Quantitative Relationships between Mechanical Properties and Microstructure of Ti17 Alloy after Thermomechanical Treatment

1
College of Materials and Metallurgy, Guizhou University, Guiyang 550025, China
2
Key Laboratory for Materials Structure and Strength of Guizhou province, Guiyang 550025, China
*
Author to whom correspondence should be addressed.
Metals 2020, 10(1), 67; https://0-doi-org.brum.beds.ac.uk/10.3390/met10010067
Submission received: 3 December 2019
/
Revised: 22 December 2019
/
Accepted: 27 December 2019
/
Published: 1 January 2020
(This article belongs to the Special Issue Heat Treatment and Mechanical Properties of Metals and Alloys)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:In this paper, the relationships between the thermomechanical treatments (TMT), the microstructural evolution the mechanical properties of Ti17 alloy were investigated. The results indicate the coarsening behavior of lamellar α was sensitive to the aging temperature during the process of TMT. The thickness of lamellar α changed from 0.19 to 0.38 μm with an increase in the aging temperature. Moreover, both tensile properties and impact toughness vary with the thickness of lamellar α. The tensile strength increases with the increase of the thickness of lamellar α the plasticity and impact toughness the opposite trend. The quantitative investigations found that there is a linear relationship between the tensile properties and the thickness of lamellar α the tensile properties could be adjusted in the range of 1191~1062 MPa and 1163~1039 MPa to obtain ultimate tensile strength and yield strength as well as 11~16% elongation and 23~33% reduction of area by varying the thickness of lamellar α. Meanwhile, the impact toughness could be adjusted in the range of 46 ~53 J/cm2. The high correlation coefficients imply that the linear equation is reliable to describe the relationships between the mechanical properties and the thickness of lamellar α for Ti17 alloy.
1. Introduction
The Titanium alloy, especially two-phase titanium alloy, is widely applied in the aerospace industries due to its excellent comprehensive properties [1]. The mechanical properties of titanium alloy are very sensitive to the hot working process and its microstructure. The relationship of the deforming process, microstructure and properties has always been a hot topic in the field of hot working [2,3,4]. For the titanium alloy, its microstructure mainly depends on the processing technology and heat treatment system. Different forming processes and heat treatment system would result in considerable discrepancies in proportion, size and morphology of α and β phase finally, cause discrepancies in the mechanical properties [5,6]. Therefore, the mechanical properties of the alloy could be improved by process parameters.
Thermomechanical treatment (TMT) is a kind of strengthening method which combines plastic deformation with heat treatment. It can refine the grains effectively, change the aging decomposition characteristics make the dispersion strengthening exceed the phase hardening strengthening. It can also restrain the recrystallization and increases the dislocation density for the alloy so that the titanium alloy obtains high strength and satisfactory ductility-toughness thus improving the fatigue strength, creeps rupture strength, thermal strength and corrosion resistance [7,8,9]. However, compared with the traditional deformation process, the microstructure mechanism during TMT may be much more complex, which mainly in the restoration mechanism will change according to the base metal (BM) characteristics such as the initial microstructure (rolling, annealing state) and physical characteristics (mainly stacking fault energy) [10]. The stacking fault energy (SFE) is known to strongly influence the hot deformation behavior of metallic materials. These are the primary restoration mechanisms in deformation and heat treatment, including dynamic recovery, discontinuous dynamic recrystallization and continuous dynamic recrystallization and so forth.
Taking into consideration that the tensile and impact properties of materials are crucial reference standards for mechanical properties, therefore, it is particularly important to study the relationship between the process parameters, microstructure and the mechanical properties (tensile properties and impact toughness) of titanium alloy. Xue et al. [11] studied the coarsening behavior of the lamellar orthorhombic phase and quantitatively analyzed the relationship between the microstructure and tensile properties of Ti-22Al-25Nb alloy. It was found that the yield strength and elongation of the alloy was following the Hall-Petch relationship at room temperature and 650 °C. Chen et al. [12] indicated that the growth of secondary α phase is accompanied by decreasing strength and increasing plasticity. Wen et al. [5] researched the optimal coordination of microstructure, tensile properties and impact toughness of TC21 alloy. Besides, it was found that Ti-6Al-4V alloy with grain size of 1~3 mm has higher plasticity and strength poor impact toughness [13]. Balasubramanian et al. [14,15] described the influence of different welding processes on the microstructure, tensile and impact properties of the alloy joint pointed out that the tensile and impact properties of the welded joint are related to the weld metal structure. Other research quantitatively analyzed the linear relationship between impact toughness and the globularization fraction of alloy, as well as the crack propagation mechanism in the process of fracture so on [16,17].
Ti17 alloy is a near-β titanium alloy [18], which has excellent performance at a working temperature of up to 400°C and largely applied in the aeronautical industry for the manufacturing of aerospace parts such as blades and compressor disks [19]. Near-β titanium alloy generally has a complex microstructure, by controlling and adjusting the processing technology and heat treatment system, an ideal microstructure could be obtained to meet the needs of different industries. For example, Li et al. [3,4] studied the mechanism in α and β phase evolution during hot deformationthe of Ti17 alloy. Salib et al. [20] researched the effect of transformation temperature with α precipitation at the β grain boundary in Ti17 alloy. Xu et al. [21] established a dynamic equation to predict the static coarsening behavior of Ti17 alloy by the LSW theoretical model. Also, the dynamic globalization [22] and static globalization [23] of Ti17 alloy were quantitatively analyzed.
The results demonstrated that the majority of researches paid attention to the microstructure evolution. The relationship between hot deformation, heat treatment, microstructure and the mechanical properties (tensile properties and impact toughness) is limited. Based on these, the influences of thermomechanical treatment parameters on microstructure evolution and mechanical properties are clearly discussed. Furthermore, the purpose of the present work was to confirm the evolution of the lamellar thickness to better adjust the mechanical properties, providing an experimental and theoretical basis for the actual production.
2. Materials and Methods
2.1. Materials
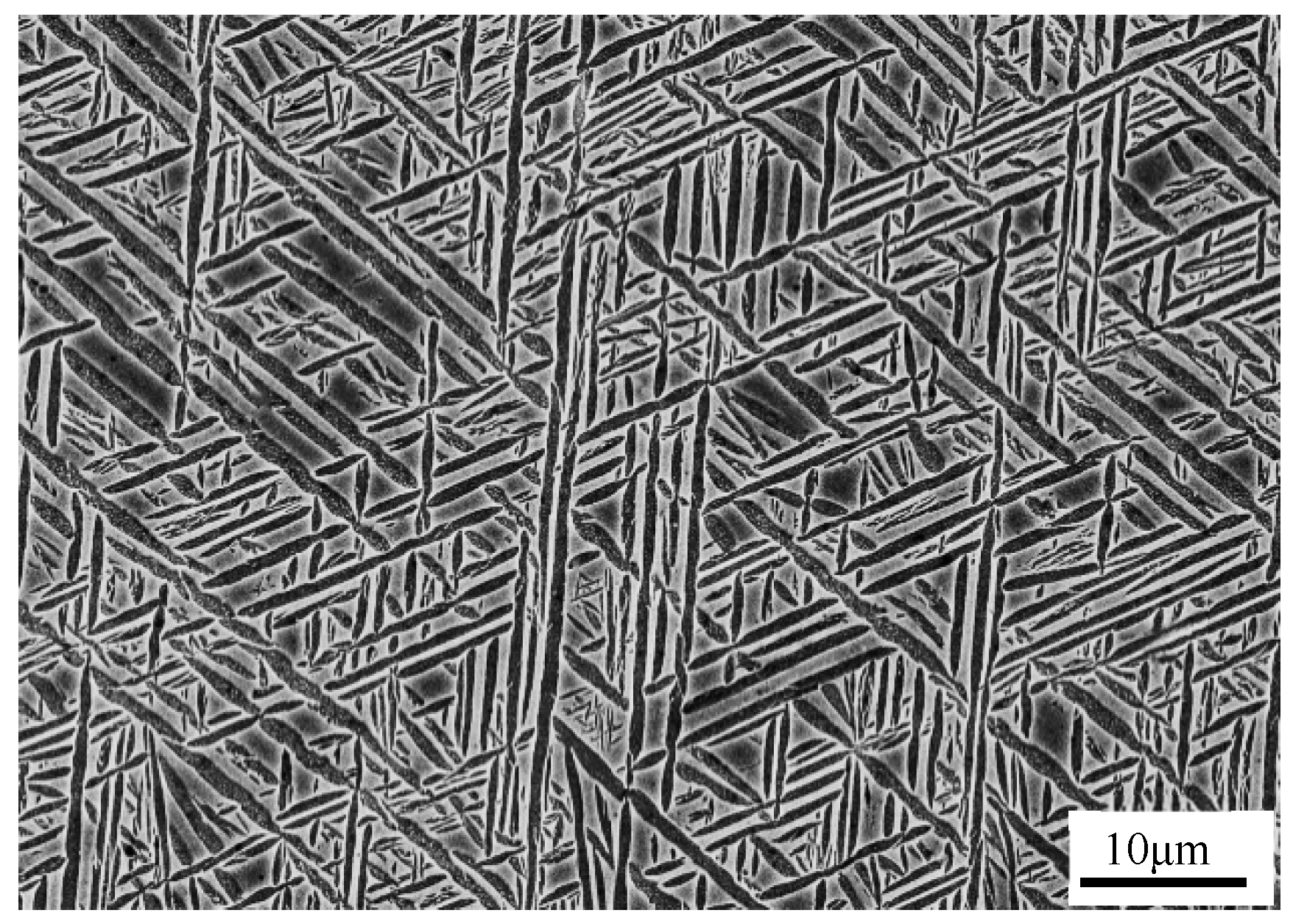
The alloy used in the present work was a Ti17 alloy isothermal forging, provided by a company in China. The β-transus temperature of the alloy was determined to be about 880~890 °C by microstructure characterization. The chemical composition (wt. %) was 5.23Al, 2.18Sn, 2.05Zr, 4.13Mo, 3.63Cr, 0.10Fe, 0.010C, 0.012N, 0.0013H, 0.08O and balance Ti. The obtained material is a typical β-forged microstructure its original micrograph is shown in Figure 1. The lamellar-α phase is interwoven into a basket-weave microstructure.
