Tribological Behavior and Wear Mechanism of Ni-Nano TiO2 Composite Sintered Material at Room Temperature and 600 °C


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Sinter
2.2. Microstructure and Hardness
2.3. Wear Tests
2.4. Tests of Wear Surface and of Worn Debris
3. Results and Discussion
4. Conclusions
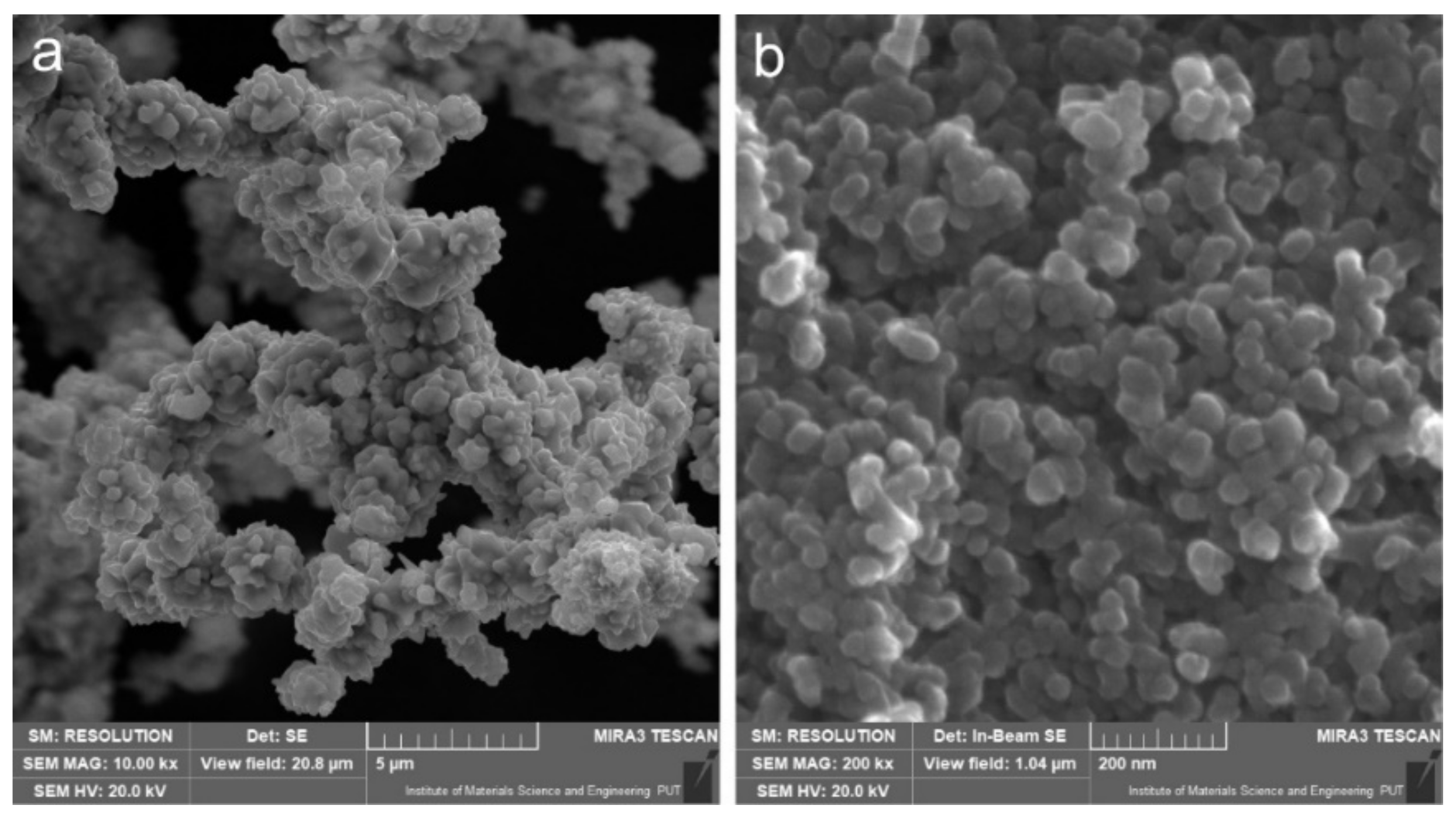
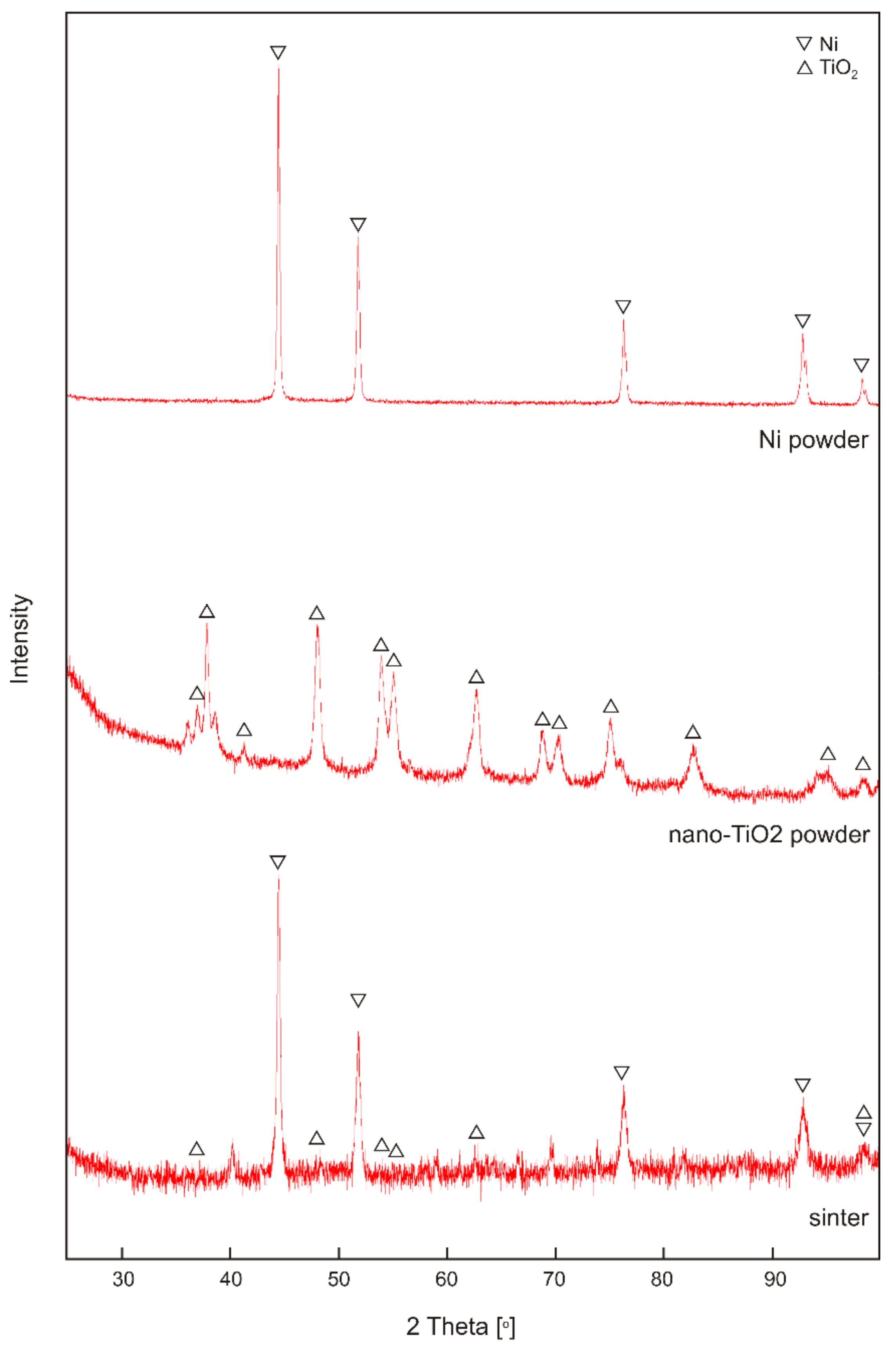
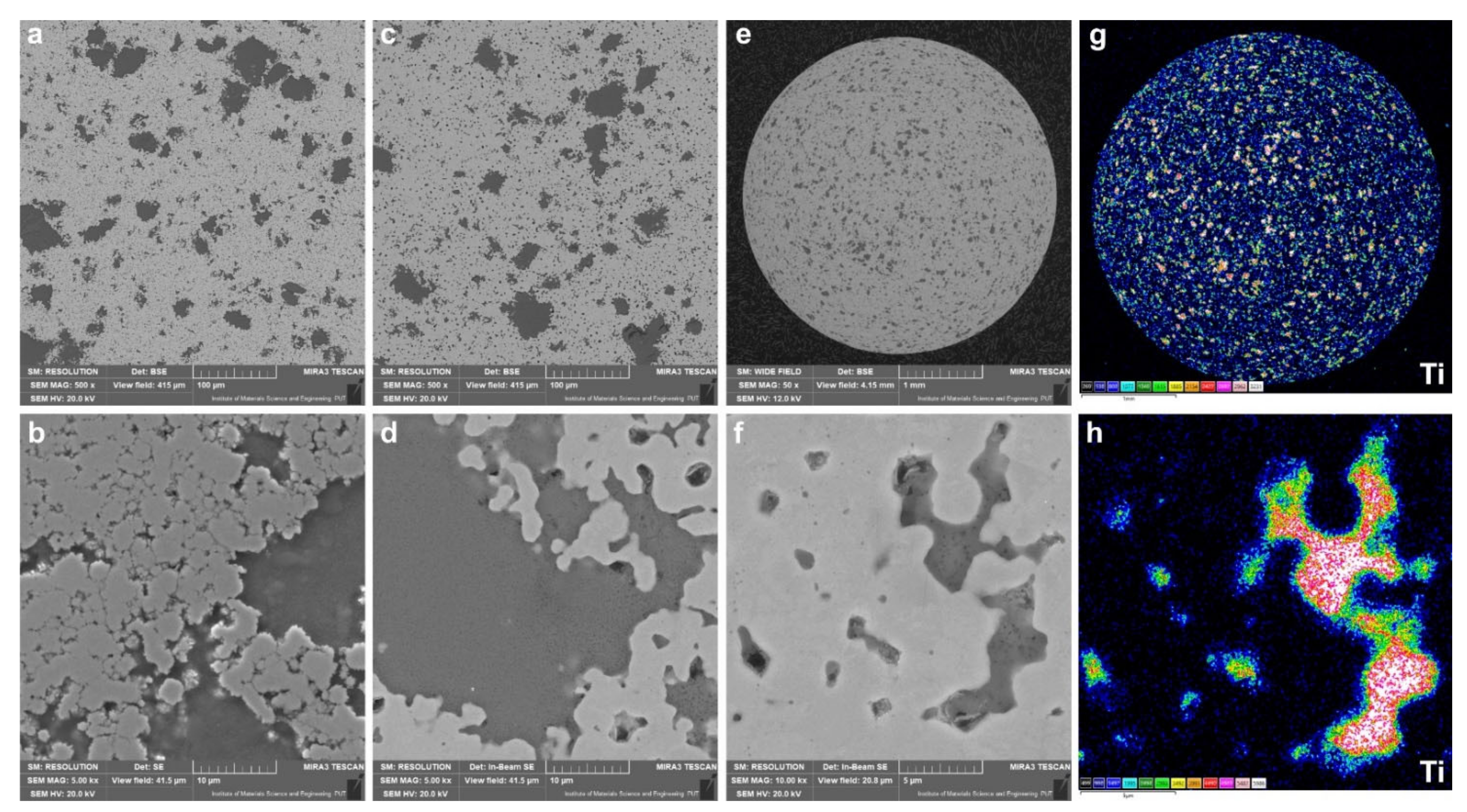
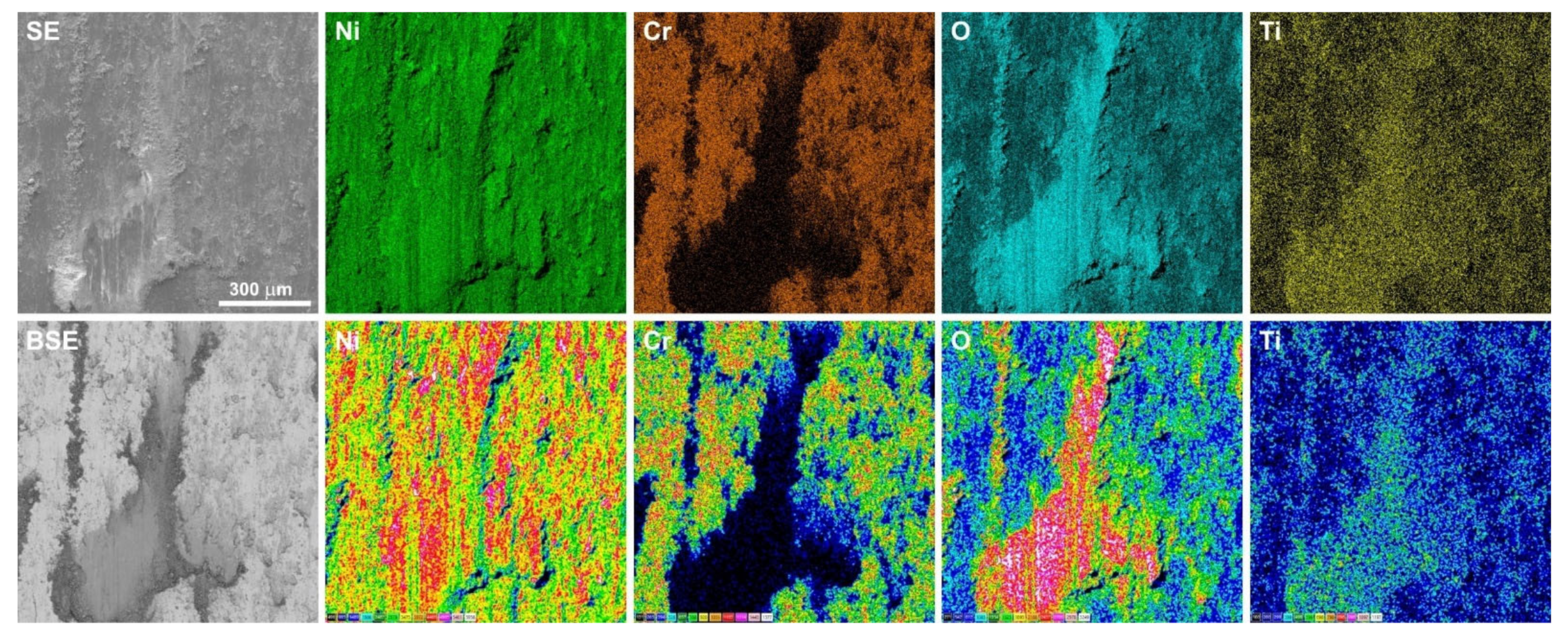
