Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy

 ,
,  , , , , , and
, , , , , and 
Abstract
:1. Introduction
2. Material and Experimental Method
2.1. Workpiece, Cutting Tool and Machine Tool
2.2. Methods of Machining Experiments
3. Experimental Results
3.1. Chip Morphology in Micro Machining
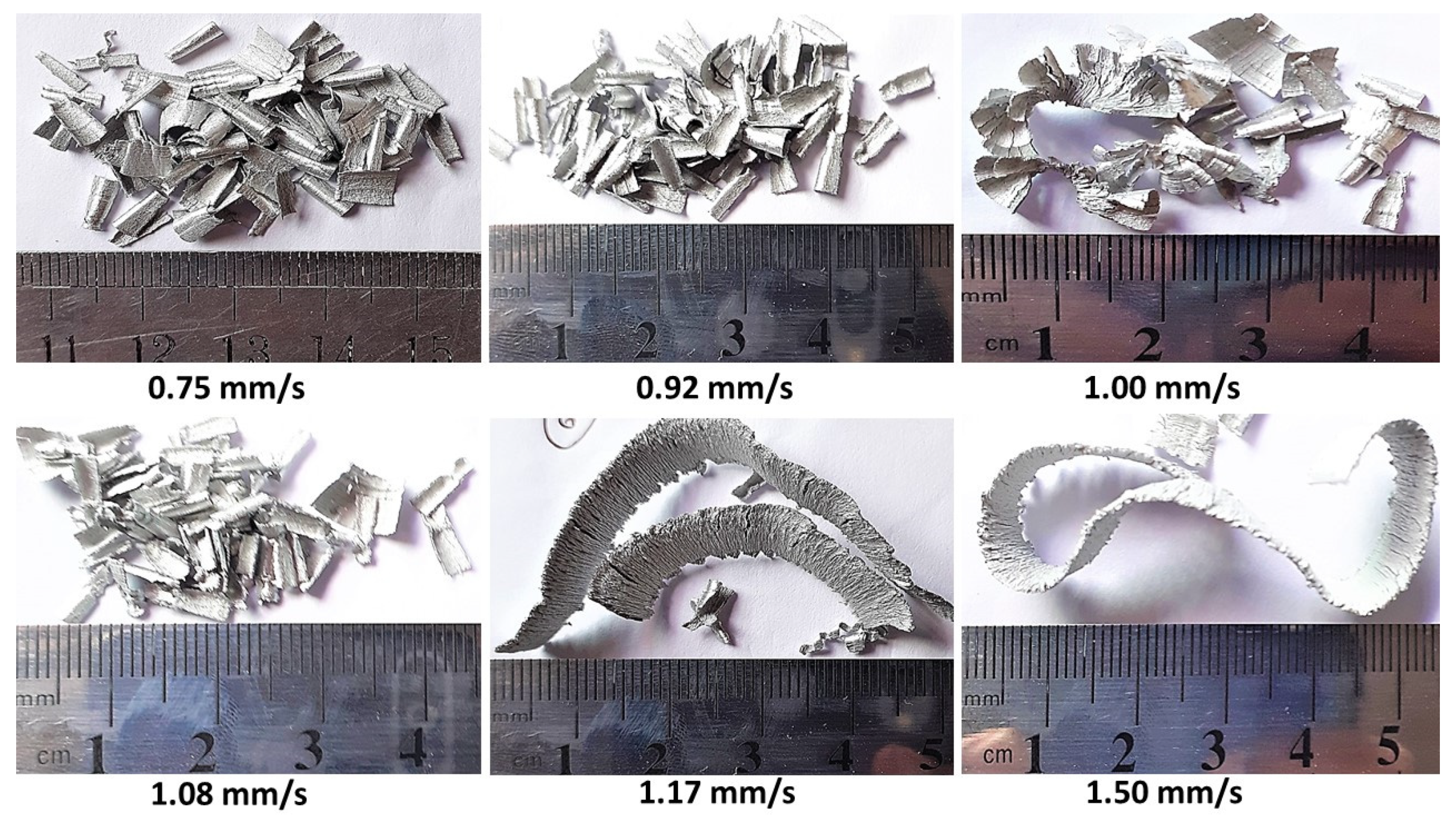
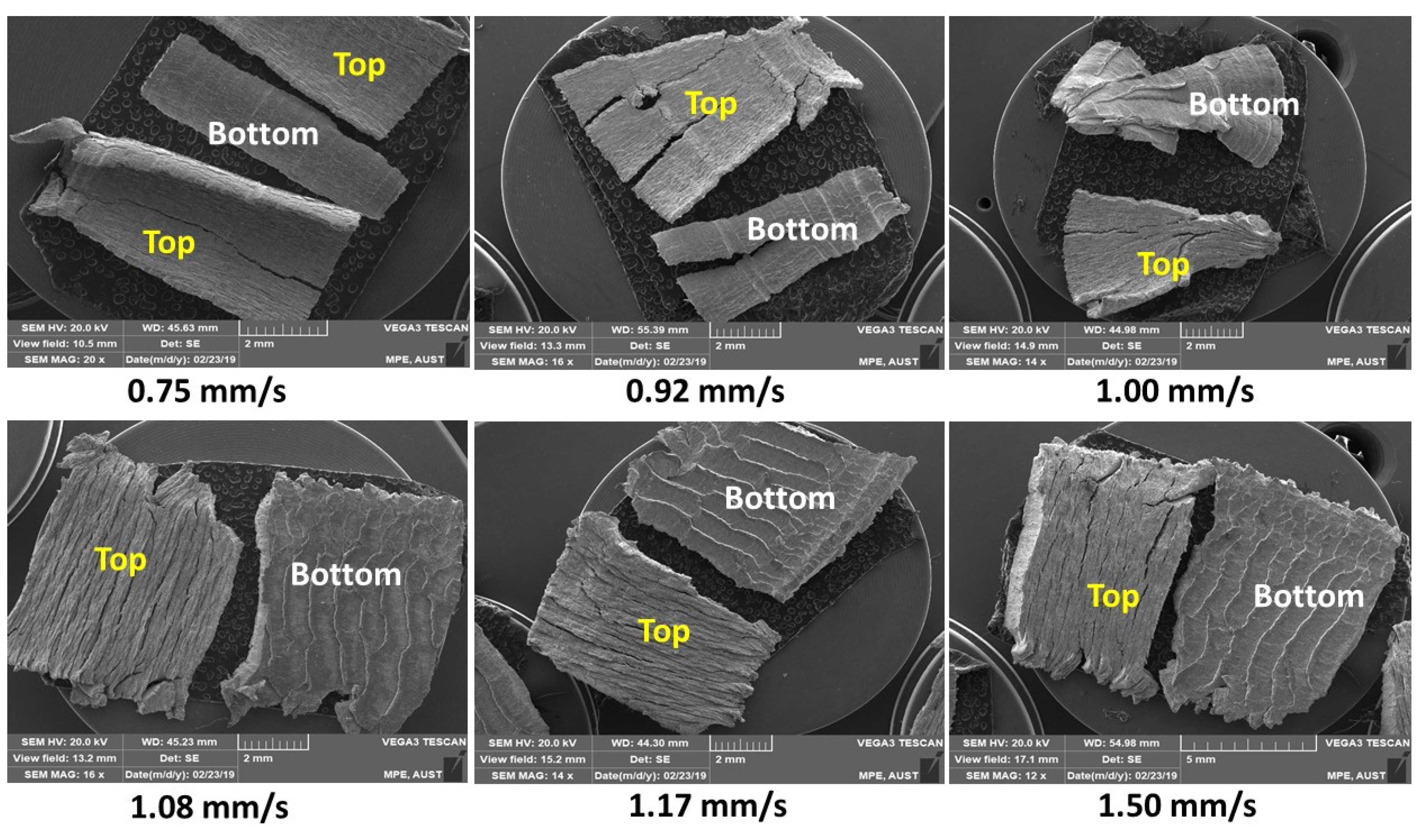
3.2. Chip Morphology in Macro Machining
4. Analysis and Discussion
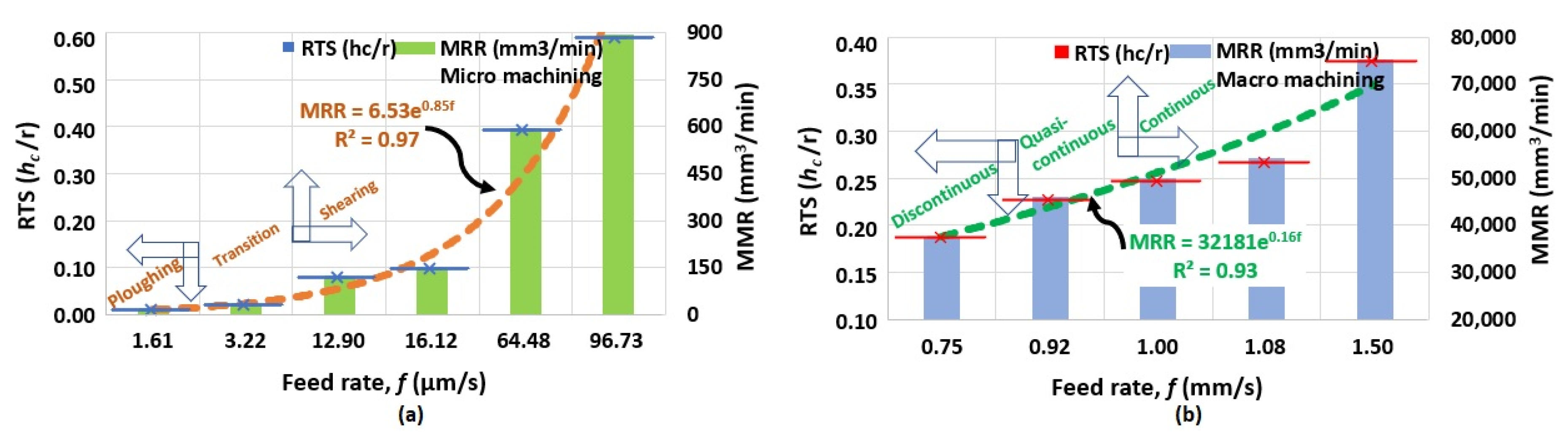
4.1. Material Removal Rate and Relative Tool Sharpness (RTS)
