
A Magnetic Abrasive Finishing Process with an Auxiliary Magnetic Machining Tool for the Internal Surface Finishing of a Thick-Walled Tube

 and
and
Abstract
:1. Introduction
2. Methods and Experimental Procedure
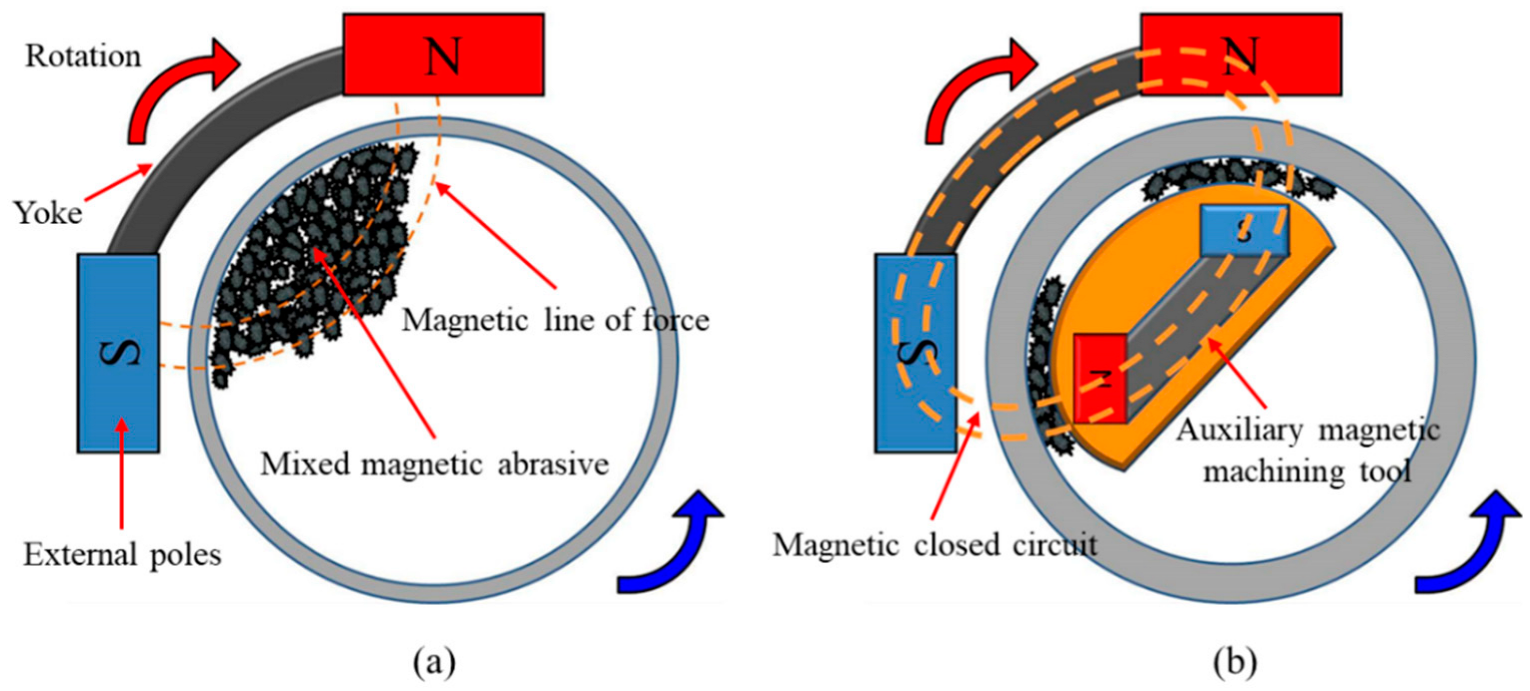
2.1. Machining Principle
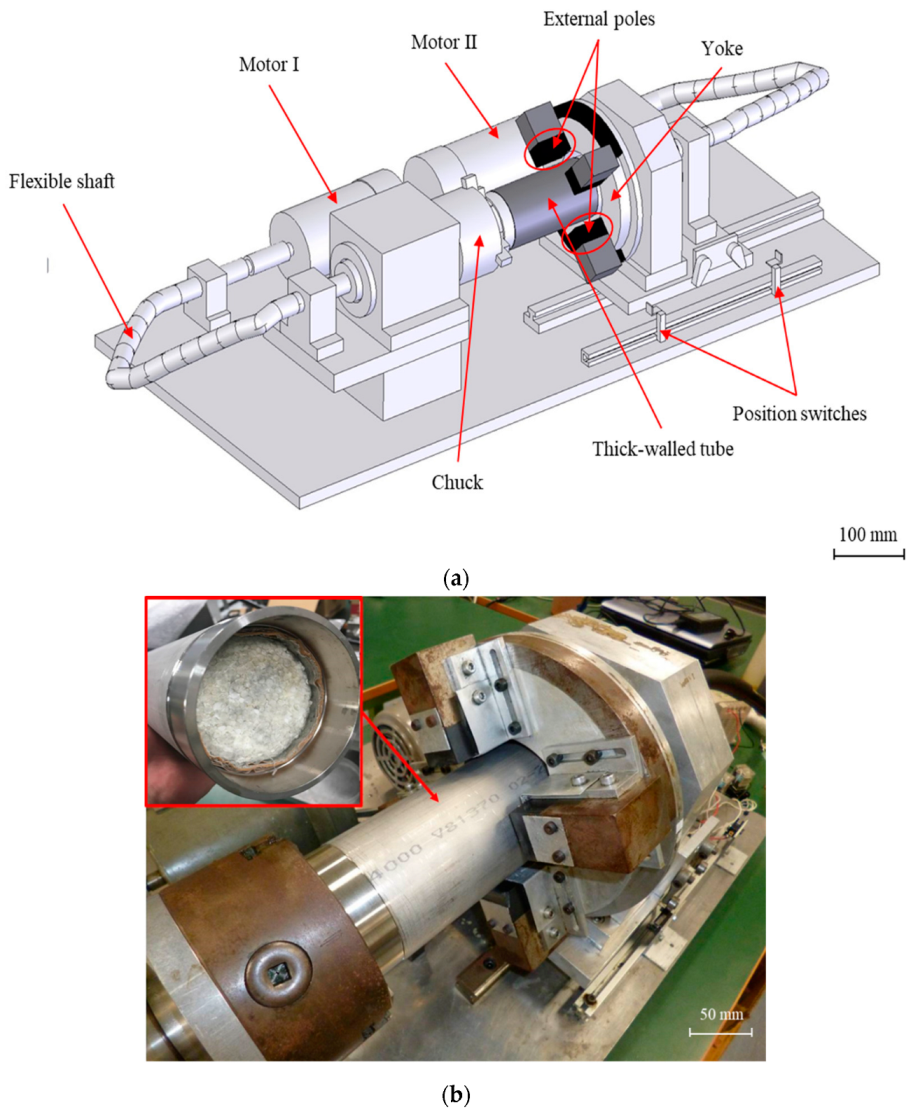
2.2. Experimental Setup and Auxiliary Magnetic Machining Tool
2.3. Experimental Conditions