- The obtained sinters are characterized by an even distribution of TiO2 particles in the form of agglomerates. The nickel matrix creates a continuous structure that is free of cracks.
- The hardness of the sinters containing 10 wt.% nano-TiO2 was about 110 HV.
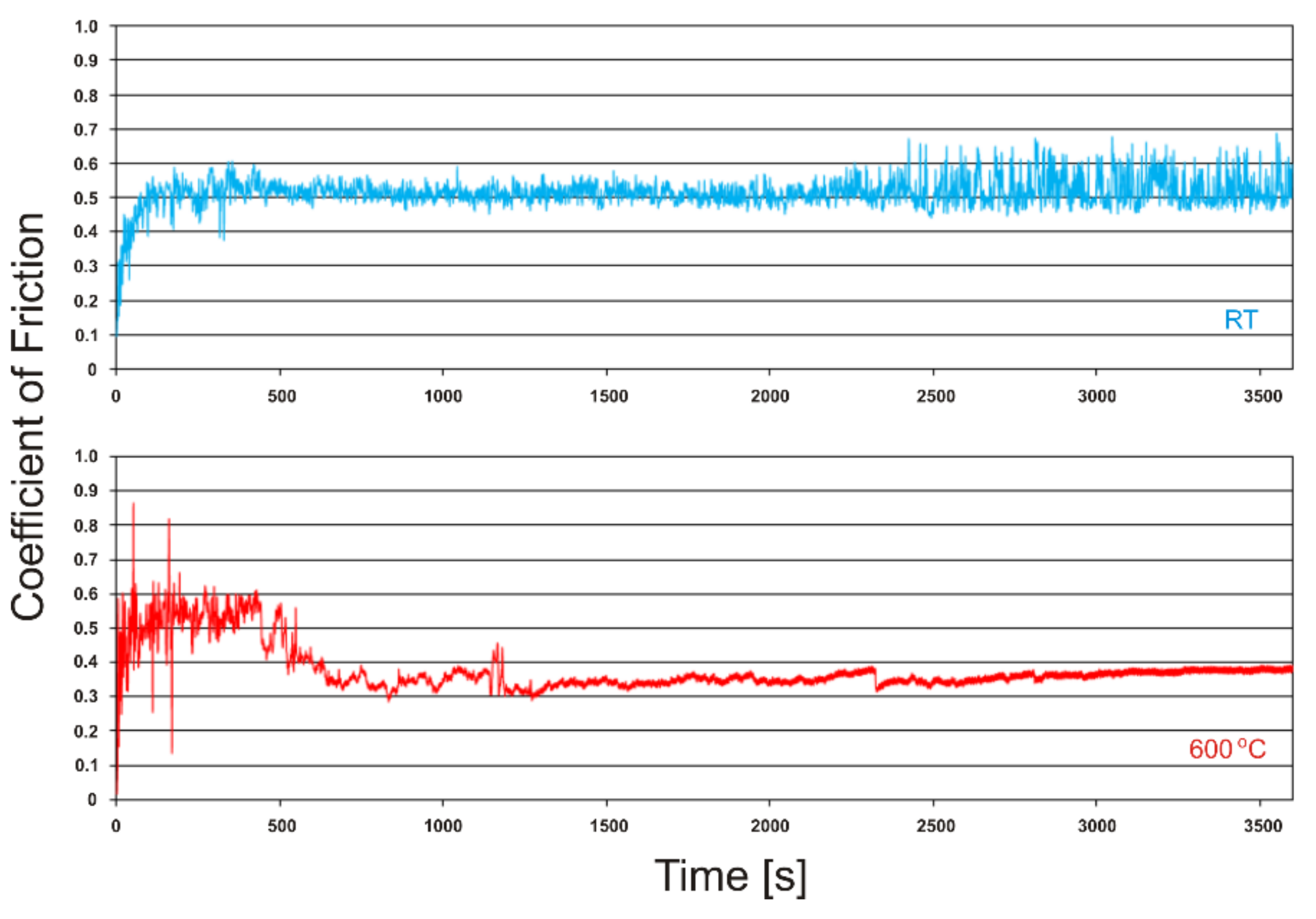
- The coefficient of friction of the Ni-10 wt.% TiO2—Inconel®625 friction pair tested at room temperature is approx. 0.52. At the test temperature of 600°C, the same friction pair has a friction coefficient of 0.35.
