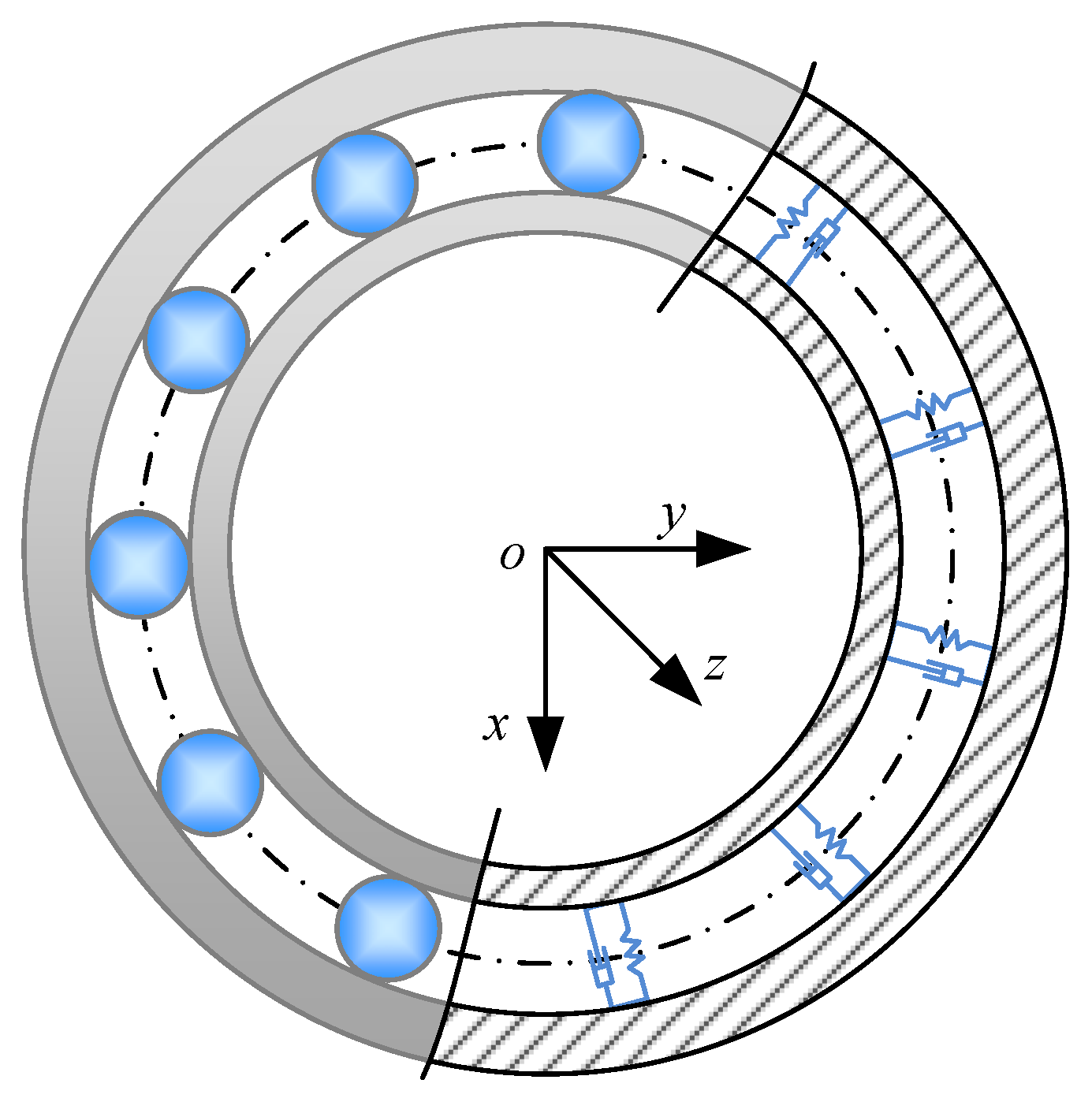
3.1. Dynamic Model of TRB
3.2. Equivalent Oil Film Damping between Roller and Raceway
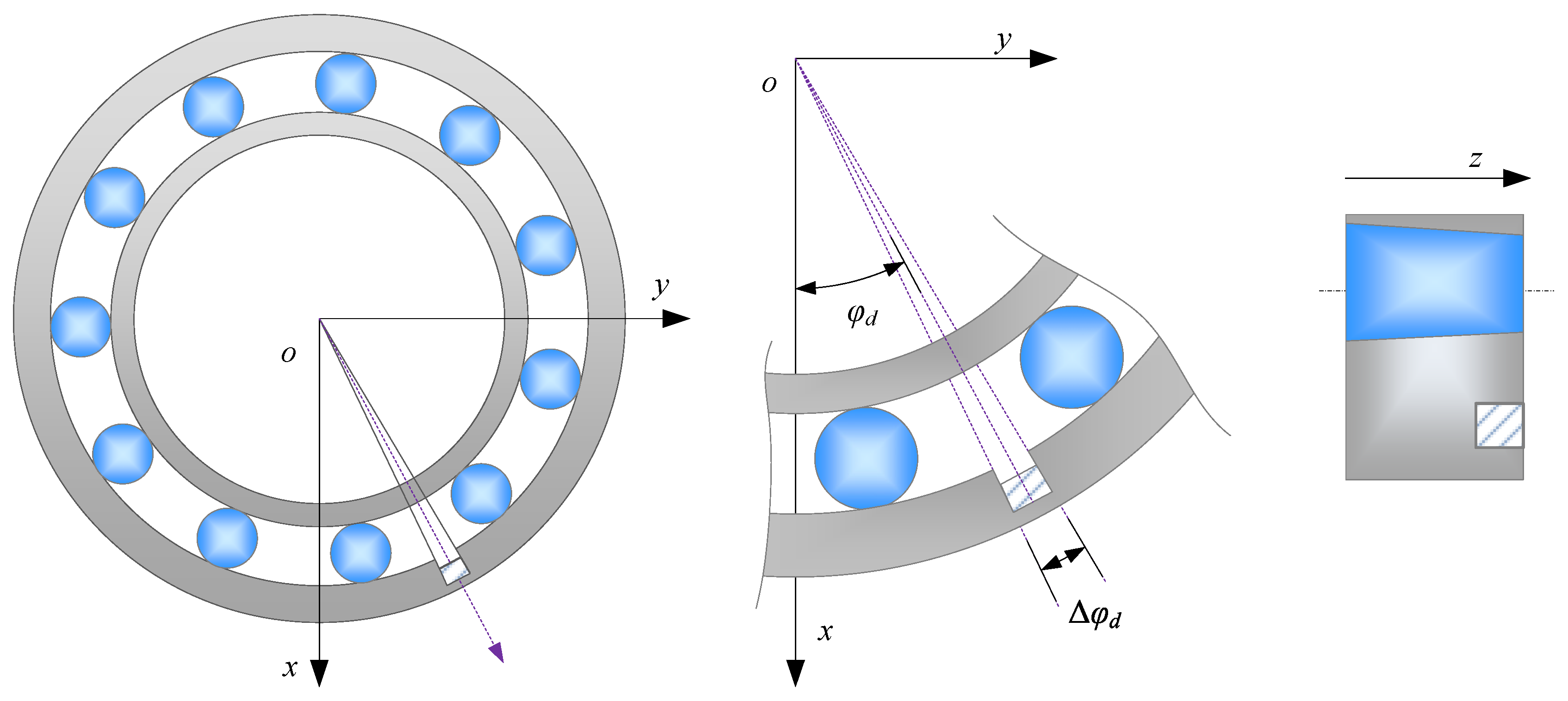
3.3. Dynamic Modeling for Non-Penetrating Damage in the Outer Raceway of TRB
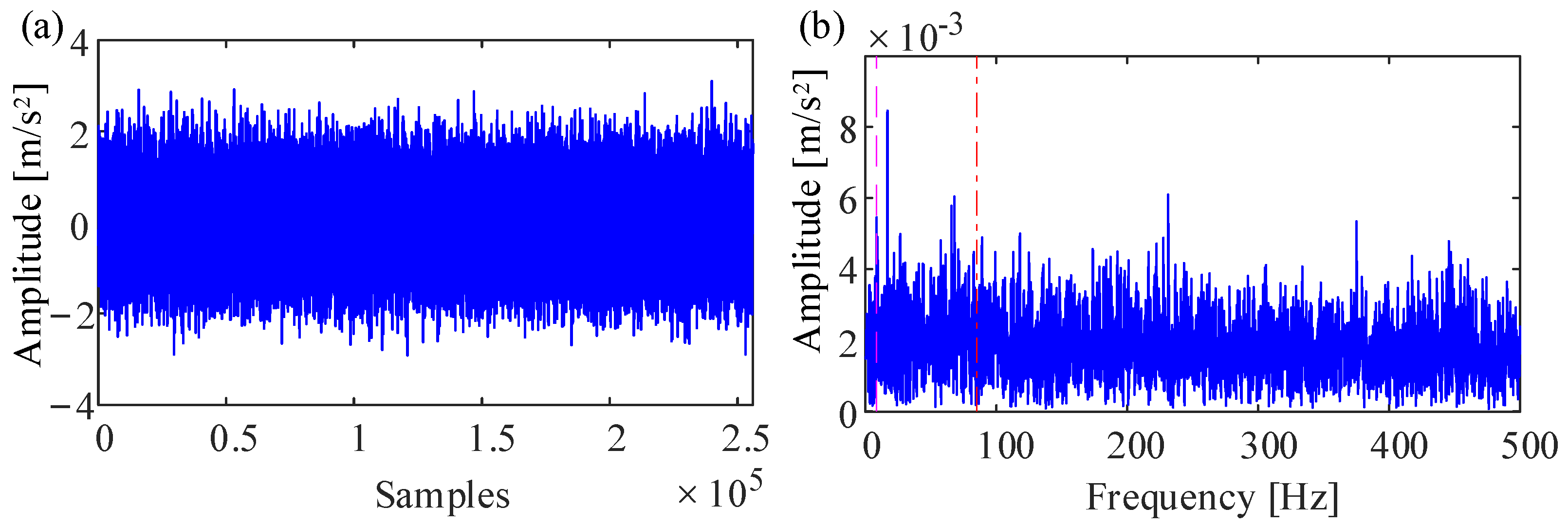
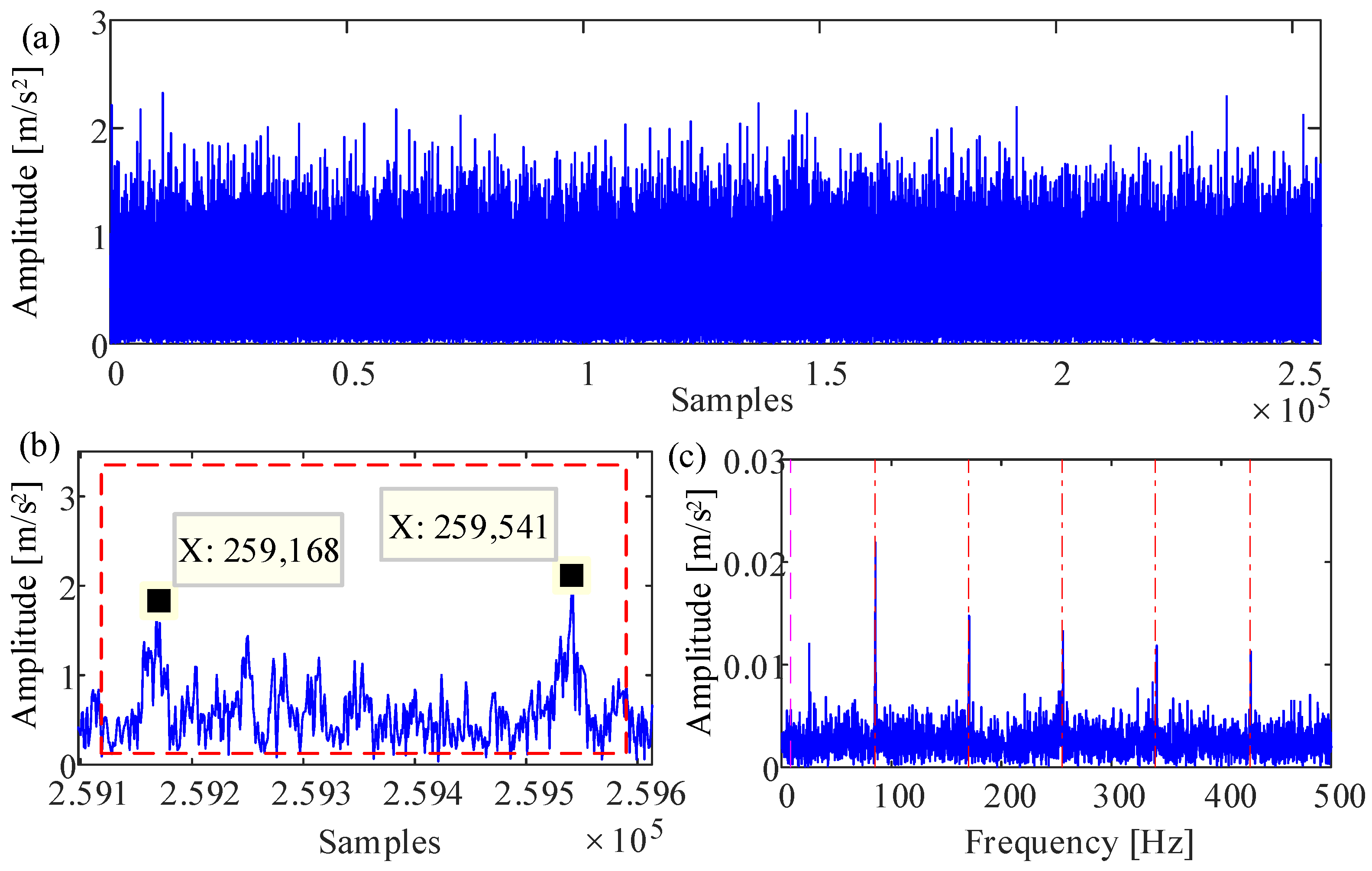
4. Simulation Analysis
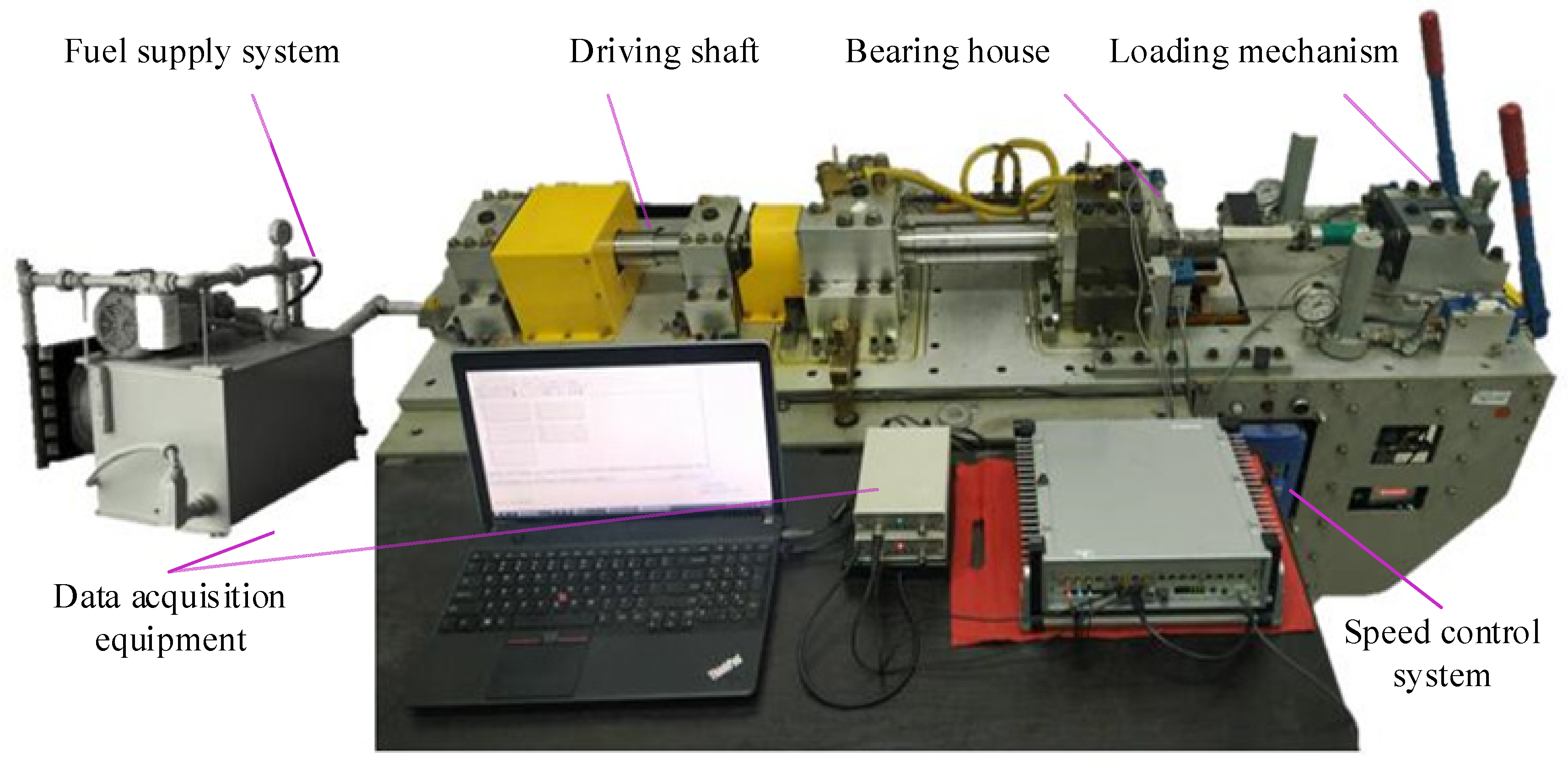
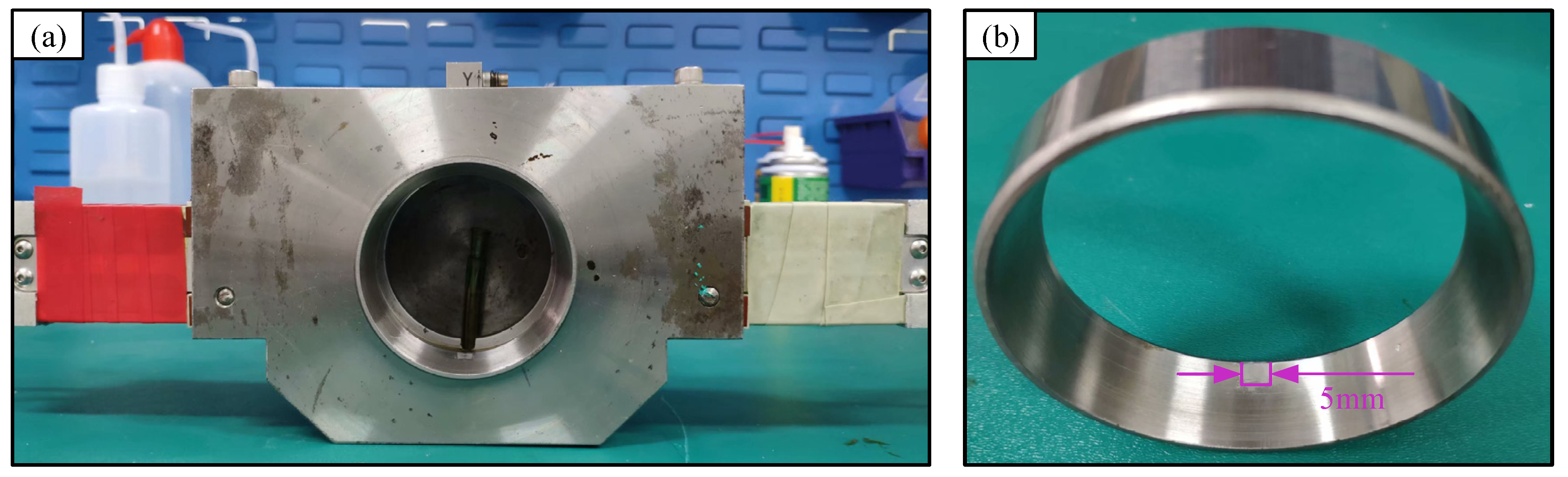
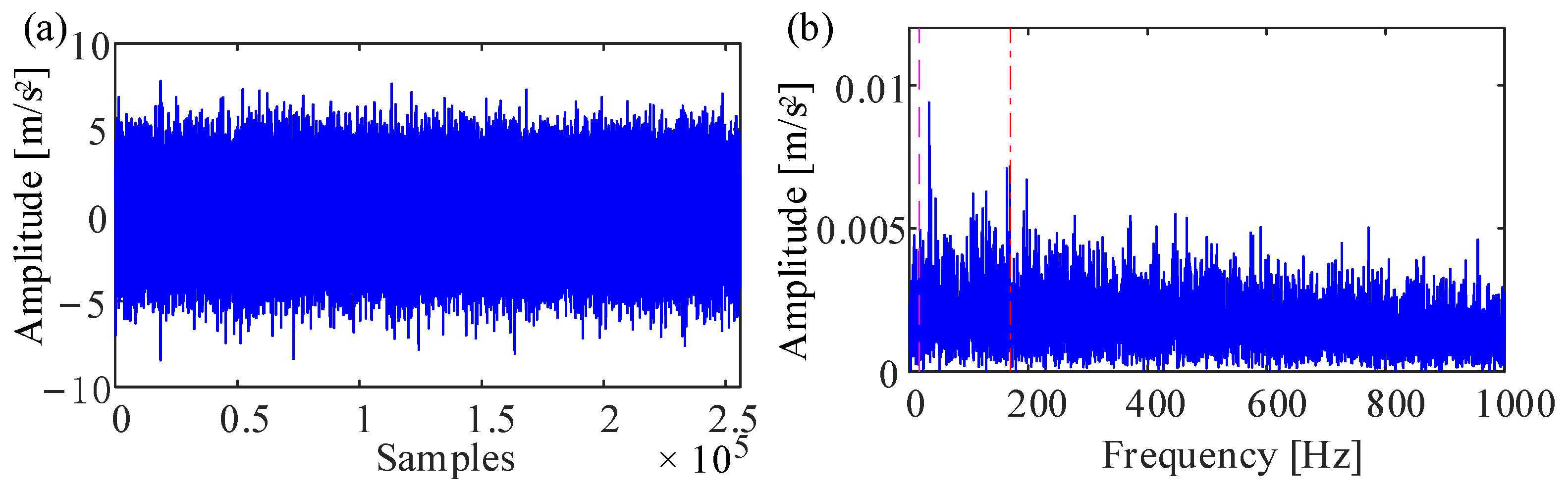
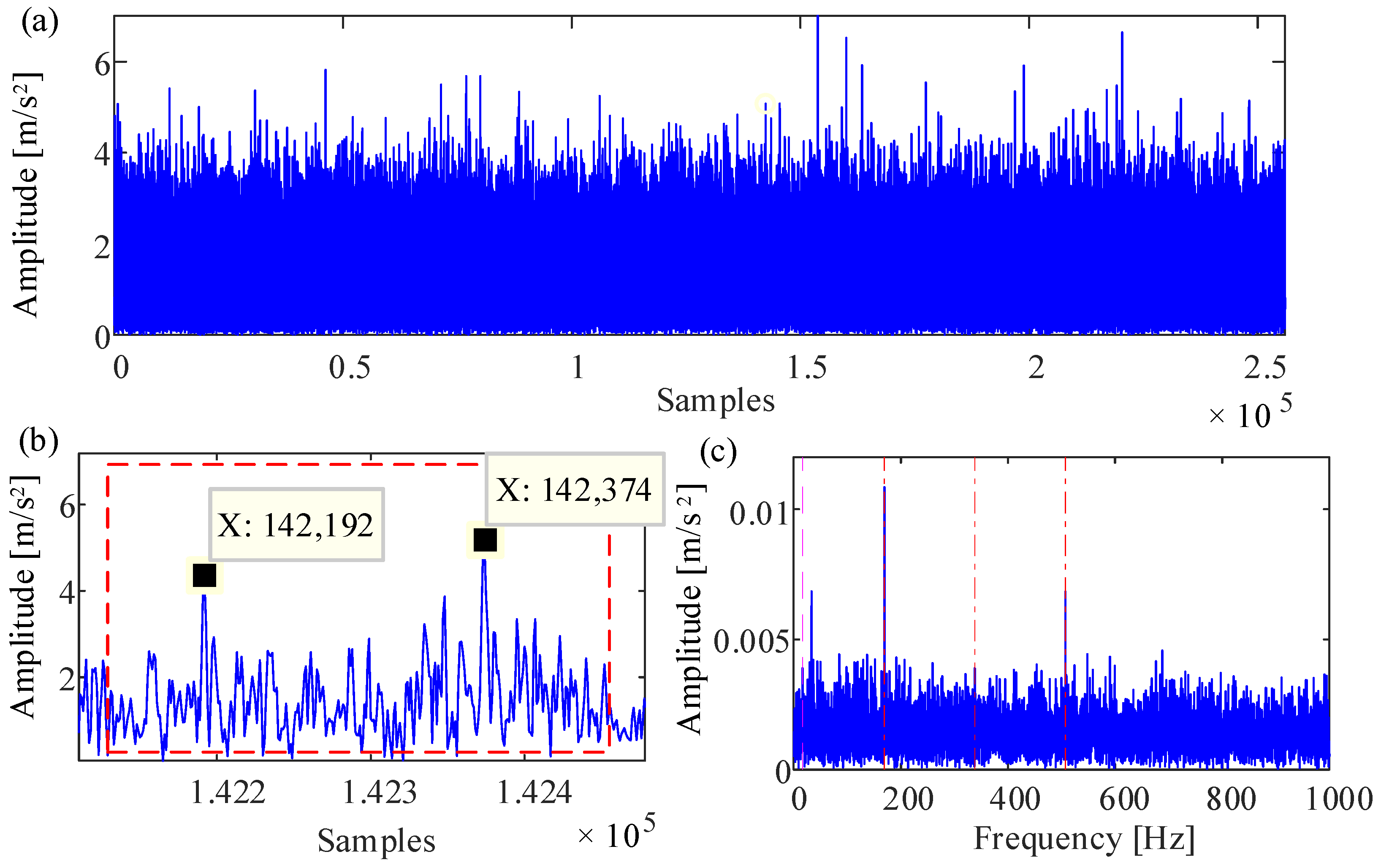
5. Experimental Analysis
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, K.; Dong, L.; Zheng, J.; Li, B.; Wang, D.; Sun, Y. Flow performance analysis of different air supply methods for high speed and low friction ball bearing. Tribol. Int. 2018, 121, 94–107. [Google Scholar] [CrossRef]
- Van Horenbeek, A.; Van Ostaeyen, J.; Duflou, J.R.; Pintelon, L. Quantifying the added value of an imperfectly performing condition monitoring system—Application to a wind turbine gearbox. Reliab. Eng. Syst. Saf. 2013, 111, 45–57. [Google Scholar] [CrossRef]