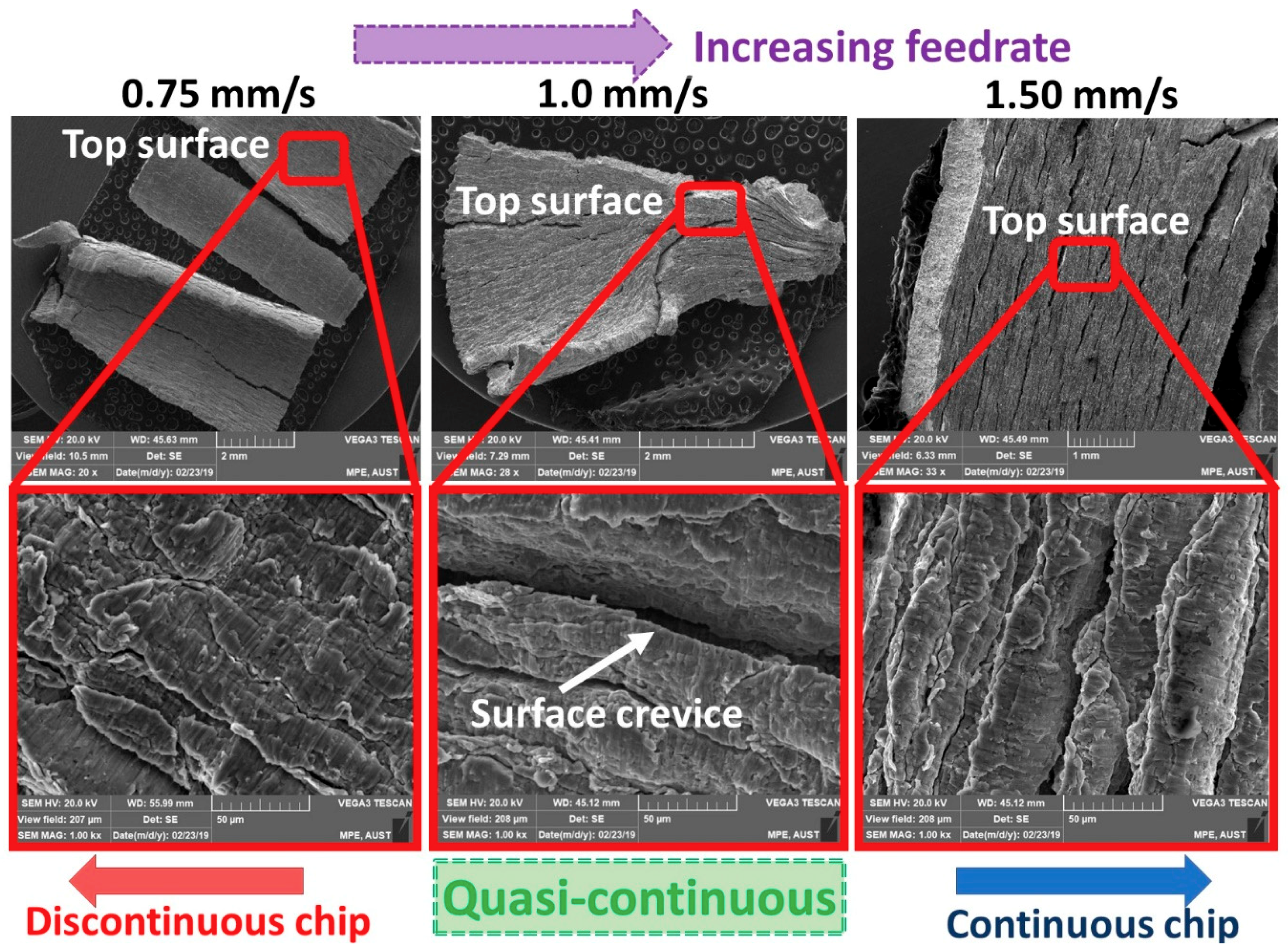
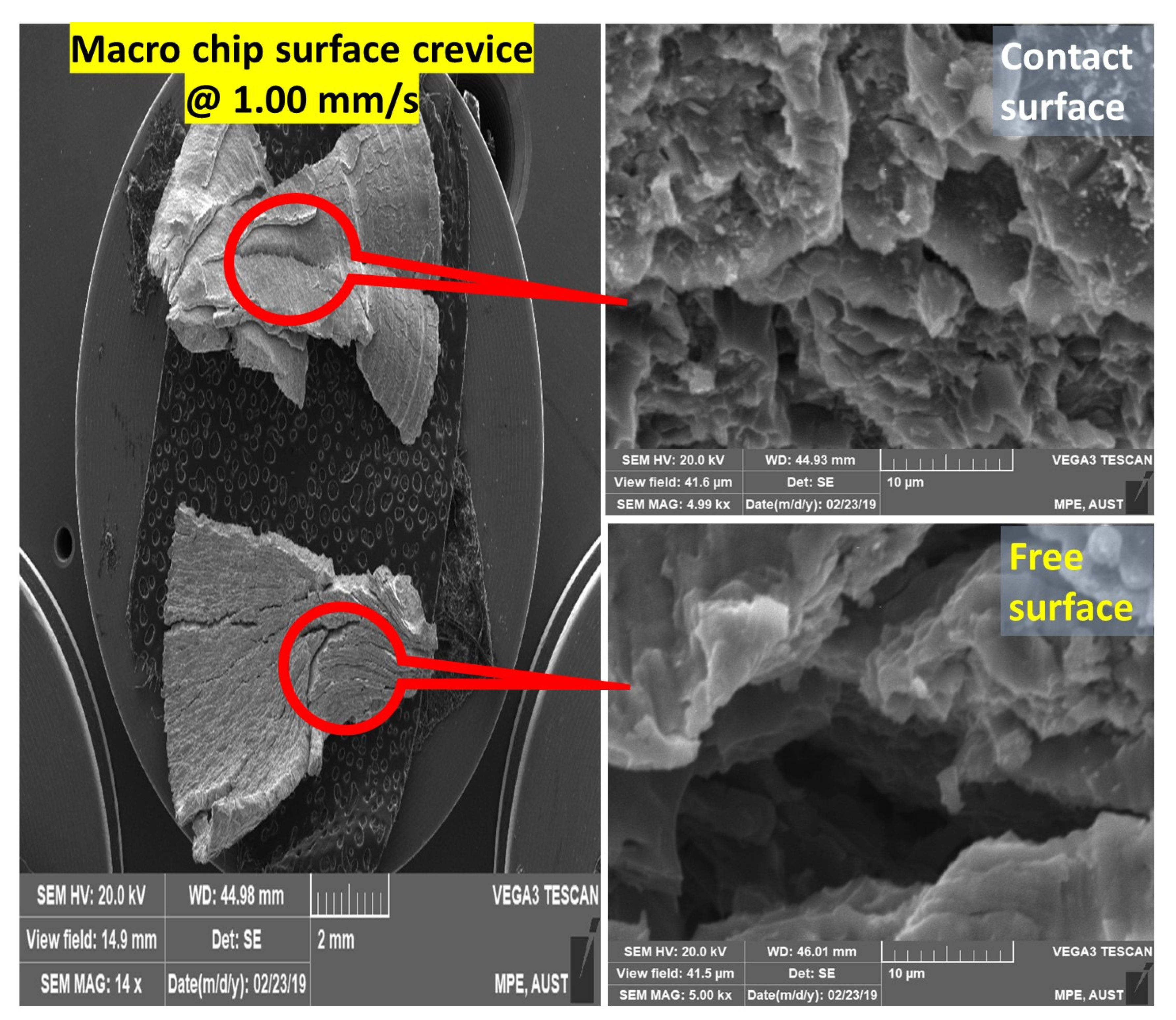
4.2. Phenomenology of Surface Crevice Formation
4.3. Chip Tool Contact Length and Effective Rake Angle
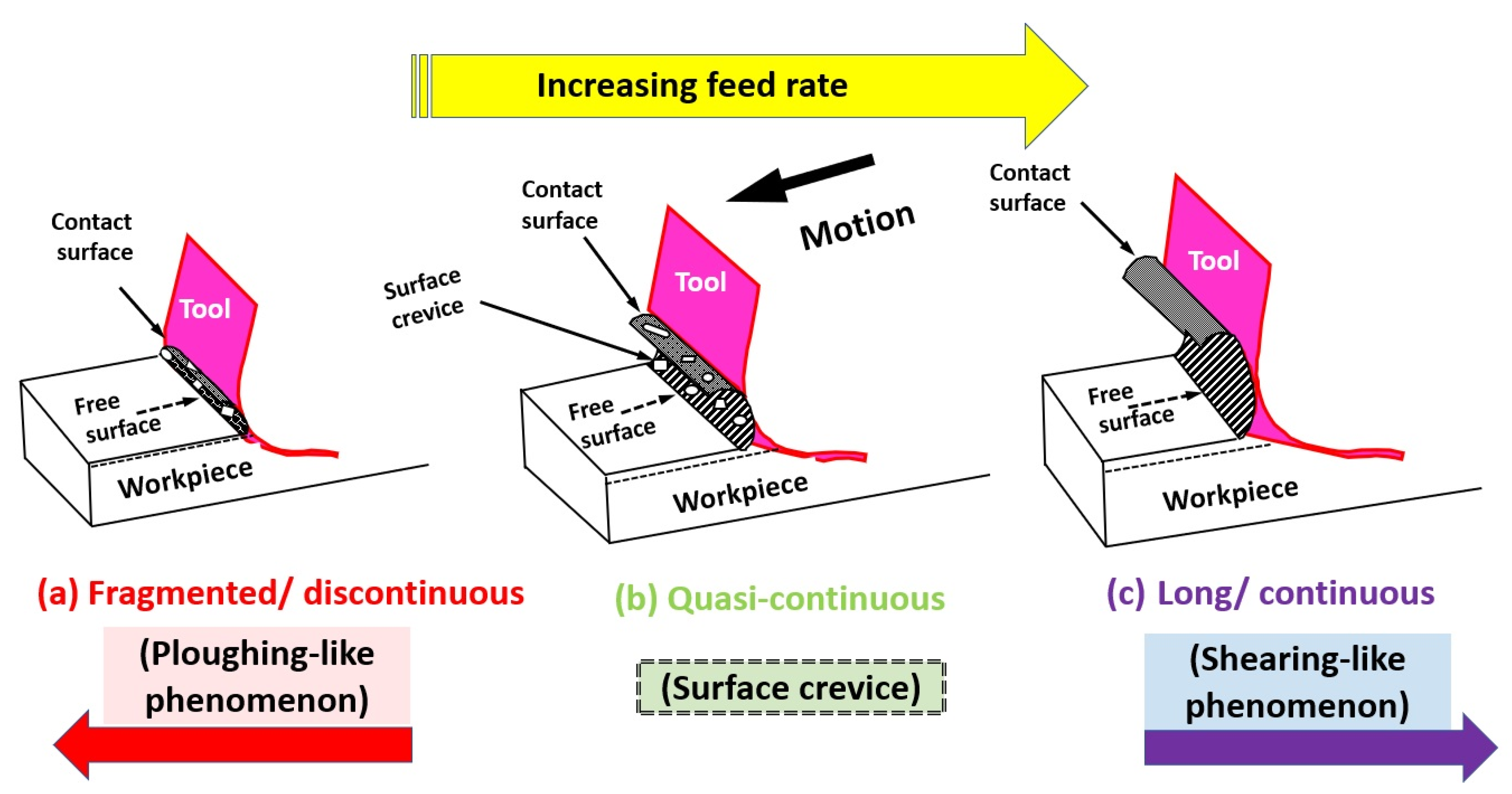
4.4. Feed Rate Response (FRR) on the Phenomenology of Chip Formation
5. Conclusions
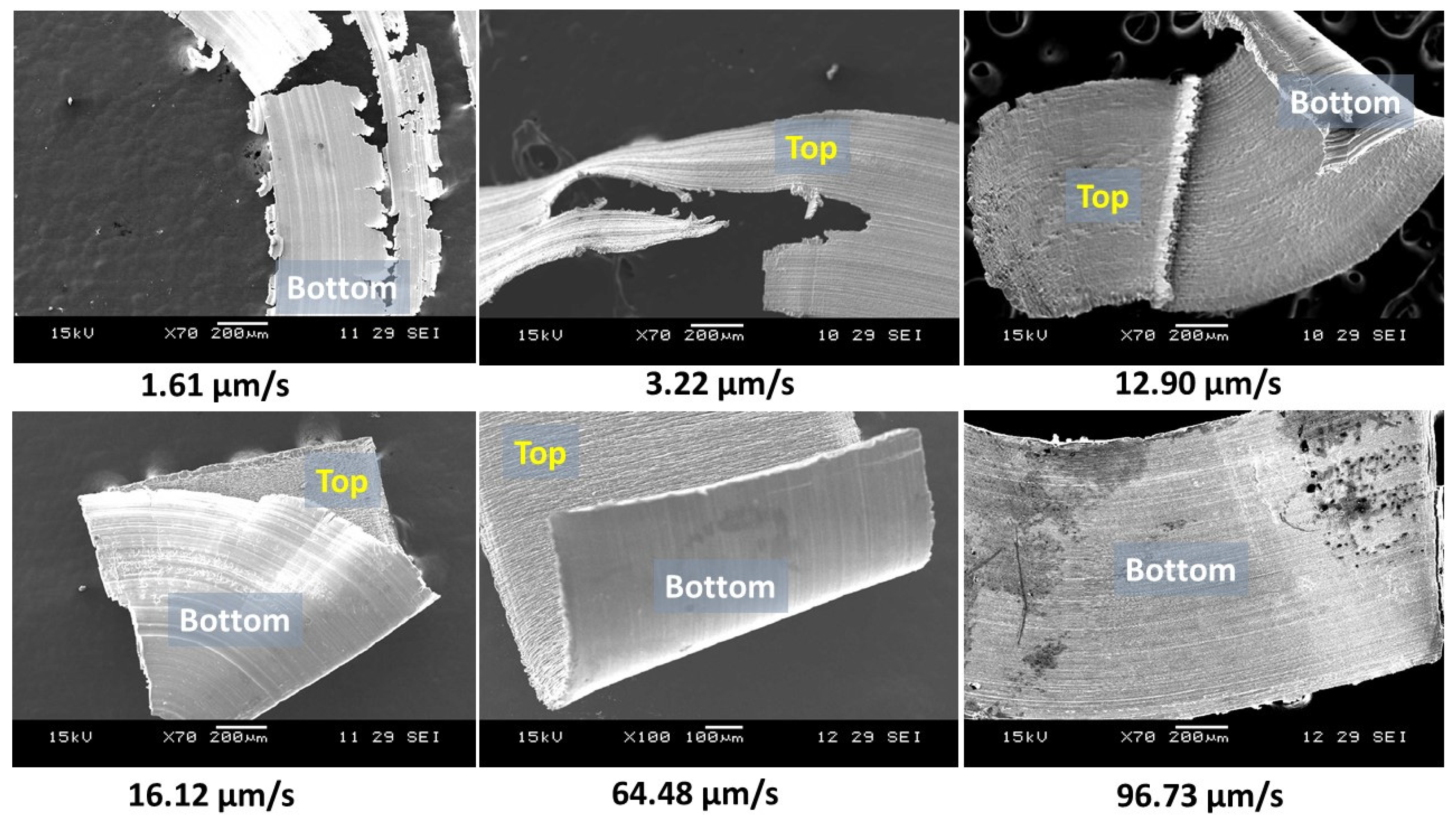
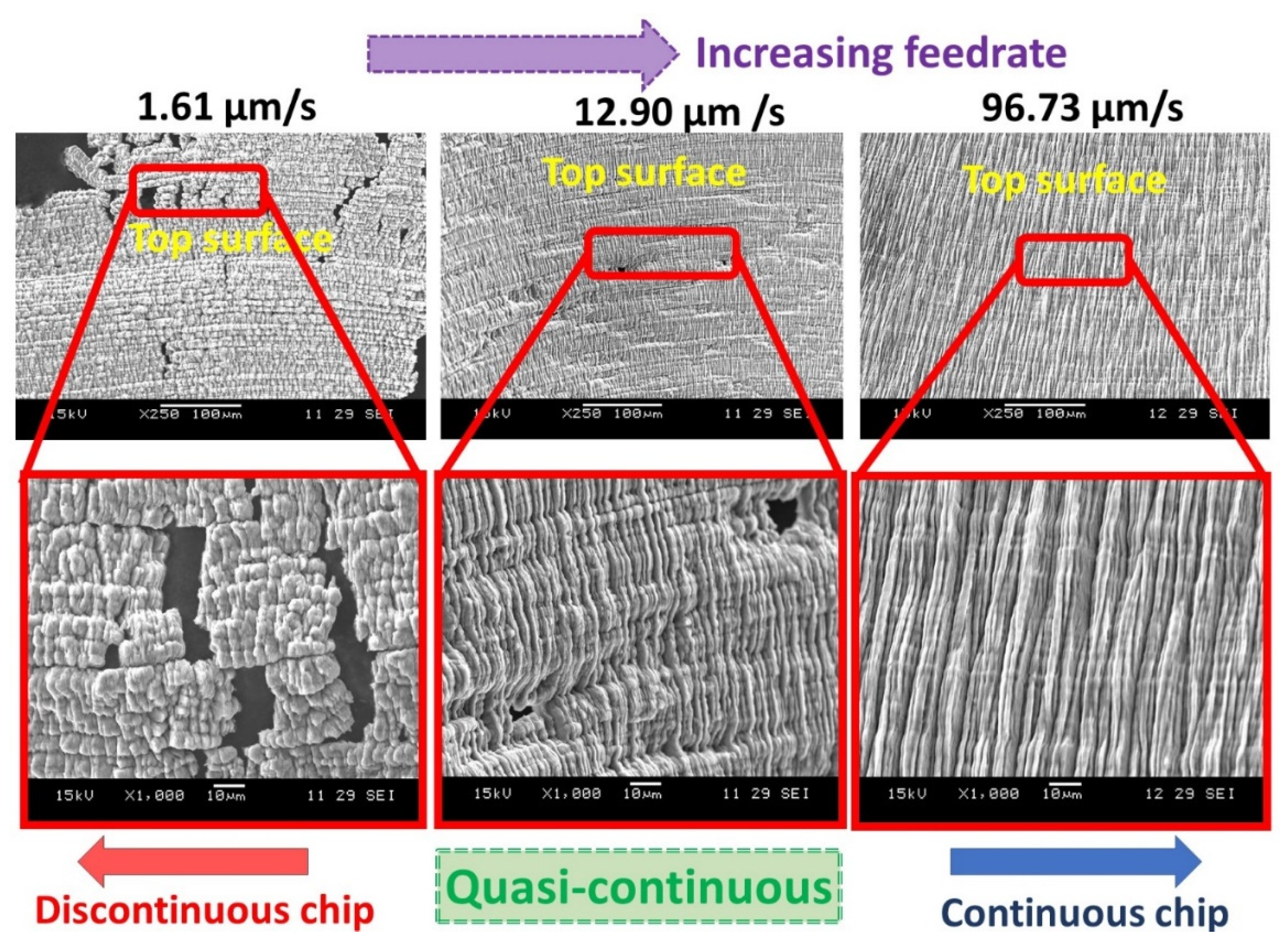
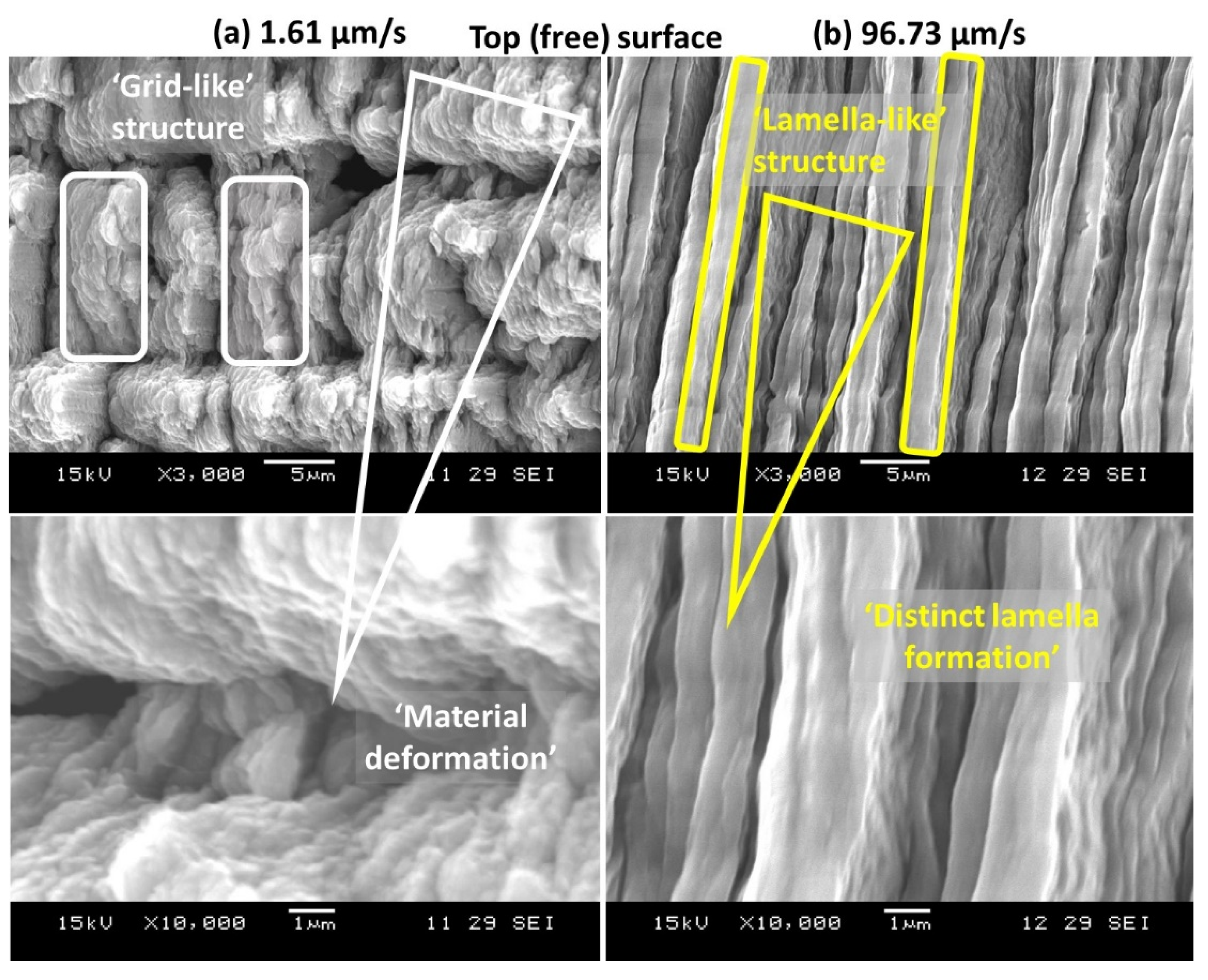
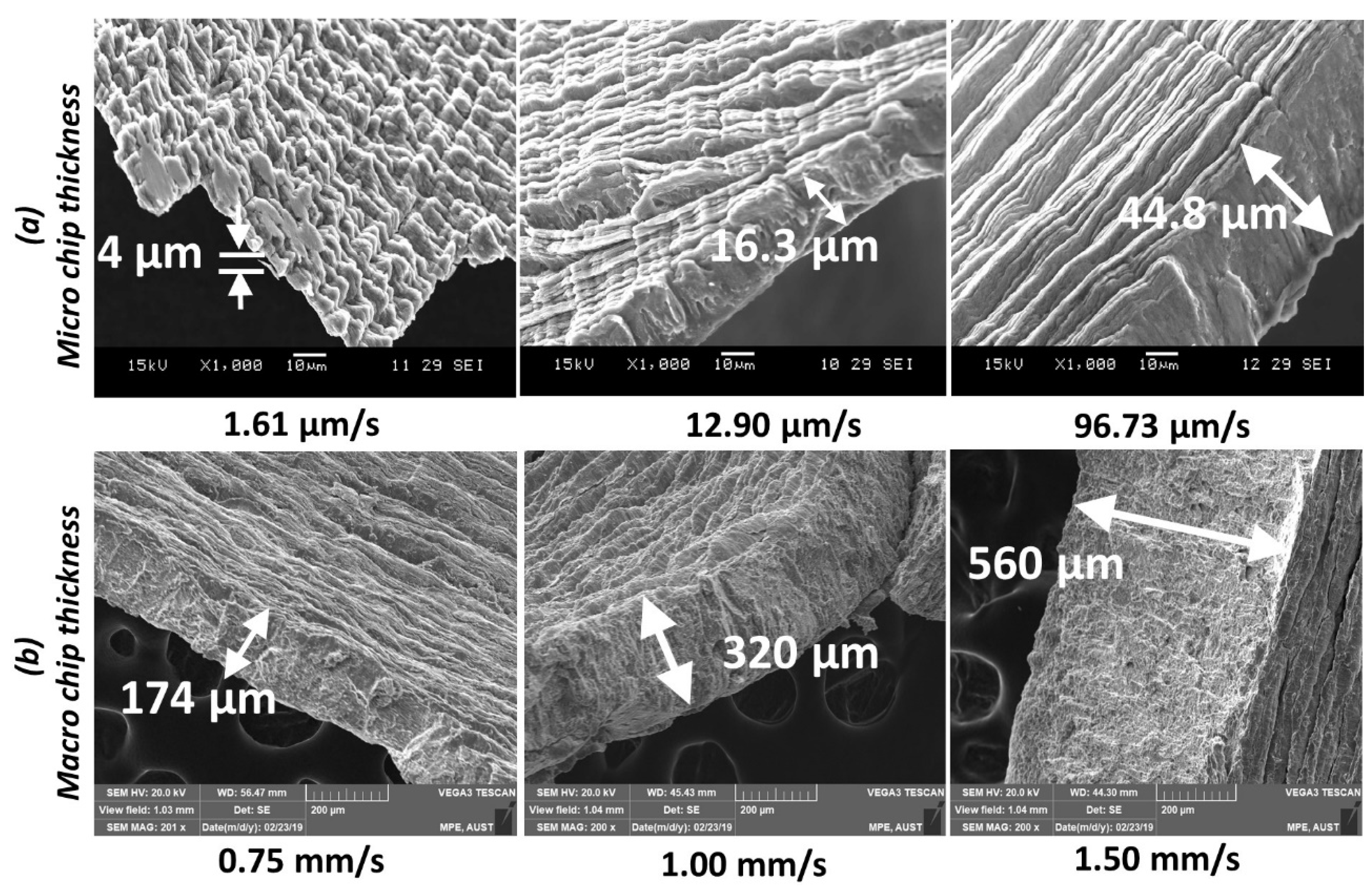
