The development of lithium-ion batteries (LIBs) has experienced an enormous upswing in recent years, which is, in addition to portable devices, mainly due to the steadily increasing demand in the electric vehicle (EV) sector. According to forecasts, this trend will continue in the coming years [
1,
2]. Further prognoses predict that sales of LIBs are expected to increase from 160 GWh in 2018 to over 1.2 TWh in 2030 [
1]. Their use in electrical appliances, EVs and stationary storage is due to their advantages over other storage media, such as high energy density, long service life and high operating voltage [
3,
4]. Since consumed LIBs contain a large number of valuable metals, recycling has a considerable environmental impact in view of the conservation of valuable resources [
5]. In addition to this idea of resource protection, waste reduction and the energy-efficient and economical treatment of hazardous substances are also driving recycling efforts [
6]. The timeliness and necessity of recycling LIBs is further underlined by the 2020 list of critical raw materials published by the European Commission. Among others, cobalt, lithium and phosphorus can be found [
7].
A major challenge with regard to recycling is posed by the strongly fluctuating waste stream. This is the product of the requirements of the countless applications for energy storage and the resulting multitude of electrode materials of LIBs [
8]. In the respective literature there is a variety of different recycling processes, which can basically be divided into preparation for recycling, pre‑treatment and main processing, including pyro- and hydro-metallurgy. In the first mentioned area, the processes of discharging and dismantling can be found [
5]. The aim of the pre‑treatment is to improve the recovery rate, to adapt the waste stream to the downstream process step and to reduce the energy consumption of the following pyro- or hydro-metallurgical process [
6,
9]. In Europe, there are several companies that already perform the preparation and pre‑treatment of spent LIBs on a larger scale, like Accurec Recycling GmbH, Duesenfeld GmbH or Redux GmbH [
10,
11,
12]. The latter starts the recycling process with collection and temporary storage, followed by manual sorting. As of this point in time there is still a considerable safety risk due to the residual charge of the LIBs. They are completely discharged, and the energy gained is fed back into the operating network. Subsequently, components such as electronics, cables, plastics, aluminum, and iron are dismantled and sorted. During the subsequent deactivation, the coating of the conductor foils is dissolved and the separator as well as the electrolyte are removed. During the mechanical treatment, the remaining components such as iron, aluminum, copper and the fine material (also called active material or black matter) of cathode and anode material are separated. The separation of the individual fractions is carried out with a magnetic separator, air separator and sieving [
13]. The resulting black matter can be further treated in a pyro- or hydro-metallurgical process.
In pyrometallurgical treatment of LIBs, the physiochemical transformation temperatures above 1400 °C are used to recover the valuable metals [
14]. As a partial step in an overall process, pyrometallurgy is a suitable instrument for purifying the feed stream of substances undesirable for hydrometallurgy. Fluorine, chlorine, graphite, phosphorus, etc., pose a particular challenge to hydrometallurgy. Pyrometallurgical processes are generally robust against impurities and organic contaminants, because volatile components can be evaporated [
5]. Graphite from the anode can be used as a reducing agent and burned in various processes in the presence of oxygen, thus helping to maintain the process temperature. Since the reaction kinetics in pyrometallurgical processes increase extremely due to the high temperatures, productivity is higher compared to hydrometallurgy [
15]. Although the large number of research activities in recent years has focused on hydrometallurgy [
9], there is significant scientific output in the field of pyrometallurgy, some of which is already being applied on an industrial scale. Several recent reports claim that large-scale pyrometallurgical processes have greater potentials in terms of sustainability than their hydrometallurgical counterparts [
16,
17,
18,
19,
20,
21]. Industrial scale processes are those that have more than 1000 t/a recycling capacity. In Europe, the companies Umicore, Accurec and Nickelhütte Aue should be mentioned here, and outside the EU, for example, SungEel, Kyoei Seiko and Dowa. The overall processes usually lead via a mechanical and/or thermal step to pyro- and hydro-metallurgy [
5]. The pyrometallurgical step is typically based on shaft furnaces or electric arc furnaces for melting this feedstock [