- Kang, W.; Zhu, Y.; Yan, K.; Ren, Z.; Gao, D.; Hong, J. Research on extracting weak repetitive transients of fault rolling element bearing. ISA Trans. 2021, 123, 381–397. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Kong, L.; Niu, Q.; Bai, Y. Improved DBSCAN Spindle Bearing Condition Monitoring Method Based on Kurtosis and Sample Entropy. Machines 2022, 10, 363. [Google Scholar] [CrossRef]
- Zhang, F.; Huang, J.; Chu, F.; Cui, L. Mechanism and Method for Outer Raceway Defect Localization of Ball Bearings. IEEE Access 2020, 8, 4351–4360. [Google Scholar] [CrossRef]
- Sawalhi, N.; Randall, R.B. Vibration response of spalled rolling element bearings: Observations, simulations and signal processing techniques to track the spall size. Mech. Syst. Signal Process. 2011, 25, 846–870. [Google Scholar] [CrossRef]
- Epps, I.K. An Investigation into Vibrations Excited by Discrete Faults in Rolling Element Bearings: School of Mechanical Engineering. Ph.D. Thesis, The University of Canterbury, Christchurch, New Zealand, 1991. [Google Scholar]
- Sharma, R.B.; Parey, A. Modelling of acoustic emission generated in rolling element bearing. Appl. Acoust. 2017, 144, 96–112. [Google Scholar] [CrossRef]