- In precision micro machining, Al alloy chips exhibited varied characteristics with variation of feed rate (f). At a small feed rate, the materials produced debris-like fragmented chips, while a high feed rate rendered long and continuous chips. Analysis of μ-chips under SEM provided three distinct chip formation mechanics (i.e., discontinuous, quasi-continuous, and continuous).
- In conventional macro machining, with the variation of the feed rate (f), Al alloy chips exhibited varied characteristics too. Similar to the micro machining, at a smaller feed rate, discontinuous chips were produced, while a high feed rate produced mostly long and continuous chips. Only a detailed observation of the chips at higher magnifications showed three distinct chip formation mechanics (i.e., discontinuous, quasi-continuous, and continuous).
- Micro holes formation in Al alloy microchips were activated by the micro crevice formation due to the onset of a stagnation point phenomenon in the transition regime between the discontinuous and continuous chip formation, which occurred at an intermediate feed rate. A similar phenomenon of crevice-like formations was noticed from Al alloy in macro machining conditions. This is akin to the chip surface tearing of different materials, such as Ti alloy.
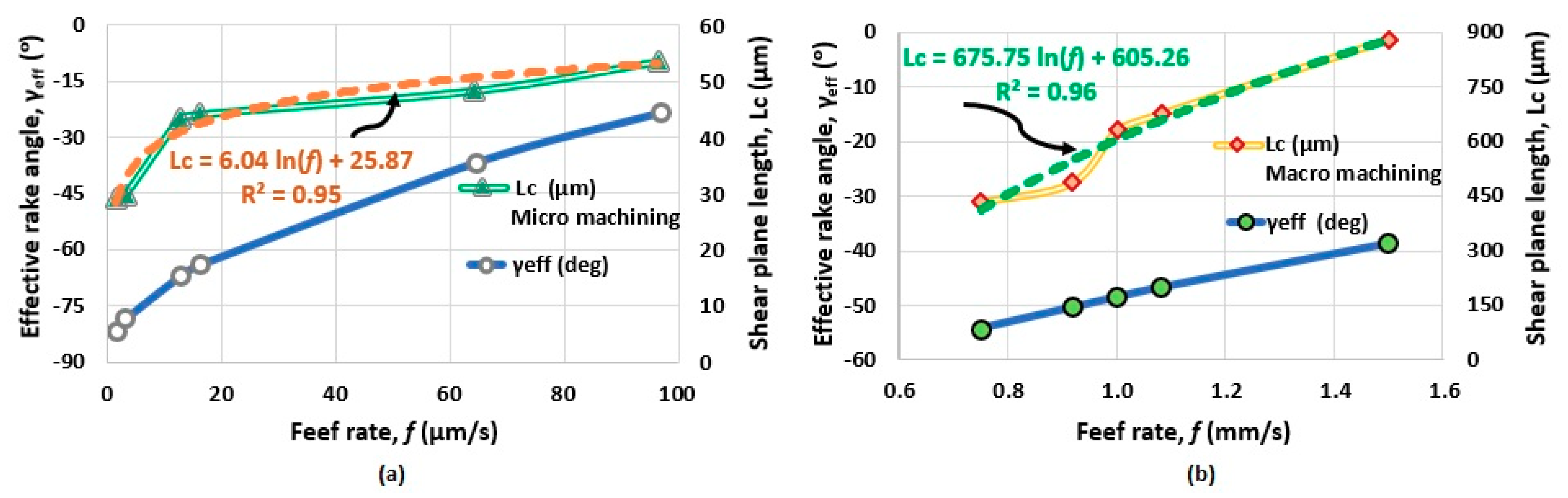
- A SEM investigation of Al alloy chip morphology revealed the decreasing trend of chip thickness (ho) with the decrease of feed rate due to the decline in UCT (hc) for both micro and macro machining. This resulted in a decrease in the shear plane length (Lc).