2.2. Experimental Procedures
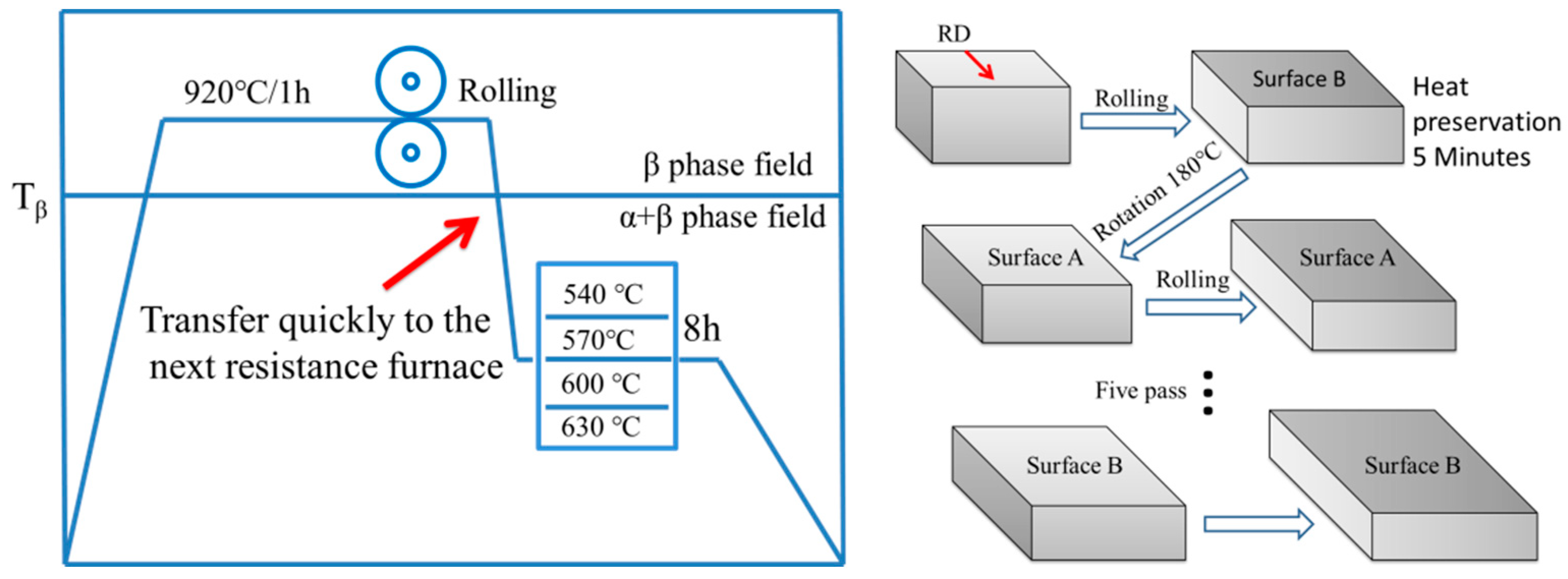
In this experiment, a two-high rolling mill has been used to hot rolling. The maximum rolling force of the rolling mill is 300 t, the diameter of the working roll is about 300 mm, the rolling speed is 300 r/min forged materials are 50 × 60 mm with a thickness of 40 mm. Before rolling, the forged materials were heated to 920 °C (Tβ + 30 °C) for 1 h to ensure structural stability. The thickness of the specimen is reduced by 60% by unidirectional hot rolling in β-phase field and then transferred quickly to the resistance furnace at 540 °C, 570 °C, 600 °C, 630 °C for 8 h. The deformation of alloy is 12% per pass the rolling direction to ensure one-way. After each pass, the sample was returned to the furnace for 5 min to reach the rolling temperature again. The rolling and heat treatment procedure are shown in Figure 2.
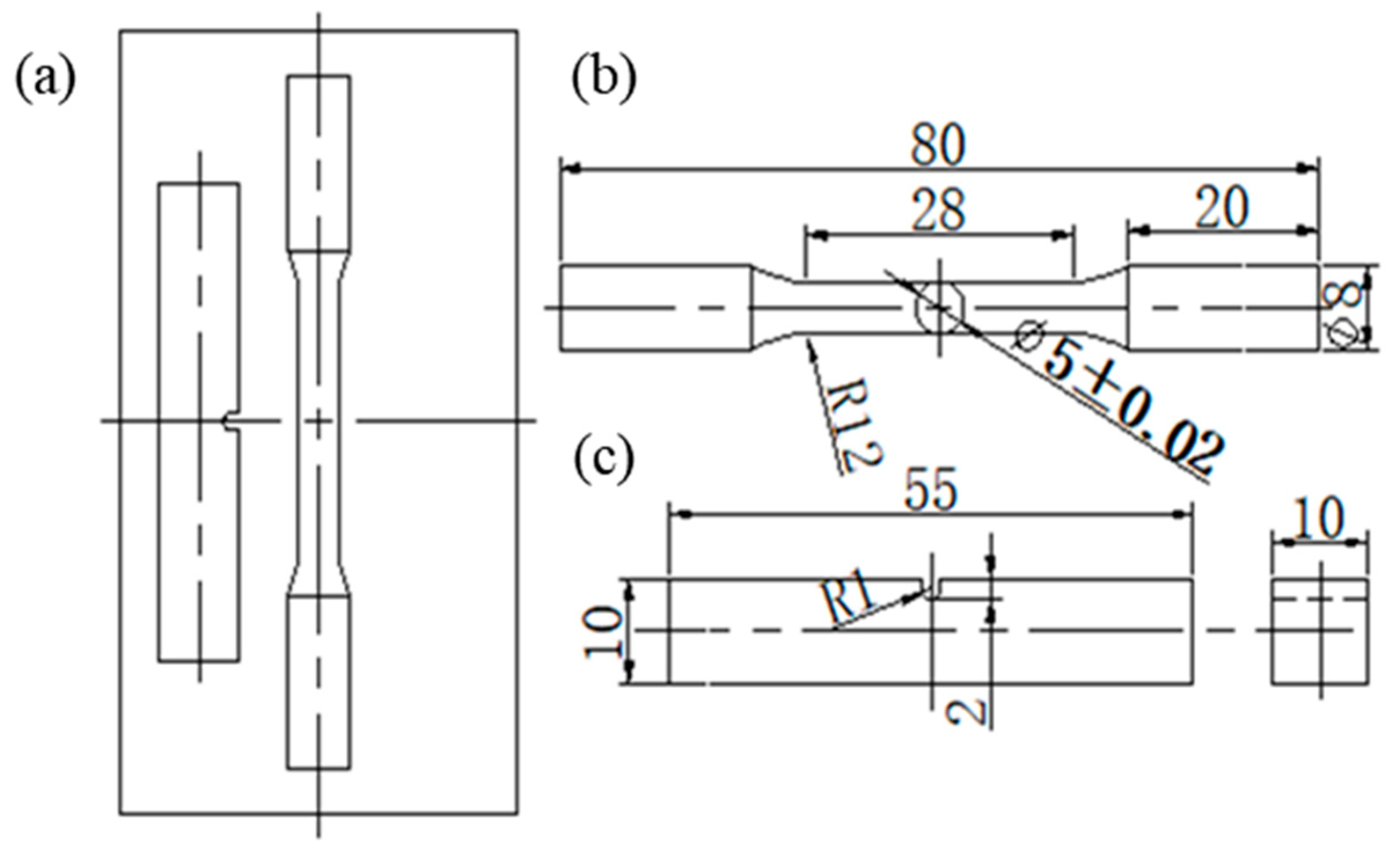
The tensile and impact samples were obtained from the rolled plates. The sampling schematic and standard tensile test and impact sample of the alloy were shown in Figure 3. The tensile test was carried out on an MTS 810 tensile tester (MTS Systems Corporation, Eden Prairie, MN, USA), in which the loading speed is 1 mm/min. The impact experiment was conducted by the NI300C (NCS Testing Technology Co., Ltd, Beijing, China) impact tester. Moreover, specimens were cut to a size of 5 mm × 5 mm by using electric spark. Before exposure, the samples were ground to 2000 grit on SiC sandpaper, polished with 2.5 μm alumina suspensions until the surface appeared mirror-like and etched for 2 s in Kroll’s reagent (1(HF):3(HNO3):7(H2O)). Then the original micrograph, microstructural evolution and fracture were characterized by ICX41M (Ningbo Sunny Instruments Co., Ltd, Ningbo, China) optical microscope (OM) and SUPRA40 (Zeiss, Oberkochen, Germany) field emission scanning electron microscope (FESEM). The thickness of lamellar α was measured quantitatively from SEM the planimetric (or Jeffries) procedure in ASTM E1382-97 standards was applied [24].