- Al-Ghamd, A.M.; Mba, D. A comparative experimental study on the use of acoustic emission and vibrationanalysis for bearing defect identification and estimation of defect size. Mech. Syst. Signal Process. 2006, 20, 1537–1571. [Google Scholar] [CrossRef] [Green Version]
- Ming, A.; Zhang, W.; Qin, Z.; Chu, F. Dual-Impulse Response Model for the Acoustic Emission Produced by a Spall and the Size Evaluation in Rolling Element Bearings. IEEE Trans. Ind. Electron. 2015, 62, 6606–6615. [Google Scholar] [CrossRef]
- Tarawneh, C.; Lima, J.D.; Santos, N.D.L.; Jones, R. Prognostics Models for Railroad Tapered Roller Bearings with Spall Defects on Inner or Outer rings. Tribol. Trans. 2019, 62, 897–906. [Google Scholar] [CrossRef]
- Montalvo, J.; Tarawneh, C.; Lima, J.; Cuanang, J.; Santos, N. Estimating the Outer Ring Defect Size and Remaining Service Life of Freight Railcar Bearings using Vibration Signatures. In Proceedings of the ASME/IEEE Joint Rail Conference, Snowbird, UT, USA, 9–12 April 2019. [Google Scholar]
- Lima, J.; Tarawneh, C.; Aguilera, J.; Cuanang, J. Estimating the Inner Ring Defect Size and Residual Service Life of Freight Railcar Bearings using Vibration Signatures. In Proceedings of the ASME/IEEE Joint Rail Conference, St. Louis, MO, USA, 20–22 April 2020. [Google Scholar]