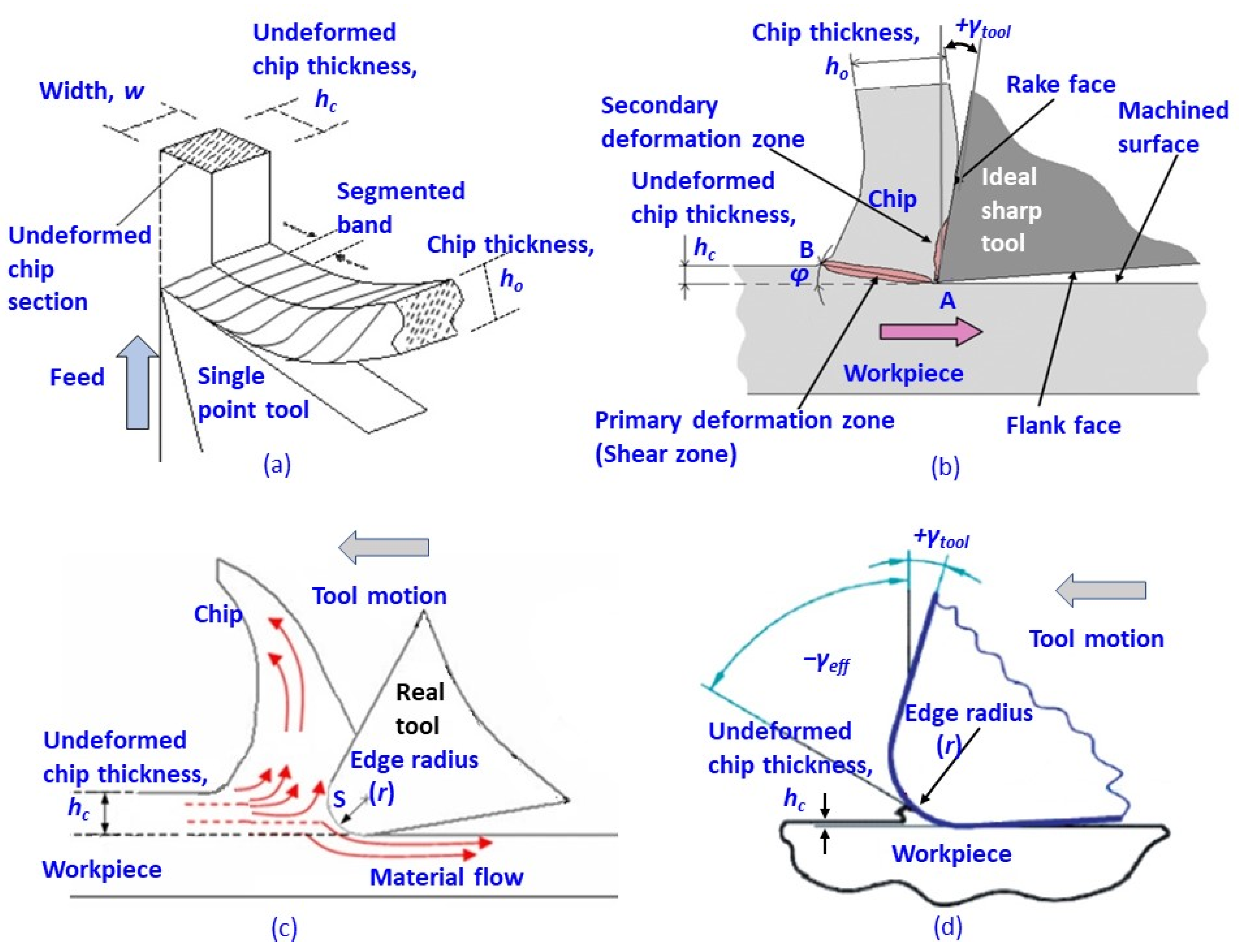
- A higher material removal rate (MRR) occurs from the combined effect of high relative tool sharpness, RTS (hc/r) resulting from large UCT (hc) at a high feed rate (f). Lower MRR observed at smaller feed rate due to the decreased tool-workpiece interaction is responsible for ploughing-like behavior. This is due to the enormously large negative effective rake angle (−γeff), −81.86° at a feed rate of 1.61 µm/s, and −54.23° at feed rate 0.75 mm/s, during micro and macro machining, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rasagopal, P.; Senthilkumar, P.; Nallakumarasamy, G.; Magibalan, S.A. study surface integrity of aluminum hybrid composites during milling operation. J. Mater. Res. Technol. 2020, 9, 4884–4893. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Mia, M.; Asad, A.M.B.A.; Fardin, A. Manufacturing of Al Alloy Microrods by Micro Cutting in a Micromachining Center. Micromachines 2019, 10, 831. [Google Scholar] [CrossRef] [Green Version]
- König, W.; Erinski, D. Machining and Machinability of Aluminium Cast Alloys. CIRP Ann. 1983, 32, 535–540. [Google Scholar] [CrossRef]
- Kouadri, S.; Necib, K.; Atlati, S.; Haddag, B.; Nouari, M. Quantification of the chip segmentation in metal machining: Application to machining the aeronautical aluminium alloy AA2024-T351 with cemented carbide tools WC-Co. Int. J. Mach. Tools Manuf. 2013, 64, 102–113. [Google Scholar] [CrossRef]
- Dwivedi, D.K.; Sharma, A.; Rajan, T.V. Machining of LM13 and LM28 Cast Aluminum Alloys Part-I. J. Mater. Proc. Technol. 2008, 196, 197–204. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dhiman, S.; Sehgal, R.; Kumar, S. Assessment and Optimization of Cutting Parameters While Turning AlSI, 52100 Steel. Int. J. Precis. Eng. Manuf. 2008, 9, 54–62. [Google Scholar]
- Wang, G.; Zhao, Y.; Hao, Y. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing. J. Mater. Sci. Technol. 2018, 34, 73–91. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Demir, H.; Gündüz, S. The effects of aging on machinability of 6061 aluminium alloy. J. Mater. Des. 2009, 30, 1480–1483. [Google Scholar] [CrossRef]
- Polini, R.; Casadeib, F.; D’Antonio, P.; Traversa, E. Dry turning of alumina/aluminum composites with CVD diamond coated cocemented tungsten carbide tolls. Surf. Coat. Technol. 2003, 166, 127–143. [Google Scholar] [CrossRef] [Green Version]
- Anand, V.K.; Aherwar, A.; Mia, M.; Elfakir, O.; Liliang, W. Influence of silicon carbide and porcelain on tribological performance of Al6061 based hybrid composites. Tribol. Int. 2020, 151, 106514. [Google Scholar] [CrossRef]
- Sharma, P.; Khanduja, D.; Sharma, S. Dry sliding wear investigation of Al6082/Gr metal matrix composites by response surface methodology. J. Mater. Res. Technol. 2016, 5, 29–36. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.T.; Liu, Z.Q.; Pan, Y.Z.; Wan, Y.; Ai, X. The influence of tool flank wear on residual stresses induced by milling aluminum alloy. J. Mater. Process. Technol. 2009, 209, 4502–4508. [Google Scholar] [CrossRef]
- Kannan, S.; Kishawy, H.A. Tribological aspects of machining aluminium metal matrix composites. J. Mater. Process. Technol. 2008, 198, 399–406. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Singh, G.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 55–69. [Google Scholar] [CrossRef]
- Huda, Z.; Taib, N.I.; Zaharinie, T. Characterization of 2024-T3: An aerospace aluminum alloy. Mater. Chem. Phys. 2009, 113, 515–517. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Sahil, S.; Allwood, J.; Ashby, M.; Worrell, E. The Energy Required to Produce Materials: Constraint on Energy Intensity-improvements Parameters of Demand. Philos. Trans. A 2013. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Kumar, A.S.; Lim, H.S. CNC microturning: An application to miniaturization. Int. J. Mach. Tools Manuf. 2005, 45, 631–639. [Google Scholar] [CrossRef]
- Byrne, G.; Dornfeld, D.; Denkena, B. Advancing Cutting Technology. CIRP Ann. 2003, 52, 483–507. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.P.L.; Jerald, J.; Kumanan, S.; Prabakaran, R. A Review on Current Research Aspects in Tool-Based Micromachining Processes. Mater. Manuf. Process. 2014, 29, 1291–1337. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, Y.; Zhang, H.; Xiong, Z.; To, S. Advances in ultra-precision machining of micro-structured functional surfaces and their typical applications. Int. J. Mach. Tools Manuf. 2019, 142, 16–41. [Google Scholar] [CrossRef]
- Elisa, V.; Ciro, A.R.; Alex, E.Z.; Joaquim, C. An experimental analysis of process parameters to manufacture metallic micro-channels by micro-milling. Int. J. Adv. Manuf. Technol. 2010, 51, 945–955. [Google Scholar] [CrossRef]
- Zariatin, D.L.; Kiswanto, G.; Ko, T.J. Investigation of the micro-milling process of thin-wall features of aluminum alloy 1100. Int. J. Adv. Manuf. Technol. 2017, 93, 2625–2637. [Google Scholar] [CrossRef]
- Zheng, L.; Wang, C.; Yang, L.; Song, Y.; Fu, L. Characteristics of chip formation in the micro-drilling of multi-material sheets. Int. J. Mach. Tools Manuf. 2012, 52, 40–49. [Google Scholar] [CrossRef]
- Wang, S.; Xia, S.; Wang, H.; Yin, Z.; Sun, Z. Prediction of surface roughness in diamond turning of Al6061 with precipitation effect. J. Manuf. Process. 2020, 60, 292–298. [Google Scholar] [CrossRef]
- Rahman, M.A.; Woon, K.S.; Rahman, M. Miniaturization by precision micro cutting. J. Prod. Syst. Manuf. Sci. 2020, 1, 1–4. Available online: http://www.imperialopen.com/index.php/JPSMS/article/view/48 (accessed on 26 October 2020).