3. Results and Discussion
3.1. Microstructure Evolution
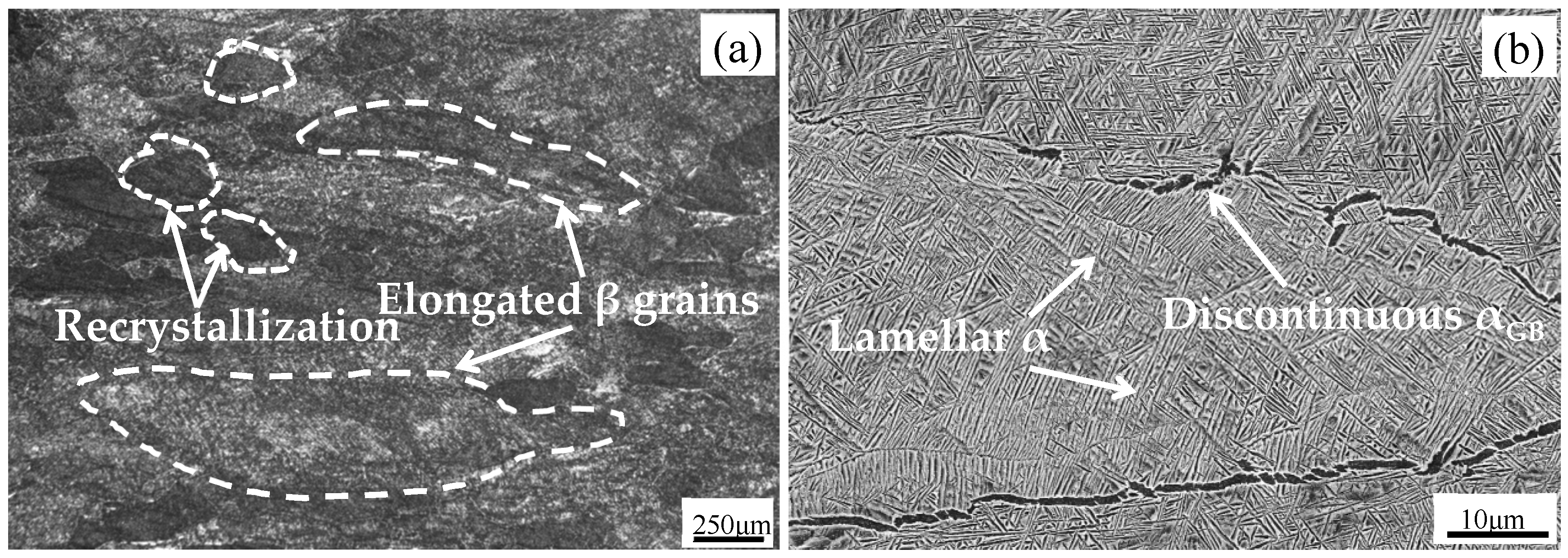
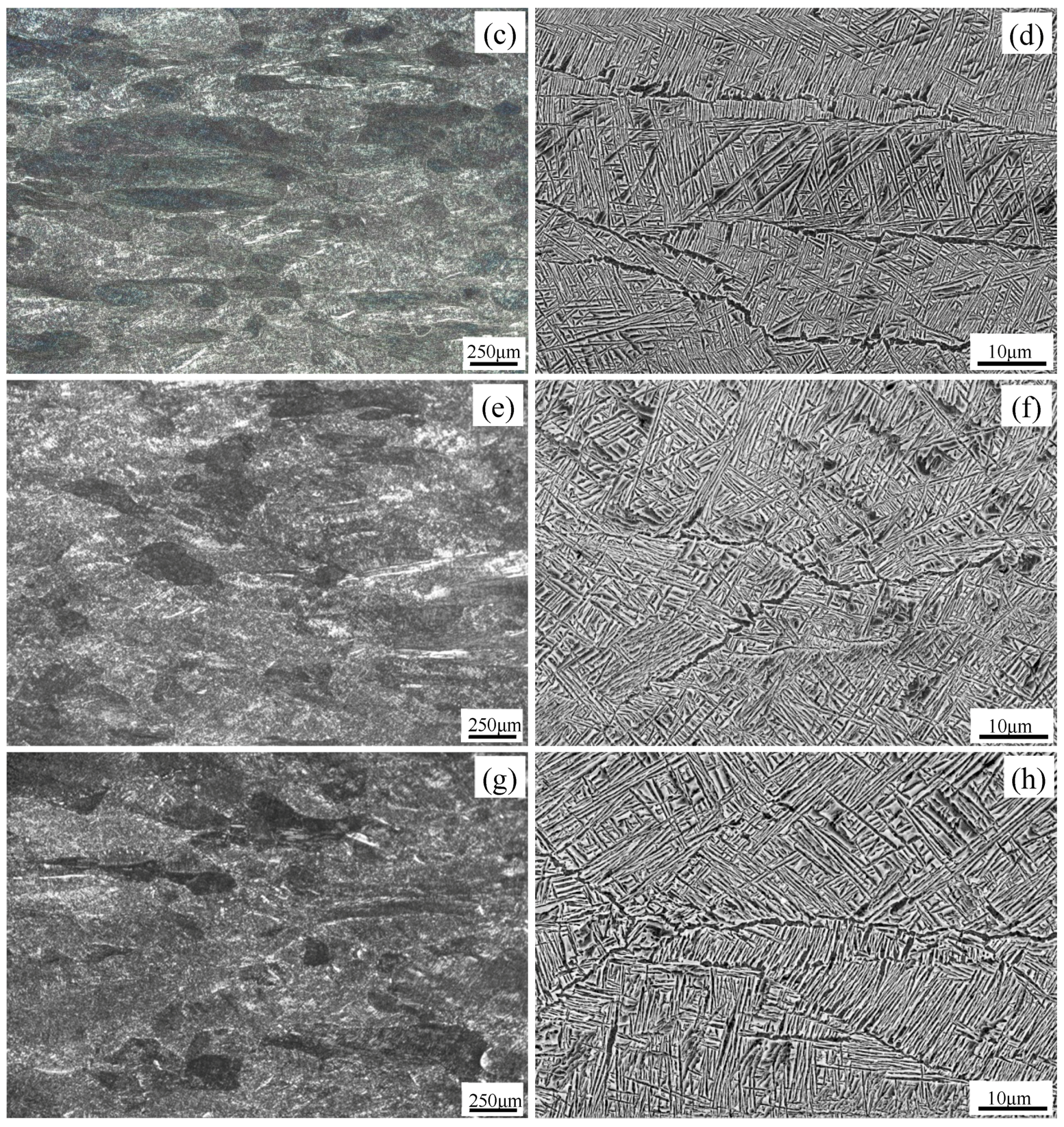
The microstructure characteristics of Ti17 alloy under different conditions are observed by optical microscope (OM), as shown in Figure 4a,c,e,g. It was found that the original and massive β grains were significantly flattened and elongated along the rolling direction. There were a few β recrystallization grains at the β grain boundary. For materials with low to medium SFE, discontinuous dynamic recrystallization (DDRX) is the main restoration mechanism during thermal deformation, by which the new grains evolve by nucleation and growth. Also, discontinuous dynamic recrystallization (DDRX) occurs in high SFE via the subgrain structure into a grain structure. In the process of thermal deformation, especially for the soft β phase, DRC has been greatly promoted. The recovery process will promote dislocation rearrangement then subgrains will appear. Consequently, the more dislocations accumulate and the stored energy in the grain boundary is higher due to serious plastic deformation, thus promoting the transformation of low angle boundaries (LABs) into high angle boundaries (HABs) and the formation of β recrystallized grains [4]. Compared with the β phase, the microstructure evolution of α-phase plays a more crucial role in the process of thermomechanical treatment. After hot deformation and heat treatment, α phase precipitates in the β matrix according to Burgers orientation and grow in a certain direction [25], as shown in Figure 4b,d,f,h. Due to the introduction of a large number of uniform distributed crystal defects, the distribution of α phase in the β matrix is staggered in different directions. Interestingly, the discontinuous αGB is clearly observed, as can be seen from Figure 4b, which will hinder the crack propagation along the grain boundary and effectively raise the performance of the target alloy.
3.2. Quantitative Analysis of Microstructure Evolution
During the aging treatment of titanium alloy, the metastable β phase will precipitate acicular or lamellar α phase the size and morphology of α phase will change with the aging temperature. Then, the thickness of the lamellar α increases slightly (from 0.19 to 0.38 μm) with an increase in the aging temperature, as shown in Figure 5a, which indicated that the coarsening of the lamellar α is sensitive to the aging temperature. The distribution curve of lamellar α was obtained by measuring about 500 lamellar of α. The peak of the curves moves to the right with increasing aging temperature in Figure 5b, which manifests as the α tending to be coarsened. In general, the aging precipitation mainly consists of two processes: nucleation and growth. At lower temperature aging, the driving force of α phase precipitation nucleation is larger and nucleation is more the α-phase precipitation is affected by the atom diffusion rate. In fact, the effect of temperature on the growth of lamellar is equivalent to that of temperature on the diffusion of atoms. Therefore, the coarsening process of lamellar α in the heat treatment process is attributed to the diffusion of solution atoms. This can be explained by the termination migration. Generally, the solution atoms of the alloy will migrate from the high energy position (large curvature) to the low energy position (small curvature). With the increase of temperature, the migration rate will accelerate, resulting in the dissolution of the end and the coarsening of the adjacent plates. Termination migration is usually used to explain the coarsening behavior of lamellar α in two-phase titanium alloys [26,27] and Ti-Al alloys [28].
3.3. Effect of the Lamellar Thickness on Tensile Property of Ti17 Alloy
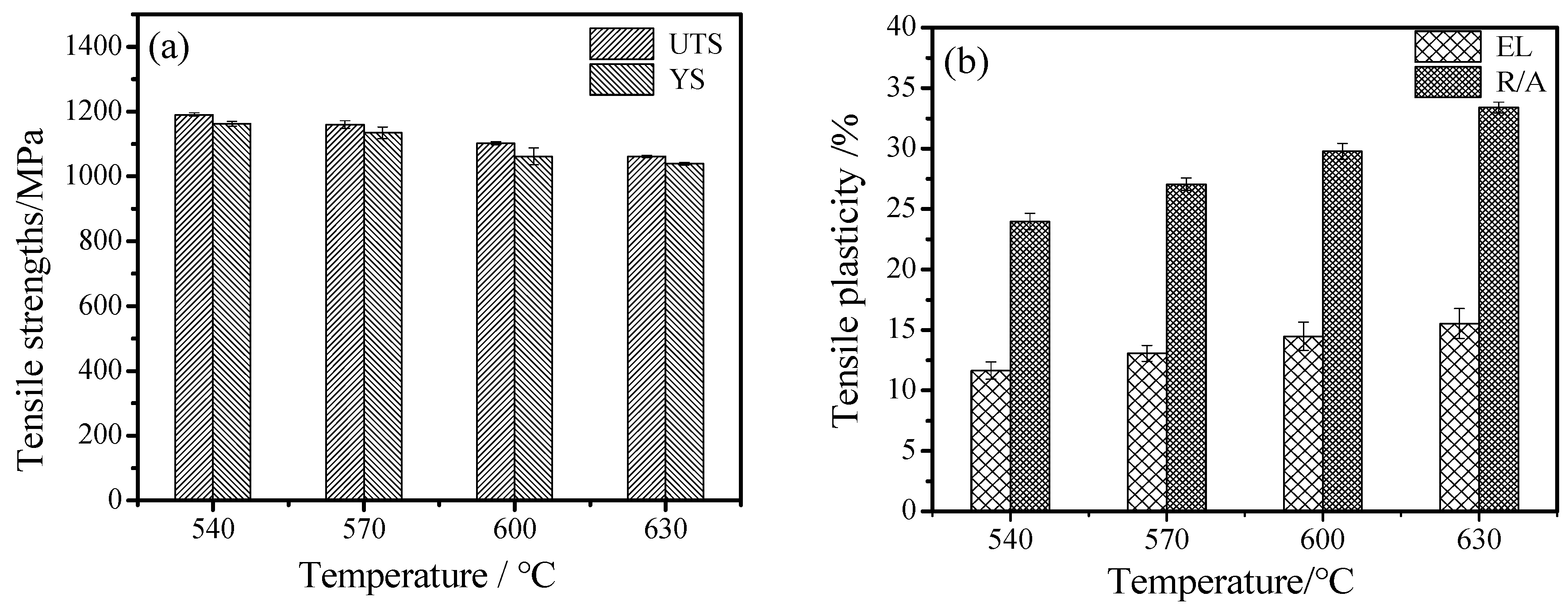
The tensile properties of the Ti17 alloy tested are shown in Figure 6. The ultimate tensile strength yield strength is better than 1000 MPa (Figure 6a), indicating the Ti17 alloy has superb strength the microstructure could be significantly optimized via thermomechanical treatment. When the aging temperature is 540 °C, the ultimate tensile strength and yield strength reached the maximum, 1191 MPa and 1162 MPa, respectively. At 570 °C, the ultimate tensile strength and yield strength decreased to 1160 MPa and 1135 MPa, respectively. As the temperature continues to increase, tensile strength and yield strength further decline. The lowest tensile strengths were attained at 630 °C, 1062 and 1039 MPa respectively. In general, the tensile strength decreases with increasing temperature such changes are more gradual. Ranging from 540 °C to 630 °C, as the aging temperature is increased by 30 °C, the strength drops by about 32 MPa. Contrary to the tensile strength, the plasticity of the alloy increases with increasing aging temperature. The lowest plasticity of the Ti17 alloy was obtained at the aging temperature of 540 °C. Elongation and area reduction were only 11% and 23%, respectively. When the aging temperature is 630 °C, materials could achieve maximum elongation and area reduction rates of 16% and 33%, respectively. From 540 °C to 630 °C, the increments of the elongation and area reduction were 45% and 43%, respectively. The same phenomenon occurs in the study of β high-strength titanium alloy by Chen et al [12,29]. One possible explanation is the lower the aging temperature, the finer and more diffuse the secondary α phase, the more the content. The secondary α phase is the strengthening phase in the Ti17 titanium alloy, which can hinder the dislocation slip. And the increase of the α/β interface could reduce the slip length of the dislocation [30], to reduce the stress concentration [31], which finally led to increased strength and reduced plasticity. On the other hand, the precipitation of α phase is similar to the transformation from "anisotropic" to "isotropic". Chen et al. [32] found the anisotropic lamellar structure has a stronger effect on crack growth than the isotropic lamellar structure. Obviously, the lamellar α of the alloy aging at 540 °C is distributed randomly (Figure 4b). However, the lamellar α microstructure for the sample aging at 630 °C becomes ordered, larger, with an obvious isotropic characterization (Figure 4h). Such phenomenon indicates the ratio of the unit volume fraction interface increased with temperature decreases the lamellar structure has a stronger hinder effect on crack propagation.
