
Design, Manufacture, and Performance Testing of Extrusion–Pultrusion Machine for Fiber-Reinforced Thermoplastic Pellet Production


Abstract
:1. Introduction
2. Design Considerations
2.1. Pellet Material
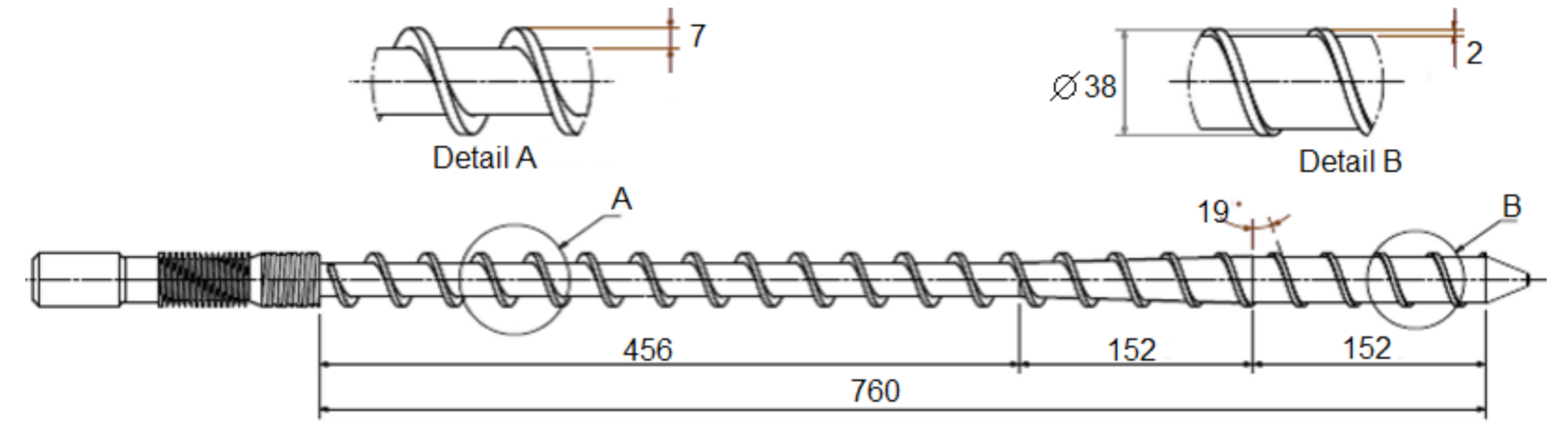
2.2. Design Features of Extrusion Unit
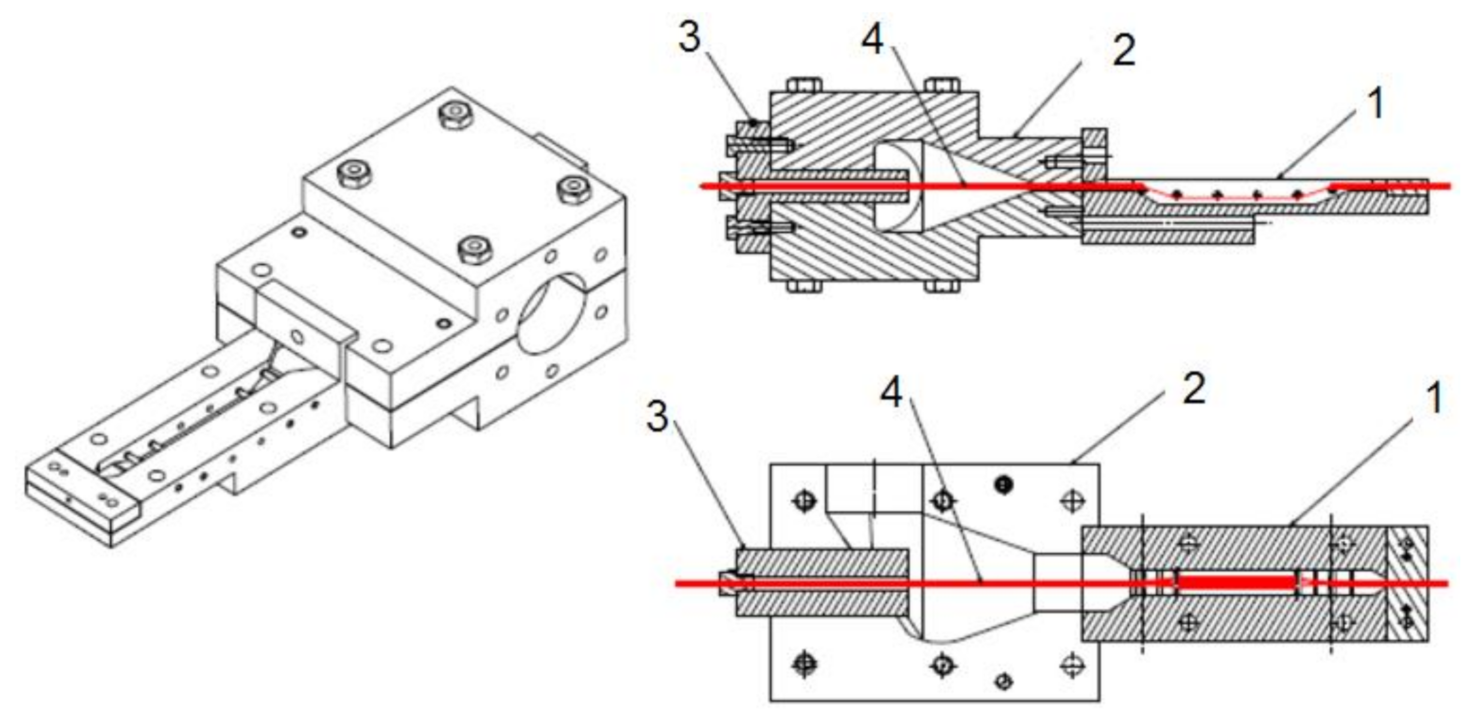
2.3. Design Features of Pultrusion Unit
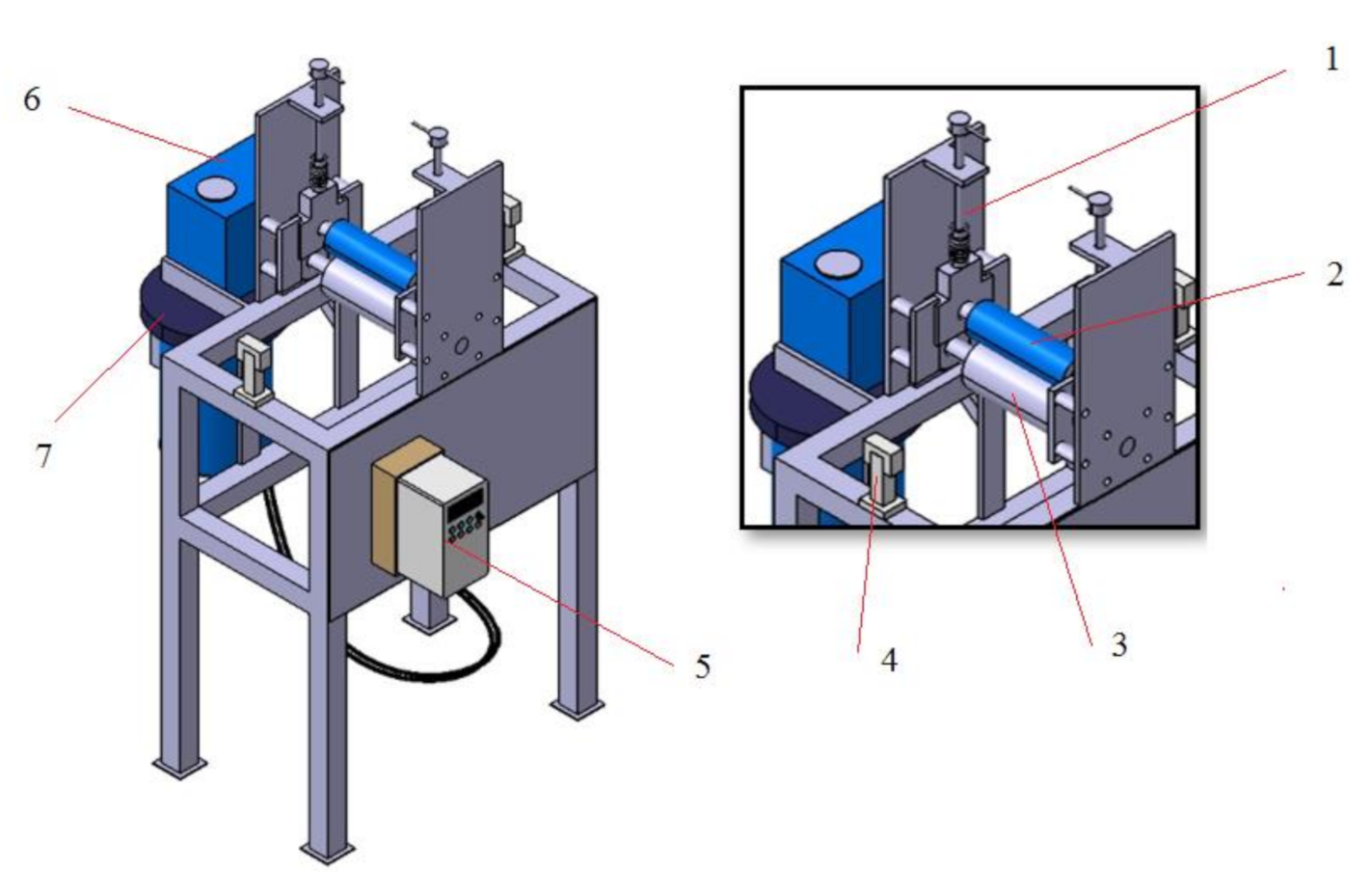
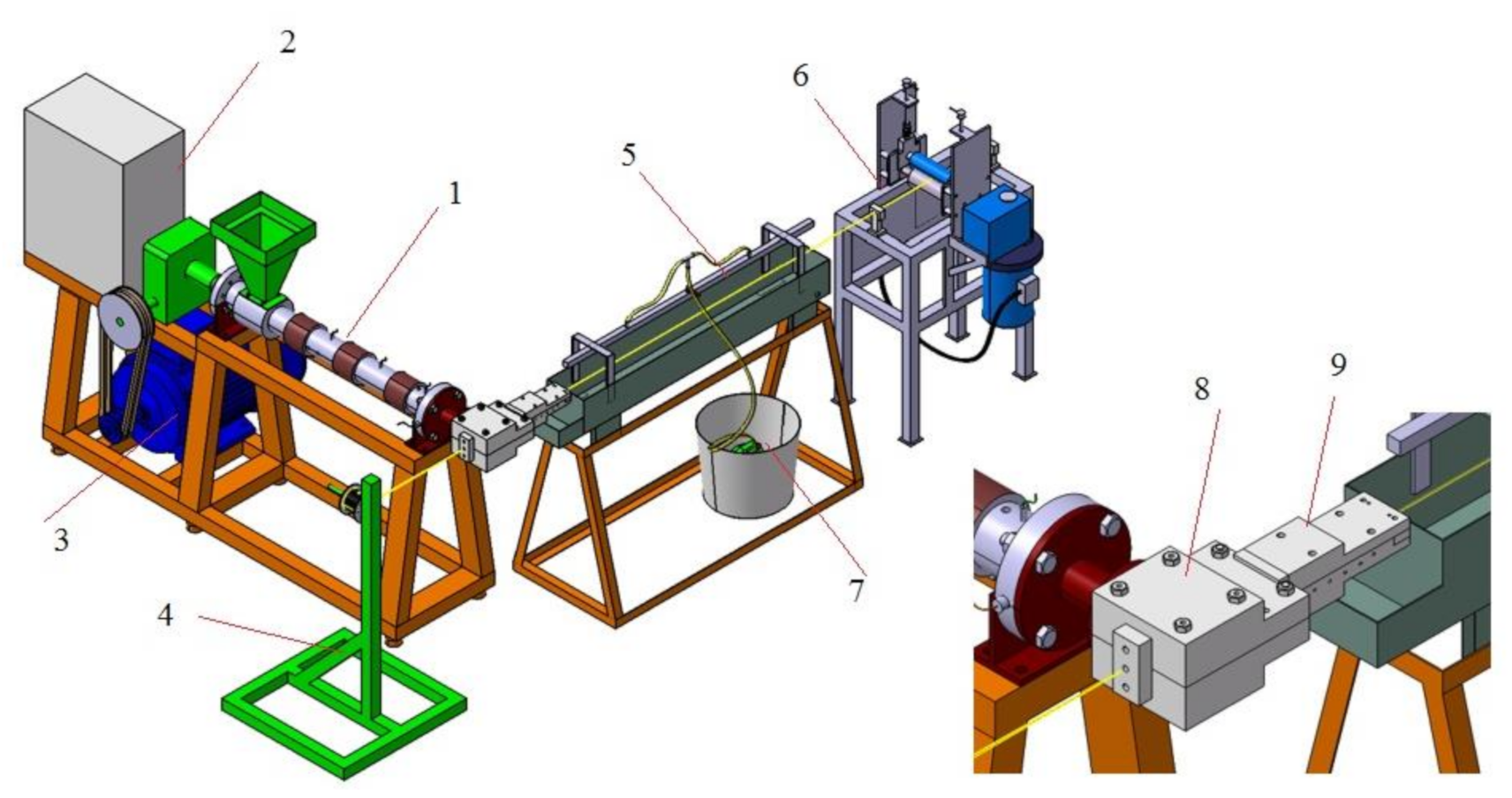
2.4. Total Assembly Design
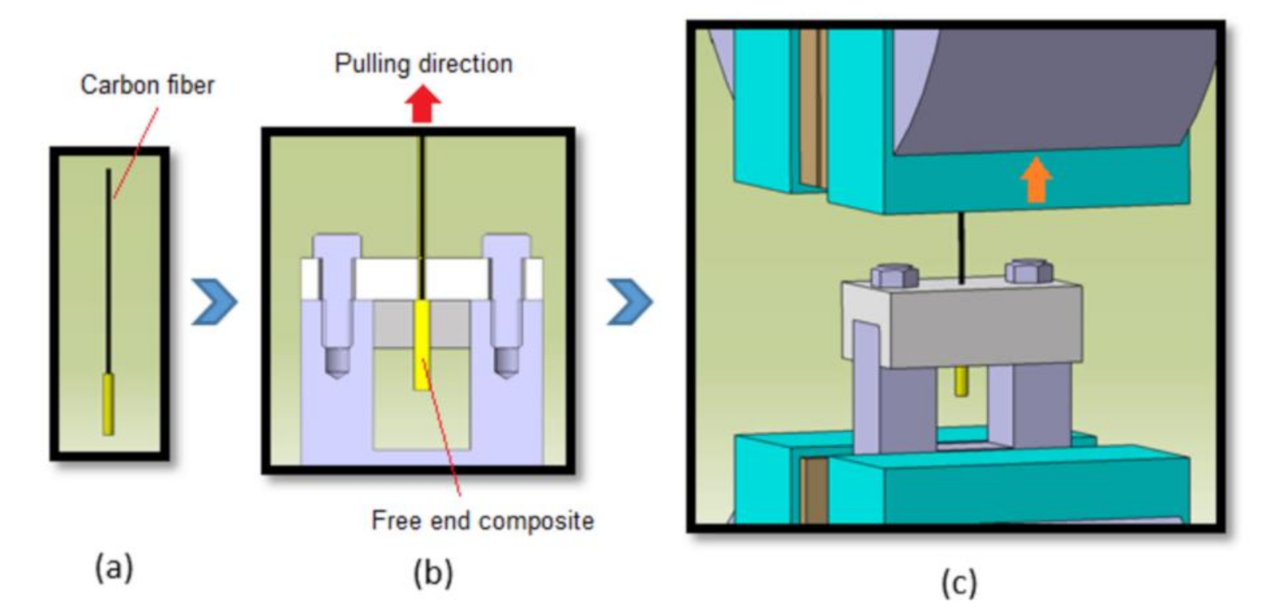
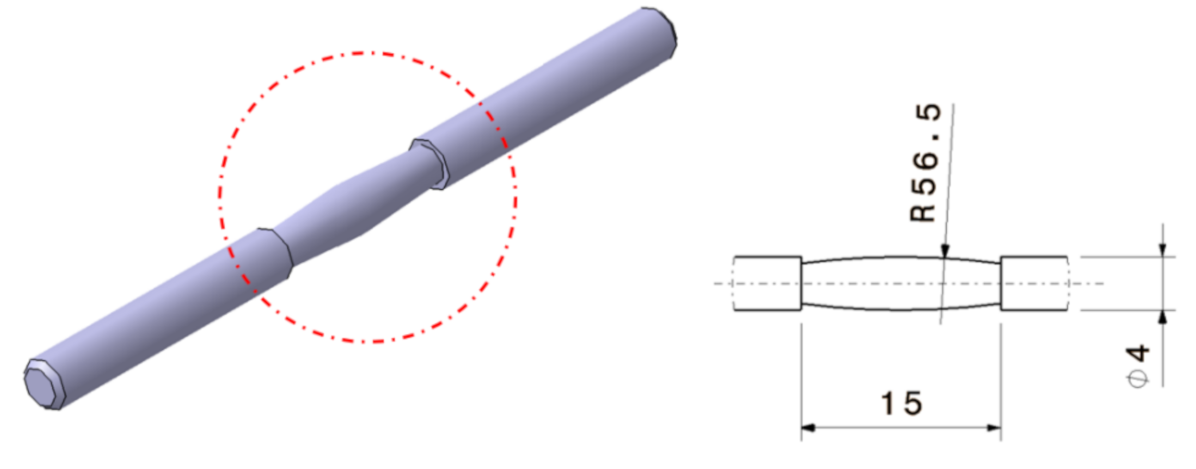
2.5. Product Quality Testing
3. Results and Discussion
3.1. Calculating Machine Specification
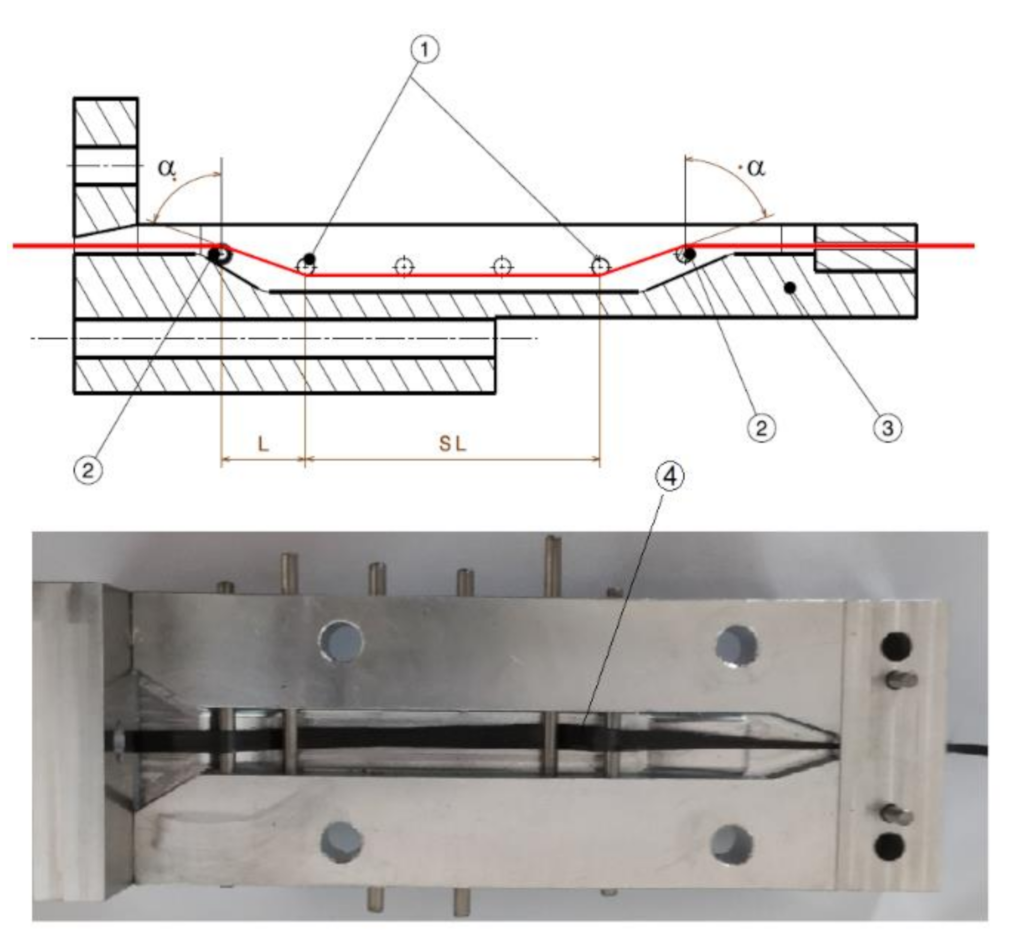
