
Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation


Abstract
:1. Introduction
- A framework for determining the scanning resolution needed for digital quality assurance of welded joints that is assessed on non-load carrying tee joints. The resolution requirements can then be directly incorporated in production for continuous quality assurance of welded structures.
- A modelling approach to predict the fatigue strength probability distribution based on measured weld geometry variation.
2. Experimental Investigation
2.1. Topographic Scanning
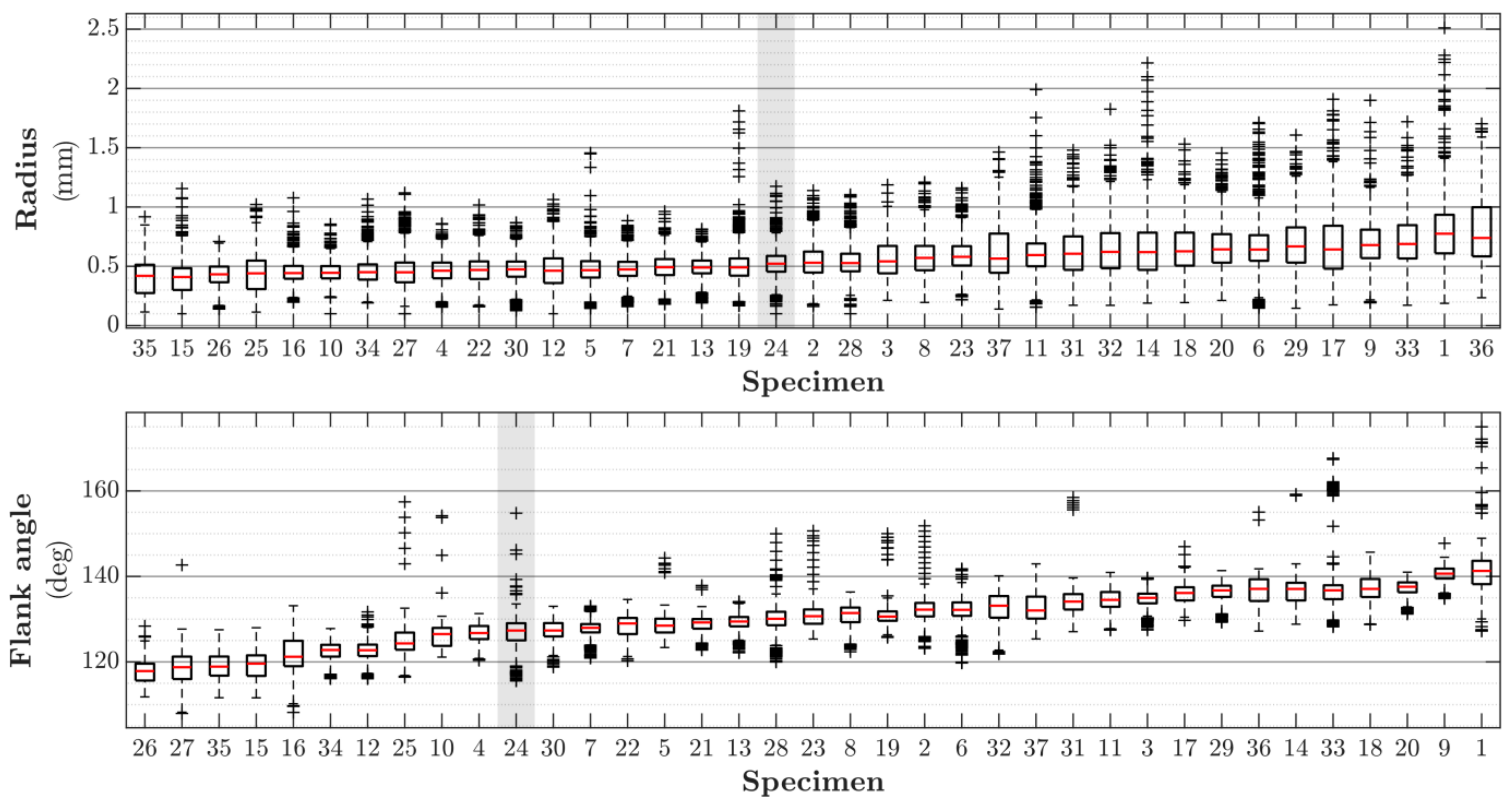
2.2. Weld Geometry Evaluation
2.3. Uniaxial Fatigue Testing
3. Probabilistic Fatigue Model
3.1. Weakest-Link Area Model
3.2. Multiaxial Considerations
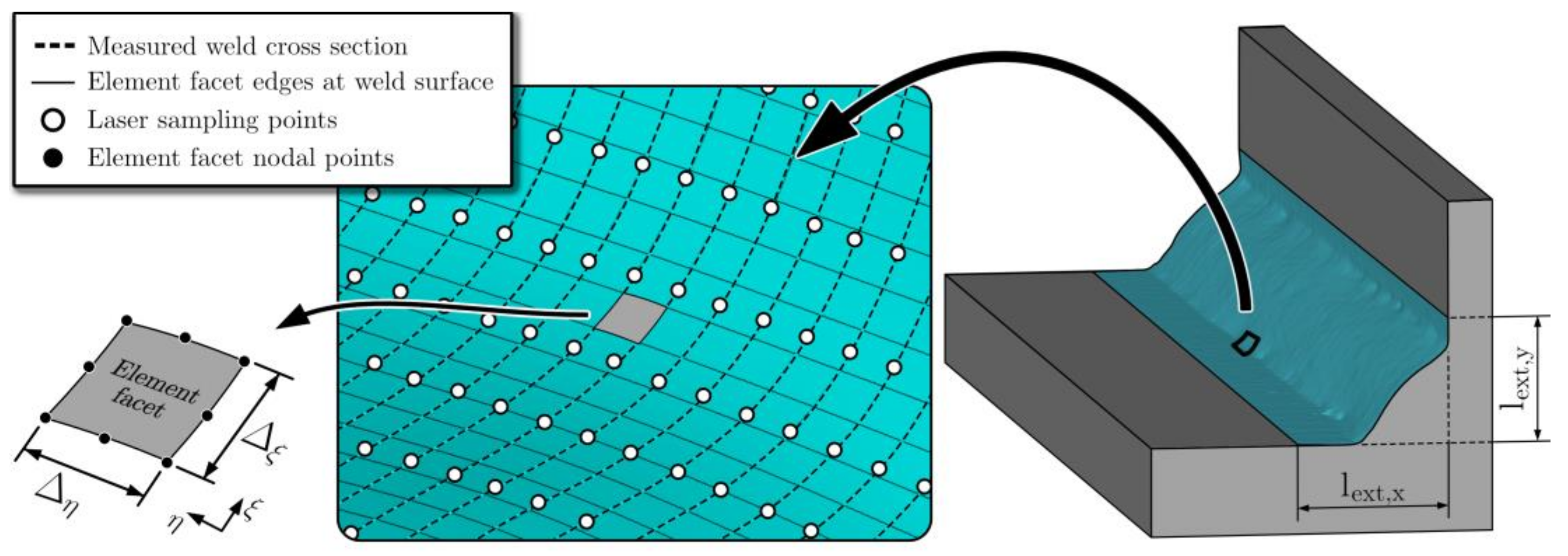
4. Numerical Implementation of True Weld Geometry
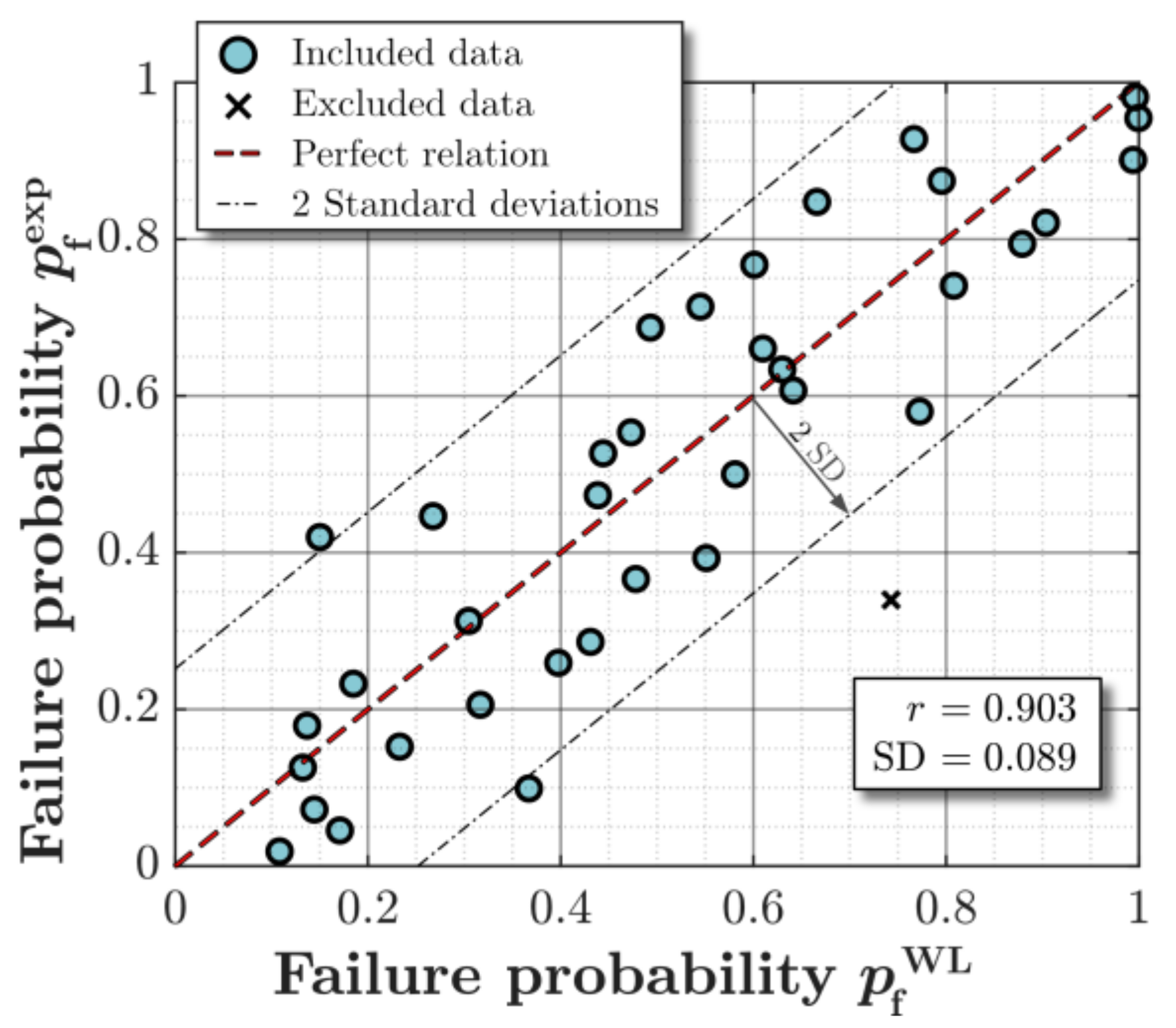