- Songmene, V.; Khettabi, R.; Zaghbani, I.; Kouam, J.; Djebara, A. Machining and Machinability of Aluminum Alloys. In Aluminium Alloys, Theory and Applications; Kvackaj, T., Ed.; IntechOpen: London, UK, 2011; pp. 377–385. [Google Scholar] [CrossRef] [Green Version]
- Haider, J.; Hashmi, M.S.J. Health and Environmental Impacts in Metal Machining Processes. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Tyne, C.J.V., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; Volume 1, pp. 7–33. [Google Scholar] [CrossRef]
- Woon, K.S.; Rahman, M.; Fang, F.Z.; Neo, K.S.; Liu, K. Investigations of tool edge radius effect in micromachining: A FEM simulation approach. J. Mater. Process. Technol. 2008, 195, 204–211. [Google Scholar] [CrossRef]
- Rubenstein, C.; Lau, W.S.; Venuvinod, P.K. Flow of workpiece material in the vicinity of the cutting edge. Int. J. Mach. Tool Des. Res. 1985, 25, 91–97. [Google Scholar] [CrossRef]
- Fang, F.; Xu, F.; Lai, M. Size effect in material removal by cutting at nano scale. Int. J. Adv. Manuf. Technol. 2015, 80, 591–598. [Google Scholar] [CrossRef]
- Wang, J.S.; Gong, Y.D.; Abba, G.; Chen, K.; Shi, J.S.; Cai, G.Q. Surface generation analysis in micro end-milling considering the influences of grain. Microsyst. Technol. 2008, 14, 937–942. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.A.; Amrun, M.R.; Rahman, M.; Kumar, A.S. Variation of surface generation mechanisms in ultra-precision machining due to relative tool sharpness (RTS) and material properties. Int. J. Mach. Tools Manuf. 2017, 115, 15–28. [Google Scholar] [CrossRef]
- Liu, X.; DeVor, R.; Kapoor, S.G.; Ehmann, K. The mechanics of machining at the microscale: Assessment of the current state of the science. J. Manuf. Sci. Eng. 2004, 126, 666–678. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Woon, K.S.; Rahman, M. Diamond Turning. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Tyne, C.J.V., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; Volume 1, pp. 201–220. [Google Scholar] [CrossRef]
- Lucca, D.A.; Seo, Y.W. Effect of Tool Edge Geometry on Energy Dissipation in Ultraprecision Machining. Ann. CIRP 1993, 42, 83–86. [Google Scholar] [CrossRef]
- Shi, Z.; Li, Y.; Liu, Z.; Qiao, Y. Determination of minimum uncut chip thickness during micro-end milling Inconel 718 with acoustic emission signals and FEM simulation. Int. J. Adv. Manuf. Technol. 2018, 98, 37–45. [Google Scholar] [CrossRef]
- Mian, A.J.; Driver, N.; Mativenga, P.T. Chip formation in microscale milling and correlation with acoustic emission signal. Int. J. Adv. Manuf. Technol. 2011, 56, 63–78. [Google Scholar] [CrossRef]
- Abeni, A.; Loda, D.; Özel, T.; Attanasio, A. Analytical force modelling for micro milling additively fabricated Inconel 625. Prod. Eng. 2020, 14, 613–627. [Google Scholar] [CrossRef]
- Abeni, A.; Ginestra, P.S.; Attanasio, A. Micro-milling of Selective Laser Melted Stainless Steel. In Selected Topics in Manufacturing; Lecture Notes in Mechanical Engineering; Ceretti, E., Tolio, T., Eds.; Springer: Cham, Switzerland, 2021; Volume 1, pp. 1–12. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Kumar, A.S. Material perspective on the evolution of micro- and nano-scale cutting of metal alloys. J. Micromanufacturing 2018, 1, 97–114. [Google Scholar] [CrossRef]
- Jawahir, I.; Van Luttervelt, C. Recent developments in chip control research and applications. CIRP Ann. 1993, 42, 659–693. [Google Scholar] [CrossRef]
- Ng, C.K.; Melkote, S.N.; Rahman, M.; Kumar, A.S. Experimental study of micro- and nano-scale cutting of aluminum 7075-T6. Int. J. Mach. Tools Manuf. 2006, 46, 929–936. [Google Scholar] [CrossRef]
- Haque, R.; Imran, G.M.S.; Zaman, A.; Rahman, M.A. Influence of cutting parameters causing variation of surface roughness and chip characteristics of Mg AZ31B Alloy. J. Prod. Syst. Manuf. Sci. 2020, 1, 42–56. [Google Scholar]
- Korkmaz, M.E.; Yaşar, N. FEM modelling of turning of AA6061-T6: Investigation of chip morphology, chip thickness and shear angle. J. Prod. Syst. Manuf. Sci. 2020, 2, 50–58. [Google Scholar]
- Rahman, M.A.; Woon, K.S.; Venkatesh, V.C.; Rahman, M. Modelling of the combined microstructural and cutting edge effects in ultraprecision machining. CIRP Ann. 2018, 67, 129–132. [Google Scholar] [CrossRef]
- Rahman, M.A.; Rahman, M.; Kumar, A.S. Modelling of flow stress by correlating the material grain size and chip thickness in ultra-precision machining. Int. J. Mach. Tools Manuf. 2017, 123, 57–75. [Google Scholar] [CrossRef]
- Doman, D.A.; Warkentin, A.; Bauer, R. Finite element modeling approaches in grinding. Int. J. Mach. Tools Manuf. 2009, 49, 109–116. [Google Scholar] [CrossRef]
- Bridgman, P.; Šimon, I. Effects of very high pressures on glass. J. Appl. Phys. 1953, 24, 405–413. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Fang, F.; Chen, R. A numerical study on the material removal and phase transformation in the nanometric cutting of silicon. Appl. Surf. Sci. 2018, 455, 608–615. [Google Scholar] [CrossRef]
- Lee, W.B.; Cheung, C.F.; To, S. A microplasticity analysis of micro-cutting force variation in ultra-precision diamond turning. J. Manuf. Sci. Eng. 2002, 124, 170–177. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.A.; Rahman, M.; Mia, M.; Gupta, M.K.; Sen, B.; Ahmed, A. Investigation of the specific cutting energy and its effect in shearing dominant precision micro cutting. J. Mater. Process. Technol. 2020, 283, 116688. [Google Scholar] [CrossRef]