- Zhao, M.; Lin, J.; Miao, Y.; Xu, X. Detection and Recovery of Fault Impulses Via Improved Harmonic Product Spectrum and Its Application in Defect Size Estimation of Train Bearings. Measurement 2016, 91, 421–439. [Google Scholar] [CrossRef]
- Jena, D.P.; Panigrah, S.N. Precise Measurement of Defect Width in Tapered Roller Bearing using Vibration Signal. Measurement 2014, 55, 39–50. [Google Scholar] [CrossRef]
- Guo, Y.; Sun, S.B.; Wu, X.; Na, J.; Fung, R.F. Experimental Investigation on Double-impulse Phenomenon of Hybrid Ceramic Ball Bearing with Outer Race Spall. Mech. Syst. Signal Process. 2018, 113, 189–198. [Google Scholar] [CrossRef]
- Sawalhi, N.; Wang, W.; Becker, A. Vibration Signal Processing for Spall Size Estimation in Rolling Element Bearings using Autoregressive Inverse Filtration Combined with Bearing Signal Synchronous Averaging. Adv. Mech. Eng. 2017, 9, 168781401770300. [Google Scholar] [CrossRef] [Green Version]
- Khanam, S.; Dutt, J.K.; Tandon, N. Impact Force Based Model for Bearing Local Fault Identification. J. Vib. Acoust. 2015, 137, 051002. [Google Scholar] [CrossRef]
