1. Introduction
Adequate lubrication is fundamental to improve the tribological properties and the long-term reliability of sliding electrical contacts [
1,
2,
3], that are critical components in a wide range of devices such as direct current (DC) electromotors, alternators, house appliances, and slip rings [
2,
4,
5,
6,
7]. Solid lubricants are drawing much attention and currently occupy a considerable portion of the research effort in this field, mostly for those applications in which the operating conditions are extreme and forbid the employment of liquid lubricants [
8,
9]. These species exhibit a layered molecular structure, characterized by weakly bonded planes of closely packed atoms, which allows a favorable orientation to attenuate the shear strength. Therefore, they promote an easier sliding and directly contribute to the minimization of friction and wear via the formation of a thin tribo-film between the mating materials in the specific operating environment [
5].
Transition metal dichalcogenides (TMDs) such as molybdenum disulfide (MoS
2) and tungsten disulfide (WS
2), graphite, and graphene nanoplatelets (GNP) are the leading exponents of these lamellar solids. The combination of one or more of these materials with a compatible metal matrix allows to attain a two-phase or multi-phase self-lubricating metal matrix composite (MMC), in which the chemical and physical individuality of the phases is preserved while appropriately blending their properties [
10]. Copper matrix composites (CuMCs) are considered to be adequate for low-voltage and low-current applications due to stable low contact resistance, minimum heating, and a reduced wear rate [
11].
WS
2 could represent an appropriate candidate for the manufacturing of particle-reinforced copper-based materials with enhanced tribological features [
12]. This TMD strongly resembles to graphite, as it possesses a stratified crystal framework. Its peculiar properties are related to an anisotropic structure consisting of a central sheet of tungsten atoms covalently bonded with upper and lower layers of sulfur atoms, molding either a hexagonal or a rhombohedral polymorph [
13,
14]. The sandwiches are instead weakly bound by means of van der Waals forces, guaranteeing an intrinsic tribo-activity through the generation of a tribo-film that reduces friction coefficient and wear rate. Nonetheless, its expensiveness is a deterrent for being sufficiently competitive with MoS
2, despite it displays other fascinating features such as high chemical inertness, lower humidity sensitivity, and powder dispersibility [
12,
13,
15].
Inorganic fullerene-like (IF) tungsten disulfide nanoparticles are closed nanoarchitectures of tungsten disulfide, firstly observed in 1992 by Tenne et al. [
16]. The great advantage of these cage-like nanoparticles is their capability of outperforming other solid lubricants under harsh conditions since the closed structure forces the exposition of van der Waals surfaces without dangling bonds to the tribological interface [
17]. They can contribute to lubrication on three different levels, allowing a long-term wear resistance, as studied by Rapoport et al. [
18,
19], Tevet et al. [
20], and Uflyand et al. [
21]. Firstly, due to rolling between mating surfaces, promoted by their spherical shape and high mechanical stability, IF nanoparticles act as ball bearings, reducing the friction coefficient especially at low loading levels. Then, sliding of IF nanoparticles lowers metal-to-metal contact through a physical separation, providing low friction and easy shearing thanks to their low surface energy and robustness. Finally, the special feature of IF nanoparticles is appreciated mostly at high loading levels through exfoliation, which consists of a gradual transfer of WS
2 layers. The exfoliated layers deposit on the asperities of the mating surfaces providing easy shearing, an enhanced lubrication and a prolonged serviceability [
18,
19,
20,
21]. Moreover, this process reduces local heating and hence plastic deformation of the underlying metal surface, further lessening wear issues. Despite extensive exfoliation eventually degrades the IF nanoparticles, they are able to behave as a reservoir of solid lubricant after high levels of wear, inasmuch as the released WS
2 sheets can be oxidized to form a tungsten oxide film, which is a good lubricant itself [
22]. Chemical inertness, high temperature and oxidation resistances, robustness, and exceptional mechanical properties complete their array of properties [
23,
24] and make them trustworthy candidates to produce self-lubricating metal matrix composites. Amongst the several preparation methods, the bulk synthesis realized by Feldman et al. [
25,
26] is drawing particular attention. It is based on the reaction of solid tungsten trioxide (WO
3) powder in H
2S/H
2-rich atmosphere at about 850–900 °C. The growth mechanism of the nanoparticle starts from the surface of the oxide, which reacts with H
2S to form one or two closed monomolecular layers of WS
2 in the first few seconds. Then, H
2 diffusion reduces the inner oxide to a W
18O
49 intermediate. Finally, the core is progressively converted layer by layer into the hollow IF structure through a slow diffusion-controlled reaction, which lasts for 30–120 min. Since the incipient oxide particle serves as a template, its size directly determines the final size of the IF nanoparticle. This quasi-epitaxial growth mode gives rise to an almost perfect crystalline structure.