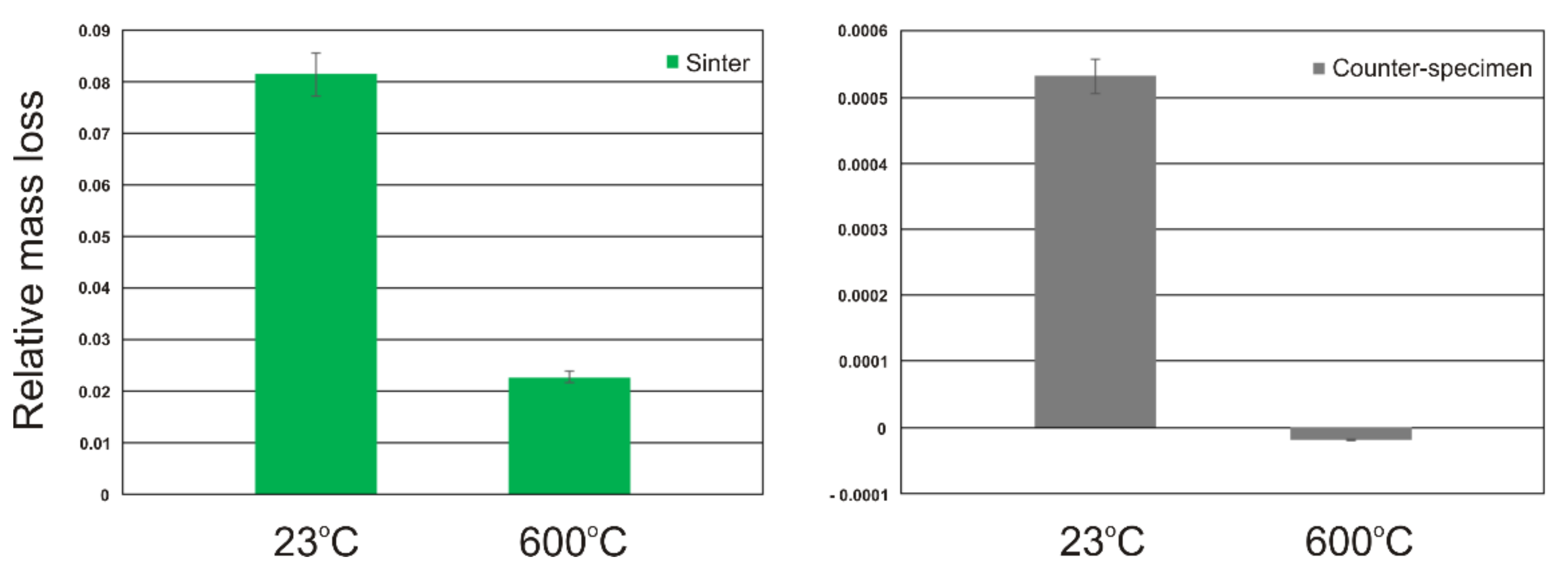
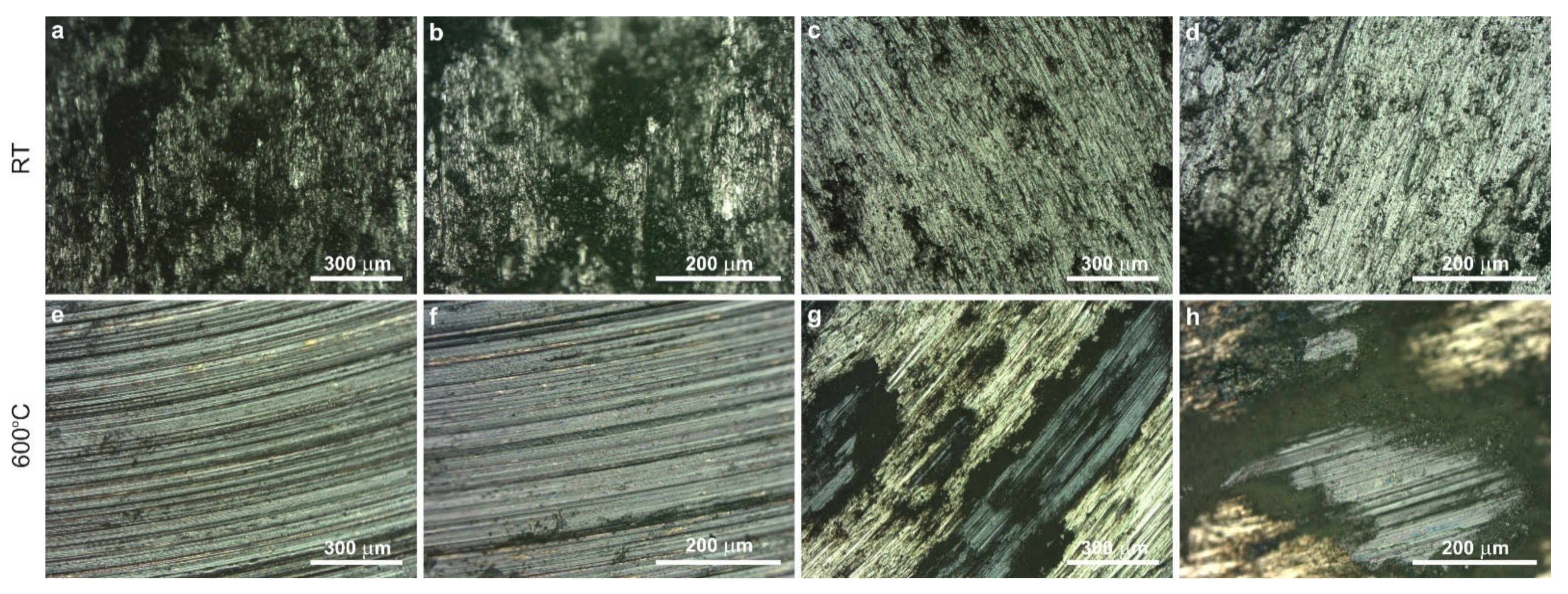
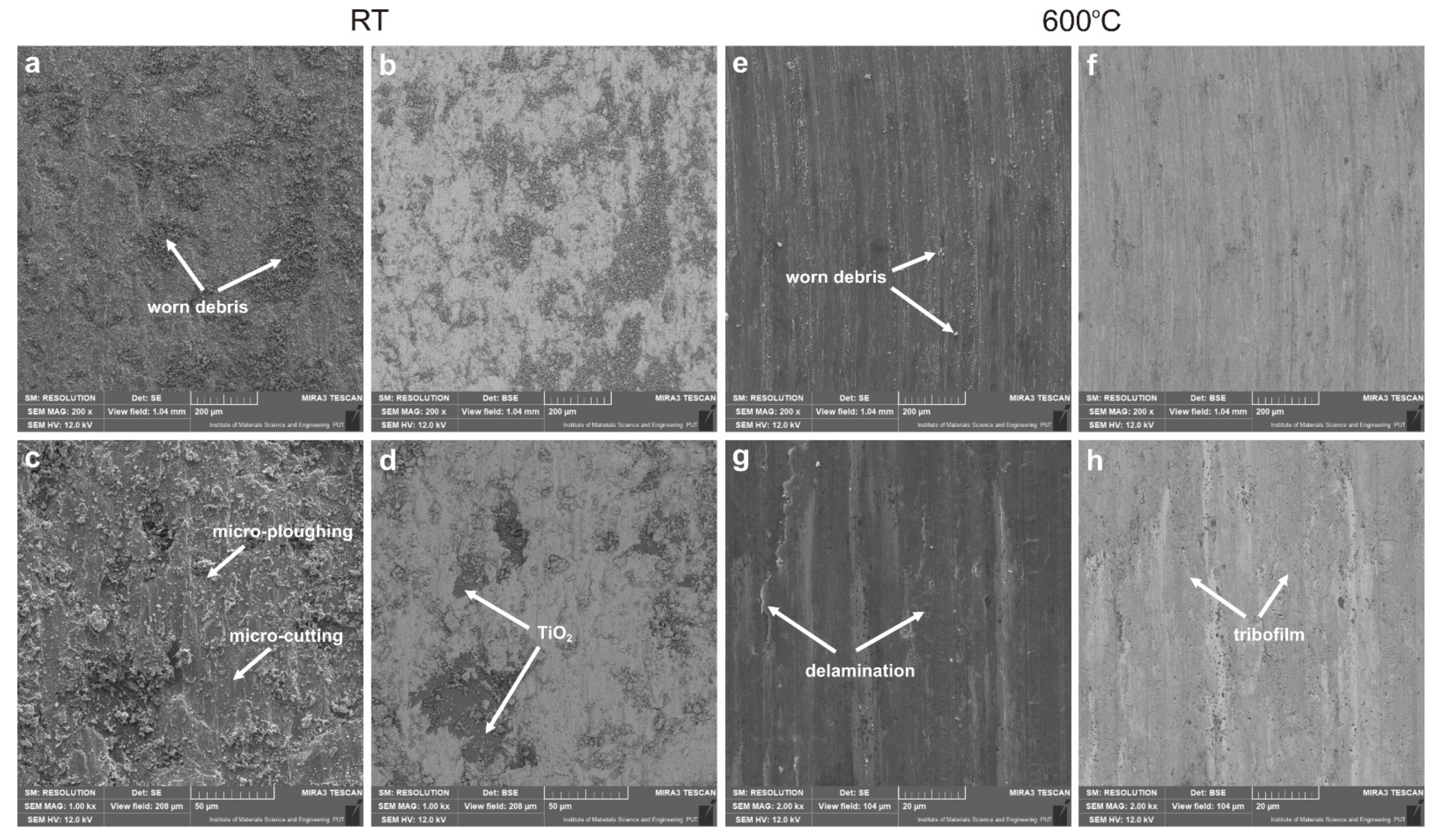
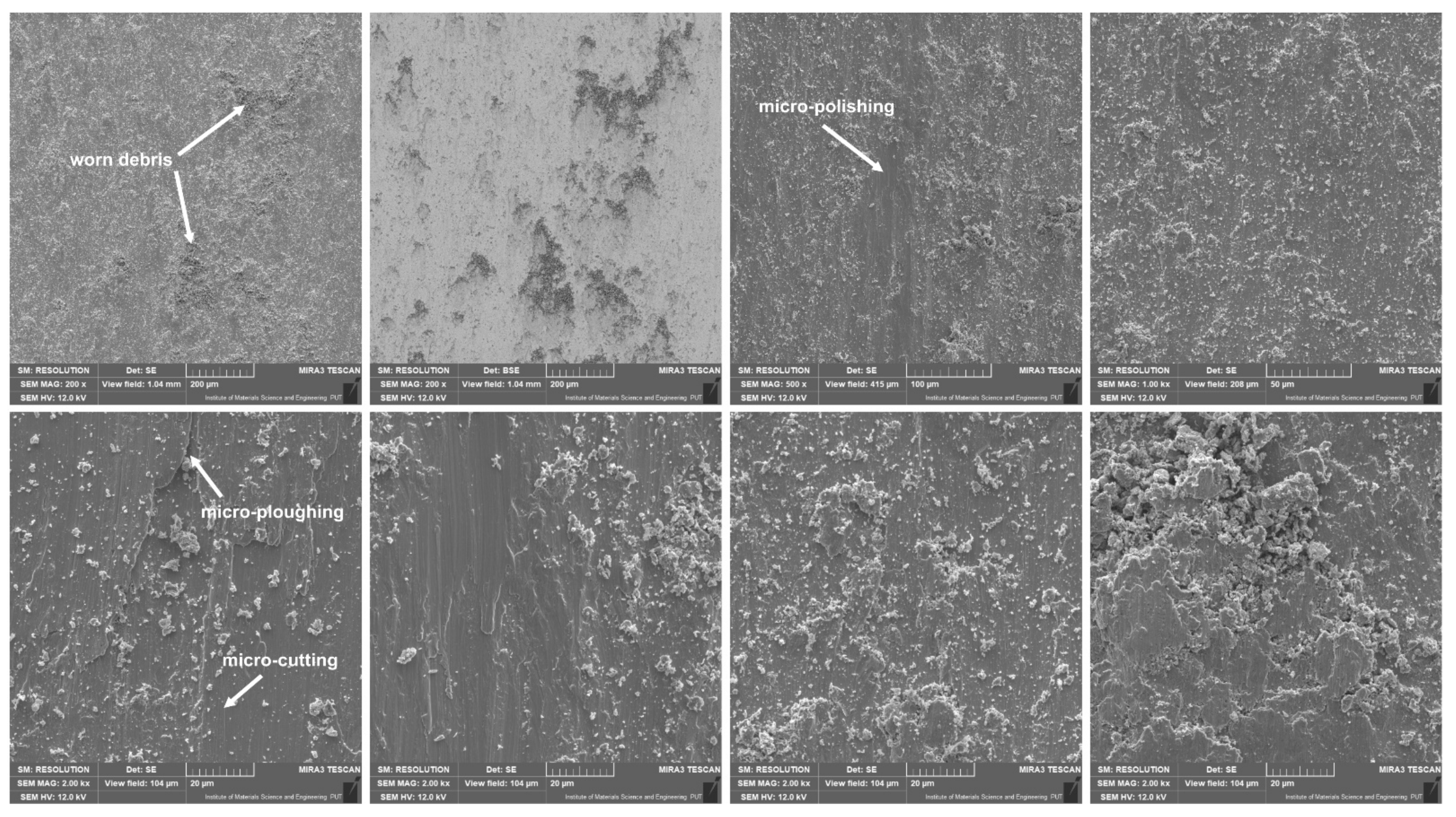
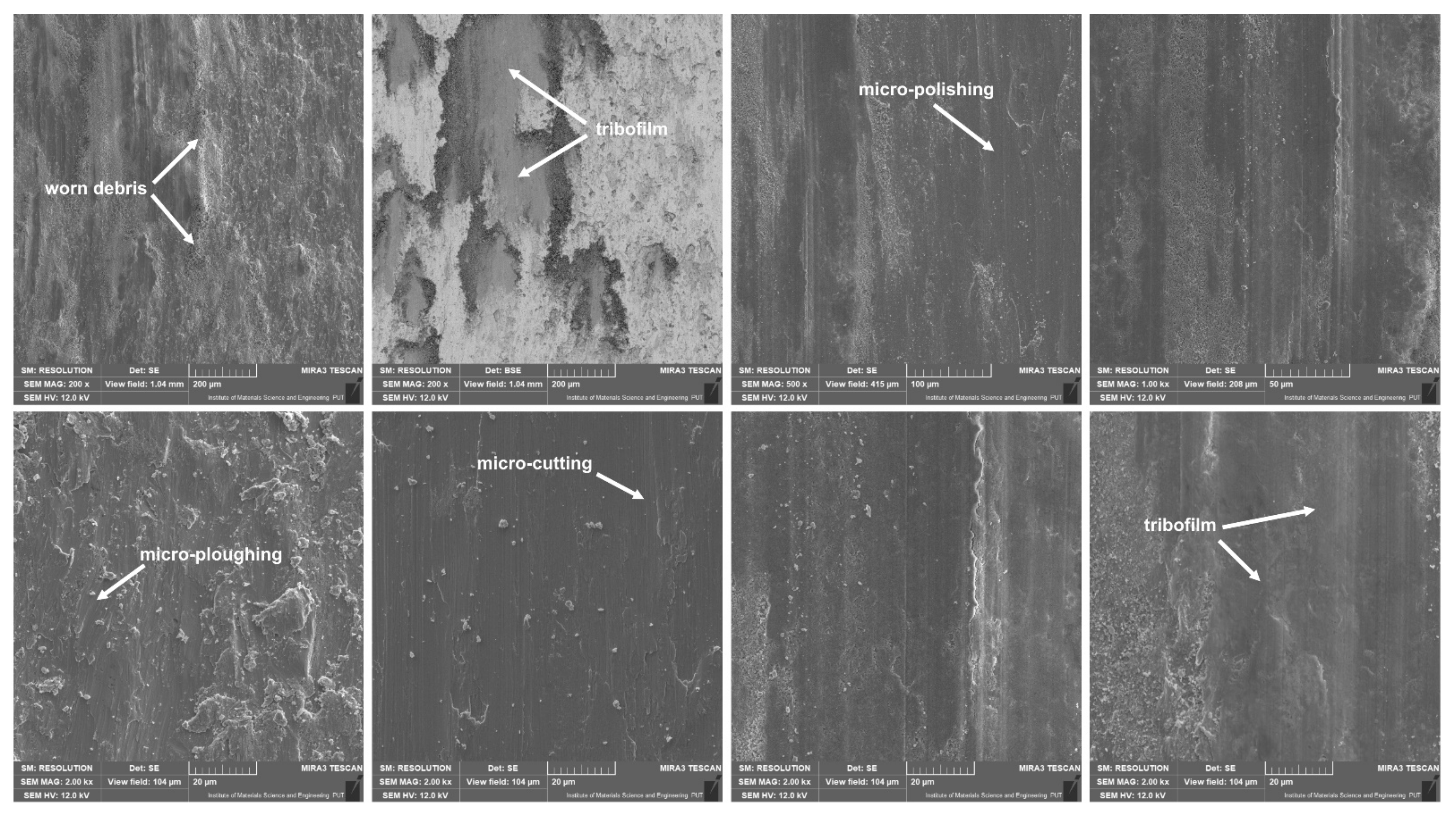
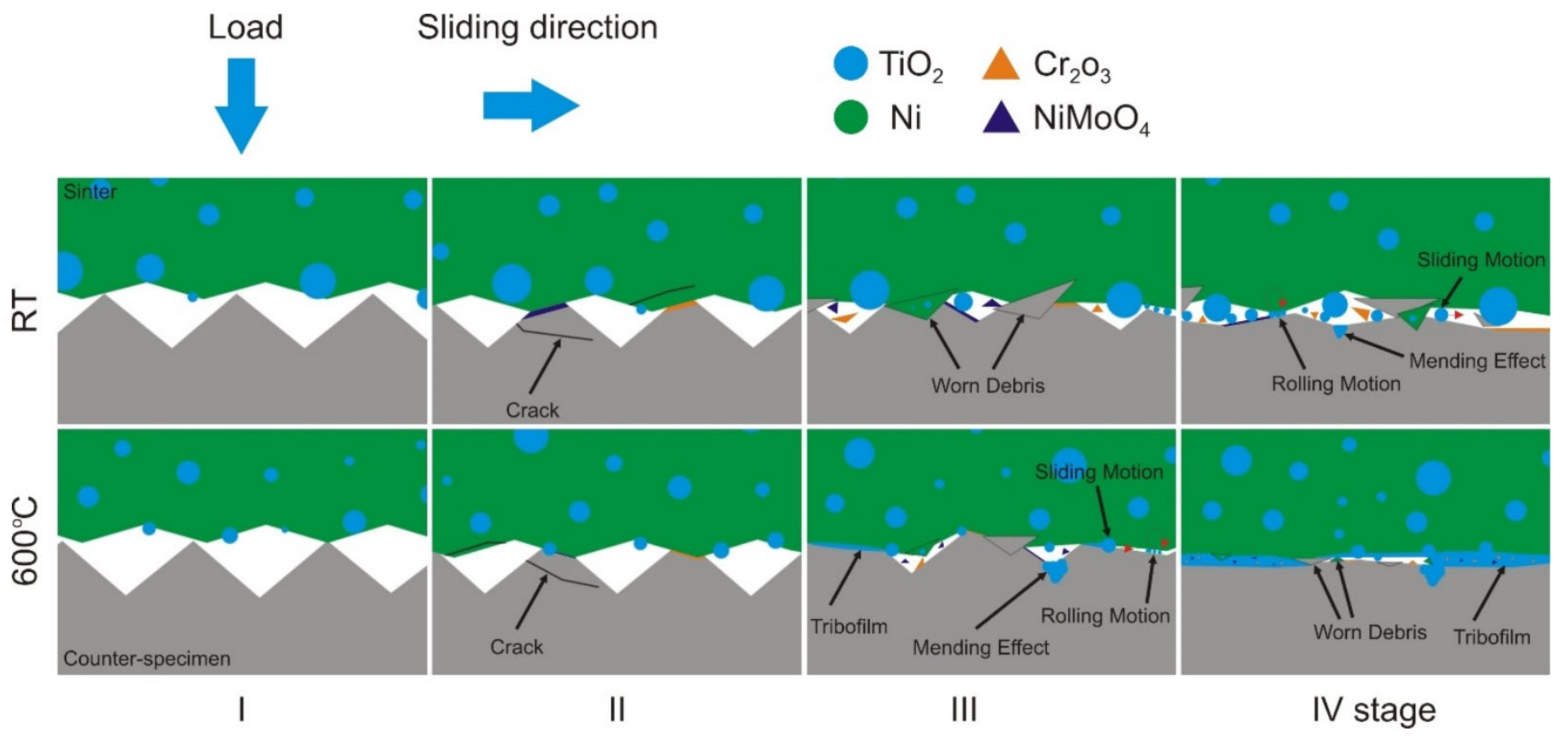
- No self-lubricating effect was observed at room temperature. The main wear mechanisms in dry friction conditions at 23 °C were cutting and ploughing.
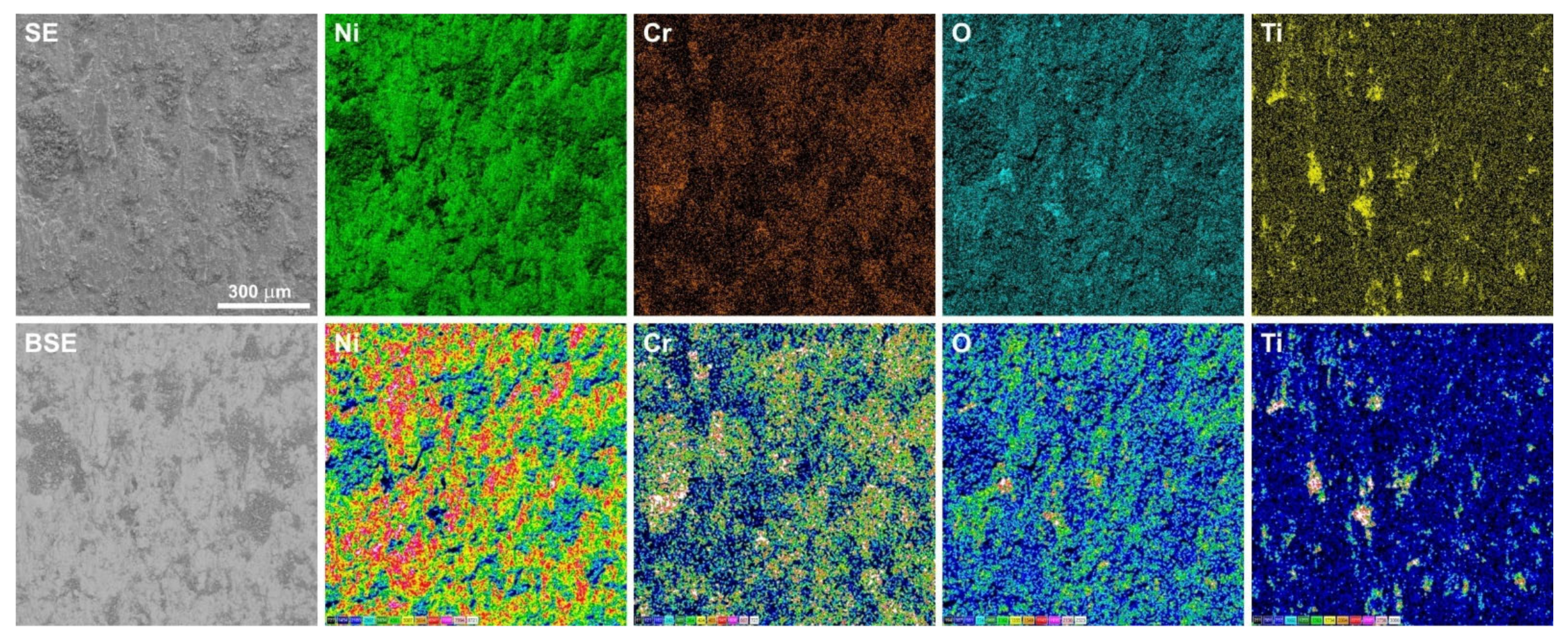
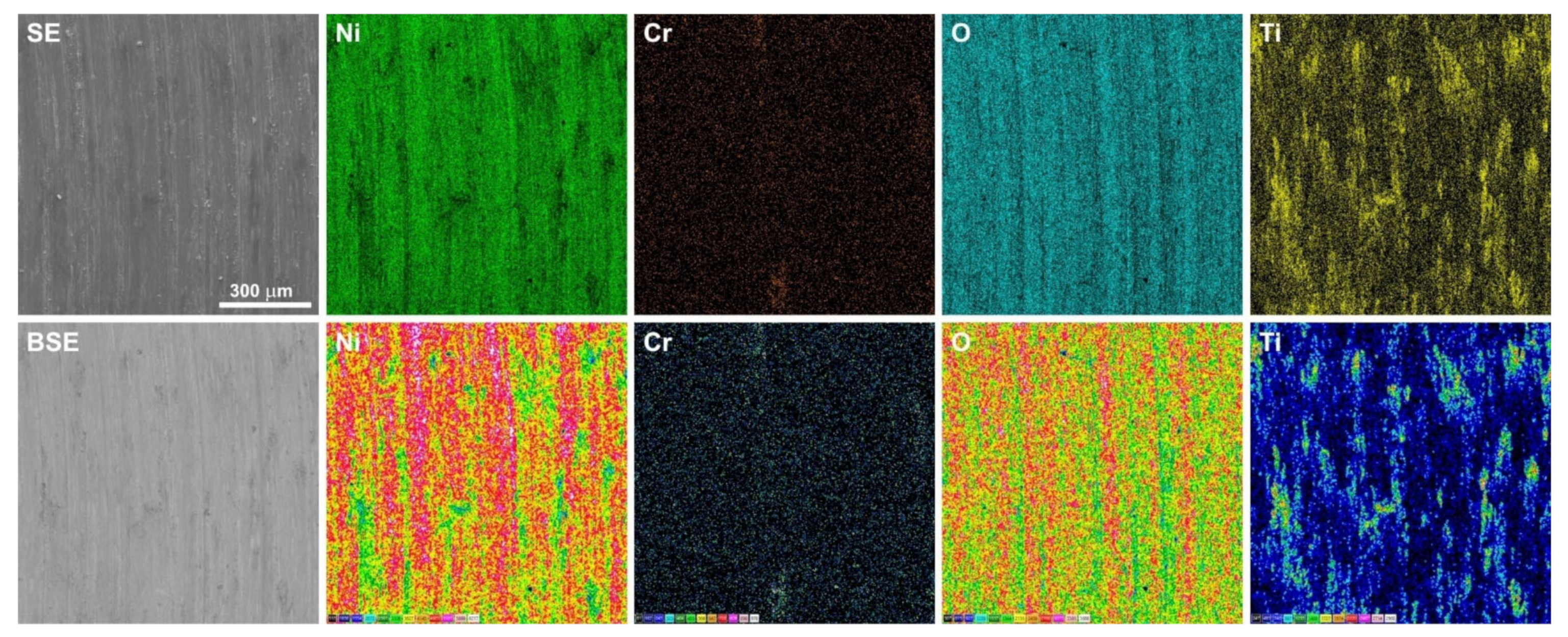
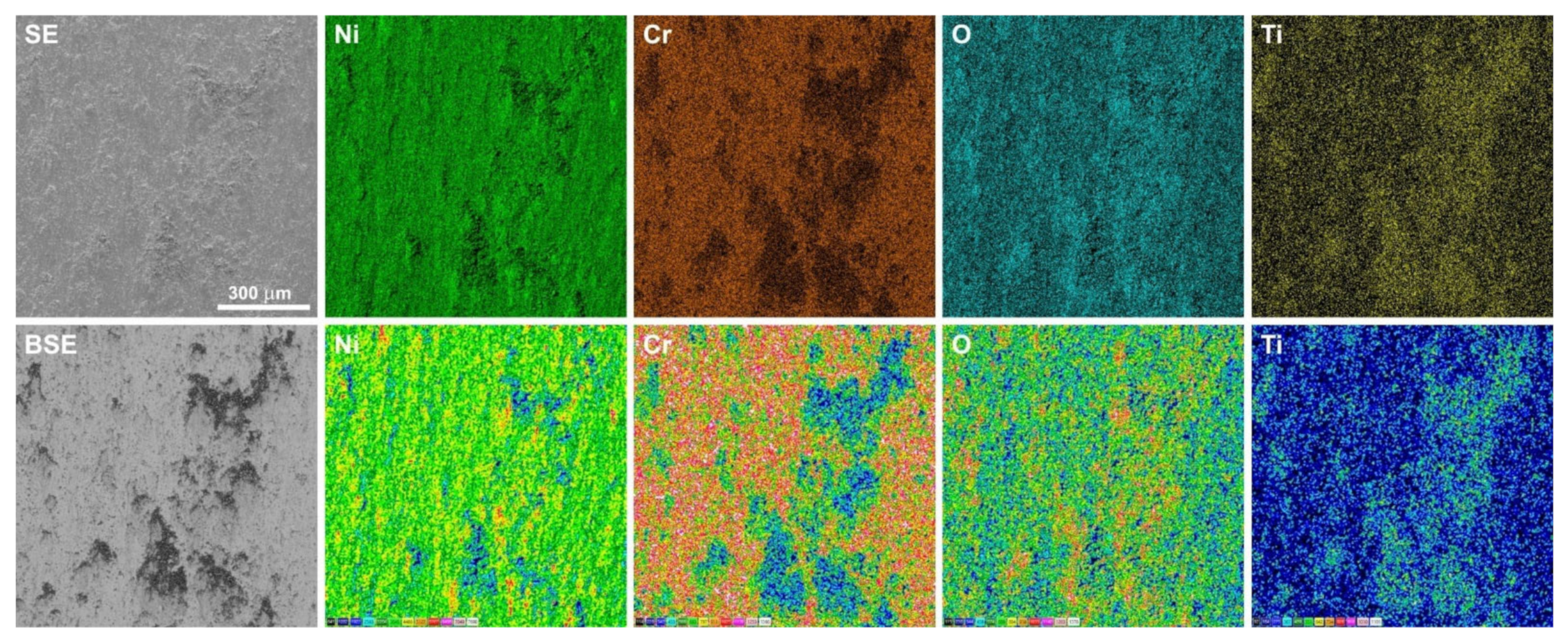
- The sinter at the temperature of 600 °C has self-lubricating properties due to the presence of titanium oxide. On the surfaces of the friction pair, the formation of tribofilm was observed, which reduces the wear by friction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Agocs, A.; Besser, C.; Brenner, J.; Budnyk, S.; Frauscher, M.; Dorr, N. Engine Oils in the Field: A Comprehensive Tribological Assessment of Engine Oil Degradation in a Passenger Car. Tribol. Lett. 2022, 70, 28. [Google Scholar] [CrossRef]
- Allmaier, H. Increase Service Life for Rail Wheel Bearings—A Review of Grease Lubrication for This Application. Lubricants 2022, 10, 36. [Google Scholar] [CrossRef]
- Singh, A.; Chauhan, P.; Mamatha, T.G. A review on tribological performance of lubricants with nanoparticles additives. Mater. Today Proc. 2020, 25, 586–591. [Google Scholar] [CrossRef]
- Wang, B.; Qiu, F.; Barber, G.C.; Zou, Q.; Wang, J.; Guo, S.; Yuan, Y.; Jiang, Q. Role of nano-sized materials as lubricant additives in friction and wear reduction: A review. Wear 2022, 490–491, 204206. [Google Scholar] [CrossRef]
- Waqas, M.; Zahid, R.; Bhutta, M.U.; Khan, Z.A.; Saeed, A. A Review of Friction Performance of Lubricants with Nano Additives. Materials 2021, 14, 6310. [Google Scholar] [CrossRef]
- Saravanakumar, N.; Jothi Saravanan, M.L.; Barathkumar, K.E.; Gokula Kannan, K.; Karthikeyan, R. Development and testing of nano particulate lubricant for worm gear application. J. Mech. Sci. Technol. 2019, 33, 1785–1791. [Google Scholar] [CrossRef]