3.2. Impregnation Die
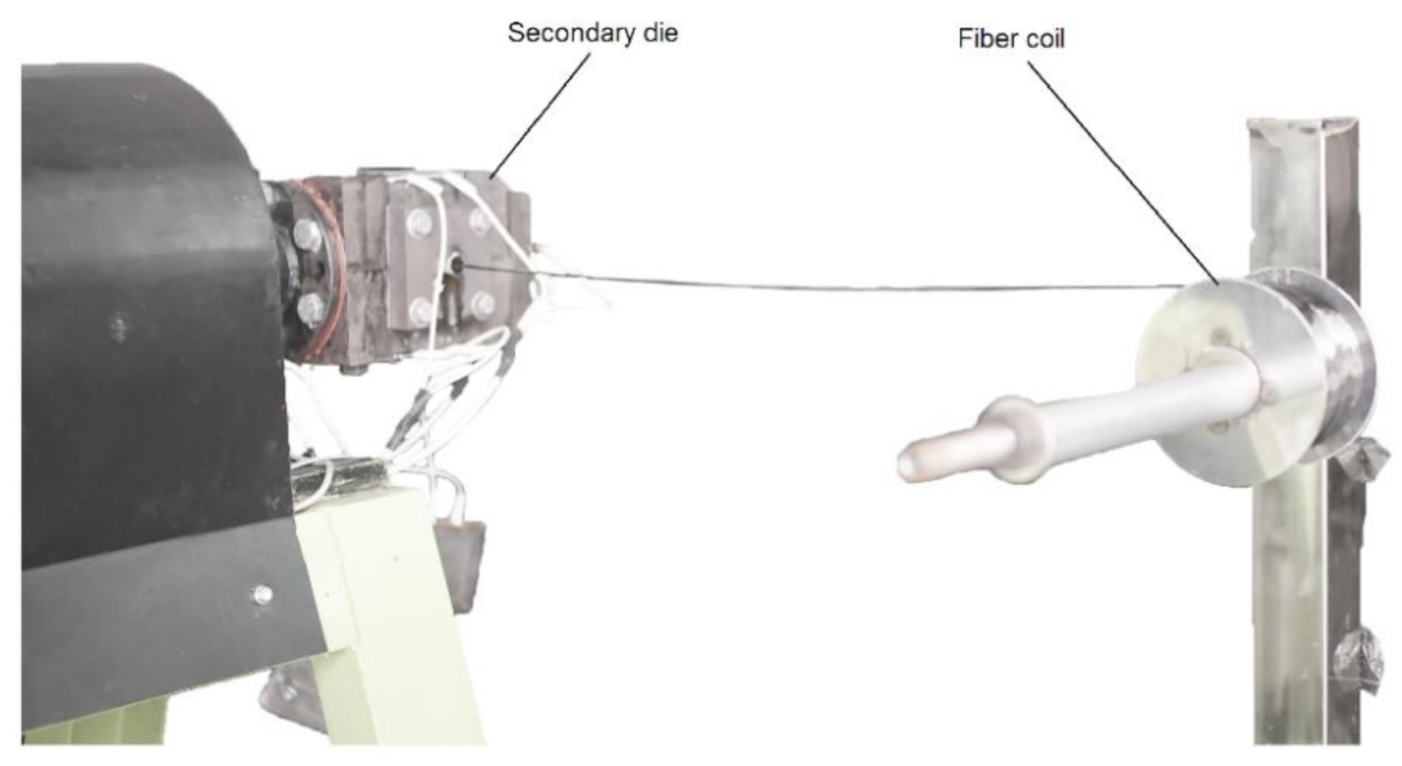
3.3. Processing of Specimen
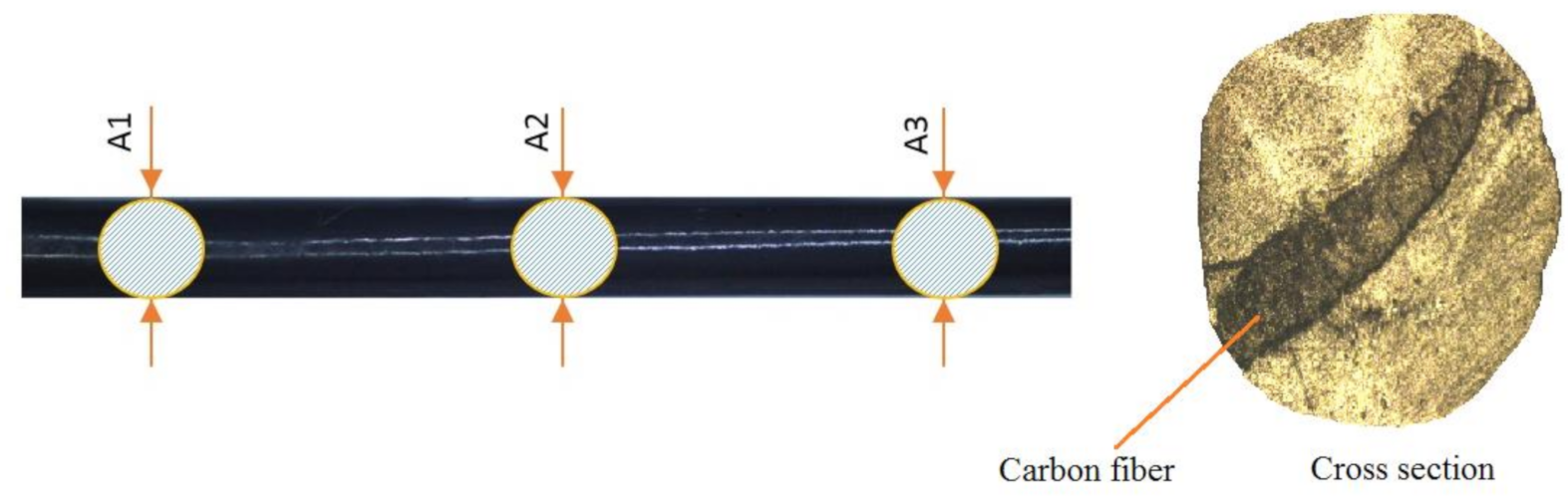
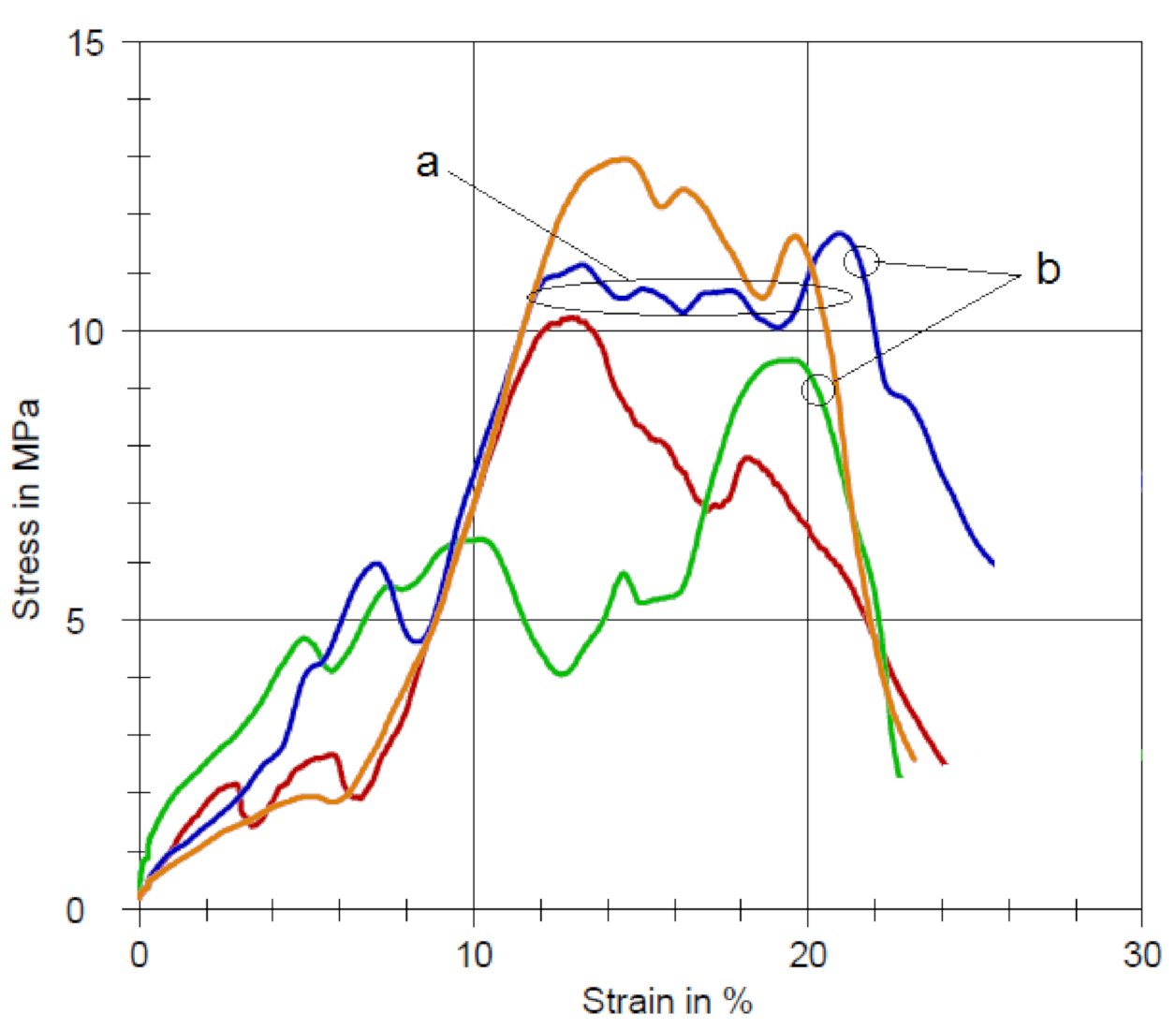
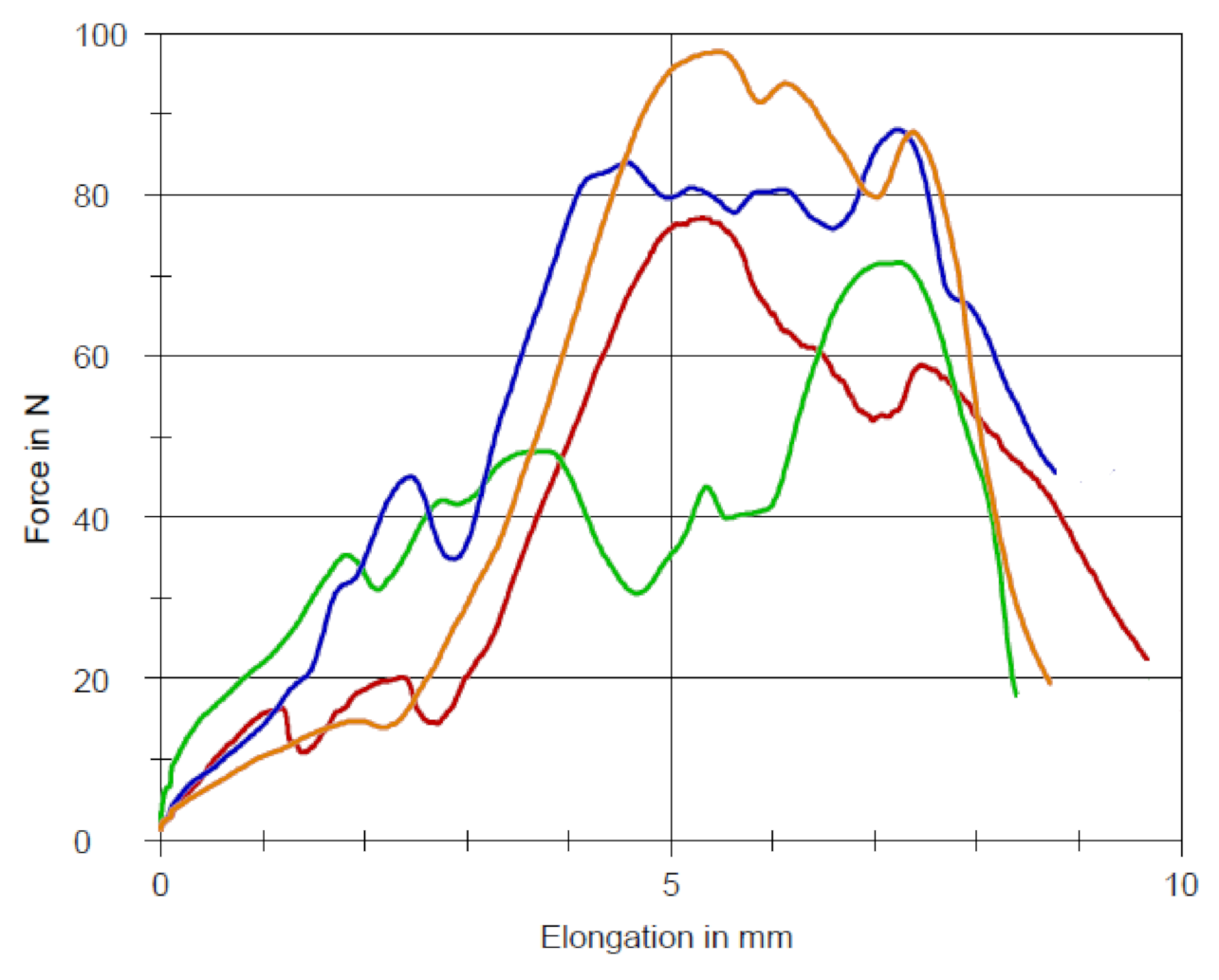
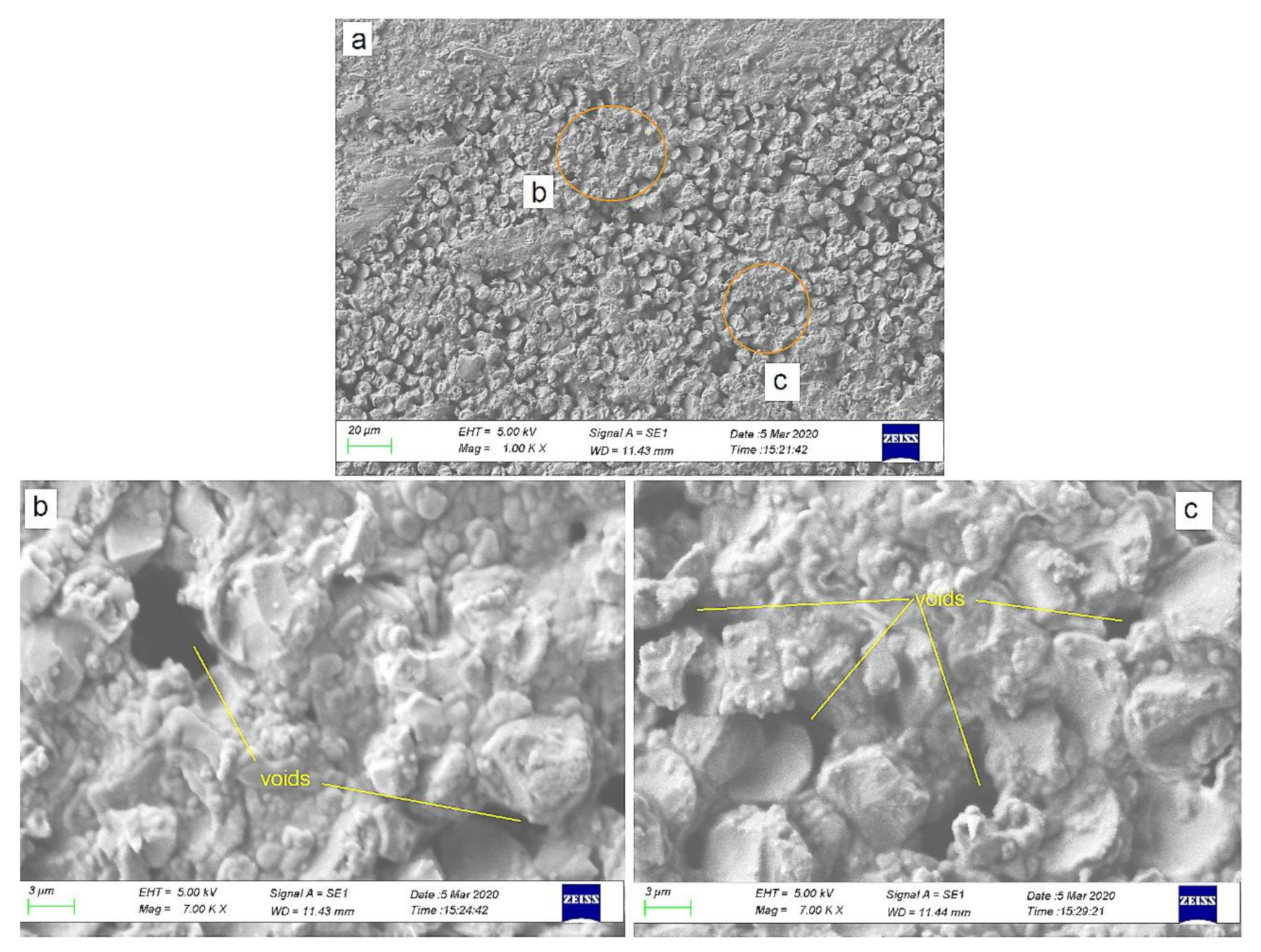
3.4. Specimen Measurement and Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ren, P.; Dai, G. Fiber Dispersion, and Breakage in Deep Screw Channel during Processing of Long Fiber-reinforced Polypropylene. Fibers Polym. 2014, 15, 1507–1516. [Google Scholar] [CrossRef]
- Baillif, L.M. The Effect of Processing on Fiber Dispersion, Fiber Length, and Thermal Degradation of Bleached Sulfite Cellulose Fiber Polypropylene Composites. J. Thermoplast. Compos. Mater. 