GNP are nanoflakes composed of few layers of platelet-shaped graphene sheets with variable thickness (0.7–100 nm), lateral size, and carbon-to-oxygen atomic ratio. Large scale-production of this material typically relies upon liquid phase exfoliation, but ball milling, microwave radiation on acid-intercalated graphite and shear-exfoliation are other widespread techniques. Good mechanical toughness, high hardness, superior tribological behavior, excellent thermal and electrical conductivities, light weight, high aspect ratio, and low cost make them ideal for several fields of application, such as the production of CuMCs working under humid environments [
27,
28,
29,
30]. Preparation of Cu-GNP composites requires that the carbonaceous reinforcement maintains its structural integrity while being homogeneously incorporated and dispersed into the metal matrix. One of the most widespread techniques to fulfil these tasks is powder metallurgy (PM), which includes a ball milling step aimed at discouraging the natural agglomeration tendency of graphene, fostered by its large surface area [
31,
32]. However, mechanical milling should be carefully conducted since it could force structural damages and increase the density of defects on graphene platelets. Besides, high temperatures during powders’ compacting and sintering steps might cause the formation of metallic carbides, which are detrimental for the final mechanical characteristics of the composite [
33].
Strong scientific investigation is being performed to enhance the tribological performances of metals and alloys. Laser nanostructuring could be considered a fascinating technique, as proposed by Bonse et al. [
34]. They have generated homogeneous laser-induced periodic surface structures (LIPSS) on 100Cr6 steel and titanium alloy (Ti6Al4V) through irradiation with multiple femtoseconds laser pulses. Reciprocal sliding in two different media—i.e., paraffin oil and commercial engine oil (Castrol VP-1)—has enabled elucidation of the tribological performances of the treated materials. Laser-processed 100Cr6 steel demonstrated a very low friction coefficient (0.15) in both lubricants. Differently, nanostructured Ti6Al4V displayed high and fluctuating friction coefficient values (from 0.2 to 0.6) in paraffin oil, while engine oil favored a reduction up to 0.12–0.14. This result has been explained by an advantageous combination of LIPSS and additives contained in engine oil, which efficiently cover the nanostructured surface. To verify the benefits of surface texturing on tribological properties, Gnilitskyi et al. [
35] have imprinted highly uniform LIPSS on X5CrNi1810 stainless steel discs, exploiting optical femtosecond pulses. Tribological tests, conducted in a chamber filled with 20 mL of commercial motor oil (Shell Elix Synthetic 5w-40), have highlighted a sensible decrease of friction coefficient and wear from an unpatterned reference sample (about 0.2 and 6 × 10
−2 mm
3, respectively) to the patterned one (about 0.15 and 3.5 × 10
−2 mm
3, respectively). The produced surface grooves played a fundamental role as lubricant reservoir during the counterparts’ contact and as debris pockets to minimize the abrasion caused by particles spread on the interface. Nonetheless, the employment of appropriate lubricating agents appears to be indispensable in attaining more convincing frictional features.
Authors are testing different solutions and preparation procedures to deeply understand and improve the characteristics of MMCs. Xiao et al. [
12] have studied the influence of an annealing step in N
2 atmosphere with WS
2 content up to 40 vol %. They observed a more pronounced decomposition of the lubricant phase and the undesired formation of copper sulfide (Cu
2S) when the applied annealing temperature is raised from 700 to 950 °C. Moreover, they measured an enhancement in composites’ hardness from 75.4 HV of pure copper to 94.7 HV, promoted by a larger lubricant concentration. This behavior is opposite with respect to other species, such as graphite [
36], as they generally entail an MMC softer than the virgin metal. Zhao et al. [
37] have determined the effectiveness of WS
2 in strongly reducing the friction coefficient and the specific wear rate in copper-based composites, up to 0.16 and 5 × 10
−5 mm
3 N
−1 m
−1 respectively. Jazaa et al. [
38] have established that the reduction of WS
2 nanoparticles agglomeration and the enhancement of their dispersion in a polyalphaolefin (PAO) matrix do not substantially impact on the friction and wear minimization.