- Yuan, Z.J.; Lee, W.B.; Yao, Y.X.; Zhou, M. Effect of crystallographic orientation on cutting forces and surface quality in diamond cutting of single crystal. CIRP Ann. Manuf. Technol. 1994, 43, 39–42. [Google Scholar] [CrossRef]
- Yan, J.; Okuuchi, T. Chip morphology and surface integrity in ultraprecision cutting of yttria-stabilized tetragonal zirconia polycrystal. CIRP Ann. 2019, 68, 53–56. [Google Scholar] [CrossRef]
- Chaudhari, A.; Soh, Z.U.; Wang, H.; Kumar, A.S. Rehbinder effect in ultraprecision machining of ductile materials. Int. J. Mach. Tools Manuf. 2018, 133, 47–60. [Google Scholar] [CrossRef]
- Ramalingam, S.; Black, J.T. An electron microscopy study of chip formation. Metall. Mater. Trans. B 1973, 4, 1103–1112. [Google Scholar] [CrossRef]
- Djebara, A.; Zedan, Y.; Kouam, J.; Songmene, V. The Effect of the Heat Treatment on the Dust Emission during Machining of an Al-7Si-Mg Cast Alloys. J. Mater. Eng. Perform. 2013, 22, 3840–3853. [Google Scholar] [CrossRef] [Green Version]
- Rai, R.N.; Datta, G.L.; Chakraborty, M.; Chattopadhyay, A.B. A study on the machinability behaviour of Al–TiC composite prepared by in situ technique. Mater. Sci. Eng. A 2006, 428, 34–40. [Google Scholar] [CrossRef]
- Rahman, M.A.; Amrun, M.R.; Rahman, M.; Kumar, A.S. Effect of cutting edge radius on ‘burnishing-like’ mechanism in micromachining. Int. J. Precis. Technol. 2018, 8, 85–103. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Dornfeld, D.; Lee, D.E.; Min, S.; Sekiya, K.; Tezuka, R.; Yamane, Y. The influence of cutting edge sharpness on surface finish in facing with round nosed cutting tools. CIRP J. Manuf. Sci. Technol. 2008, 1, 70–75. [Google Scholar] [CrossRef] [Green Version]
- Lucca, D.A. Tribological Aspects of Ultraprecision and Nanometric Cutting. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.W., Eds.; Springer: Boston, MA, USA, 2013; pp. 3767–3771. [Google Scholar]
- Shinge, A.R.; Dabade, U.A. The Effect of Process Parameters on Material Removal Rate and Dimensional Variation of Channel Width in Micro-milling of Aluminium Alloy 6063 T6. Procedia Manuf. 2018, 20, 168–173. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Dogra, M.; Pruncu, C.I. Evaluation of tool wear, energy consumption, and surface roughness during turning of inconel 718 using sustainable machining technique. J. Mater. Res. Technol. 2020, 9, 5794–5804. [Google Scholar] [CrossRef]
- Lai, X.; Li, H.; Li, C.; Lin, Z.; Ni, J. Modelling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. Int. J. Mach. Tool Manuf. 2008, 48, 1–14. [Google Scholar] [CrossRef]
- Abouridouane, M.; Klocke, F.; Lung, D.; Adams, O. Size Effects in Micro Drilling Ferritic-Pearlitic Carbon Steels. Procedia CIRP 2012, 3, 91–96. [Google Scholar] [CrossRef] [Green Version]
- Boothroyd, G.; Knight, W.A. Fundamentals of Machining and Machine Tools, 2nd ed.; Marcel Dekker: New York, NY, USA, 1989; pp. 73–99. [Google Scholar]
- Zhang, X.; Arif, M.; Liu, K.; Kumar, A.S.; Rahman, M. A model to predict the critical undeformed chip thickness in vibration-assisted machining of brittle materials. Int. J. Mach. Tools Manuf. 2013, 69, 57–66. [Google Scholar] [CrossRef]
- Woon, K.S. Modeling of the Tool Edge Radius Effect. Ph.D. Thesis, NUS, Singapore, 2009. [Google Scholar]
- Yuan, Z.J.; Zhou, M.; Dong, S. Effect of Diamond Tool Sharpness on Minimum Cutting Thickness and Cutting Surface Integrity in Ultraprecision Machining. J. Mater. Process. Technol. 1996, 62, 327–330. [Google Scholar] [CrossRef]
- Smith, G.T. Cutting Tool Technology: Industrial Handbook; Springer: London, UK, 2008; pp. 291–297. [Google Scholar]
- Archenti, A.; Nicolescu, M. Accuracy analysis of machine tools using Elastically Linked Systems. CIRP Ann. 2013, 62, 503–506. [Google Scholar] [CrossRef]
- Yip, W.; To, S. Ductile and brittle transition behavior of titanium alloys in ultra-precision machining. Sci. Rep. 2018, 8, 3934. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heidari, M.; Yan, J. Nanometer-scale chip formation and surface integrity of pure titanium in diamond turning. Int. J. Adv. Manuf. Technol. 2018, 95, 479–492. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Micromachining | Macro Machining |
|---|---|---|
| Cutting Tool Insert | Sumitomo CBN (2NC-CCGW09T308) (−25° rake angle) | P type carbide (VCMT160408-SM) (7° rake angle) |
| Machine Tool | Ultra-precision lathe, Toshiba ULG-100C(H3) | Horizontal engine lathe, Model CS6266B |
| Cutting speed | 100 m/min | 70.6 m/min |
| Spindle speed | 636 rpm | 500 rpm |
| Feed rate | 1.61–96.72 µm/s | 0.75–1.50 mm/s |
| Feed ratio, FR (Feed/Lowest feed) | 1, 2, 8, 10, 40, 60 | 1, 1.22, 1.33, 1.44, 1.55, 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahman, M.A.; Bhuiyan, M.S.; Sharma, S.; Kamal, M.S.; Imtiaz, M.M.M.; Alfaify, A.; Nguyen, T.-T.; Khanna, N.; Sharma, S.; Gupta, M.K.; et al. Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy. Metals 2021, 11, 159. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010159
Rahman MA, Bhuiyan MS, Sharma S, Kamal MS, Imtiaz MMM, Alfaify A, Nguyen T-T, Khanna N, Sharma S, Gupta MK, et al. Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy. Metals. 2021; 11(1):159. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010159
Chicago/Turabian StyleRahman, M. Azizur, Md Shahnewaz Bhuiyan, Sourav Sharma, Mohammad Saeed Kamal, M. M. Musabbir Imtiaz, Abdullah Alfaify, Trung-Thanh Nguyen, Navneet Khanna, Shubham Sharma, Munish Kumar Gupta, and et al. 2021. "Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy" Metals 11, no. 1: 159. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010159