In the current work, the major differences in microstructure evolution are the coarsening and globalization behavior of lamellar α for Ti17 alloy [11]. The coarsening behavior of the alloy is more susceptible to deformation and temperature. Different coarsening degrees under different conditions will lead to different mechanical properties of the materials. Moreover, through the previous analysis, there seems to be a quantitative relationship between the tensile property and the lamellar coarsening. Therefore, it is quite beneficial to validate the relationship between lamellar thickness and tensile properties. This part, the coarsening behavior of the lamellar α on tensile property will be studied quantitatively in Ti17 alloy.
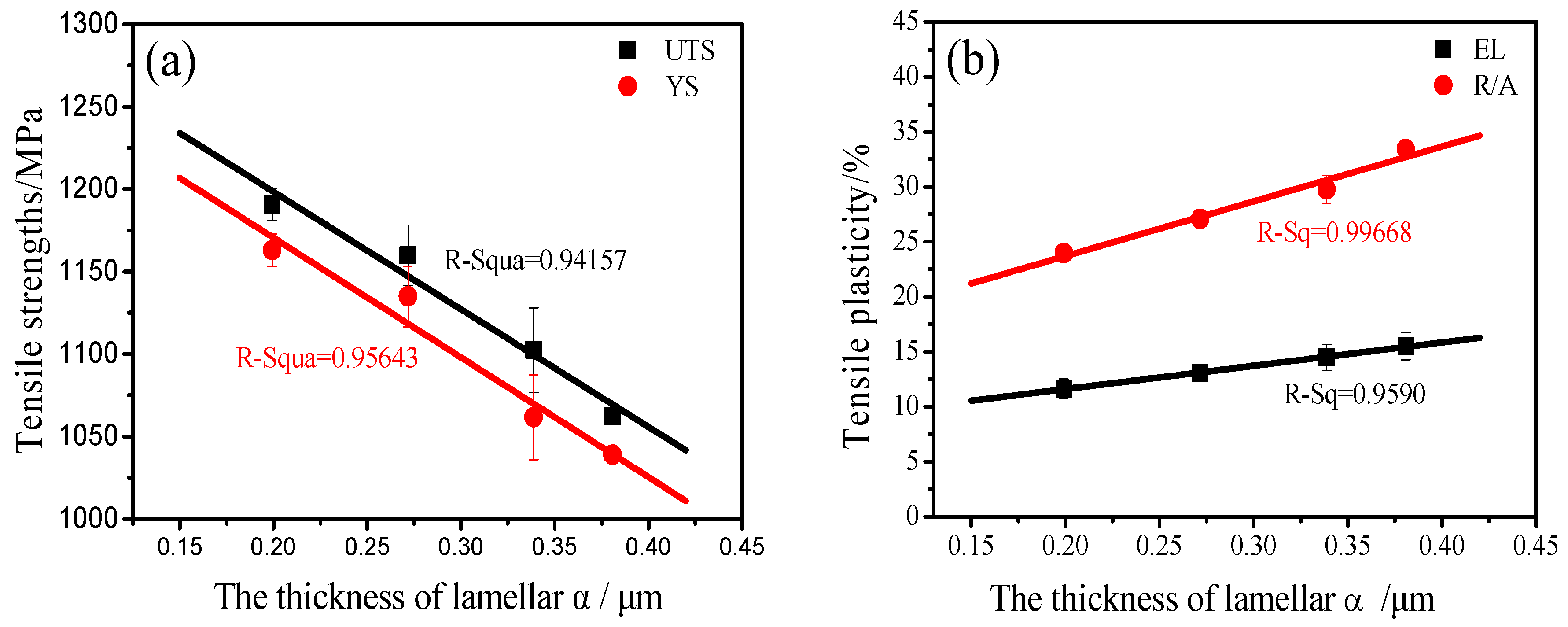
As seen from Figure 7a, with the increase of the thickness of lamellar α, the tensile strength shows a downward trend, indicating that the coarsening process of the α harms the tensile strength. More interestingly, there is a linear relationship between the tensile strength and the thickness of lamellar α. The linear equations were expressed as follows:
where represented the ultimate tensile strength, YS represented the yield strength d represented the thickness of the lamellar α. The corresponding factors between the experimental value and the equation was better than 95%, which showed that the linear equation is suitable to explain the effect of lamellar thickness on the tensile strength of Ti17 alloy. The alloy with fine lamellar exhibits a positive effect on strength. Also, the slopes of the equations were 712.54 (UTS) and 725.14 (YS), respectively, which mean that the yield strength is more sensitive to the lamellar thickness than the ultimate tensile strength. At the end of this effort, the tensile strength could be able to adjust in the range of 1191~1162 MPa and 1063~1039 MPa for UTS and YS.
As shown in Figure 7b, there was also a linear relationship between the tensile plasticity and the thickness of α, expressed as follows:
in which EL was the elongation, R/A was the reduction of area d was the α-lamellar thickness. The slopes of the two equations are clearly different as 21.17 (EL) and 49.81 (R/A), which indicated the increase of the reduction of area is more susceptible to the coarsening behavior. The corresponding factors of elongation and reduction of area are 99% and 96%, respectively. In the current work, Ti17 titanium alloy was applied in the range of 11~16% elongation and 23~33% reduction of the area by differing thickness of lamellar α.