Rapoport et al. [
39] have impregnated various densified solid porous matrices, prepared by means of PM, with IF nanoparticles. According to the experimental results on these composites, they have proposed a multiscale tribological model which is composed of two stages. In the first stage, IF nanoparticles reside in the pores. In the second one, they are slowly supplied to the metal surface where they act both as a lubricant and a spacer, alleviating wear damages and friction losses. Sade et al. [
40] have tested inorganic fullerene-like WS
2 nanoparticles coated with a humin-like shell as additives in polyalphaolefin-4 (PAO-4) to reduce friction problems, observing that the presence of pre-exfoliated sheets facilitates the formation of the tribo-film while the coating fosters a better penetration into the tribological interface.
Guo et al. [
41] have performed wear tests in a four-ball assembly on a polyalphaolefin-2 (PAO-2) oil enriched with multi-layered graphene, measuring a 78%-reduction of the friction coefficient and a beneficial reduction of wear rate. Pape et al. [
42] have employed 1 wt % of graphene platelets with different thicknesses (2, 6–8, 11–15 nm) as dry lubricants and as additives in greases for rolling contacts operating under reciprocating motion. They have concluded that the excellent wear resistance and friction coefficient reduction are associated to the platelets covering the surface asperities and generating favorable sliding planes, although thickness seemed to not influence the performances.
To satisfy the increasingly demanding requirements of sliding electrical contacts for aerospace applications, Qian et al. [
43] have fabricated hot-pressed MMCs consisting of a copper matrix, WS
2 and natural flake graphite at different concentrations. The studied materials displayed a good electrical sliding wear behavior, correlated to the simultaneous presence of the two lubricating agents. A positive synergistic effect is activated: graphite can act as oxygen diffusion barrier and as moisture scavenger, reducing WS
2 oxidation and improving sliding performances in medium-to-high humidity conditions; on the contrary, WS
2 is the main lubricating agent when vacuum conditions are applied. The further addition of 5 wt % WS
2 nanotubes [
44] led to a denser microstructure, better electrical conductivity, higher hardness and higher elastic modulus than the Cu-WS
2-graphite samples. Besides, the authors have observed how WS
2 nanostructures can greatly limit both contact resistance and wear rate. This behavior has been attributed to the gradual detachment of WS
2 nanotubes from the brush surface and their adhesion to the frictional interface, where they can carry out their specific lubrication mechanism.
Despite WS2, IF nanoparticles and GNP can offer many advantages as solid lubricants, their large-scale application is still not very widespread, therefore further insights are mandatory.
This study preliminarily investigates the effects of different lubricants’ contents and combinations on the tribological and electrical performances of self-lubricating copper-based composites. The aim is to identify a suitable design of these materials able to minimize the depletion of the components in sliding electrical contacts employed in the aerospace sector, which work under harsh conditions: outside temperature decreasing by approximately 2 °C per thousand feet, relative humidity up to 99% [
45], and severe ice formation at low temperatures [
46]. High electrical conductivity, hydrophobicity, and wear resistance are therefore required. The samples have been prepared via PM, which has been chosen due to its affordability and process simplicity. The metal matrix and the lubricants have been firstly mixed, ground, and homogenized in a ball milling system. Then, milled powders have been compacted in tablets via a cold-pressing technique. In the end, solid-state pressureless sintering has allowed to complete the procedure and achieve better mechanical features. Five different samples have been studied, the first two of which were made up of not-milled and 2-h ball milled pure copper, respectively. They have been considered as benchmarks. The third one contained 10 wt % of WS
2, whereas the others were manufactured combining WS
2 with IF-WS
2 nanoparticles and both IF and GNP, respectively. The fabricated composites have been extensively analyzed by means of X-ray diffraction (XRD), static optical contact angle (OCA) measurements, density evaluation, electrical properties assessment, indentation hardness tests, micro-scratch tests, and wear tests, in order to ascertain their wettability, electrical resistivity, mechanical, and tribological properties.