3. Results
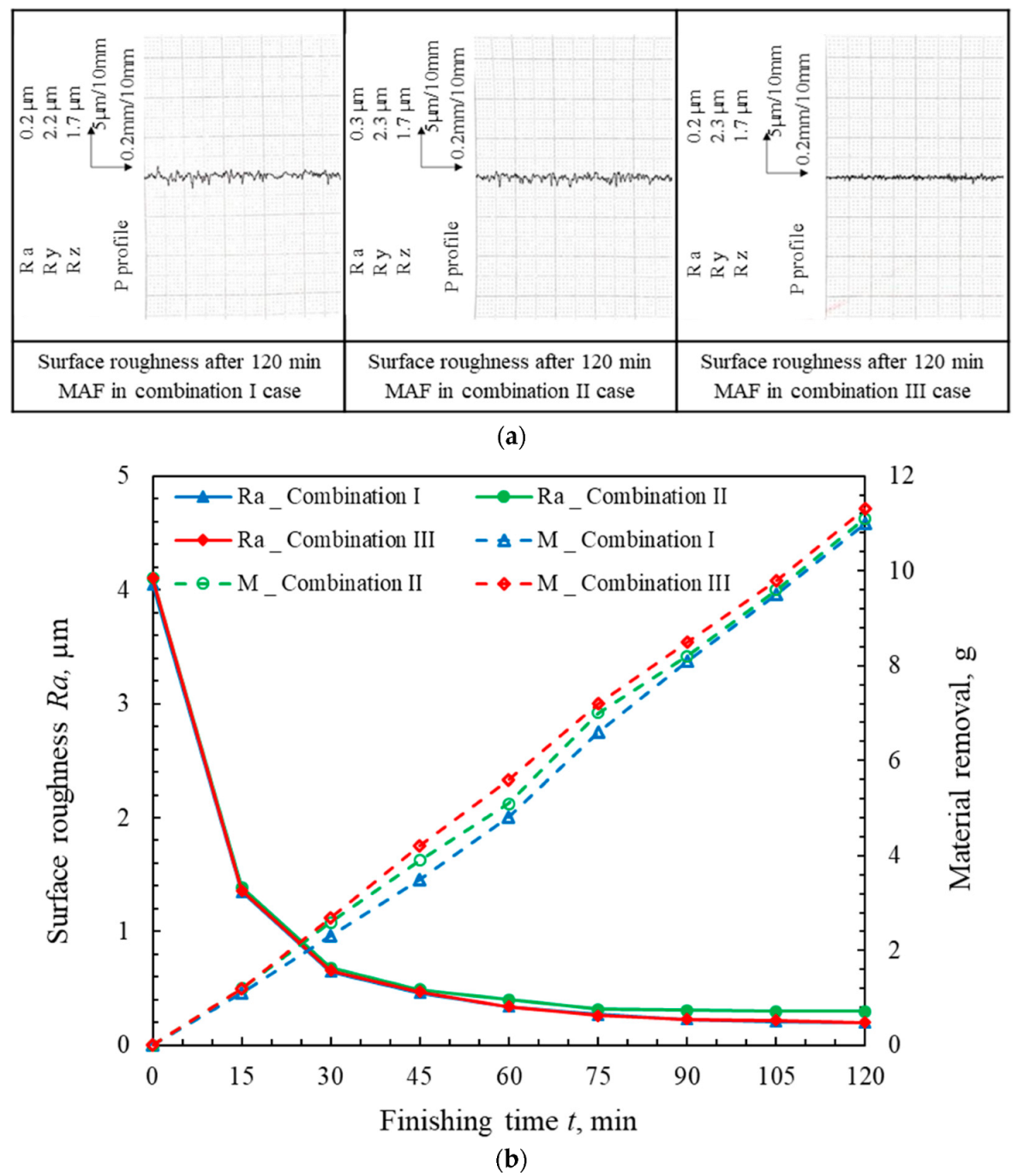
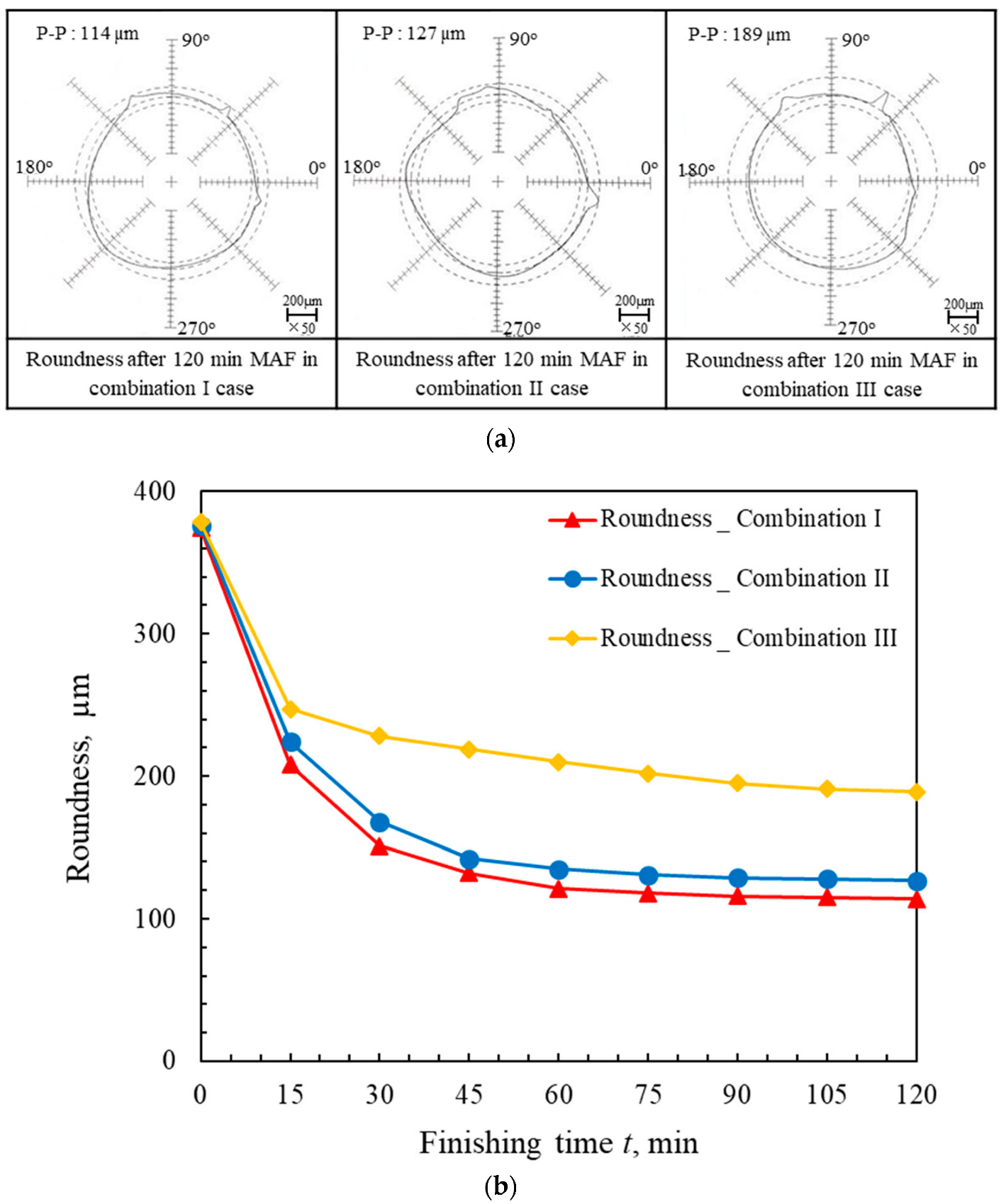
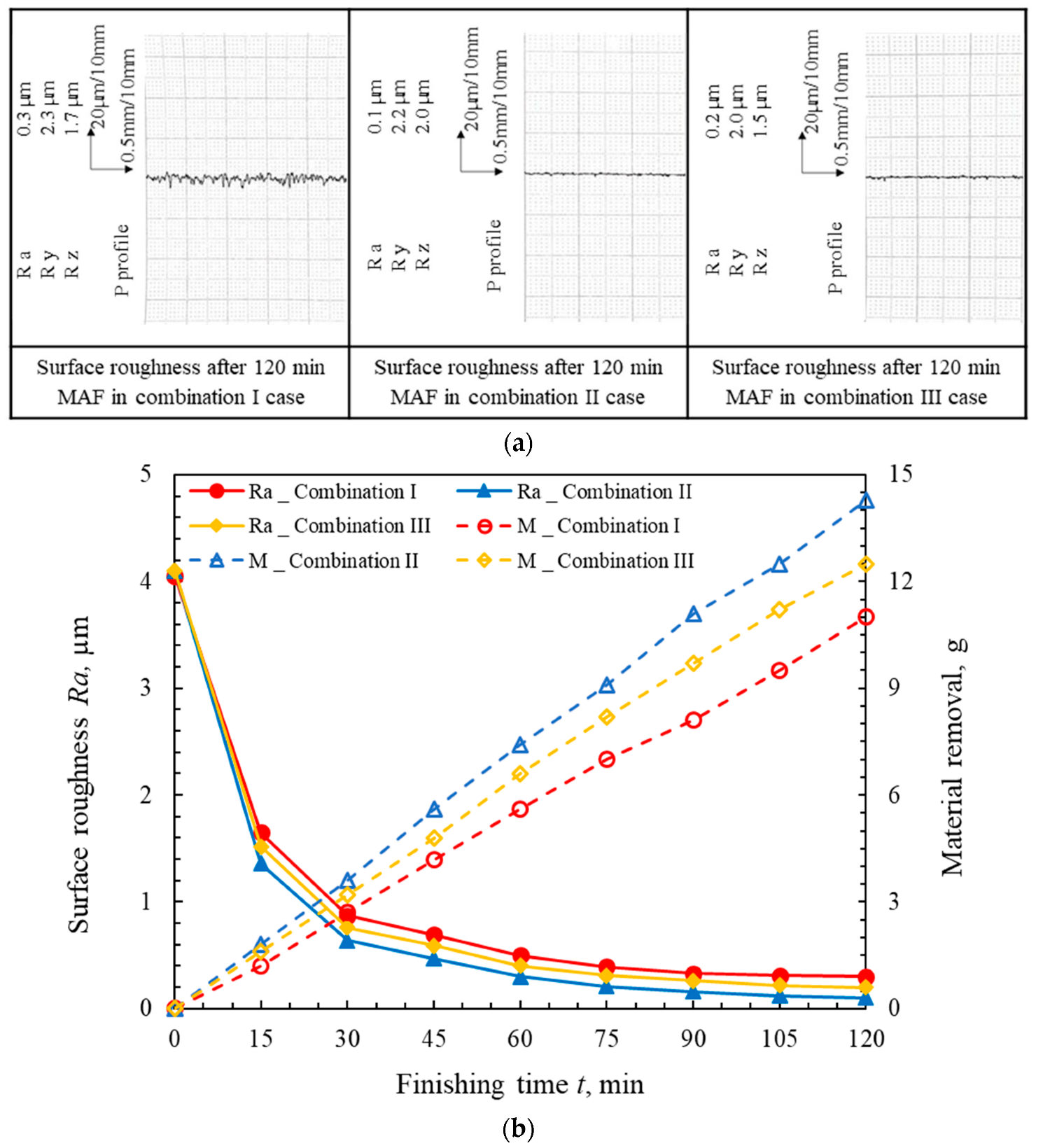
3.1. Effect of the Amount of Mixed Magnetic Abrasive on the Roundness and Surface Roughness
3.2. Effect of the Relative Rotation Speed of the Tube Workpiece and the External Magnetic Poles on the Roundness and Surface Roughness
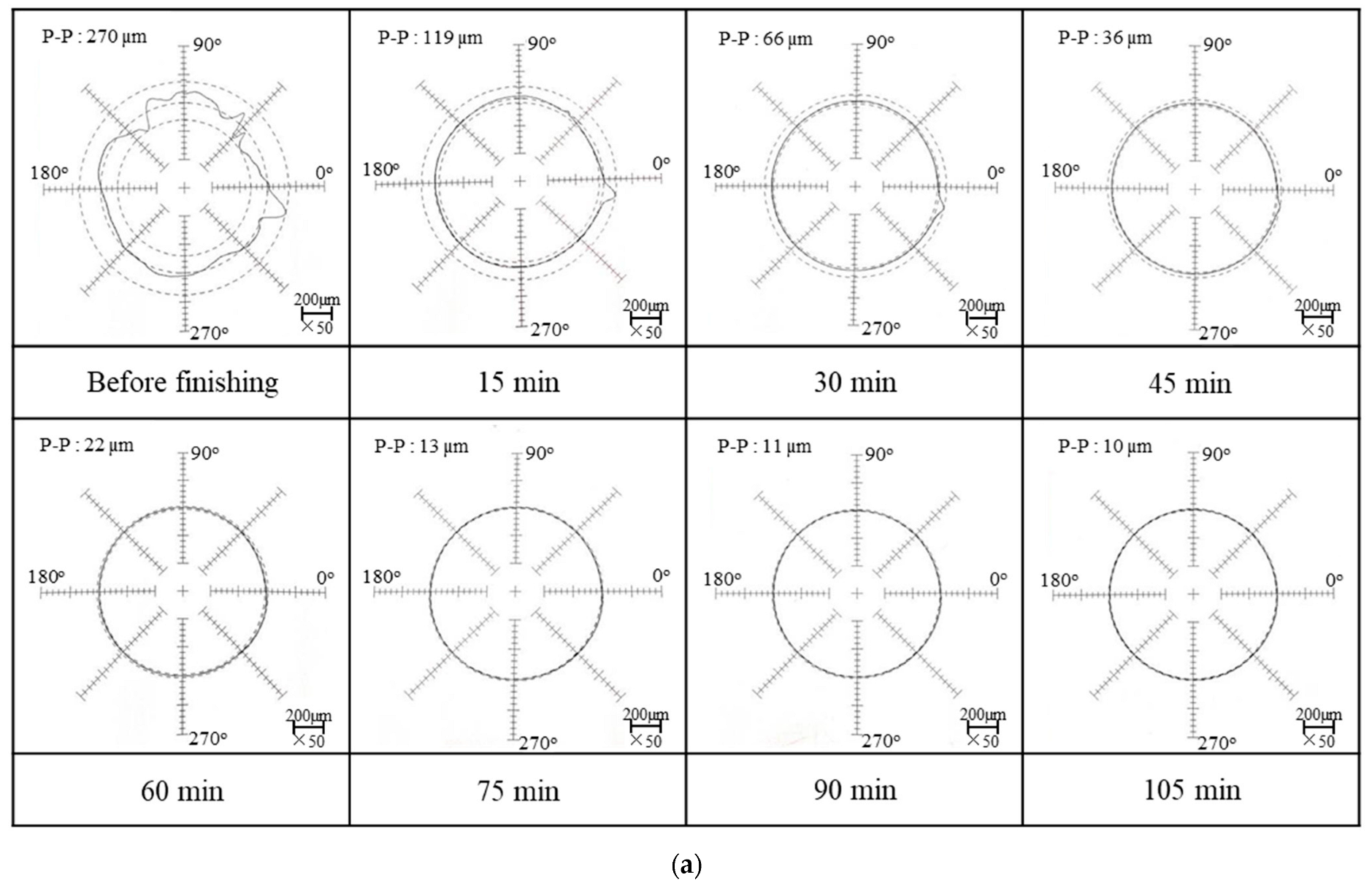