5. Evaluation of Failure Probability and Determination of Model Parameters
6. Influence of Sampling Resolution on Predicted Fatigue Failure Probability
6.1. Sampling-Induced Uncertainty in Computed Fatigue Failure Probability
6.2. Required Sampling Resolution
7. Concluding Remarks
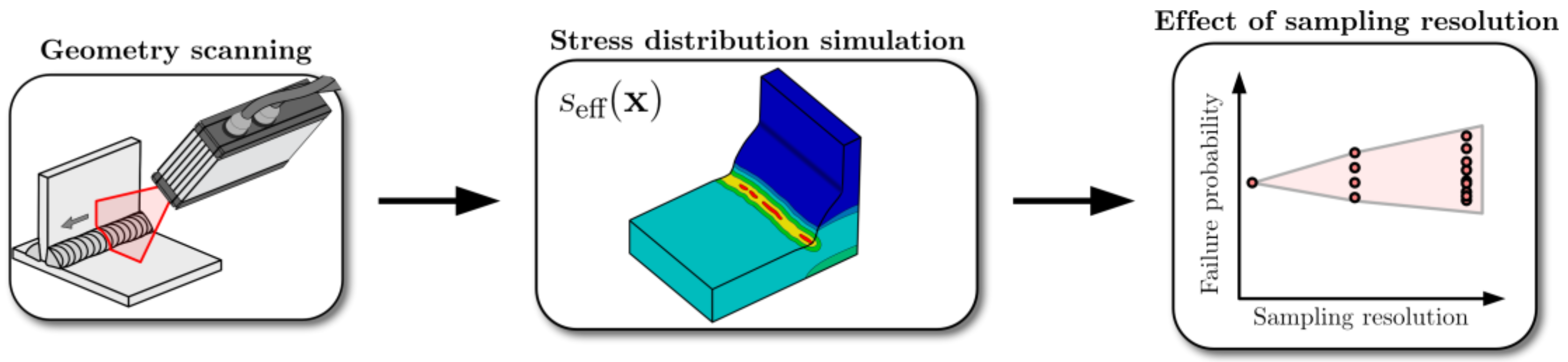
- Digital scanning—the local weld geometries of more than 50 welded tee joints were measured with a high resolution of 50 μm.