4. Discussion
The presented results demonstrate the reliability of the production method. XRD patterns highlight that no unwanted phases or compounds are produced during neither the ball milling nor the sintering process. In detail, Cu
2S formation due to the reaction of copper and tungsten disulfide is prevented, as the characteristic Cu
2S (2 0 3) peak at about 25.9° is not detected [
12]. No decomposition occurs as well, since W peaks typically observable at 40° for W (1 1 0), 57° for W (2 0 0), and 72° for W (2 1 1) are not spotted [
57,
58]. The absence of a contribution associable to graphene in Cu-WS
2-IF-GNP may be addressed to the low percentage of GNP (0.5 wt %), which may imply a smaller intensity with respect to others and a probable hiding by background noise. Density assessment corroborates the steadiness of the production process since the obtained values are almost constant and the changes can be addressed to the different structure of the lubricating agents with respect to the copper matrix. Relative density values lower than 100% may be addressed to the difficult packing of the dendritic copper powder, that intrinsically leads to the presence of voids. It would be possible to raise the density of the investigated samples increasing pressure in the cold-pressing step or extending the sintering time. The increase of density could determine a decrease of the electrical resistivity thanks to the greater free path available for the electrical current passage. Anyway, the resistivity values measured in the present study are in the same order of magnitude of pure copper found in literature (1.68 × 10