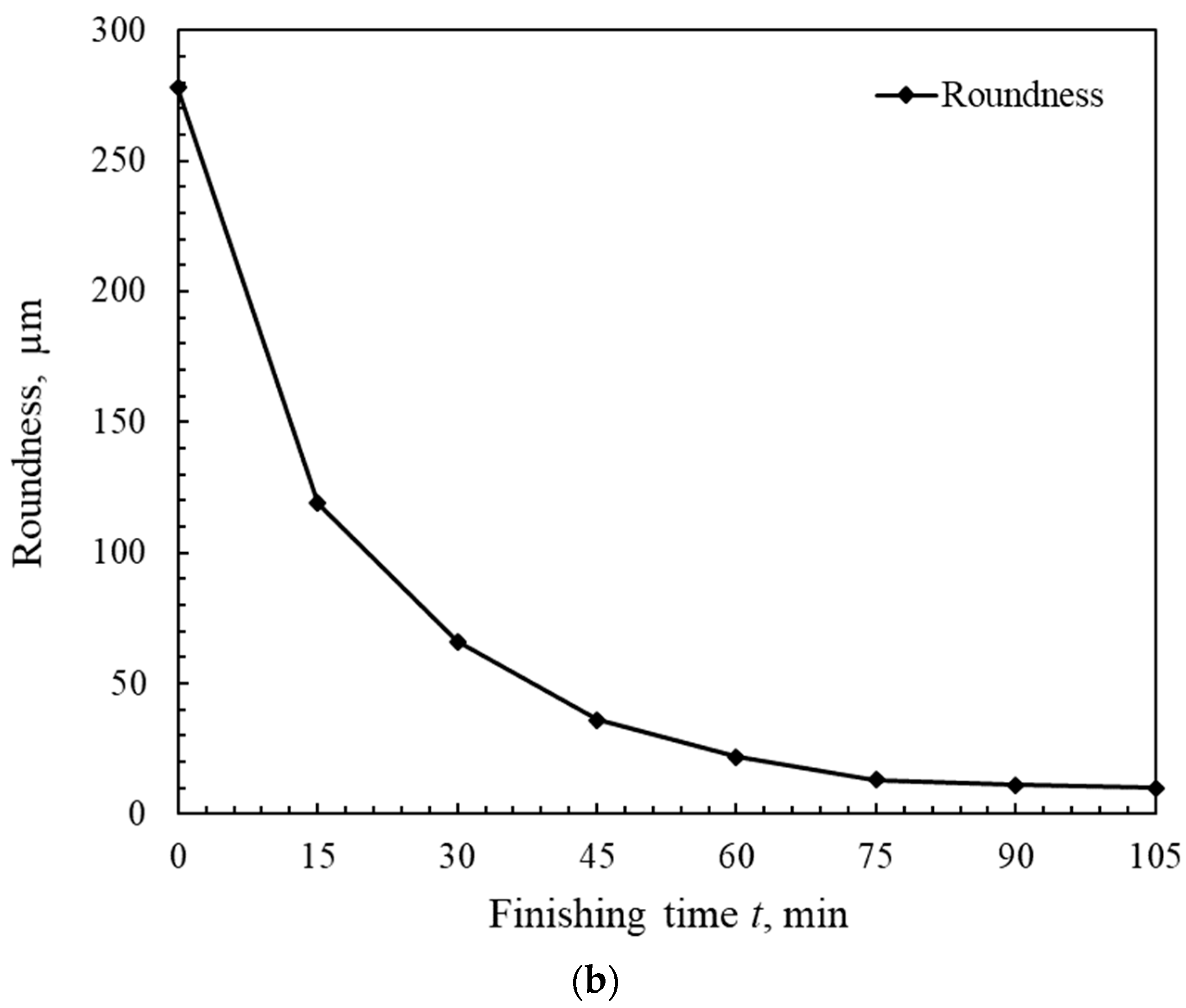
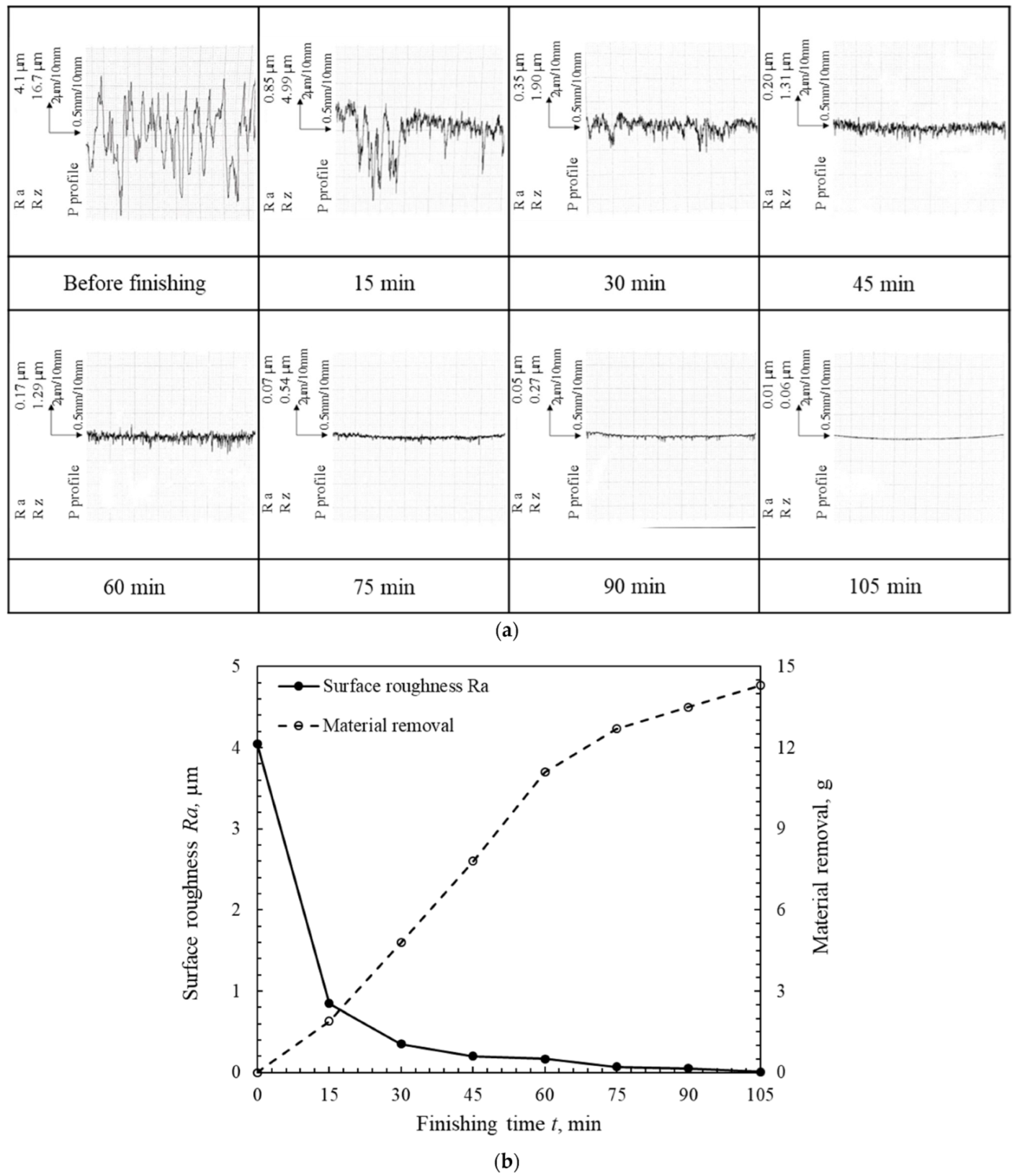
3.3. Multi-Stage MAF Processes in the Case of High-Speed Rotations
4. Discussion
5. Conclusions
- The proposed method of magnetic abrasive finishing with an auxiliary magnetic machining tool successfully achieved the internal surface finishing of the thick-walled tube. Additionally, the auxiliary magnetic