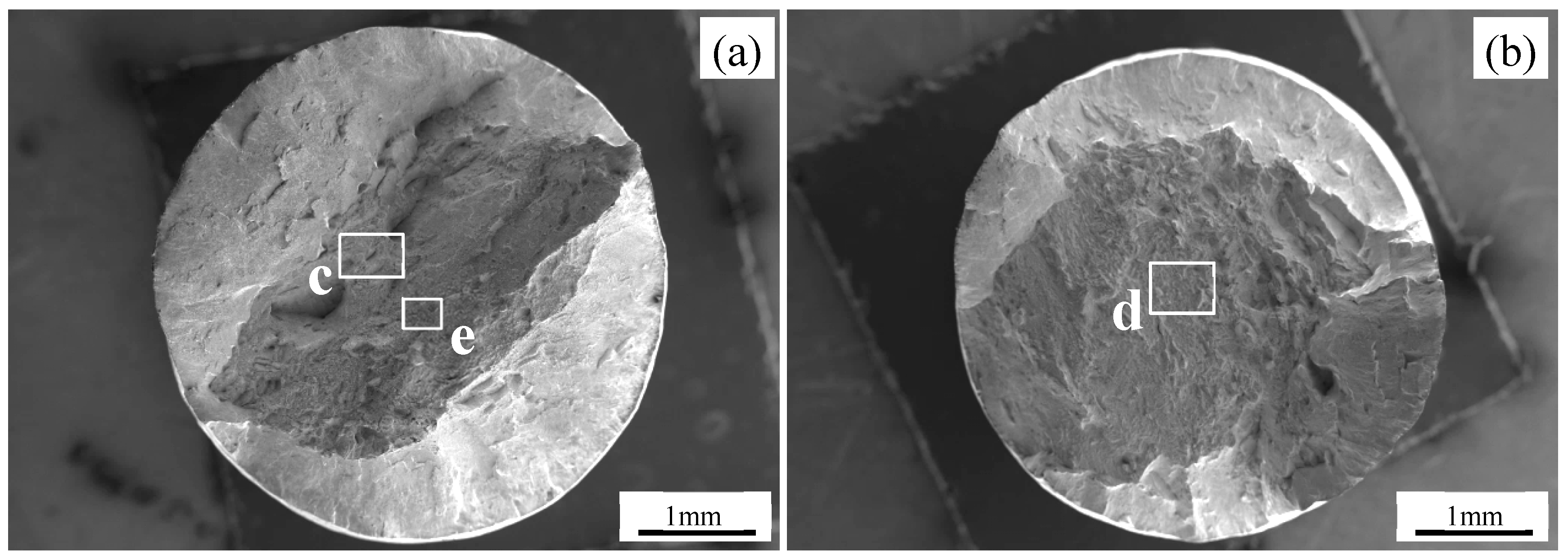
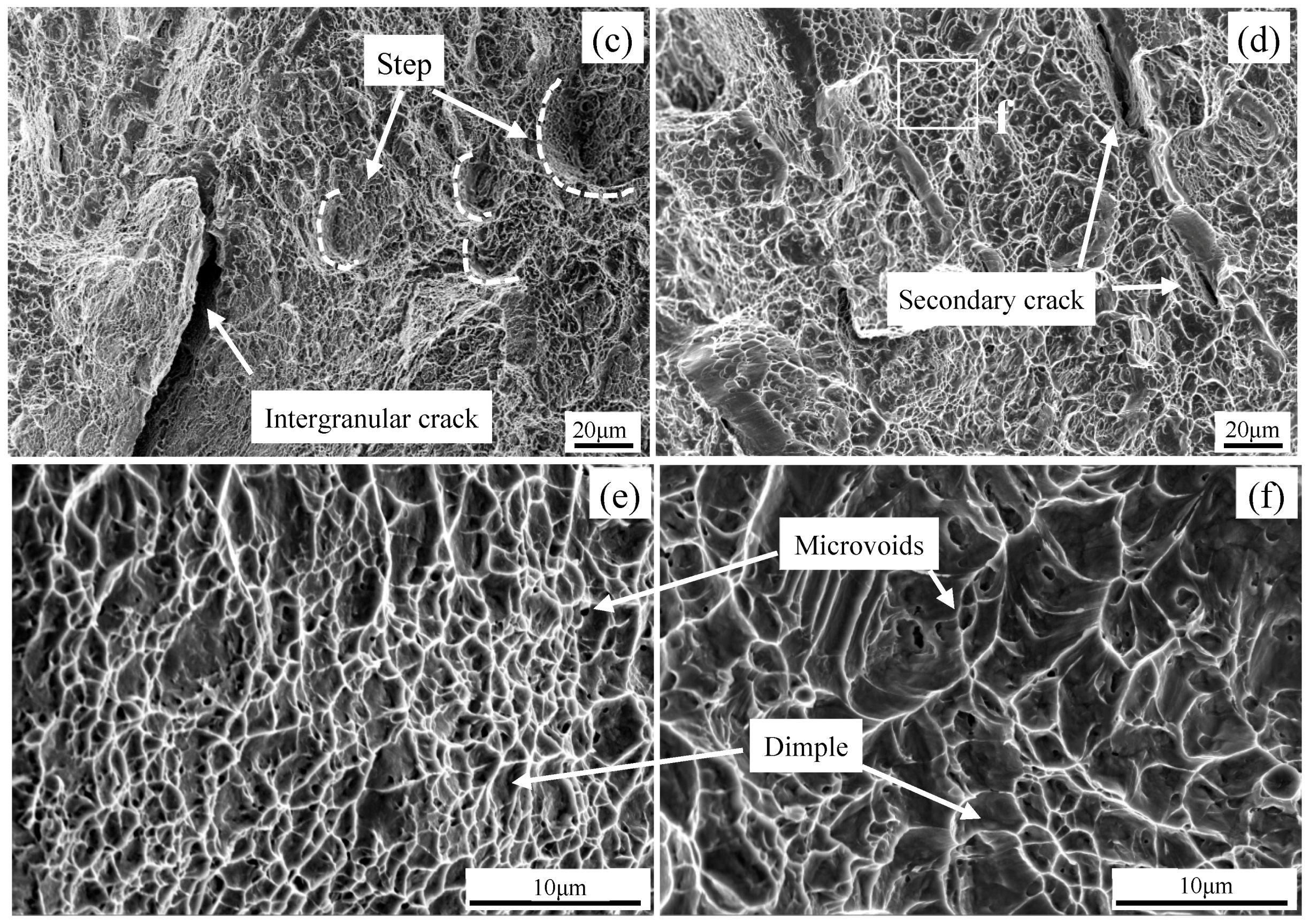
To gradually understand the influence of the microstructure on the tensile properties of Ti17 alloy through the fracture mechanism, the tensile fracture surfaces of the alloy at different aging temperatures (540, 630 °C) were carefully analyzed, as shown in Figure 8. The fracture mode of Ti17 alloy is ductile at low magnification image, the dimple zone and shearing tip could be found on the macro fracture surface of the alloy, as shown in Figure 8a,b. From the high magnification image of the fracture surface (Figure 8c), at the low-temperature aging (450 °C), a large number of steps a few intergranular cracks can be observed it shows primarily brittle fracture features. Meanwhile, a lot of dimples could also observed in the center region of the fracture surface, the average diameter of the dimples is about 1.81 μm (Figure 8e), this indicates that one of the tensile fracture mechanisms of Ti17 alloy is microvoid coalescence. On increasing the aging temperature to 600 °C, the fracture still appears to be of a mixed mode-type but with a large array of dimples on the fracture surface image and numerous secondary cracks and a few steps regions can be observed in Figure 8d,f. However, the dimples are still shallow in most cases the average size is only 3.45 μm, which may be related to the morphology of the secondary α as is evident from the relevant fractograph [6]. As mentioned above, the tensile fracture failure of both aging temperatures is mixed-mode, including microvoid coalescence and a crack mechanism. However, at the aging temperature of 600 °C, the fracture surface of the tensile sample has larger and deeper dimples, compared with 540 °C. The result is that the ratio of ductile fracture at 540 °C aging temperature is lower than 600 °C, that is, during tensile deformation at room temperature, high-temperature aging shows slightly better ductility than low-temperature aging poor strength.
3.4. Analysis of Impact Toughness on Ti17 Alloy
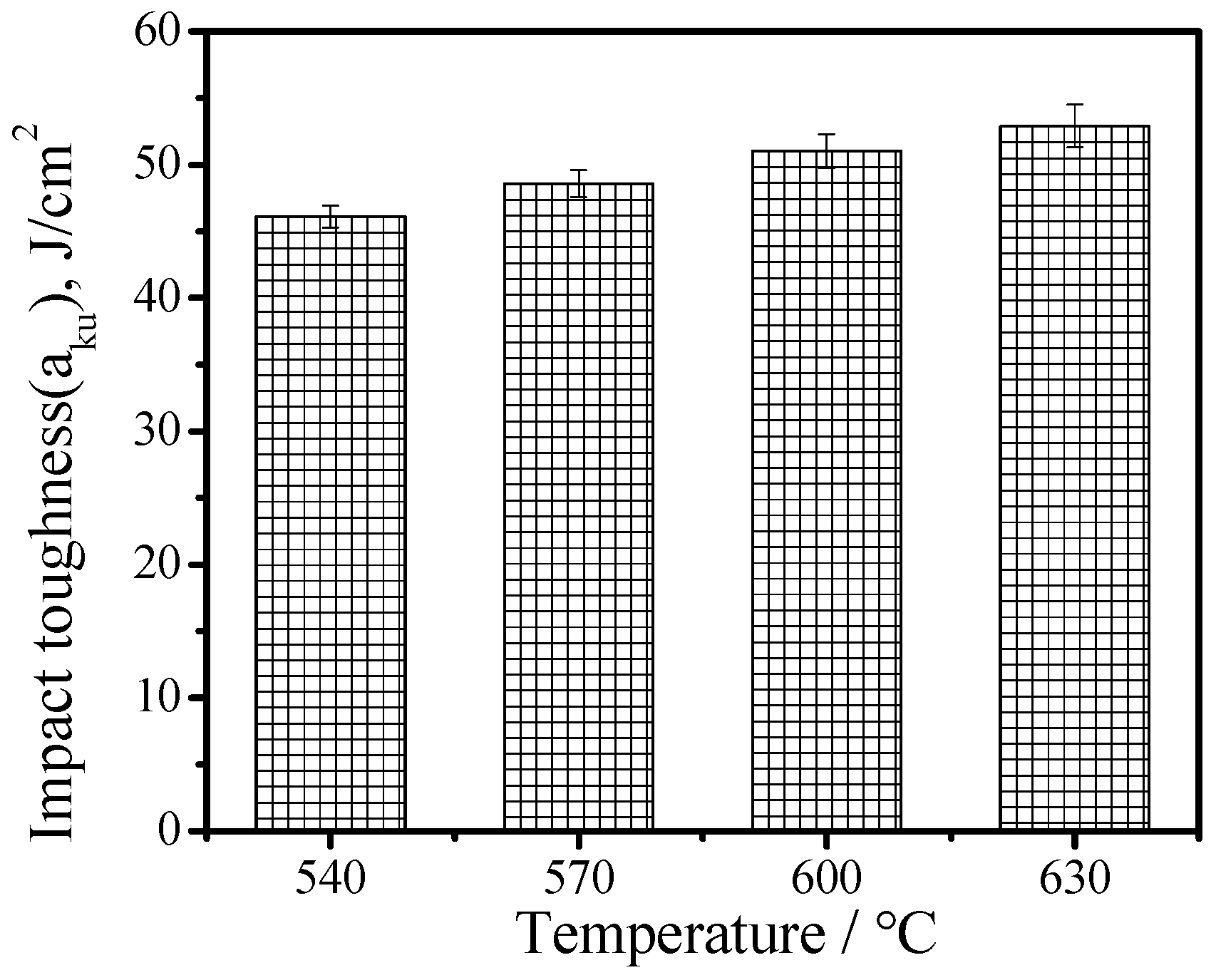
Based on the study of tensile properties, this section continues to study the effect of coarsening behavior of titanium alloy on impact toughness. Figure 9 showed the impact toughness (aku) of Ti17 alloy after heat deformation and different aging temperature treatments. Obviously, with the increase of aging temperature, the impact toughness (aku) demonstrated an increasing trend, which is opposite to the tensile strength, implying that tensile properties and toughness possess a trade-off relationship [5,33,34]. The opposite trends in tensile strength and impact toughness not only indicate that the impact toughness of the alloy is sensitive to aging temperature also that the microstructure control unit is different.