−8 Ω m [
47]), despite the introduction of an insulating phase. From the electrical performance standpoint, the prepared composites are suitable for the final aim of this project, that is to identify a durable material to be employed in sliding electrical contacts exposed to extreme conditions. In aerospace applications, these components are subjected to a wide range of temperature and relative humidity, hence a hydrophobic behavior is as much required to avoid the formation of a uniform ice-layer on their surface, preserving the integrity and the performance of the assembly during service. All the analyzed composites display an exacerbated hydrophobicity with respect to pure copper samples, with contact angles higher than 120°. A more pronounced surface roughness could be hypothesized to clarify the increase in contact angle [
59]. The presence of hydrophobic WS
2 layers may influence the surface structure and the wettability of the composites, allowing water droplets to become quasi-spherical. This effect is even emphasized by IF nanoparticles, whose conformation probably induces a local surface deformation and a further corrugation [
60]. The combination with GNP could bring about a slight flattening, due to graphene sheets placement between surface asperities.
Wear resistance is of paramount importance to guarantee the reliability of sliding electrical contacts over long periods without maintenance. As well described by the Archard’s equation [
61], hardness is strictly related to the wear behavior of a specific material. In this study, pure copper powders’ ball milling does not negatively influence the hardness performance, as previously reported in
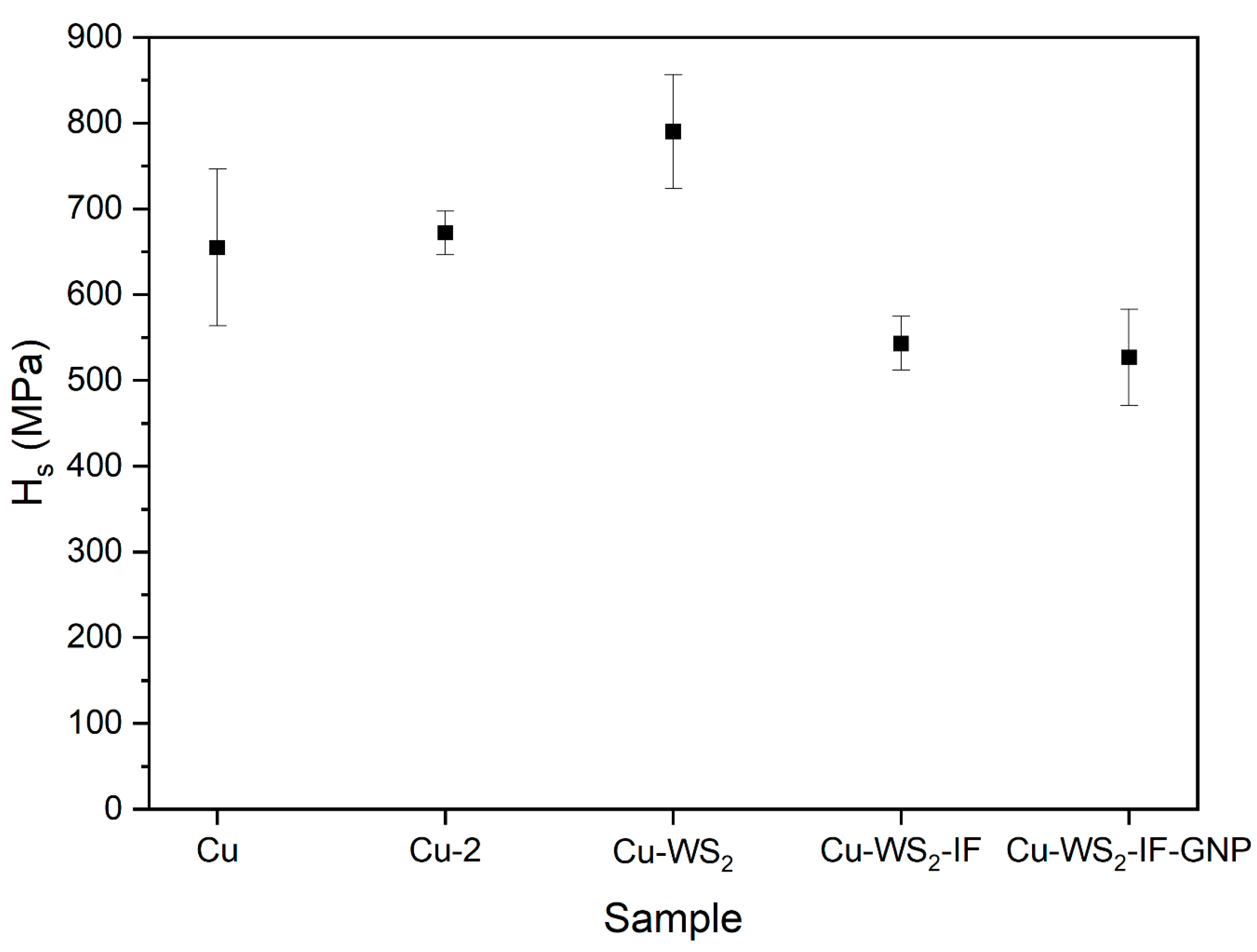
Section 3.6. Therefore, milling and grinding can be considered suitable to homogenize grain size and distribution of the second phase without any drawback. Additionally, indentation hardness evaluation underlines the strengthening effect of WS
2. According to Xiao et al. [
12], the anisotropic lamellar structure of WS
2 and the improved interfacial bonding strength between lubricant layers and copper matrix could promote a hardness amelioration with respect to pure copper. The further addition of IF nanoparticles could lead to agglomeration and a slightly worse Vickers hardness. Moreover, it has to be considered that the total amount of second phase in Cu-WS
2-IF and Cu-WS
2-IF-GNP (15 wt % and 15.5 wt %) is higher with respect to Cu-WS
2 (10 wt %), therefore a decrease in Vickers hardness is expected. Nevertheless, the reinforcing action of WS
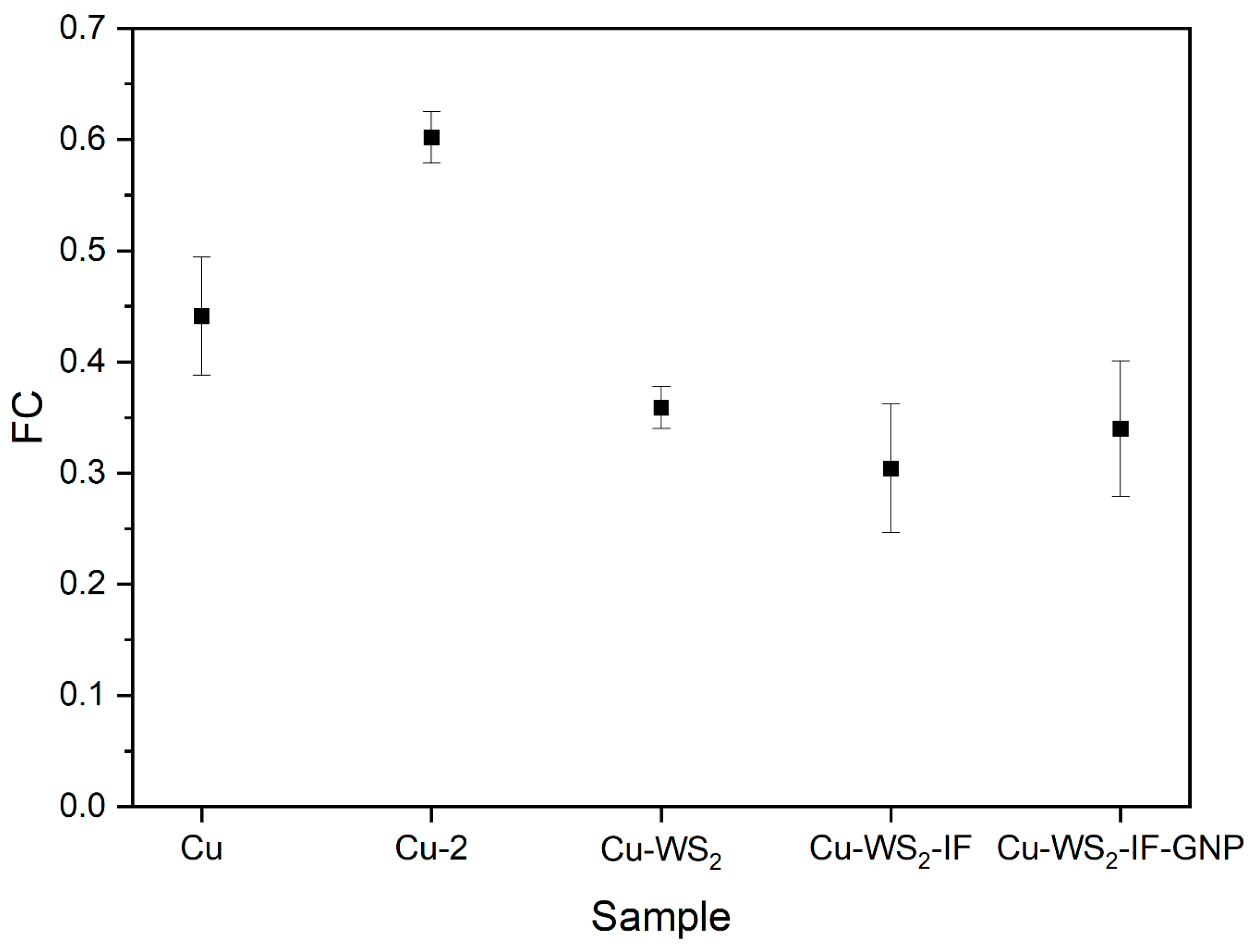
2 is still observable considering benchmark Cu and Cu-2. Scratch hardness outcomes appear to confirm the beneficial strengthening effect of WS
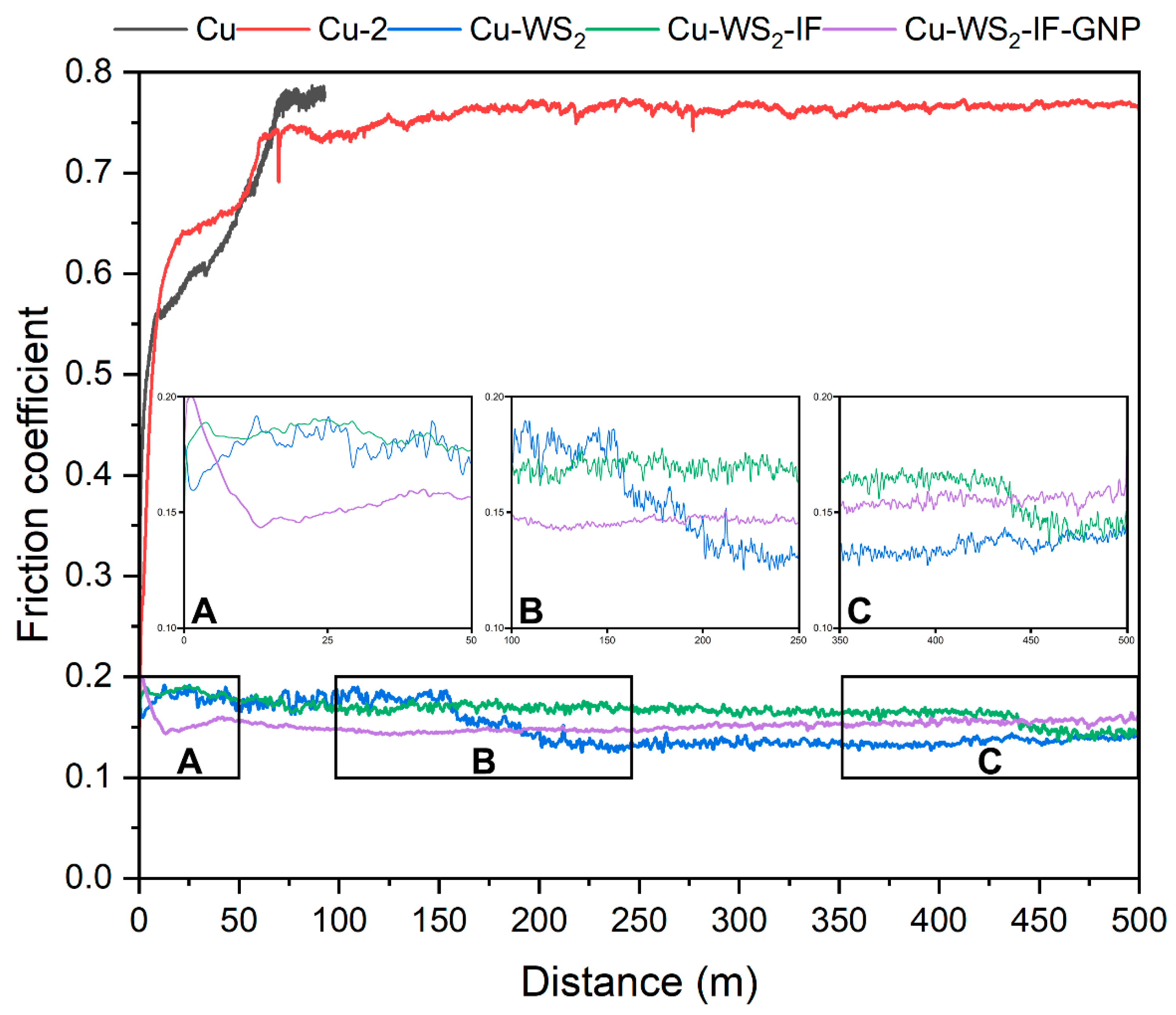