- Mujtaba, M.A.; Masjuki, H.H.; Kalam, M.A.; Noor, F.; Farooq, M.; Ong, H.C.; Gul, M.; Soudagar, M.E.M.; Bashir, S.; Rizwanul Fattah, I.M.; et al. Effect of Additivized Biodiesel Blends on Diesel Engine Performance, Emission, Tribological Characteristics, and Lubricant Tribology. Energies 2020, 13, 3375. [Google Scholar] [CrossRef]
- Hamisa, A.H.; Azmi, W.H.; Yusof, T.M.; Ismail, M.F.; Ramadhan, A.I. Rheological Properties of TiO2/POE Nanolubricant for Automotive Air-Conditioning System. J. Adv. Res. Fluid Mech. Therm. Sci. 2022, 90, 10–22. [Google Scholar] [CrossRef]
- Gong, H.; Yu, C.; Zhang, L.; Xie, G.; Guo, D.; Luo, J. Intelligent lubricating materials: A review. Compos. Part B Eng. 2020, 202, 108450. [Google Scholar] [CrossRef]
- Dang, R.K.; Dhami, S.S.; Goyal, D.; Chauhan, A. Effect of TiO2 and CuO Based Nanolubricants on the Static Thermal Performance of Circular Journal Bearings. Tribol. Ind. 2021, 43, 420–433. [Google Scholar] [CrossRef]
- Cortes, V.; Sanchez, K.; Gonzalez, R.; Alcoutlabi, M.; Ortega, J.A. The Performance of SiO2 and TiO2 Nanoparticles as Lubricant Additives in Sunflower Oil. Lubricants 2020, 8, 10. [Google Scholar] [CrossRef] [Green Version]
- Suryawanshi, S.R.; Pattiwar, J.T. Tribological performance of commercial Mobil grade lubricants operating with titanium dioxide nanoparticle additives. Ind. Lubric. Tribol. 2019, 71, 188–198. [Google Scholar] [CrossRef]
- Alghani, W.; Ab Karim, M.S.; Bagheri, S.; Amran, N.A.M.; Gulzar, M. Enhancing the Tribological Behavior of Lubricating Oil by Adding TiO2, Graphene, and TiO2/Graphene Nanoparticles. Tribol. Trans. 2019, 62, 452–463. [Google Scholar] [CrossRef]
- Zhao, W.; Ci, X. TiO2 Nanoparticle/Fluorinated Reduced Graphene Oxide Nanosheet Composites for Lubrication and Wear Resistance. ASC Appl. Nano Mater. 2020, 2, 8732–8741. [Google Scholar] [CrossRef]
- Ilie, F.; Covaliu, C. Tribological Properties of the Lubricant Containing Titanium Dioxide Nanoparticles as an Additive. Lubricants 2016, 4, 12. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Zhao, J.; Luo, L.; Huang, S.; Wang, L.; Zhang, S.; Jiao, S.; Huang, H.; Jiang, Z. Performance Evaluation and Lubrication Mechanism of Water-Based Nanolubricants Containing Nano-TiO2 in Hot Steel Rolling. Lubricants 2018, 6, 57. [Google Scholar] [CrossRef] [Green Version]