2009, 22, 115–133. [Google Scholar] [CrossRef]
- Hietala, M.; Oksman, K. Pelletized cellulose fibers used in twin-screw extrusion for biocomposite manufacturing: Fibre breakage and dispersion. Compos. Part A 2018, 109, 538–545. [Google Scholar] [CrossRef]
- Kutz, M. Applied Plastics Engineering Handbook: Processing, Materials, and Applications; William Andrew: Oxford, UK, 2011. [Google Scholar]
- Henninger, F.H. Beitrag zur Entwicklung neuartiger Fertigungsverfahren zur Herstellung von Bauteilen aus kontinuierlich faserverstärkten Thermoplasten Danksagung; Technischen Universität Kaiserslautern: Kaiserslautern, Germany, 2005. [Google Scholar]
- Köhler, T.; Röding, T.; Gries, T.; Seide, G. An Overview of Impregnation Methods for Carbon Fibre Reinforced Thermoplastics. Key Eng. Mater. 2017, 742, 473–481. [Google Scholar] [CrossRef] [Green Version]
- Peltonen, P.; Lahteenkorva, K.; Paakkonen, E.J.; Jarvela, P.K.; Tormala, P. Composite Materials Impregnation of a Polypropylene/Glass. J. Thermoplast. Compos. Mater. 1992, 5, 318–341. [Google Scholar] [CrossRef]
- Ho, K.K.C.; Shamsuddin, S.R.; Riaz, S.; Lamorinere, S.; Tran, M.Q.; Javaid, A.; Bismarck, A. Wet impregnation as route to unidirectional carbon fibre reinforced thermoplastic composites manufacturing. Plast. Rubber Compos. 2011, 40, 100–107. [Google Scholar] [CrossRef]