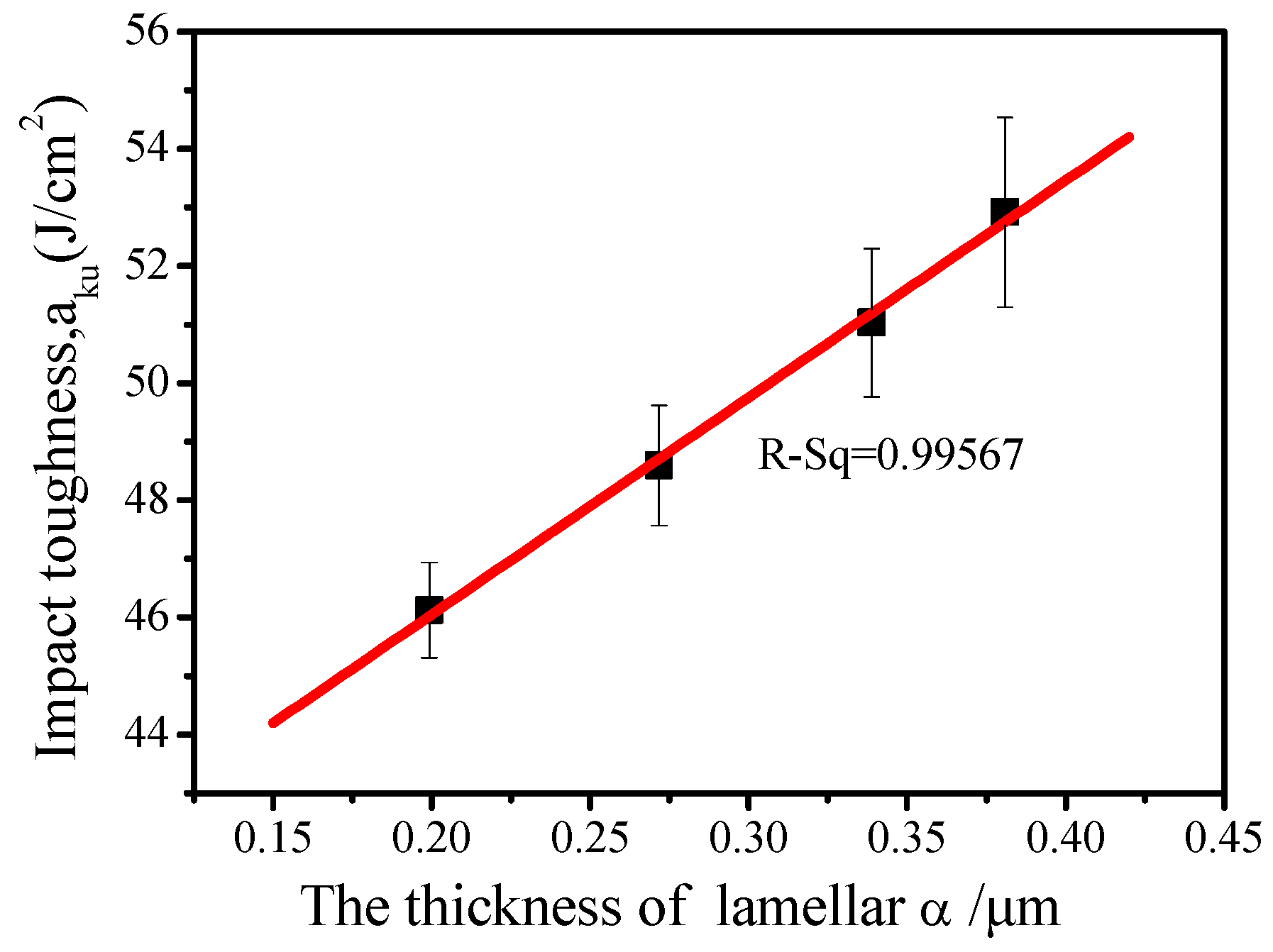
To express intuitively the influence of lamellar α on impact toughness, quantitative measurement data was used to establish a relationship model between lamellar α thickness and impact toughness, as shown in Figure 10. There is an approximate linear relationship between the thicknesses of the lamellar α and the impact toughness, expressed as follows:
where aku represented the impact toughness value, d represented the thickness of lamellar α. The correlation coefficient of equation (5) was more than 99%, which proved the reliability of the equation to describe the relationship between the lamellar thicknesses and impact toughness. In the range of 540~630 °C, the impact toughness increased about 2 J/cm2 every 30 °C via data fitting. This result agreed with Wen’s study [5], the impact toughness of TC21 alloy increases with the increase of the annealing temperature in the two-phase region. Also, the slopes of the equations in impact toughness (aku) is 37.04, indicating that the thickness of lamellar α is the effective microstructural control unit of the toughness for Ti17 alloy the micro change of size will have a great effect on the impact toughness, which may also be closely related to the distribution and content of lamellar α.
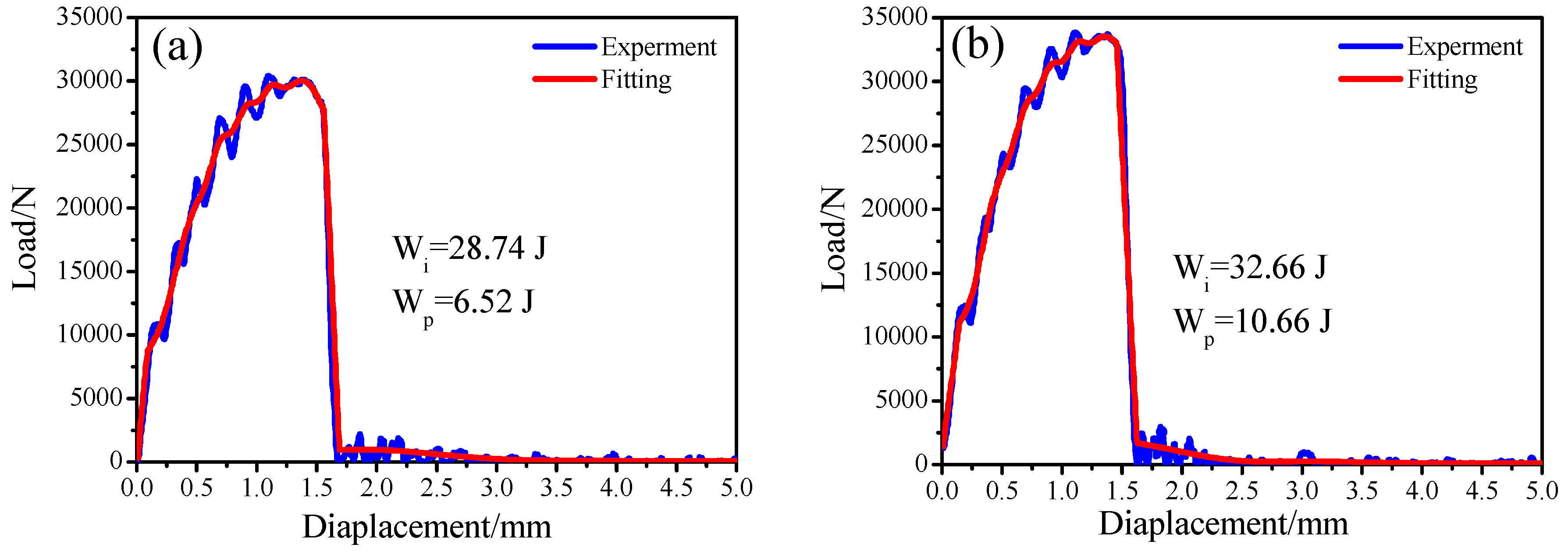
According to previous discussions, impact toughness of the alloy increases with the increase of aging temperature (Figure 9). The total fracture energy (ETP) of the alloy consists of crack initiation energy (EI) and crack propagation energy (EP) [17]. A large number of research reported that the consumption of impact energy by almost all specimens is mainly concentrated in the crack initiation stage in the impact test [35,36]. The difference of energy consumed is mainly due to the crack initiation work. Figure 11a,b is the displacement-load curve of the sample under two different aging temperature, including the change of crack initiation work and crack propagation work. Where Wi represents the crack initiation work and Wp represents the crack propagation work. The total work of samples aged at 630 °C is greater than 570 °C. Meanwhile, crack initiation energy (32.66 J) of the samples aged at 630 °C is also significantly higher than 540 °C (28.74 J). By calculation, the crack initiation energy of the sample accounts for about 75% of the total absorbed energy, which means only a small part of energy (25%), is left to drive the crack growth and form the shear lip. Experimental results are consistent with the previous studies [33,34].