- Saini, V.; Bijwe, J.; Seth, S.; Ramakumar, S.S.V. Unexplored solid lubricity of Titanium nanoparticles in oil to modify the metallic interfaces. Appl. Surf. Sci. 2022, 580, 152127. [Google Scholar] [CrossRef]
- Kotkowiak, M.; Piasecki, A.; Kulka, M. The influence of solid lubricant on tribological properties of sintered Ni–20%CaF2 composite material. Ceram. Int. 2019, 45, 17103–17113. [Google Scholar] [CrossRef]
- Wang, J.; Yi, M.; Xu, C.; Xiao, G.; Chen, Z.; Zhang, J.; Wang, L. Mechanical property and cutting performance of (W,Ti)C based ceramic composites with the addition of nano-sized CaF2. Int. J. Refract. Met. Hard Mater. 2021, 99, 105607. [Google Scholar] [CrossRef]
- Zhao, H.; Luo, L.; Guo, F.; Zhao, X.; Xiao, P. High-temperature tribological behavior of Mo and BaF2 added Cr3C2-NiCr matrix composite. Ind. Lubric. Tribol. 2020, 72, 136–145. [Google Scholar] [CrossRef]
- John, P.J.; Zabinski, J.S. Sulfate based coatings for use as high temperature lubricants. Tribol. Lett. 1999, 7, 31–37. [Google Scholar] [CrossRef]
- Murakami, T.; Ouyang, J.; Korenaga, A.; Umeda, K.; Sasaki, S.; Yoneyama, Y. High-Temperature Tribological Properties of Al2O3-X (X: BaCrO4, BaSO4 and CaSO4) Spark-Plasma-Sintered Composites Containing Sintering Additives. Mater. Trans. 2004, 45, 2614–2617. [Google Scholar] [CrossRef] [Green Version]
- Yao, Q.; Jia, J.; Chen, T.; Xin, H.; Shi, Y.; He, N.; Feng, X.; Shi, P.; Lu, C. High temperature tribological behaviors and wear mechanisms of NiAl-MoO3/CuO composite coatings. Surf. Coat. Technol. 2020, 395, 125910. [Google Scholar] [CrossRef]
- Li, B.; Li, S.; Zhou, H.; Yu, J.; Zhang, Q.; Xiao, Y.; Liu, R. Tribological properties of TiAl-Ag-ZnO self-lubricating composites from room temperature to 800 °C. Mater. Res. Express 2018, 5, 056233. [Google Scholar] [CrossRef]
- Yang, J.F.; Jiang, Y.; Hardell, J.; Prakash, B.; Fanget, Q.F. Influence of service temperature on tribological characteristics of self-lubricant coatings: A review. Front. Mater. Sci. 2013, 7, 28–39. [Google Scholar] [CrossRef]