- Ren, F.; Yu, Y.; Cao, M.; Li, Y.; Xin, C.; He, Y. Effect of pneumatic spreading on impregnation and fiber fracture of continuous fiber-reinforced thermoplastic composites. J. Reinf. Plast. Compos. 2017, 36, 1554–1563. [Google Scholar] [CrossRef]
- Awaji, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Wenzhong, N. The effect of coupling agents on the mechanical properties of carbon fiber-reinforced polyimide composites. J. Thermoplast. Compos. Mater. 2015, 28, 1572–1582. [Google Scholar] [CrossRef]
- Han, S.H.; Oh, H.J.; Kim, S.S. Evaluation of fiber surface treatment on the interfacial behavior of carbon fiber-reinforced polypropylene composites. Compos. Part B 2014, 60, 98–105. [Google Scholar] [CrossRef]
- Shi, P.; Wu, W.; Chen, Y.; Liu, M.; Liu, Y. Influence of Fiber Surface Treatment on Mechanical Properties of CF/PET Composites. J. Macromol. Sci. 2012, 51, 1485–1497. [Google Scholar] [CrossRef]
- Marissen, R.; Van Der Drift, L.T.; Sterk, J. Technology for rapid impregnation of fibre bundles with a molten thermoplastic polymer. Compos. Sci. Technol. 2000, 60, 2029–2034. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Behravesh, A.H.; Adli, A.; Sarabi, M.T. Continuous glass fiber reinforced wood plastic composite in extrusion process: Feasibility and processing. J. Reinf. Plast. Compos. 2013, 32, 52–60. [Google Scholar] [CrossRef]
- Wang, J.; Song, F.; Yu, M. Unidirectional continuous fiber-reinforced polypropylene single-polymer composites prepared by extrusion– calendering process. J. Thermoplast. Compos. Mater. 2019, 1–17. [Google Scholar] [CrossRef]
- Sumitomo, C. Cosmoplene® AW564 Technical Data Sheet; The Polyolefin CoMPany (Singapore) Pte Ltd.: Singapore, 2019. [Google Scholar]
- Torayca T700S Data Sheet, No. CFA-005. Available online: https://www.toraycma.com (accessed on 3 June 2020).
- γ-Amino Propyl Triethoxy Silane (APTS). Available online: http://www.jessicachem.com (accessed on 31 May 2020).