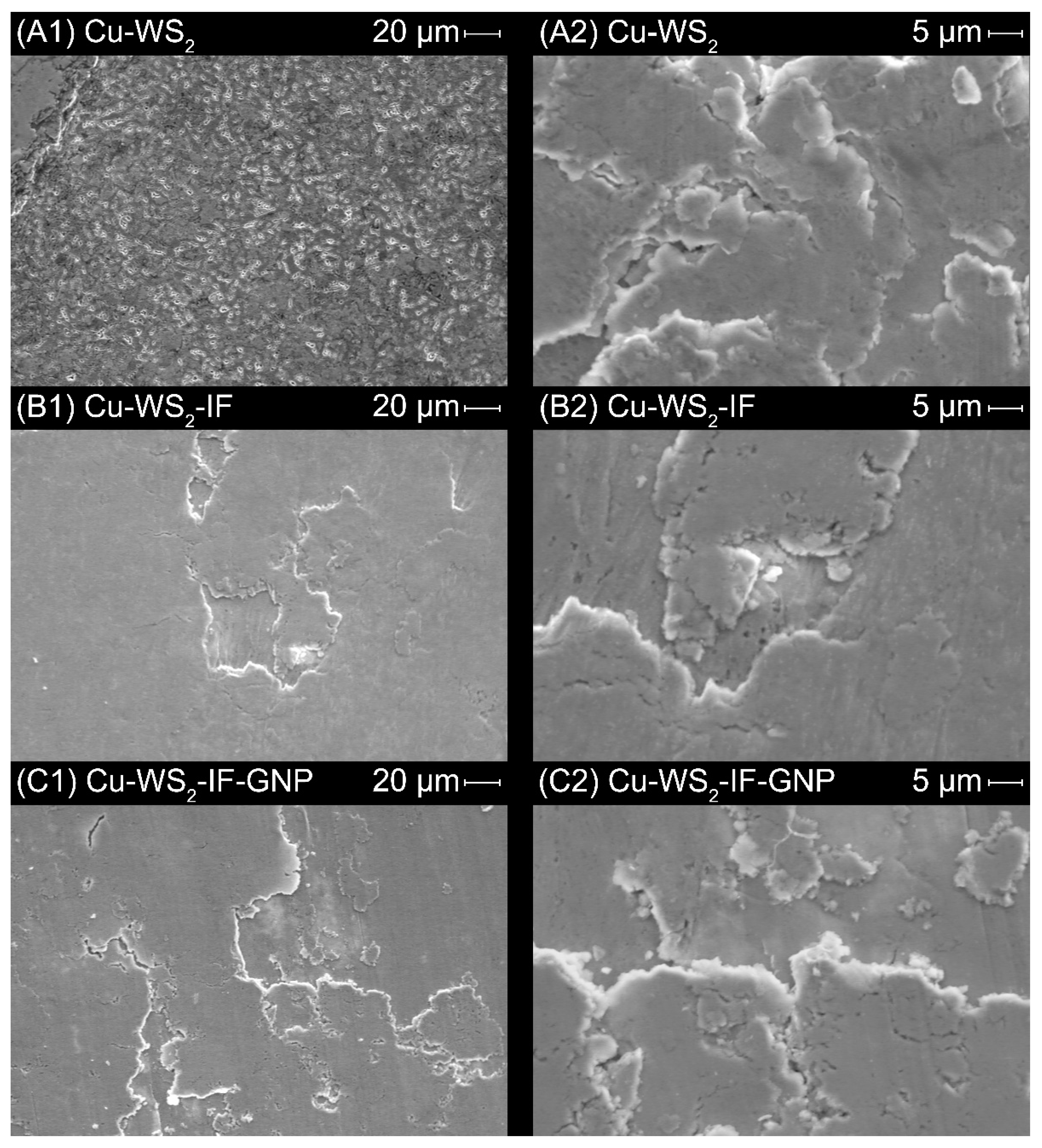
2, the agglomeration issues of IF nanoarchitectures and, in a more noticeable fashion, the detrimental softening induced by a larger amount of second phase. The solid lubricants determine a visible lowering of the friction coefficient in the micro-scratch tests, ensuring a lower energy consumption, a restraint of possible local heating, and a minimization of surface damaging due to friction. It should be noticed that the friction coefficients calculated from micro-scratch tests are not comparable with the ones obtained from wear tests, due to differences in the setup: in the first case, no tribo-film forms during the incision of the sample and the counter surface is a stainless steel Rockwell indenter with a diamond tip; in the second case, the counter surface is a 100Cr6 sphere that passes several times on the same point, allowing the effective formation of a tribo-film so as to well enough simulate the typical operative conditions of sliding electrical contacts. The results of the wear tests show a strong reduction of the friction coefficient. The composite materials display similarities in the wear behavior; an abrasive mechanism is detected for all the composites, albeit some differences have to be highlighted. Nonetheless, the actual evaluation of the wear rate is not possible because of the counter ball’s wear. As a consequence, the difference in weight of the samples before and after the test is null or even negative, and the volume of debris is not computable. Analyzing the friction coefficient evolution (
Figure 7), Cu-WS
2 (blue curve) presents two different plateaus. The first one is given by the formation of an oxide layer on the surface, which is then removed. The subsequent temperature increase activates the lubricating effect of WS
2 layers, which permit a further reduction of the friction coefficient up to 0.12 and trigger an adhesive mechanism. Cu-WS
2-IF (green curve) exhibits a similar friction coefficient trend and two plateaus as well, even though the transition is delayed. The IF nanoparticles’ instant action partially separates the sliding surfaces, lowering their damage and preventing the formation of an oxide layer. In this way, the distance at which WS
2 layered structures perform their lubrication effect, further reducing friction coefficient up to 0.13, is lengthened. In the end, the friction coefficient transition of Cu-WS
2-IF-GNP (purple curve) at really short distance, around 20 m, denotes the intrinsic lubricating behavior of GNP which stabilizes the composite surface. The friction coefficient is stable at 0.15, even though a third-body mechanism is evident from the wear track. Despite the Vickers hardness of Cu-WS
2-IF-GNP is comparable to Cu-WS
2-IF, the scratch hardness value indicates the softening induced by the GNP introduction and explains the debris formation due to lower shear stress resistance.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}