machining tool was designed and applied in the experiments of the MAF process to improve the strength of magnetic field force.
- A better internal surface quality was easily obtained in the case of a high-speed rotation. Since the auxiliary magnetic machining tool produced a large centripetal force with a high-speed rotation in a closed magnetic field circuit, the roundness and surface roughness could be improved.
- On the other hand, the size of the abrasive particles should match the surface quality workpiece. Hence, the final experiment was performed by adjusting the size of the abrasive particles in a multi-stage process to obtain better internal surface quality.
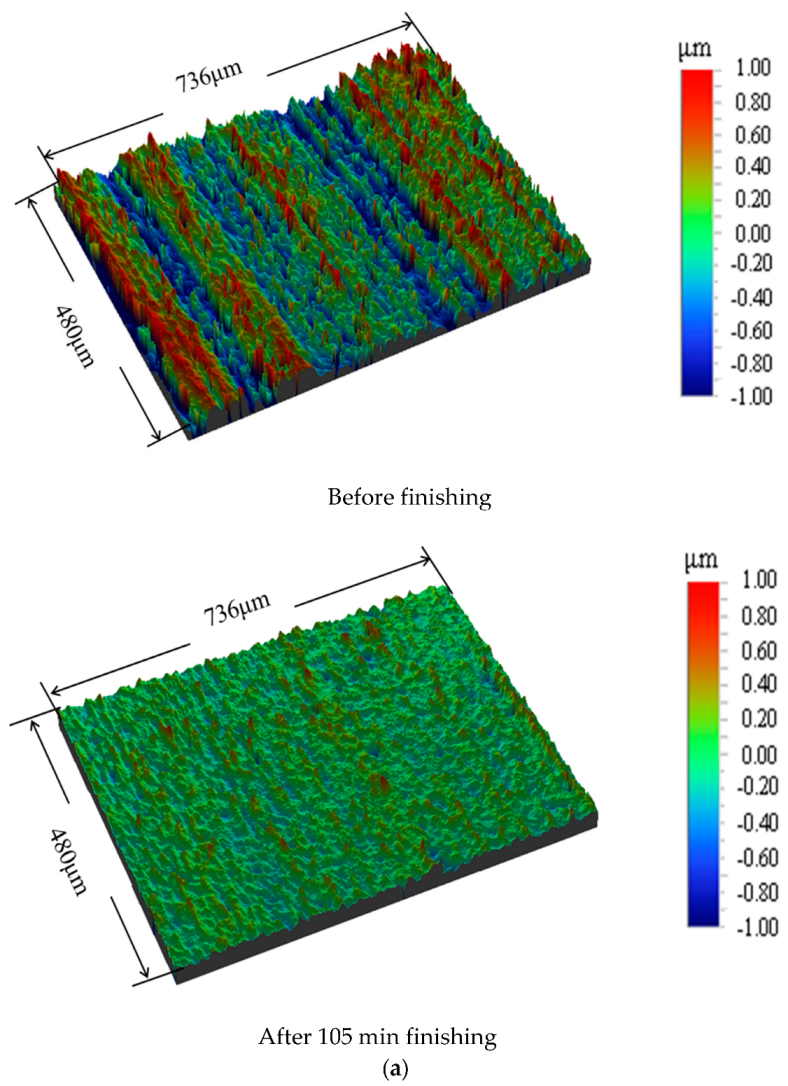
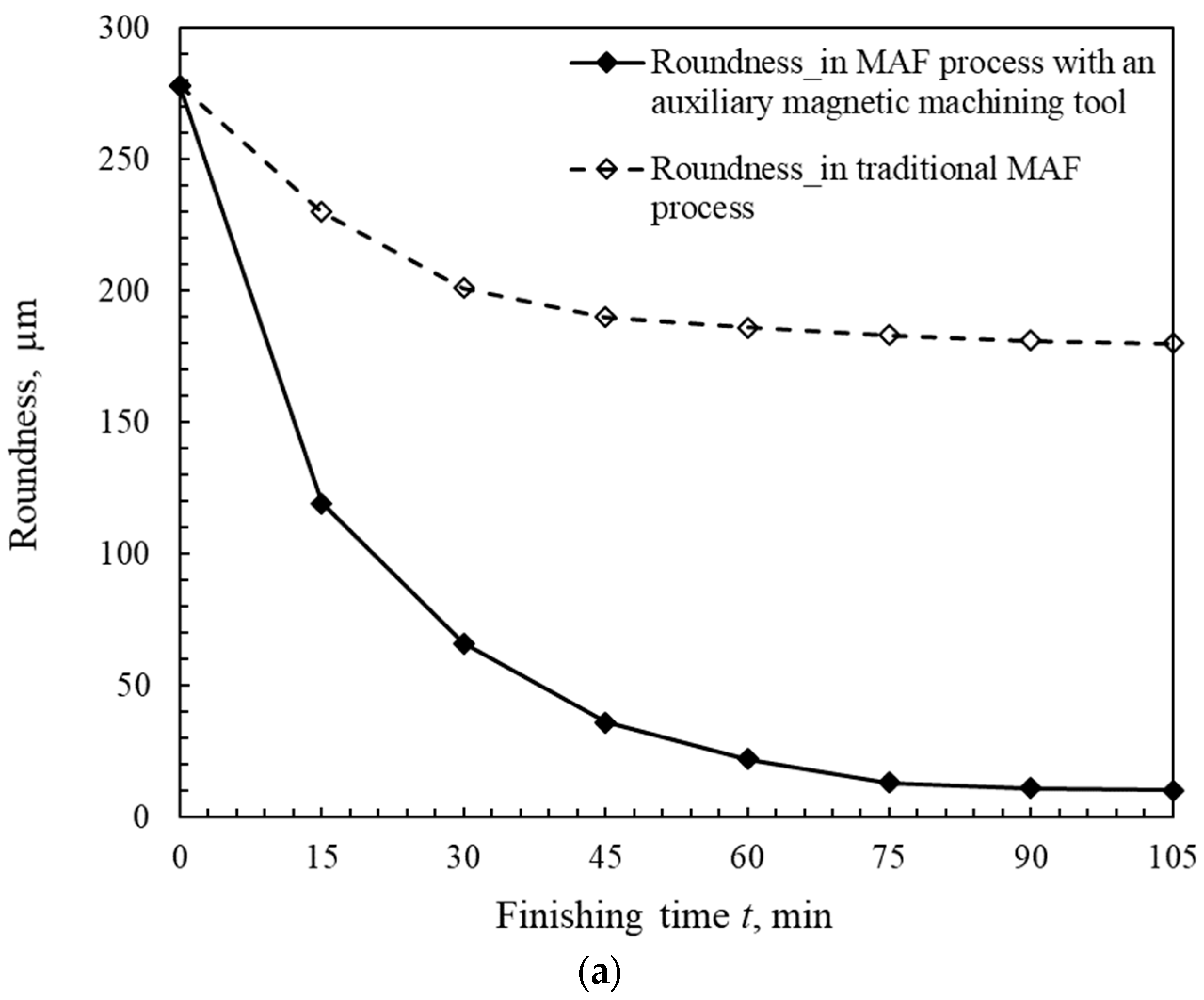
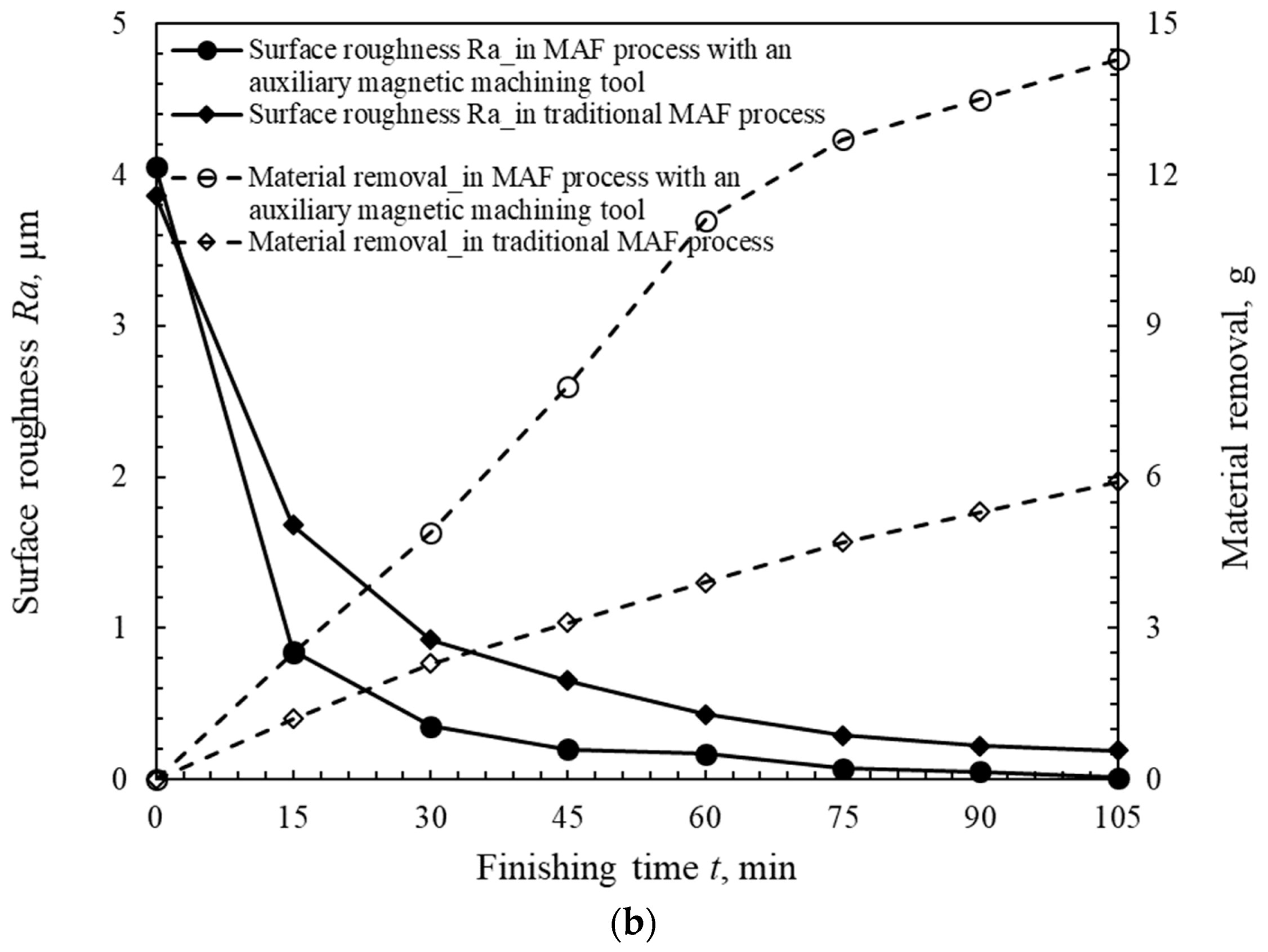
- Compared with the traditional MAF process, the roundness and the surface roughness were improved by using an auxiliary magnetic machining tool. Furthermore, the roundness reached 10 µm from an original roundness value of 270 µm, and the surface roughness reached 10 nm from an original roughness value of 4.1 µm in a multi-stage process in the case of high-speed rotation after 105 min of the MAF process.