- Liu, J.; Shao, Y.; Zhu, W. A New Model for the Relationship Between Vibration Characteristics Caused by the Time-Varying Contact Stiffness of a Deep Groove Ball Bearing and Defect Sizes. J. Tribol. Trans. Asme 2015, 137, 031101. [Google Scholar] [CrossRef]
- Moazen-Ahmadi, A.; Petersen, D.; Howard, C. A nonlinear dynamic vibration model of defective bearings—The importance of modelling the finite size of rolling elements. Mech. Syst. Signal Process. 2015, 52, 309–326. [Google Scholar] [CrossRef]
- Cui, L.; Huang, J.; Zhang, F. Quantitative and Localization Diagnosis of a Defective Ball Bearing Based on Vertical–Horizontal Synchronization Signal Analysis. IEEE Trans. Ind. Electron. 2017, 64, 8695–8706. [Google Scholar] [CrossRef]
- Cui, L.; Wang, X.; Wang, H.; Wu, N. Improved Fault Size Estimation Method for Rolling Element Bearings Based on Concatenation Dictionary. IEEE Access 2019, 7, 22710–22718. [Google Scholar] [CrossRef]
- Luo, M.; Guo, Y.; Wu, X.; Na, J. An analytical model for estimating spalled zone size of rolling element bearing based on dual-impulse time separation. J. Sound Vib. 2019, 453, 87–102. [Google Scholar] [CrossRef]