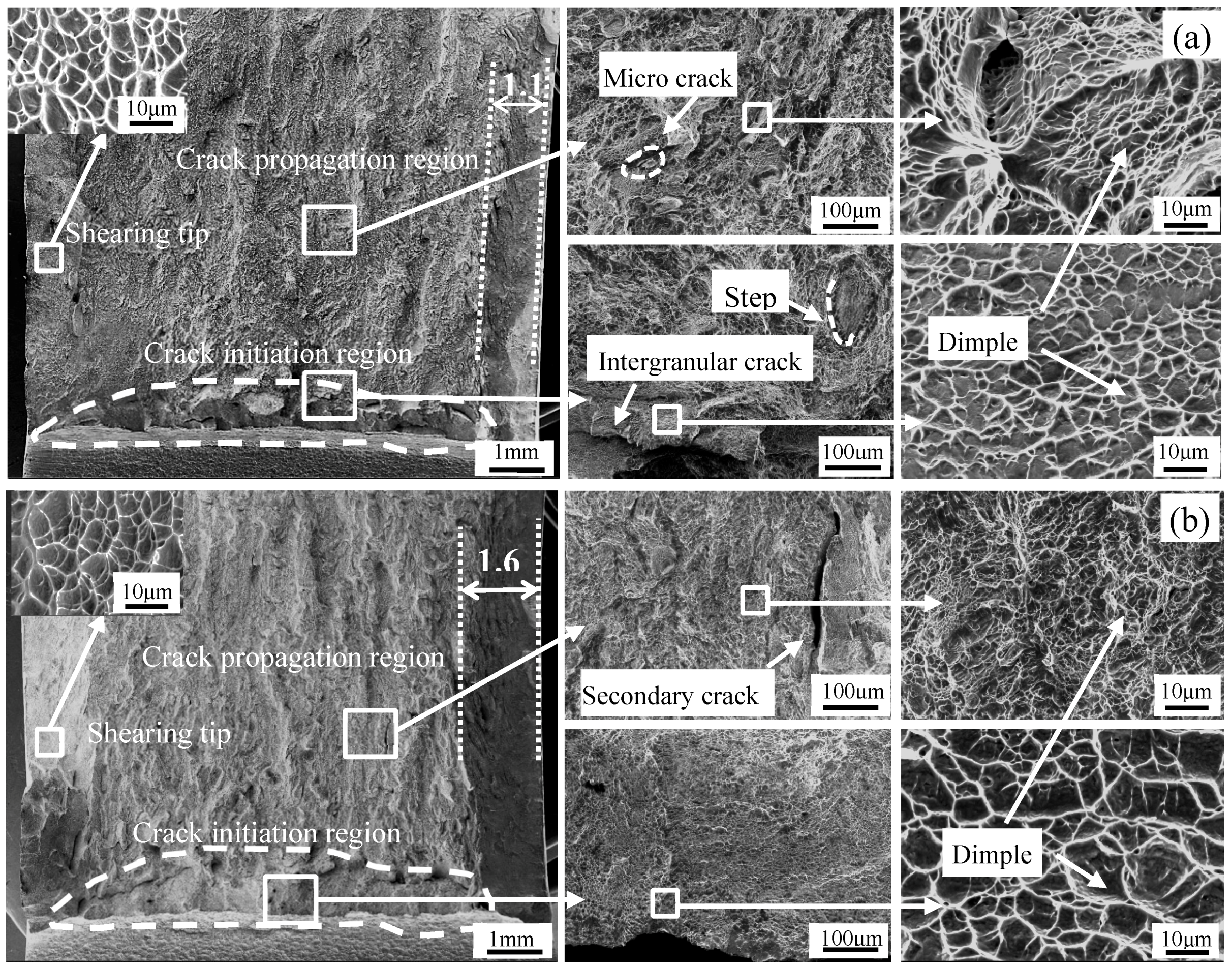
Based on past experimental results and analysis, the crack initiation energy plays a leading role in the fracture propagation. To understand the fracture mechanism, it is indispensable to further analyze the fracture surface. Figure 12 shows the microfracture of Ti17 alloy after impact test, including crack initiation region, crack growth region shear lip region. The crack initiation region is small at 540 °C by SEM (Figure 12a) there are a lot of uniform dimples, cleavage steps large intergranular cracks near the fracture surface. Furthermore, aging treated at 630 °C, the crack initiation region is significantly increased compared to the aging treated at 540 °C, which is consistent with the previous discussion that the crack initiation energy increases with the increase of aging temperature. With further observation, the fracture surface of the sample is ageing treated at 630 °C is characterized by a large number of dimples. The average dimple size increases from 2.32 μm (540 °C) to 4.17 μm (630 °C) with the increase of aging temperature. Generally, the fracture dimple size corresponds to the plasticity of the alloy. The larger and deeper the fracture dimple, the better the plasticity and toughness. Also, a slice of dimples accompanied by cleavage steps and tearing ridge and micro-cracks could be observed on the crack propagation region of alloy, aging treated at 540 °C. When the alloy is aged treated at 630 °C, the crack propagation region is composed of the more ductile region and a small amount of quasi cleavage region. It was also found that the secondary crack at this temperature was longer and wider. The formation of secondary cracks requires additional energy, which could effectively limit the main crack diffusion and improve the impact of toughness [37]. Moreover, the width of the lateral shear lip region (plastic region) increases with increasing aging temperature, increasing from 1.1 mm to 1.6 mm, shown at Figure 12a,b, which corresponds to the decrease of tensile strength and the increase of plasticity, the micro fractography is covered with uniform and fine dimples at high magnification. From the above evidence of fracture characteristics, it is implied that the impact toughness in this experiment tends to increase with the increase of aging temperature.
It is known that α phase has a close-packed hexagonal (hcp) structure, compared with the β phase of the body-centered cubic (bcc), the α phase has higher strength but lower plasticity, so that α phase is not easily cut off. In this experiment, the lamellar α precipitated from the β matrix is interlaced after the hot deformation and the cracks inevitably pass through the lamellar α during the crack propagation. Meanwhile, it can be seen from Figure 12c,d that the lamellar α was cut in the crack propagation, the lamellar α around them are bent under the action of stress the structures near the crack area are also sheared to different degrees. The bending degree of the lamellae at 630°C (Figure 12d) is more severe, compared with aging treated at 540°C (Figure 12c), shown by the white circle. On the one hand, the lamellar α structure is thinner and the orientation distribution is more random after low-temperature aging the easier path is selected during the crack propagation. For α phase in the partial orientation, the crack may be cut directly. Also, with the increase of aging temperature, the thickness of lamellar α will coarsen it will be more difficult to cut off. Hence a crack would bypass the lamellar α and grow along with the α/β interface, which leads to the fracture path being more tortuous [38]. Therefore, higher impact toughness could be obtained due to overcoming the greater crack growth resistance. On the other hand, when the crack passes through the lamellar α, a high plastic strain region will be formed near the crack tip, which would lead to the nucleation of micro-cracks far away from the crack tip, consumed more fracture work, thus hindering the crack growth [39]. Wood [40] and Richards [41] think that with the increase of the thickness of lamellar α, the volume of plastic deformation zone in α-phase near the crack tip could increase. Therefore, more energy will be consumed in the plastic deformation region, which will lead to the interface separating and crack tip blunting. In addition, more stress was needed for further crack growth, so that the crack growth is restrained finally the impact toughness increases. In combination with the analysis above, the lamellar α plays a crucial role in the process of inhibiting crack propagation, which is considered to be a structural unit for controlling impact toughness.
4. Conclusions
In this work, combined with the practical application of Ti17 alloy, the effect of thermomechanical treatment (TMT) on the microstructure and properties of the material was discussed the microstructure evolution behavior and the change of mechanical properties of the material was analyzed. Meanwhile, the quantitative relationship model between the thickness of lamellar α and the mechanical properties was established. The main conclusions are as follows:
(1) After different aging treatment, the major difference between the microstructures of Ti17 alloy deformed in the β phase area is variety on the thickness of lamellar α the thickness of lamellar α increases with the increase of the variable aging temperature. Through the quantitative analysis on the thickness of lamellar α, it was found that the relationship between the thicknesses of lamellar α and the aging temperature is approximately linear.
(2) The tensile strength of Ti17 titanium alloy increases with the increase of the thickness of lamellar α the plasticity manifests the opposite trend. The relationship between the lamellar α and the tensile properties is quantitatively analyzed. The relationship between tensile properties and thickness of lamellar α could be expressed as follows: ; ; ; . The high correlation coefficients (≥ 0.95) implied the reliability of these equations.
(3) Different from tensile property, the impact toughness increases with the thickness of lamella α the relationship between impact toughness and thickness of lamellar α expressed as: . Further, the correlation coefficient is 0.99. Fracture analysis demonstrates that lamellar α plays a crucial role in the process of preventing crack growth, so lamellar α is considered to be the structural unit controlling impact toughness.
Author Contributions
Y.H. Writing—original draft, Writing—review & editing; F.Z. Writing—original draft, Writing-review & editing; Y.L. Writing—review & editing; C.H. Writing-review & editing. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by the National Natural Science Foundation of China with Grant (No. 51571066) and Guizhou Science and Technology Project with Grant (Nos. 20165654, 20172313).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lu, K. The future of metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.H.; Li, T.R.; Wang, X.Q.; Guo, R.Q.; Misra, R.D.K.; Wang, Z.D.; Wang, G.D. Effect of alloying additions on work hardening, dynamic recrystallization and mechanical properties of Ti–44Al–5Nb–1Mo alloys during direct hot-pack rolling. Mater. Sci. Eng. A 2019, 138838. [Google Scholar] [CrossRef]
- Chen, S.H.; Zhang, M.C.; Jia, M.L.; Li, W. Investigations on microstructure and grain orientation uniformity of Ti-17 titanium alloy under different hot deformation modes. J. Mater. Process Tech. 2018, 252, 148–158. [Google Scholar] [CrossRef]
- Li, L.; Li, M.Q.; Luo, J. Mechanism in the β phase evolution during hot deformation of Ti–5Al–2Sn–2Zr–4Mo–4Cr with a transformed microstructure. Acta Mater. 2015, 94, 36–45. [Google Scholar] [CrossRef]
- Wen, X.; Wan, M.; Huang, C.; Tan, Y.; Lei, M.; Liang, Y.; Cai, X. Effect of microstructure on tensile properties, impact toughness and fracture toughness of TC21 alloy. Mater. Des. 2019, 180, 107898. [Google Scholar] [CrossRef]
- Huang, C.; Zhao, Y.; Xin, S.; Zhou, W.; Li, Q.; Zeng, W. Effect of microstructure on tensile properties of Ti–5Al–5Mo–5V–3Cr–1Zr alloy. J. Alloys Compd. 2017, 693, 582–591. [Google Scholar] [CrossRef]
- Kuroda, P.A.B.; Lourenço, M.L.; Correa, D.R.N.; Grandini, C.R. Thermomechanical treatments influence on the phase composition, microstructure and selected mechanical properties of Ti–20Zr–Mo alloys system for biomedical applications. J. Alloys Compd. 2020, 812, 152108. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Kudryashova, A.; Dubinskiy, S.; Galkin, S.; Prokoshkin, S.; Brailovski, V. Structure and functional properties of metastable beta Ti-18Zr-14Nb (at.%) alloy for biomedical applications subjected to radial shear rolling and thermomechanical treatment. J. Alloys Compd. 2018, 737, 678–683. [Google Scholar] [CrossRef]
- Yang, Z.Y.; Zheng, X.H.; Cai, W. Effects of thermomechanical treatment on microstructure and shape memory effect of Ti–13V–3Al lightweight shape memory alloy. Mater. Sci. Eng. A 2016, 655, 122–131. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Saeid, T.; Klemm, V.; Chabok, A.; Pei, Y. Effect of stacking fault energy on the restoration mechanisms and mechanical properties of friction stir welded copper alloys. Mater. Des. 2019, 162, 185–197. [Google Scholar] [CrossRef]
- Xue, C.; Zeng, W.; Wangi, W.; Liang, X.; Zhang, J. Coarsening behavior of lamellar orthorhombic phase and its effect on tensile properties for the Ti–22Al–25Nb alloy. Mater. Sci. Eng. A 2014, 611, 320–325. [Google Scholar] [CrossRef]