- Furlan, K.P.; Biasoli de Mello, J.D.; Klein, A.N. Self-lubricating composites containing MoS2: A review. Tribol. Int. 2018, 120, 280–298. [Google Scholar] [CrossRef]
- Zhao, Y.; Feng, K.; Yao, C.; Nie, P.; Huang, J.; Li, Z. Microstructure and tribological properties of laser cladded self-lubricating nickel-base composite coatings containing nano-Cu and h-BN solid lubricants. Surf. Coat. Technol. 2019, 359, 485–494. [Google Scholar] [CrossRef]
- Seynstahl, A.; Krauß, S.; Bitzek, E.; Meyer, B.; Merle, B.; Tremmel, S. Microstructure, Mechanical Properties and Tribological Behavior of Magnetron-Sputtered MoS2 Solid Lubricant Coatings Deposited under Industrial Conditions. Coatings 2021, 11, 455. [Google Scholar] [CrossRef]
- Piasecki, A.; Kulka, M.; Kotkowiak, M. Wear resistance improvement of 100CrMnSi6-4 bearing steel by laser boriding using CaF2 self-lubricating addition. Tribol. Int. 2016, 97, 173–191. [Google Scholar] [CrossRef]
- Piasecki, A.; Kotkowiak, M.; Kulka, M. Self-lubricating surface layers produced using laser alloying of bearing steel. Wear 2017, 376–377, 993–1008. [Google Scholar] [CrossRef]
- Piasecki, A.; Kotkowiak, M.; Kulka, M. The effect of CaF2 and BaF2 solid lubricants on wear resistance of laserborided 100CrMnSi6-4 bearing steel. Arch. Mater. Sci. Eng. 2017, 86, 15–23. [Google Scholar] [CrossRef]
- Wang, H.; He, P.; Ma, G.; Xu, B.; Xing, Z.; Chen, S.; Liu, Z.; Wang, Y. Tribological behavior of plasma sprayed carbon nanotubes reinforced TiO2 coatings. J. Eur. Ceram. Soc. 2018, 38, 3660–3672. [Google Scholar] [CrossRef]
- Piasecki, A.; Kotkowiak, M.; Makuch, N.; Kulka, M. Wear behavior of self-lubricating boride layers produced on Inconel 600-alloy by laser alloying. Wear 2019, 426–427, 919–933. [Google Scholar] [CrossRef]
- Li, B.; Gao, y.; Li, C.; Kang, Y.; Hou, X.; Liu, F.; Zhao, S. Improved tribological performance of nickel based high temperature lubricating composites with addition of metallic oxides. Wear 2021, 480–481, 203938. [Google Scholar] [CrossRef]