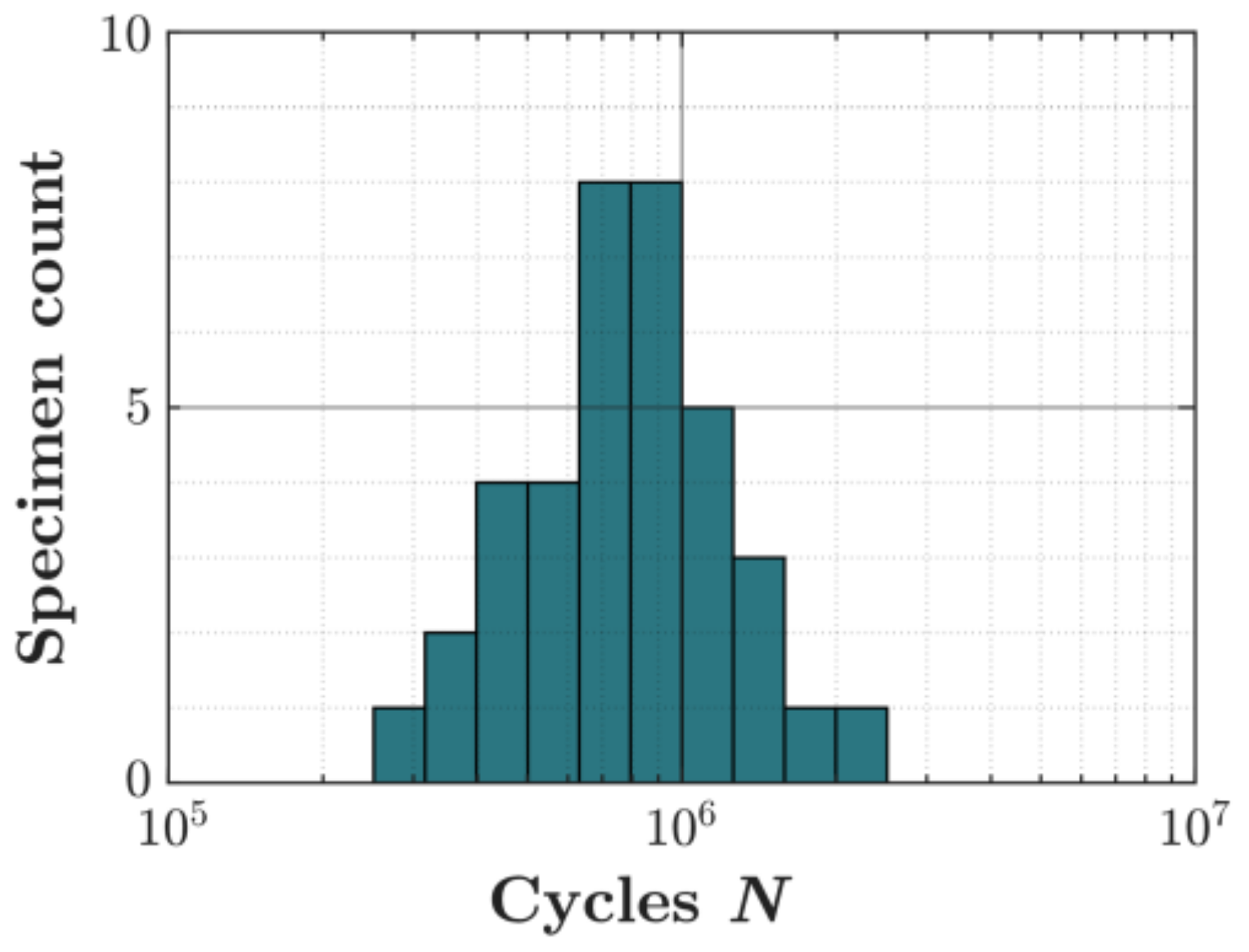
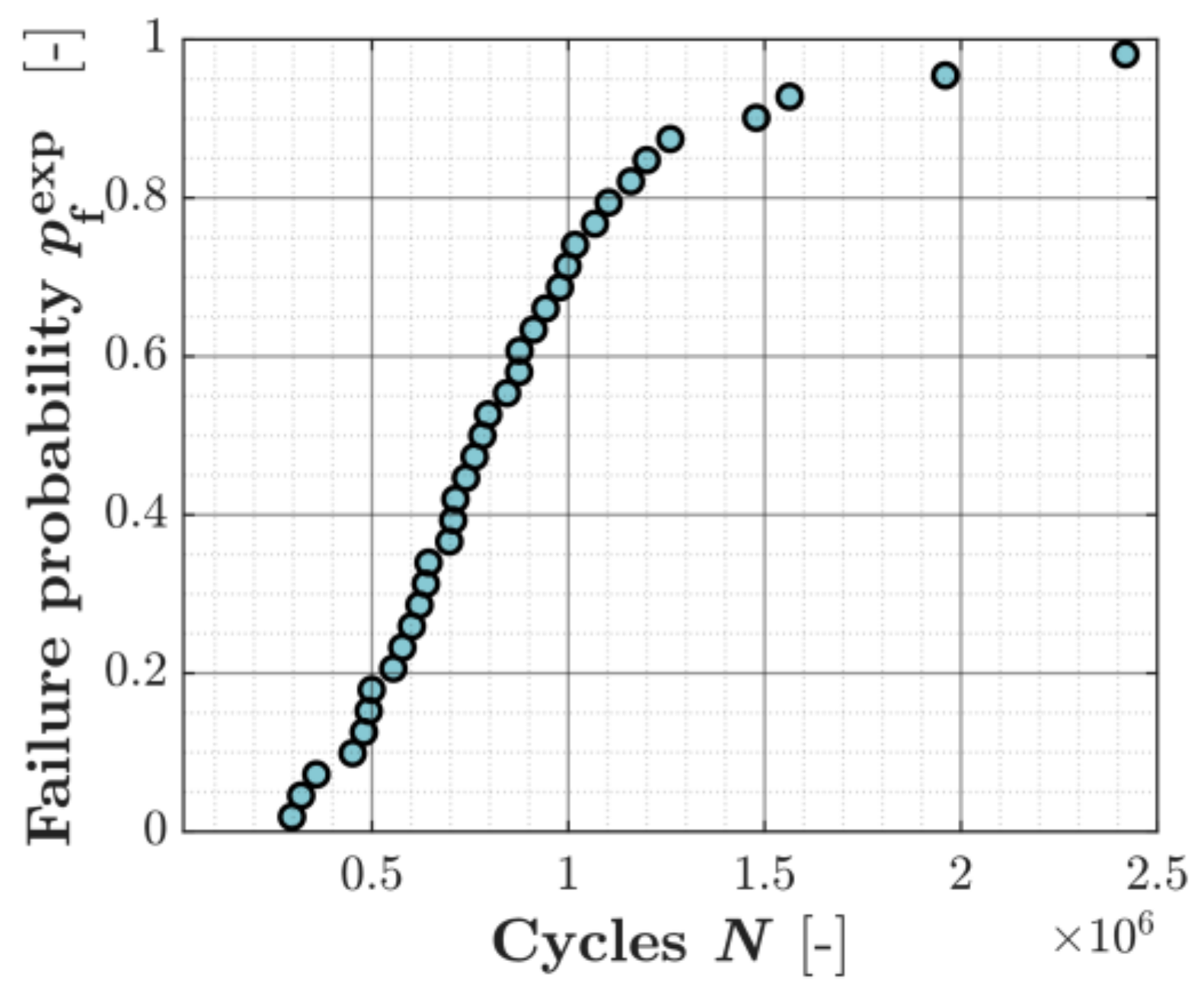
- Fatigue testing—all measured specimens were fatigue tested at the same load level. The experimental fatigue failure probability was computed using median rank for each specimen that failed within 5 million cycles.