- Rosen, M.; Kiani, A. The Role of Plastics Compounding for Injection Molding. Plast. Eng. 2016, 72, 24–28. [Google Scholar] [CrossRef]
- Giles, H.F. Extrusion: The Definitive Processing Guide; William Andrew, Inc.: New York, NY, USA, 2005. [Google Scholar]
- Wilson, S.D.R. Lateral spreading of fibre tows. J. Eng. Math. 1997, 32, 19–26. [Google Scholar] [CrossRef]
- Budiyantoro, C.; Rochardjo, H.S.B.; Nugroho, G. Effects of Processing Variables of Extrusion–Pultrusion Method on the Impregnation Quality of Thermoplastic Composite Filaments. Polymers 2020, 12, 2833. [Google Scholar] [CrossRef] [PubMed]
- Joo, S.; Yu, M.; Stock, W.; Lee, J.; Kim, H. Design and manufacture of automotive composite front bumper assemble component considering interfacial bond characteristics between over-molded chopped glass fiber polypropylene and continuous glass fiber polypropylene composite. Compos. Struct. 2020, 236, 1–10. [Google Scholar] [CrossRef]
- Gibson, R.F. Principles of Composite Material Mechanics, 3rd ed; CRC Press: New York, NY, USA, 1994. [Google Scholar]
- Nygård, P.; Gustafson, C.G. Continuous glass fiber–polypropylene composites made by melt impregnation: Influence of processing method. J. Thermoplast. Compos. Mater. 2004, 17, 167–184. [Google Scholar] [CrossRef]
- Tucci, F.; Rubino, F.; Esperto, V.; Carlone, P. Integrated modeling of injection pultrusion. Proceedings of The 22nd International Esaform Conference On Material Forming, Vitoria-Gasteiz, Spain, 8–10 May 2019; pp. 1–6. [Google Scholar]
- Complēt® LCF30-PP. In Product Data Sheet; PlastiComp, Inc.: Winona, MI, USA; Available online: https://www.plasticomp.com/news/ (accessed on 31 January 2021).
- Zhang, K.; Li, Y.; He, X.; Nie, M.; Wang, Q. Mechanical interlock effect between polypropylene/carbon fiber composite generated by interfacial branched fibers. Compos.Sci. Technol. 2018, 167, 1–6. [Google Scholar] [CrossRef]
- Tanaka, K.; Ohno, K.; Katayama, T. Effects of PP modification and processing time on fiber/matrix interfacial strength for carbon fiber reinforced polypropylene. In Proceedings of the 2 International Conference on High Performance and Optimum Design of Structures and Materials (HPSM 2016), Siena, Italy, 19–21 September 2016; pp. 329–334. [Google Scholar]
- Wiedmer, S.; Manolesos, M. An Experimental Study of the Pultrusion of Carbon Fiber-Polyamide 12 Yarn. J. Thermoplast. Compos. Mater. 2006, 19, 97–111. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Properties | Values |
|---|---|---|
| Carbon fiber (T700SC 12K) | Filament diameter (µm) | 7 |
| Density (g/cm3) | 1.8 | |
| Tensile strength (MPa) | 4900 | |
| Cosmoplene AW564-PP | Density (g/cm3) | 0.9 |
| Cylinder temperature (°C) | 190–230 | |
| Tensile strength at yield (MPa) | 27.5 | |
| Tensile strength at break (MPa) | 23 | |
| Melt Flow Rate (g/10 min) | 9 | |
| Vinyltrimethoxysilane | Density (g/cm3) | 0.978 |
| Symbol | Parameter | Values |
|---|---|---|
| W | Channel width (mm) | 38 |
| H | Channel height (mm) | 7 |
| D | Screw diameter (mm) | 38 |
| N | Screw speed (rpm) | 50 |
| α | Helix angle (°) | 19 |
| Material | Heating Zone 1 (°C) | Heating Zone 2 (°C) | Heating Zone 3 (°C) | Die (°C) |
|---|---|---|---|---|
| Polypropylene | 150–180 | 204–227 | 204–227 | 204–227 |
| HDPE | 149–171 | 177–199 | 199–216 | 199–216 |
| Nylon 6 | 221–249 | 249–271 | 266–288 | 266–288 |
| ABS | 177–193 | 199–216 | 216–240 | 216–240 |
| Polycarbonate | 171–193 | 210–232 | 227–260 | 227–260 |
| Parameter | Values | Unit |
|---|---|---|
| Screw speed | 5 | rpm |
| Heating temperature | 210—180—150 | °C |
| (Die—barrel zone 1—barrel zone 2) | ||
| Pulling speed | 56 | mm/s |
| No. | L (mm) | W (g) | Cross-Section Area (mm2) | ρc (g/cm3) | νf (%) | |||
|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | Av | |||||
| 1 | 49.4 | 0.17 | 3.17 | 3.12 | 3.37 | 3.22 | 1.07 | 19.4 |
| 2 | 50.6 | 0.17 | 2.93 | 3.19 | 3.07 | 3.06 | 1.10 | 21.8 |
| 3 | 48.5 | 0.16 | 2.82 | 2.93 | 3.14 | 2.96 | 1.11 | 23.8 |
| 4 | 48.5 | 0.16 | 3.04 | 3.00 | 3.21 | 3.08 | 1.07 | 18.9 |
| 5 | 49.1 | 0.17 | 3.30 | 3.22 | 3.14 | 3.22 | 1.08 | 19.5 |
| 6 | 48.3 | 0.17 | 3.34 | 3.27 | 3.31 | 3.31 | 1.06 | 18.2 |
| 7 | 48.8 | 0.17 | 3.17 | 3.20 | 3.30 | 3.22 | 1.10 | 22.1 |
| 8 | 48.6 | 0.16 | 3.19 | 3.14 | 3.20 | 3.18 | 1.07 | 18.8 |
| Average of fiber volume fraction | 20.3 | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Budiyantoro, C.; Rochardjo, H.S.B.; Nugroho, G. Design, Manufacture, and Performance Testing of Extrusion–Pultrusion Machine for Fiber-Reinforced Thermoplastic Pellet Production. Machines 2021, 9, 42. https://0-doi-org.brum.beds.ac.uk/10.3390/machines9020042
Budiyantoro C, Rochardjo HSB, Nugroho G. Design, Manufacture, and Performance Testing of Extrusion–Pultrusion Machine for Fiber-Reinforced Thermoplastic Pellet Production. Machines. 2021; 9(2):42. https://0-doi-org.brum.beds.ac.uk/10.3390/machines9020042
Chicago/Turabian StyleBudiyantoro, Cahyo, Heru S. B. Rochardjo, and Gesang Nugroho. 2021. "Design, Manufacture, and Performance Testing of Extrusion–Pultrusion Machine for Fiber-Reinforced Thermoplastic Pellet Production" Machines 9, no. 2: 42. https://0-doi-org.brum.beds.ac.uk/10.3390/machines9020042