- Mirjavadi, S.S.; Alipour, M.; Emamian, S.; Kord, S.; Hamouda, A.M.S.; Koppad, P.G.; Keshavamurthy, R. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance. J. Alloys Compd. 2017, 712, 795–803. [Google Scholar] [CrossRef]
- Cui, G.; Liu, Y.; Li, S.; Gao, G.; Kou, Z. Nano-TiO2 reinforced CoCr matrix wear resistant composites and high-temperature tribological behaviors under unlubricated condition. Sci. Rep. 2020, 10, 6816. [Google Scholar] [CrossRef] [Green Version]
- Ali, M.K.A.; Xianjun, H. M50 Matrix Sintered with Nanoscale Solid Lubricants Shows Enhanced Self-lubricating Properties Under Dry Sliding at Different Temperatures. Tribol. Lett. 2019, 67, 71. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Liu, L.; Hussainova, I. Sliding wear performance of in-situ spark plasma sintered Ti-TiBw composite at temperatures up to 900 °C. Wear 2021, 476, 203663. [Google Scholar] [CrossRef]
- Kumar, R.; Hussainova, I.; Rahmani, R.; Antonov, M. Solid Lubrication at High-Temperatures—A Review. Materials 2022, 15, 1695. [Google Scholar] [CrossRef]
- Budarin, V.L.; Shuttleworth, P.S.; Bruyn, M.D.; Farmer, T.J.; Gronnow, M.J.; Pfaltzgraff, L.A.; Macquarrie, D.J.; Clark, J.H. The potential of microwave technology for the recovery, synthesis and manufacturing of chemicals from bio-wastes. Catal. Today 2015, 239, 80–89. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.H.; Gao, L.; Guo, J.K. Preparation and characterization of nanosized TiO2 powders from aqueous TiCl4 solution. Nanostruct. Mater. 1999, 11, 1293–1300. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
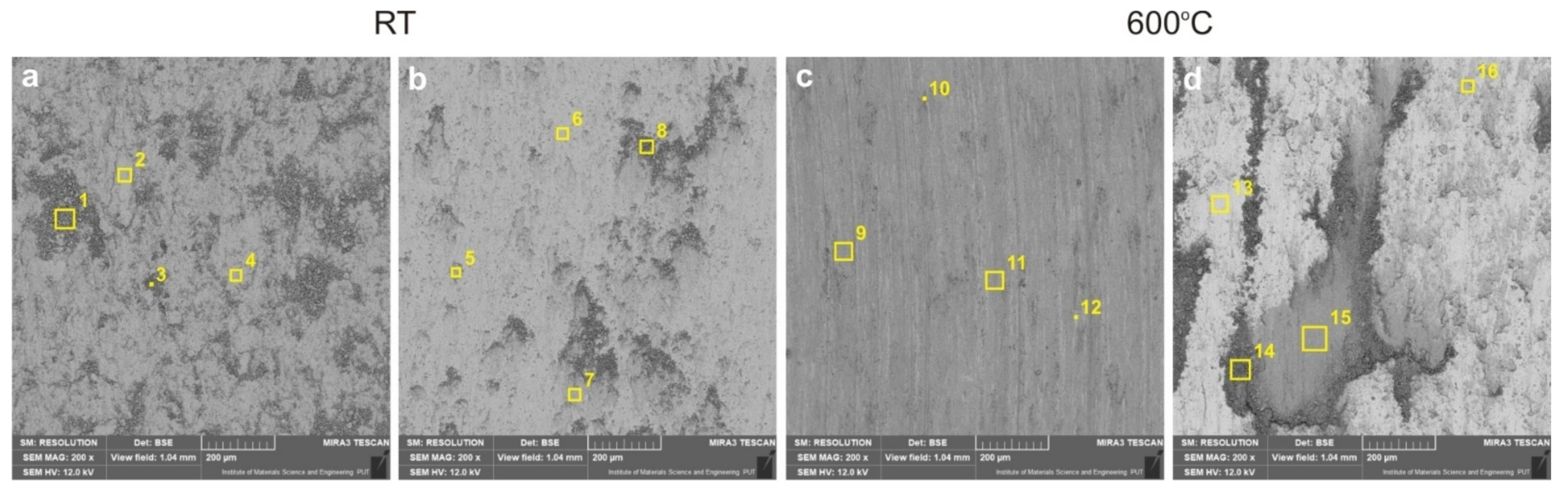
| Point | Ni | Cr | Ti | O | Fe | Mo | Si | Nb | Al | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sinter, 23 °C | 1 | 81.9 | 6.8 | 4.6 | 3.1 | 1.3 | 1.6 | 0.1 | 0.6 | 0.1 |
| 2 | 79.1 | 7.5 | 3.5 | 4.2 | 1.4 | 2.9 | 0.1 | 1.2 | 0.2 | |
| 3 | 9.2 | 0.5 | 52.5 | 37.2 | 0.1 | 0.1 | 0.3 | 0.1 | 0.1 | |
| 4 | 79.3 | 6.9 | 3.7 | 4.8 | 1.3 | 2.6 | 0.1 | 1.2 | 0.1 | |
| Inconel®625, 23 °C | 5 | 71.8 | 11.5 | 3.1 | 5.2 | 2.1 | 4.3 | 0.1 | 1.7 | 0.2 |
| 6 | 62.0 | 21.2 | 0.5 | 0.9 | 3.9 | 7.9 | 0.2 | 3.0 | 0.3 | |