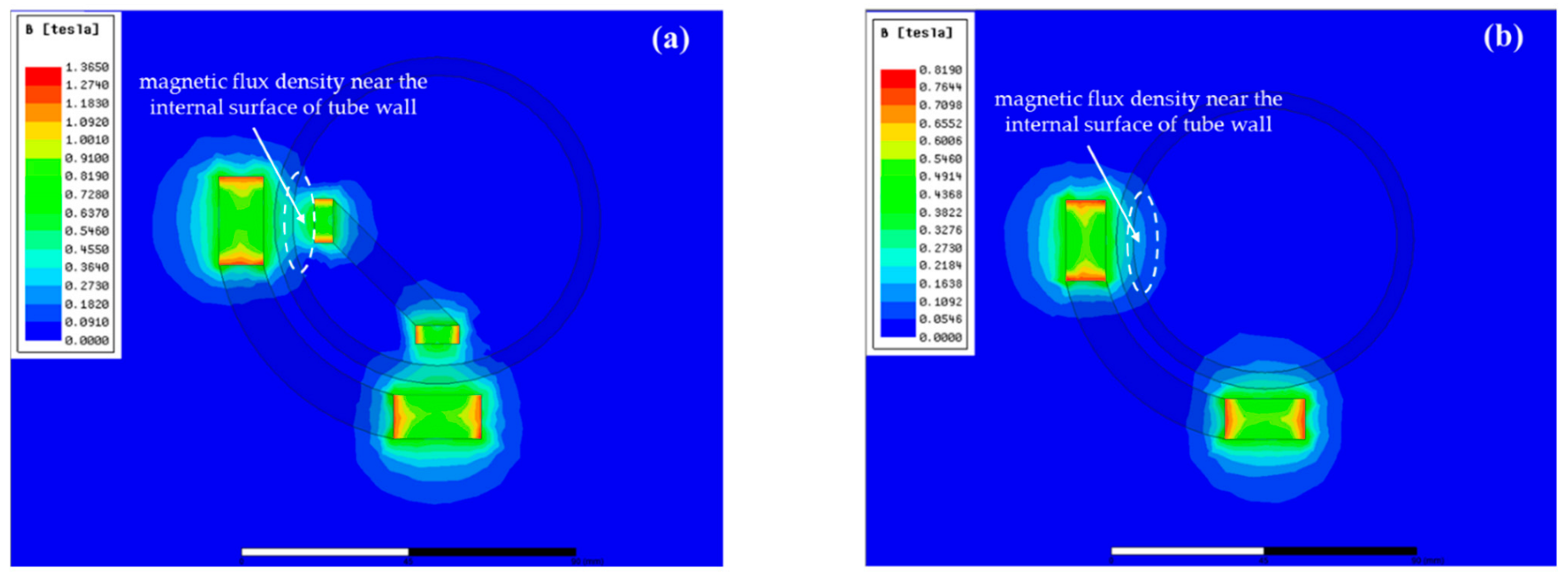
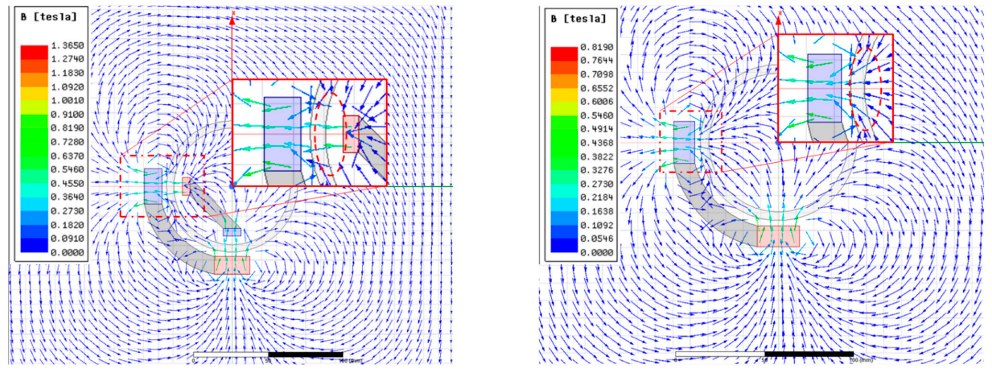
- The nephogram graph of the magnetic flux density and the distribution map of the magnetic field lines in the traditional MAF process and MAF process with an auxiliary magnetic machining tool were analyzed by Ansys Maxwell software. The comparison results reveal that a greater magnetic flux density and a better aggregation effect of the magnetic force lines are generated in a closed magnetic field circuit.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fisher, J.; Kaufmann, E.; Pense, A. Effect of Corrosion on Crack Development and Fatigue Life. Transp. Res. Rec. 1998, 1624, 110–117. [Google Scholar] [CrossRef]
- Kumar, C.G.; Anand, S.K. Significance of microbial biofilms in food industry: A review. Int. J. Food Microbiol. 1998, 42, 9–27. [Google Scholar] [CrossRef]
- Hang, W.; Wei, L.Q.; Debela, T.T.; Chen, H.Y.; Zhou, L.B.; Yuan, J.L.; Ma, Y. Crystallographic orientation effect on the polishing behavior of LiTaO3 single crystal and its correlation with strain rate sensitivity. Ceram. Int. 2022, 48, 7766–7777. [Google Scholar] [CrossRef]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Matsunaga, M. Study on magnetic abrasive finishing. Ann. CIRP 1990, 39, 325–328. [Google Scholar] [CrossRef]
- Sun, X.; Zou, Y.H. Development of magnetic abrasive finishing combined with electrolytic process for finishing SUS304 stainless steel plane. Int. J. Adv. Manuf. Technol. 2017, 92, 3373–3384. [Google Scholar] [CrossRef]
- Liu, J.N.; Zou, Y.H. Study on Mechanism of Roundness Improvement by the Internal Magnetic Abrasive Finishing Process Using Magnetic Machining Tool. Machines 2022, 9, 112. [Google Scholar] [CrossRef]
- Deng, Y.M.; Zhao, Y.G.; Zhao, G.Y.; Gao, Y.W.; Liu, G.X.; Wang, K. Study on magnetic abrasive finishing of the inner surface of Ni–Ti alloy cardiovascular stents tube. Int. J. Adv. Manuf. Technol. 2021, 118, 2299–2309. [Google Scholar] [CrossRef]
- Shinmura, T.; Takazawa, K.; Hatano, E. Study on magnetic abrasive finishing: Rounding condition and its confirmation by experiment. Bull. Jpn. Soc. Precis. Eng. 1986, 52, 1598–1603. (In Japanese) [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T.; Sekine, M. Uniform Internal Finishing of SUS304 Stainless Steel Bent Tube Using a Magnetic Abrasive Finishing Process. J. Manuf. Sci. Eng. 2005, 127, 605–611. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, D. Study on the inner surface finishing of tubing by magnetic abrasive finishing. Int. J. Mach. Tools Manuf. 2005, 45, 43–49. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T. Study on a new internal finishing process by the application of magnetic abrasive machining: Discussion of the roundness. Bull. Jpn. Soc. Precis. Eng. 1996, 62, 1617–1621. (In Japanese) [Google Scholar] [CrossRef]
- Shinmura, T.; Aizawa, T. Study on Internal Finishing of a Non-ferromagnetic Tubing by Magnetic Abrasive Machining Process. Bull. Jpn. Soc. Precis. Eng. 1989, 23, 37–41. (In Japanese) [Google Scholar]
- Shinmura, T.; Yamaguchi, H. Study on a New Internal Finishing Process by the Application of Magnetic Abrasive Machining: Internal Finishing of Stainless Steel Tube and Clean Gas Bomb. JSME Int. J. C-Mech. Sy. 1995, 38, 798–804. [Google Scholar] [CrossRef]
- Zhang, S.R.; Yang, L.F.; Wu, G.X. Experimental Study on Increasing Magnetic Abrasive Finishing Efficiency of Finishing Nonferromagnetic Materials. Key Eng. Mater. 2007, 359, 300–304. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T.; Ikeda, R. Study of Internal Finishing of Austenitic Stainless Steel Capillary Tubes by Magnetic Abrasive Finishing. J. Manuf. Sci. Eng. 2007, 129, 885–892. [Google Scholar] [CrossRef]
- Hitomi, Y.; Anil, K.S.; Michael, T.; Fukuo, H. Magnetic Abrasive Finishing of cutting tools for high-speed machining of titanium alloys. CIRP J. Manuf. Sci. Technol. 2014, 7, 299–304. [Google Scholar]
- Muhamad, M.R.; Zou, Y.H.; Sugiyama, H.S. Development of a new internal finishing of tube by magnetic abrasive finishing process combined with electrochemical machining. Int. J. Mech. Eng. Appl. 2015, 3, 22–29. [Google Scholar]
- Muhamad, M.R.; Zou, Y.H.; Sugiyama, H.S. Investigation of the finishing characteristics in an internal tube finishing process by magnetic abrasive finishing combined with electrolysis. Trans. IMF 2016, 94, 159–165. [Google Scholar] [CrossRef]