- Chen, Y.; Du, Z.; Xiao, S.; Xu, L.; Tian, J. Effect of aging heat treatment on microstructure and tensile properties of a new β high strength titanium alloy. J. Alloys Compd. 2014, 586, 588–592. [Google Scholar] [CrossRef]
- Yoshimura, H.; Nakahigashi, J. Tensile and impact properties of mesoscopic-grained α+β-type titanium alloys obtained through hydrogen treatments. J. Alloys Compd. 1999, 293–295, 858–861. [Google Scholar] [CrossRef]
- Balasubramanian, T.S.; Balakrishnan, M.; Balasubramanian, V.; Manickam, M.A.M. Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints. Nonferr. Metal. Soc. 2011, 21, 1253–1262. [Google Scholar] [CrossRef]
- Safeen, W.; Hussain, S.; Wasim, A.; Jahanzaib, M.; Aziz, H.; Abdalla, H. Predicting the tensile strength, impact toughness and hardness of friction stir-welded AA6061-T6 using response surface methodology. Int. J. Adv. Manuf. Tech. 2016, 87, 1765–1781. [Google Scholar] [CrossRef]
- Xu, J.; Zeng, W.; Zhao, Y.; Jia, Z. Effect of microstructure evolution of the lamellar alpha on impact toughness in a two-phase titanium alloy. Mater. Sci. Eng. A 2016, 676, 434–440. [Google Scholar] [CrossRef]
- Buirette, C.; Huez, J.; Gey, N.; Vassel, A.; Andrieu, E. Study of crack propagation mechanisms during Charpy impact toughness tests on both equiaxed and lamellar microstructures of Ti–6Al–4V titanium alloy. Mater. Sci. Eng. A 2014, 618, 546–557. [Google Scholar] [CrossRef] [Green Version]
- Fréour, S.; Gloaguen, D.; François, M.; Guillén, R. Application of inverse models and XRD analysis to the determination of Ti-17 β-phase coefficients of thermal expansion. Scripta Mater. 2006, 54, 1475–1478. [Google Scholar] [CrossRef] [Green Version]
- Shamblen, C.E. Minimizing beta flecks in the Ti-17 alloy. Metall. Mater. Trans. B. 1997, 28, 899–903. [Google Scholar] [CrossRef]
- Salib, M.; Teixeira, J.; Germain, L.; Lamielle, E.; Gey, N.; Aeby-Gautier, E. Influence of transformation temperature on microtexture formation associated with α precipitation at β grain boundaries in a β metastable titanium alloy. Acta Mater. 2013, 61, 3758–3768. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Zeng, W.; Sun, X.; Jia, Z.; Zhou, J. Static coarsening behavior of the lamellar alpha in Ti-17 alloy. J. Alloys Compd. 2015, 631, 248–254. [Google Scholar] [CrossRef]
- Wang, K.; Zeng, W.; Zhao, Y.; Lai, Y.; Zhou, Y. Dynamic globularization kinetics during hot working of Ti-17 alloy with initial lamellar microstructure. Mater. Sci. Eng. A 2010, 527, 2559–2566. [Google Scholar] [CrossRef]
- Xu, J.; Zeng, W.; Ma, H.; Zhou, D. Static globularization mechanism of Ti-17 alloy during heat treatment. J. Alloys Compd. 2018, 736, 99–107. [Google Scholar] [CrossRef]
- Jeffries, Z.; Kline, A.H.; Zimmer, E.B. The Determination of the Average Grain Size in Metals. Trans. Am. Ins. Min. Metall. Pet. Eng. 1917, 54, 594–607. [Google Scholar]
- Obasi, G.C.; Birosca, S.; Quinta da Fonseca, J.; Preuss, M. Effect of β grain growth on variant selection and texture memory effect during α→β→α phase transformation in Ti–6 Al–4 V. Acta Mater. 2012, 60, 1048–1058. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Chan, H.P.; Won, J.W.; Park, J.W.; Semiatin, S.L.; Chong, S.L. Mechanisms and Kinetics of Static Spheroidization of Hot-Worked Ti-6Al-2Sn-4Zr-2Mo-0.1Si with a Lamellar Microstructure. Metall. Mater. Trans. A 2012, 43, 977–985. [Google Scholar]
- Sharma, G.; Ramanujan, R.V.; Tiwari, G.P. Instability mechanisms in lamellar microstructures. Acta Mater. 2000, 48, 875–889. [Google Scholar] [CrossRef]
- Li, C.; Mi, X.; Ye, W.; Hui, S.; Yu, Y.; Wang, W. A study on the microstructures and tensile properties of new beta high strength titanium alloy. J. Alloys Compd. 2013, 550, 23–30. [Google Scholar] [CrossRef]
- Sauer, C.; Luetjering, G. Thermo-mechanical processing of high strength β-titanium alloys and effects on microstructure and properties. Mater. Process. Technol. 2001, 117, 311–317. [Google Scholar] [CrossRef]
- Filip, R.; Kubiak, K.; Ziaja, W.; Sieniawski, J. The effect of microstructure on the mechanical properties of two-phase titanium alloys. Mater. Process. Technol. 2003, 133, 84–89. [Google Scholar] [CrossRef]
- Chen, M.; Chen, D.; Lin, D. Influence of lamellar lath orientation on crack propagation in a gamma TiAl alloy. Scripta Mater. 1997, 36, 497–501. [Google Scholar] [CrossRef]
- Duan, Q.Q.; Qu, R.T.; Zhang, Z.J.; Zhang, Z.F.; Zhang, P. Intrinsic impact toughness of relatively high strength alloys. Acta Mater. 2018, 142, 226–235. [Google Scholar] [CrossRef]
- Boyer, R.R.; Kuhlman, G.W. Processing properties relationships of Ti-10V-2Fe-3Al. Mater. Trans. A 1987, 18, 2095–2103. [Google Scholar] [CrossRef]
- Sánchez, L.; Gutiérrez-Solana, F. Correlation between impact resistance and fracture toughness in aged duplex stainless steels. Eur. Struct. Integrity Soc. 2002, 30, 87–94. [Google Scholar]
- Chaouadi, R.; Fabry, A. On the utilization of the instrumented Charpy impact test for characterizing the flow and fracture behavior of reactor pressure vessel steels. Eur. Struct. Integrity Soc. 2002, 30, 103–117. [Google Scholar]
- Niinomi, M.; Kobayashi, T. Fracture characteristics analysis related to the microstructures in titanium alloys. Mater. Sci. Eng. A 1996, 213, 16–24. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Chan, K.S. Tensile ductility of extrinsically toughened intermetallics. Metall. Mater. Trans. A 1994, 25, 299–308. [Google Scholar] [CrossRef]
- Wood, J.R.; Russo, P.A.; Welter, M.F.; Crist, E.M. Thermomechanical processing and heat treatment of Ti–6Al–2Sn–2Zr–2Cr–2Mo–Si for structural applications. Mater. Sci. Eng. A 1998, 243, 109–118. [Google Scholar] [CrossRef]
- Richards, N.L. Quantitative Evaluation of Fracture Toughness-Microstructural Relationships in Alpha-Beta Titanium Alloys. Mater. Eng. Perform. 2004, 13, 218–225. [Google Scholar] [CrossRef]
Figure 1.
Original micrograph of Ti17 alloy.

Figure 2.
The rolling and heat treatment procedure of Ti17 alloy.

Figure 3.
Plate material after thermomechanical treatment: (a) the sampling schematic; (b) standard tensile sample; (c) standard impact sample.
Figure 3.
Plate material after thermomechanical treatment: (a) the sampling schematic; (b) standard tensile sample; (c) standard impact sample.

Figure 4.
Microstructure evolution of Ti17 titanium alloy after different aging treatment after rolling at 920 °C temperature: (a,b) 540 °C, (c,d) 570 °C, (e,f) 600 °C and (g,h) 630 °C.
Figure 4.
Microstructure evolution of Ti17 titanium alloy after different aging treatment after rolling at 920 °C temperature: (a,b) 540 °C, (c,d) 570 °C, (e,f) 600 °C and (g,h) 630 °C.


Figure 5.
The variation and distribution of the lamellar α after thermomechanical treatment: (a) variation; (b) distribution.
Figure 5.
The variation and distribution of the lamellar α after thermomechanical treatment: (a) variation; (b) distribution.

Figure 6.
Tensile properties of Ti-17 alloy at different aging temperature: (a) tensile strength and yield strength; (b) elongation and reduction of area.
Figure 6.
Tensile properties of Ti-17 alloy at different aging temperature: (a) tensile strength and yield strength; (b) elongation and reduction of area.

Figure 7.
The relation between tensile property and the thickness of lamellar α on Ti17 alloy: (a) ultimate tensile strength and yield strength, (b) elongation and reduction of area.
Figure 7.
The relation between tensile property and the thickness of lamellar α on Ti17 alloy: (a) ultimate tensile strength and yield strength, (b) elongation and reduction of area.

Figure 8.
Fractographs of room temperature tensile tested specimen of Ti17 in different aging condition showing: (a,c,e) 540 °C; (b,d,f) 600 °C.
Figure 8.
Fractographs of room temperature tensile tested specimen of Ti17 in different aging condition showing: (a,c,e) 540 °C; (b,d,f) 600 °C.


Figure 9.
Impact toughness of Ti17 alloy with test at room temperature.

Figure 10.
The relation between the impact toughness with thickness of lamellar α at Ti17 alloy.

Figure 11.
The displacement-load curves of (a) 540 °C; (b) 630 °C.

Figure 12.
The typical fracture surface includes crack initiation region, crack propagation region shear lip region and microstructure near the fracture of the impact specimen at different aging temperatures for impact samples: (a,c) 540 °C; (b,d) 630 °C.
Figure 12.
The typical fracture surface includes crack initiation region, crack propagation region shear lip region and microstructure near the fracture of the impact specimen at different aging temperatures for impact samples: (a,c) 540 °C; (b,d) 630 °C.


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Han, Y.; Zhao, F.; Liu, Y.; Huang, C. Quantitative Relationships between Mechanical Properties and Microstructure of Ti17 Alloy after Thermomechanical Treatment. Metals 2020, 10, 67. https://0-doi-org.brum.beds.ac.uk/10.3390/met10010067
AMA Style
Han Y, Zhao F, Liu Y, Huang C. Quantitative Relationships between Mechanical Properties and Microstructure of Ti17 Alloy after Thermomechanical Treatment. Metals. 2020; 10(1):67. https://0-doi-org.brum.beds.ac.uk/10.3390/met10010067
Chicago/Turabian StyleHan, Yan, Fei Zhao, Yuan Liu, and Chaowen Huang. 2020. "Quantitative Relationships between Mechanical Properties and Microstructure of Ti17 Alloy after Thermomechanical Treatment" Metals 10, no. 1: 67. https://0-doi-org.brum.beds.ac.uk/10.3390/met10010067
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.