- Brecher, C.; Fey, M.; Bartelt, A.; Hassis, A. Design and Test Rig Experiments of a High Speed Tapered Roller Bearing for Main Spindle Applications. Procedia CIRP 2016, 46, 533–536. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Kang, W.; Zhu, Y.; Yan, K.; Hong, J. Effects of Defect on Roller-Raceway Contact State and Friction Torque of Tapered Roller Bearings. J. Tribol. T ASME 2020, 142, 1–8. [Google Scholar] [CrossRef]
- Tsuha, N.; Cavalca, K. Stiffness and damping of elastohydrodynamic line contact applied to cylindrical roller bearing dynamic model. J. Sound Vib. 2020, 481, 115444. [Google Scholar] [CrossRef]
- Deng, S.; Gu, J.; Cui, Y.; Zhang, W. Dynamic Analysis of a Tapered Roller Bearing. Ind. Lubr. Tribol. 2018, 70, 191–200. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Y.; Yan, K.; Wang, F.; Hong, J. A Novel Method to Model Effects of Natural Defect on Roller Bearing. Tribol. Int. 2018, 122, 169–178. [Google Scholar] [CrossRef]
- Moazen-Ahmadi, A.; Howard, C.Q. A Defect Size Estimation Method based on Operational Speed and Path of Rolling Elements in Defective Bearings. J. Sound Vib. 2016, 385, 138–148. [Google Scholar] [CrossRef]