22]. A direct comparison of the recycling efficiency of the individual processes is often very difficult, since the reference basis of the values given is usually not given or only partially given. However, it can be stated that recycling routes which include a pyrometallurgical step have the highest overall recycling efficiency, in some cases exceeding 50% [
5]. Since pyrometallurgical processes are operated at high temperatures, their energy requirements are correspondingly high. In addition, large quantities of waste gas are produced which have to be treated. A disadvantage of current pyrometallurgical processes is the slagging of lithium, the recovery of which in turn requires an enormous hydrometallurgical effort [
9,
23]. The economic efficiency of lithium recovery depends on the concentration in the slag. As a rule, in the co-processing of LIBs in metallurgical plants, the lithium is diluted to such an extent that recovery is not economically feasible [
24]. In recent years, a number of advances have been made in the field of slag post-treatment. These research ventures on a non-industrial scale focus, for example, on the concentration of Li in the slag by selective addition of slag-forming agents during the pyrometallurgical process and subsequent hydrometallurgical treatment [
25,
26]. Recent progress has also been made in the area of early-stage lithium extraction. In this process, sulphate roasting treatment was used to convert the cathode material from NMC batteries into a water-soluble lithium sulphate (Li
2SO
4) and a water-insoluble oxide (NiCoMn-oxide) [
5]. However, depending on the price of lithium, processes specially developed for LIB recycling may in future be quite economical in terms of lithium recovery [
24]. Various advantages and disadvantages also result from the different interconnection types of the overall process. For example, the primary energy consumption via pyrometallurgical routes is higher, but the resulting additional costs are more than compensated by lower operating costs in the hydrometallurgical step [
5]. The recycling of P from LIBs is described in the literature in very few publications. Most of them are related to the hydrometallurgical process route, other processes deal with the regeneration of the cathode material [
27].
Hydrometallurgical processes are highly selective and can therefore achieve high purities [
15]. Leaching is the key process in hydrometallurgy to convert the metals to ions in a solution. This can be divided into bio leaching with metabolic excrements of microorganisms or fungi and chemical leaching with organic or inorganic acids [
28,
29,
30]. Subsequently, the valuable metals are separated and recovered from the leaching solution. Since the structure of the leaching solution is complicated, it is usually necessary to use several different methods from the portfolio of solvent extraction, chemical precipitation and electrochemical deposition [
28]. Hydrometallurgical methods result in extremely good recycling rates of up to 100% [
28,
31]. They also require a high level of equipment and a large number of process steps, which usually results in a correspondingly high volume of polluted wastewater. In order to operate the process economically, it is very important to separate and concentrate as many metals and impurities as possible in advance. For each additional metal, at least 1–2 additional process steps would be required, which is only economical if the metal value or quantity is correspondingly high [
15].
Especially with regard to the raw materials contained in LIBs, which are included in the list of critical raw materials of the European Commission [
7], and from an ecological point of view, a sustainable handling of spent LIBs is essential. According to Elwert et al. [
32], recycling processes specialized in LIBs will gain more and more importance in the future. This is due to the increasing rate of return of spent LIBs to the waste stream, more regulations by the authorities and also decreasing amounts of valuable nickel and cobalt for direct use in nickel and cobalt producing plants. Furthermore, the growing market for LFP and the increasing interest in lithium recovery also plays a major role. Of particular importance in terms of regulation is the recently published European Commission proposal to revise EU Directive 2006/66/EC, which sets recovery rates of up to 70% for Li and 95% for other valuable metals such as Co, Ni and Cu by 2030 [
33], which forces recyclers to increase recovery rates and their process efficiency.
It can be summarized that there is a multitude of different recycling processes and methods, which are characterized by their positive properties in certain areas but also have individual disadvantages. In the field of pyrometallurgy, lithium slagging and in particular the absence of possibilities to recover from the slag with reasonable effort can be identified as a bottleneck.