| 7 | 72.8 | 11.8 | 2.7 | 4.3 | 2.3 | 4.2 | 0.1 | 1.6 | 0.1 | |
| 8 | 79.9 | 8.6 | 3.6 | 3.0 | 1.7 | 2.2 | 0.1 | 0.9 | 0.1 | |
| Sinter, 600 °C | 9 | 75.6 | 0.1 | 5.1 | 19.1 | - | - | - | - | 0.1 |
| 10 | 32.1 | 0.1 | 35.8 | 31.8 | - | - | 0.2 | - | ||
| 11 | 76.7 | 0.1 | 3.5 | 19.5 | - | - | - | - | 0.1 | |
| 12 | 88.9 | - | 3.5 | 7.5 | - | - | - | - | 0.1 | |
| Inconel®625, 600 °C | 13 | 60.4 | 20.6 | 0.4 | 2.7 | 3.8 | 8.3 | 0.1 | 3.4 | 0.3 |
| 14 | 75.9 | 0.6 | 5.7 | 17.4 | 0.3 | - | - | - | 0.1 | |
| 15 | 72.5 | 0.1 | 5.0 | 22.2 | - | - | - | - | 0.1 | |
| 16 | 84.0 | 3.2 | 2.8 | 7.5 | 1.2 | 0.8 | 0.1 | 0.2 | 0.1 |
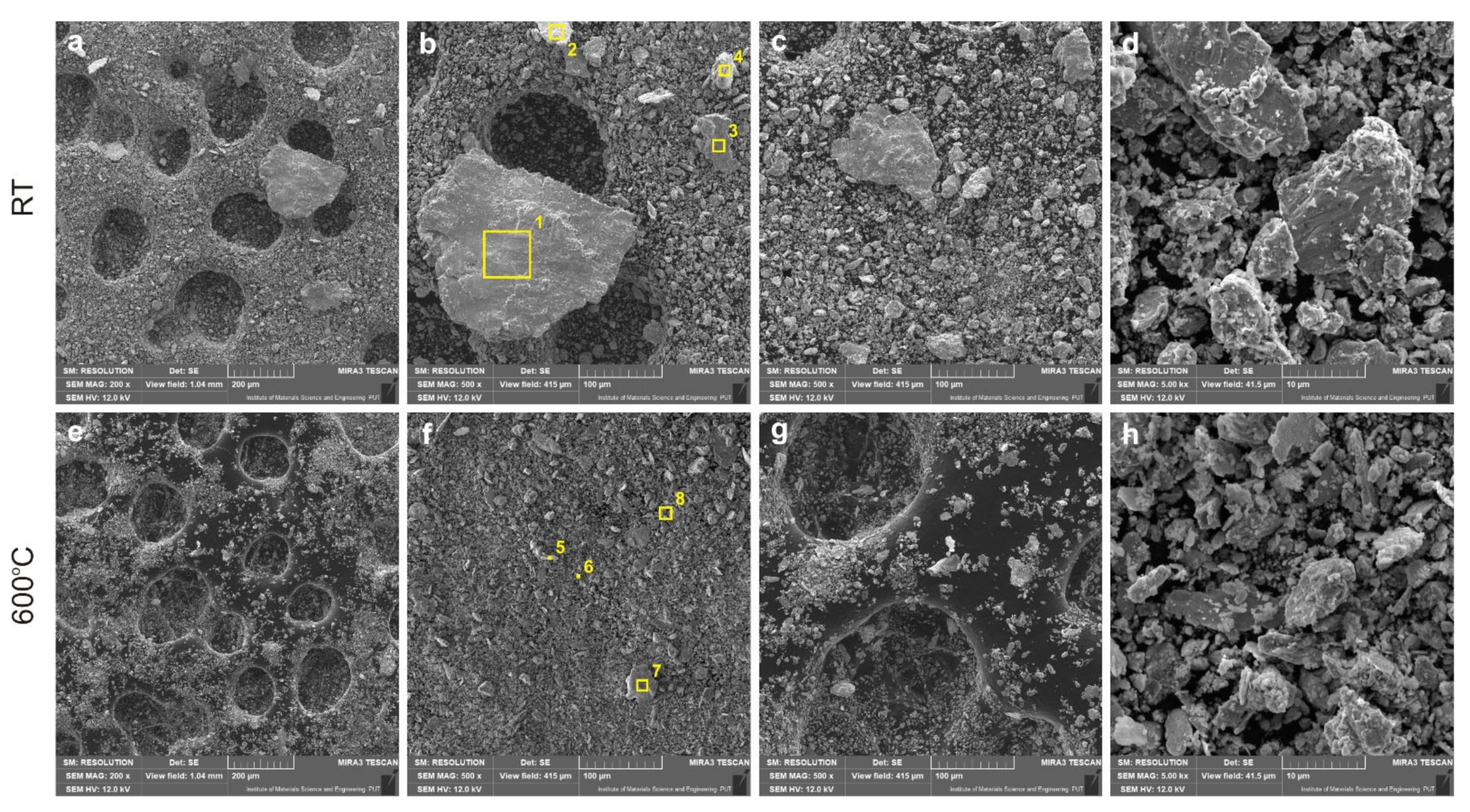
| Temperature | Point | Ni | Cr | Ti | O | Fe | Mo | Si | Nb | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 23 °C | 1 | 65.6 | 16.0 | 2.3 | 3.5 | 2.9 | 6.6 | 0.2 | 2.7 | 0.3 |
| 2 | 74.1 | 9.7 | 3.5 | 5.1 | 1.9 | 3.8 | 0.1 | 1.5 | 0.3 | |
| 3 | 82.9 | 10.3 | 2.1 | 1.0 | 1.9 | 1.2 | 0.1 | 0.4 | 0.1 | |
| 4 | 77.0 | 10.7 | 2.1 | 5.6 | 2.0 | 1.7 | 0.1 | 0.7 | 0.2 | |
| 600 °C | 5 | 93.0 | 0.4 | 1.8 | 4.0 | 0.6 | 0.1 | - | - | - |
| 6 | 79.1 | 0.2 | 2.0 | 18.5 | 0.1 | - | 0.1 | - | 0.1 | |
| 7 | 74.6 | 0.2 | 3.3 | 21.4 | 0.1 | - | 0.3 | - | 0.1 | |
| 8 | 79.6 | 1.5 | 2.8 | 15.1 | 0.3 | 0.5 | - | 0.2 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piasecki, A.; Kotkowiak, M.; Tulinski, M.; Kubiak, A. Tribological Behavior and Wear Mechanism of Ni-Nano TiO2 Composite Sintered Material at Room Temperature and 600 °C. Lubricants 2022, 10, 120. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants10060120
Piasecki A, Kotkowiak M, Tulinski M, Kubiak A. Tribological Behavior and Wear Mechanism of Ni-Nano TiO2 Composite Sintered Material at Room Temperature and 600 °C. Lubricants. 2022; 10(6):120. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants10060120
Chicago/Turabian StylePiasecki, Adam, Mateusz Kotkowiak, Maciej Tulinski, and Adam Kubiak. 2022. "Tribological Behavior and Wear Mechanism of Ni-Nano TiO2 Composite Sintered Material at Room Temperature and 600 °C" Lubricants 10, no. 6: 120. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants10060120