- Patel, V.N.; Tandon, N.; Pandey, R.K. A Dynamic Model for Vibration Studies of Deep Groove Ball Bearings Considering Single and Multiple Defects in Races. J. Tribol. 2010, 132, 041101. [Google Scholar] [CrossRef]
- Dowson, D.; Higginson, G.R.; Nielsen, K.W. Elasto-Hydrodynamic Lubrication (International Series in Material, Science and Technology, Vol. 23). J. Lubr. Technol. 1978, 100, 447. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Yan, K.; Fang, B. A Fractal Model for Predicting Thermal Contact Conductance considering Elasto-plastic Deformation and Base Thermal Resistances. J. Mech. Sci. Technol. 2019, 33, 475–484. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Roller-outer raceway contact angle (rad) | 0.2473 |
| Roller-inner raceway contact angle (rad) | 0.1949 |
| Small end diameter of tapered roller (mm) | 6.131 |
| Large end diameter of tapered roller (mm) | 6.846 |
| Number of tapered rollers | 23 |
| Half roller angle (rad) | 0.0262 |
| Pitch diameter (mm) | 55.1707 |
| Roller length (mm) | 13.66 |
| Flange angle (rad) | 1.5621 |
| Time and Relative Error | Speed (r/min) | |
|---|---|---|
| 500 | 1000 | |
| Theoretical time (samples) | 359.54 | 179.77 |
| Theoretical fault size (mm) | 5.00 | 5.00 |
| Simulated time (samples) | 373 | 186 |