- Muhamad, M.R.; Jamaludin, M.F.; Ab Karim, M.S.; Yusof, F.; Zou, Y.H. Effects of electrolysis on magnetic abrasive finishing of AA6063-T1 tube internal surface using combination machining tool. Materialwiss. Werkst. 2018, 49, 442–452. [Google Scholar] [CrossRef]
- Wang, C.; Loh, Y.M.; Cheung, C.F.; Wang, S.; Ho, L.T.; Li, Z. Shape-adaptive magnetic field-assisted batch polishing of three-dimensional surfaces. Precis. Eng. 2022, 76, 261–283. [Google Scholar] [CrossRef]
- Wang, T.; Huang, L.; Kang, H.; Choi, H.; Kim, D.W.; Tayabaly, K.; Idir, M. RIFTA: A Robust Iterative Fourier Transform-based dwell time Algorithm for ultra-precision ion beam figuring of synchrotron mirrors. Sci. Rep. 2020, 10, 8135. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.J.; Cheung, C.F.; Ho, L.T.; Liu, M.Y.; Lee, W.B. A novel multi-jet polishing process and tool for high-efficiency polishing. Int. J. Mach. Tools Manuf. 2017, 115, 60–73. [Google Scholar] [CrossRef]
- Beaucamp, A.; Namba, Y. Super-smooth finishing of diamond turned hard X-ray molding dies by combined fluid jet and bonnet polishing. CIRP Ann. 2013, 62, 315–318. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | SUS304 stainless-steel welded tube ∅89 × ∅79.1 × 200 mm |
| Auxiliary magnetic machining tool | Magnetic material: Nd-Fe-B; type: NdFeB380/80 |
| Yoke: SS400 steel | |
| Molding material: polymer | |
| Working gap | Between the internal and external magnets: 9 mm |
| Between the internal magnets and internal surface of workpiece: 1 mm | |
| Between the external magnets and external surface of workpiece: 3 mm | |
| Rotation speed of workpiece | 180 min−1 |
| Rotation speed of external poles | 131 min−1 |
| Feeding speed of external poles | 1280 mm/min |
| Finishing length | 90 mm |
| Combinations of mixed magnetic abrasive | Combination I: 20 g (1680 µm electrolytic iron powder) and 20 mL (7.5 wt% #400WA slurry) |
| Combination II: 30 g (1680 µm electrolytic iron powder) and 20 mL (7.5 wt% #400WA slurry) | |
| Combination III: 30 g (1680 µm electrolytic iron powder) and 30 mL (7.5 wt% #400WA slurry) | |
| Finishing time | 8 × 15 min |
| Workpiece | SUS304 stainless-steel welded tube ∅89 × ∅79.1 × 200 mm |
| Magnetic particles | Electrolytic icon particles, 1680 µm, 20 g |
| Abrasives slurry | #400WA slurry 7.5 wt%, 20 mL |
| Combinations of workpiece and external pole revolutions | Combination I: 180 min−1 (workpiece) and 132 min−1 (external pole) |
| Combination II: 129 min−1 (workpiece) and 181 min−1 (external pole) | |
| Combination III: 82 min−1 (workpiece) and 229 min−1 (external pole) |
| Workpiece | SUS304 stainless-steel welded tube ∅90 × ∅80 × 200 mm |
| Rotation speed of workpiece | 240 min−1 |
| Rotation speed of external poles | 300 min−1 |
| Combination of mixed magnetic abrasive in different finishing stages | Stage I: 30 g (1680 µm electrolytic iron powder) and 20 mL (#400WA slurry) |
| Stage II: 20 g (330 µm electrolytic iron powder) and 20 mL (#1000WA slurry) | |
| Stage III: 20 g (75 µm electrolytic iron powder) and 20 mL (#4000WA slurry) | |
| Stage Ⅳ: 20 g (30 µm electrolytic iron powder) and 20 mL (1~2 µm diamond particles) | |
| Finishing time | Stage I: 2 × 15 min |
| Stage II: 2 × 15 min | |
| Stage III: 2 × 15 min | |
| Stage Ⅳ: 1 × 15 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Xue, Y.; Li, B.; Fu, Y.; Jiang, Y.; Chen, R.; Hang, W.; Sun, X. A Magnetic Abrasive Finishing Process with an Auxiliary Magnetic Machining Tool for the Internal Surface Finishing of a Thick-Walled Tube. Machines 2022, 10, 529. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070529
Yang Y, Xue Y, Li B, Fu Y, Jiang Y, Chen R, Hang W, Sun X. A Magnetic Abrasive Finishing Process with an Auxiliary Magnetic Machining Tool for the Internal Surface Finishing of a Thick-Walled Tube. Machines. 2022; 10(7):529. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070529
Chicago/Turabian StyleYang, Yanzhen, Yuan Xue, Binxun Li, Yongjian Fu, Yinghan Jiang, Rongxin Chen, Wei Hang, and Xu Sun. 2022. "A Magnetic Abrasive Finishing Process with an Auxiliary Magnetic Machining Tool for the Internal Surface Finishing of a Thick-Walled Tube" Machines 10, no. 7: 529. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10070529