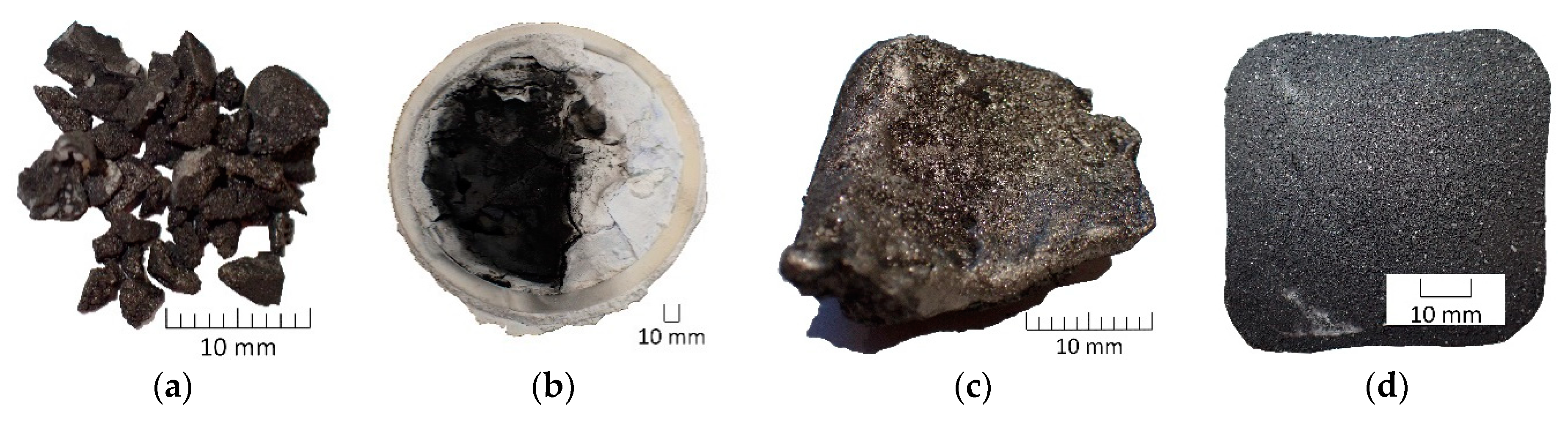
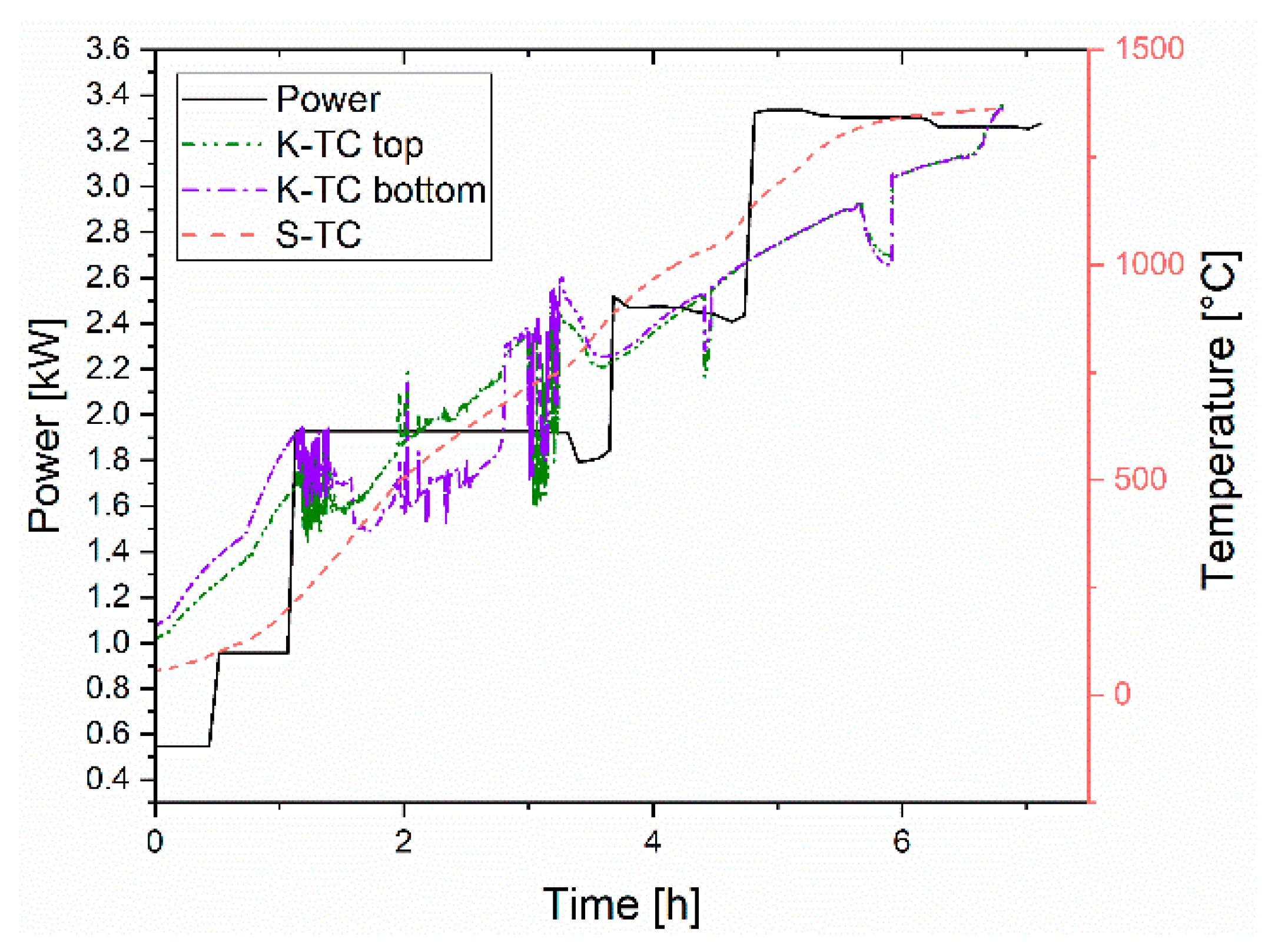
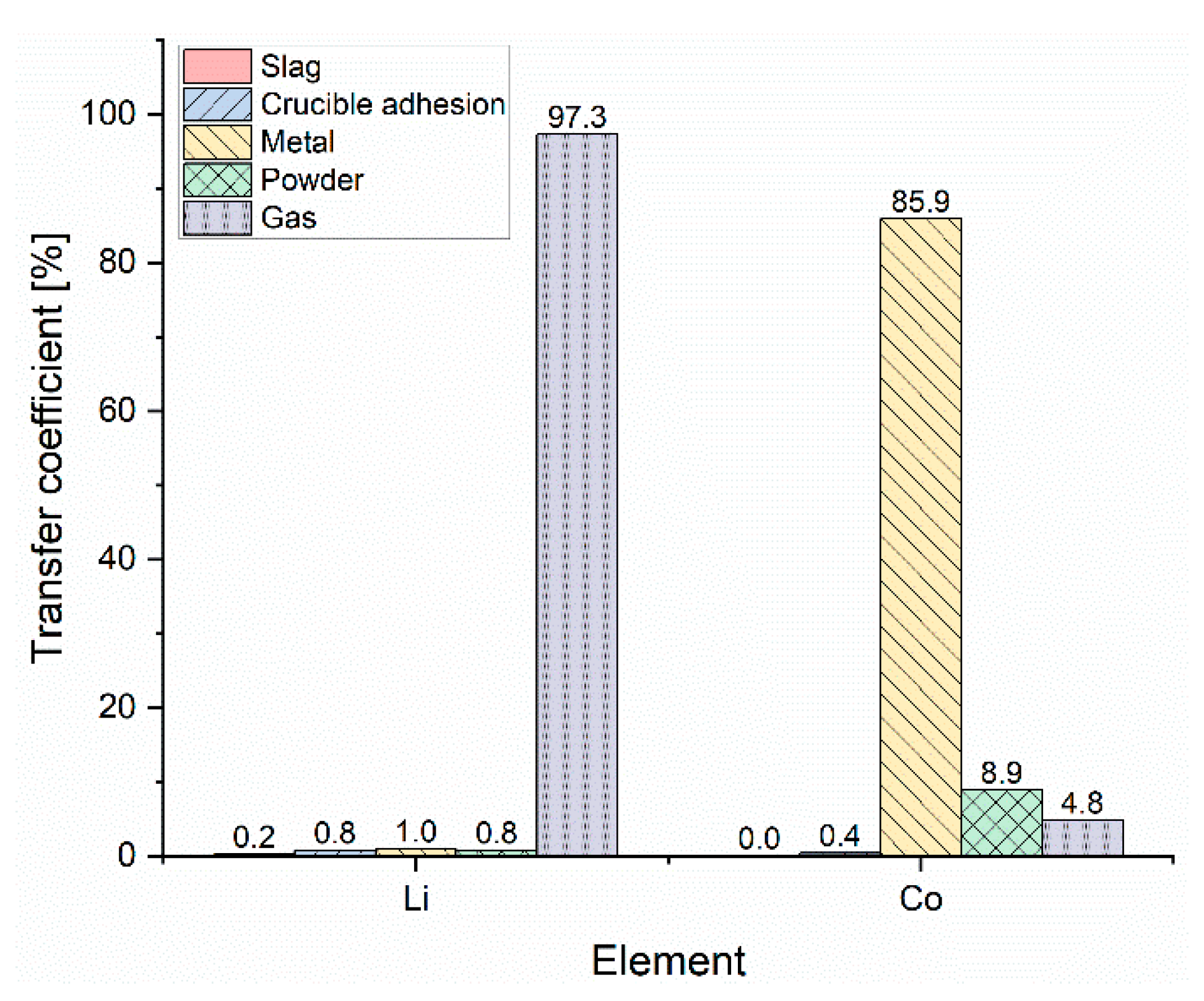
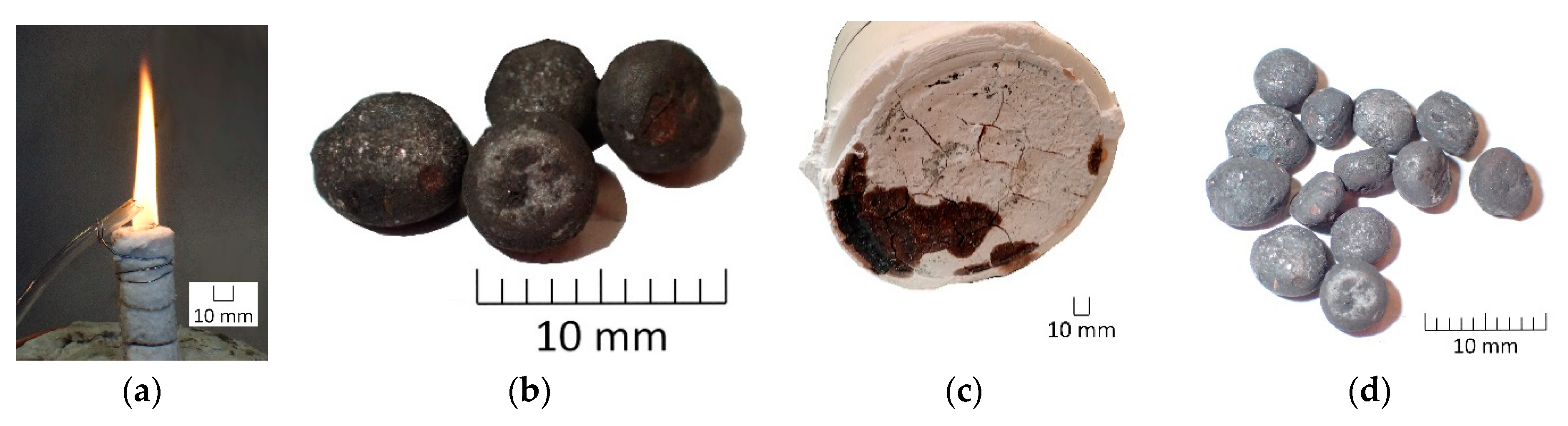
The novel pyrometallurgical recycling process presented in this paper is characterized by the recovery of an alloy with a simultaneous utilization of lithium and phosphorus via the gas flow. The following points provide a more detailed insight into the theoretical considerations and practical implementations for the most efficient recovery of valuable metals from LIBs using this process. Initially, appropriate analyses were carried out to better understand the behavior of cathode materials in high-temperature applications under reducing conditions. To determine the lithium removal rate without the presence of phosphorus, the cathode material lithium cobalt oxide (LCO) was examined in an experiment. In addition to the successive optimization of the reactor concept and adaptation to the waste stream from spent LIBs, another experiment with LCO in a modified setup was performed and compared to the previous one. To verify the basic suitability of the pyrometallurgical apparatus for the simultaneous removal of phosphorus and lithium via the gas flow, experiments were carried out with the cathode material lithium iron phosphate (LFP).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}