| Simulated fault size (mm) | 5.2 | 5.2 |
| Relative error (%) | 3.74 | 3.74 |
| Time and Relative Error | Speed (r/min) | |
|---|---|---|
| 500 | 1000 | |
| Theoretical time (samples) | 359.54 | 179.77 |
| Theoretical fault size (mm) | 5.00 | 5.00 |
| Simulated time (samples) | 373 | 182 |
| Simulated fault size (mm) | 5.2 | 5.1 |
| Relative error (%) | 3.74 | 1.24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, W.; Zhu, Y.; Yan, K.; Liu, Y.; Gao, D.; Ren, Z. Modeling and Fault Size Estimation for Non-Penetrating Damage in the Outer Raceway of Tapered Roller Bearing. Machines 2022, 10, 516. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070516
Kang W, Zhu Y, Yan K, Liu Y, Gao D, Ren Z. Modeling and Fault Size Estimation for Non-Penetrating Damage in the Outer Raceway of Tapered Roller Bearing. Machines. 2022; 10(7):516. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070516
Chicago/Turabian StyleKang, Wei, Yongsheng Zhu, Ke Yan, Yuwei Liu, Dawei Gao, and Zhijun Ren. 2022. "Modeling and Fault Size Estimation for Non-Penetrating Damage in the Outer Raceway of Tapered Roller Bearing" Machines 10, no. 7: 516. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070516