- Finite-element analysis—for each of the failed specimens during fatigue testing, the local stresses on the weld surface were computed from FE analysis using the Digital scanning data of the weld topography.
- Weakest-link failure probability—a two-parameter weakest-link area model was applied to model the fatigue failure probability based on the local stresses computed from the finite element analysis. The weakest-link parameters were determined by fitting the model probabilities to the experimental probabilities determined from the fatigue testing.
- Sensitivity analysis—the sensitivity of the computed Weakest-link failure probability to a reduction in sampling resolution was studied based on an arbitrarily chosen specimen. The digital scanning data was down-sampled to sampling resolutions in the range of 100 μm to 5 mm with different scanning start positions. A finite-element analysis was performed for each of the down-sampled scanned geometries and the corresponding failure probability was computed. The error and uncertainty in the computed probabilities due to the down-sampling was quantified and the required sampling resolution was determined by setting an allowable mean error.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Weld toe angle | Number of sub-areas and number of defects | ||
| Weibull shape and scale parameter | |||
| Element facet dimension | Extension of reference area | ||
| Rotational degree of freedom | Basquin slope exponent | ||
| Plate angle | MSE | Mean square error | |
| Fitting parameter | Cycles to failure | ||
| Local reference system parameters | Number of scanning sequences | ||
| Weld toe radius | Number of tested specimens | ||
| Largest principal stress | Experimental failure probability | ||
| Weld throat thickness | Weakest-link failure probability | ||
| Reference surface area | Fatigue load ratio | ||
| Euler-Mascheroni constant | Pearson correlation coefficient | ||
| Translational degree of freedom | Effective stress amplitude | ||
| Fitting error | Equivalent stress amplitude | ||
| Applied nodal force | Specimen width | ||
| Weibull probability distribution | Spatial position |
References
- Mansour, R.; Zhu, J.; Edgren, M.; Barsoum, Z. A probabilistic model of weld penetration depth based on process parameters. Int. J. Adv. Manuf. Technol. 2019, 105, 499–514. [Google Scholar] [CrossRef] [Green Version]
- Tomaz, I.D.V.; Colaço, F.H.G.; Sarfraz, S.; Pimenov, D.Y.; Gupta, M.K.; Pintaude, G. Investigations on quality characteristics in gas tungsten arc welding process using artificial neural network integrated with genetic algorithm. Int. J. Adv. Manuf. Technol. 2021, 113, 3569–3583. [Google Scholar] [CrossRef]
- Jonsson, B.; Samuelsson, J.; Marquis, G.B. Development of weld quality criteria based on fatigue performance. Weld. World 2011, 55, 79–88. [Google Scholar] [CrossRef]
- Hammersberg, P.; Technology, M.; Olsson, H. Statistical evaluation of welding quality in production. In Proceedings of the Swedish Conference on Light Weight Optimized Welded Structures, Borlänge, Sweden, 24–25 March 2010; pp. 148–162. [Google Scholar]
- Stenberg, T.; Lindgren, E.; Barsoum, Z. Development of an algorithm for quality inspection of welded structures. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1033–1041. [Google Scholar] [CrossRef]
- Stenberg, T.; Barsoum, Z.; Åstrand, E.; Ericson Öberg, A.; Schneider, C.; Hedegård, J. Quality control and assurance in fabrication of welded structures subjected to fatigue loading. Weld. World 2017, 61, 1003–1015. [Google Scholar] [CrossRef] [Green Version]
- Barsoum, Z.; Stenberg, T.; Lindgren, E. Fatigue properties of cut and welded high strength steels-Quality aspects in design and production. Procedia Eng. 2018, 213, 470–476. [Google Scholar] [CrossRef]
- Hultgren, G.; Barsoum, Z. Fatigue assessment in welded joints based on geometrical variations measured by laser scanning. Weld. World 2020, 64, 1825–1831. [Google Scholar] [CrossRef]
- Stasiuk, P.; Karolczuk, A.; Kuczko, W. Analysis of correlation between stresses and fatigue lives of welded steel specimens based on real three-dimensional weld geometry. Acta Mech. Autom. 2016, 10, 12–16. [Google Scholar] [CrossRef] [Green Version]
- Alam, M.M.; Barsoum, Z.; Jonsén, P.; Kaplan, A.F.H.; Häggblad, H.Å. The influence of surface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet joints. Appl. Surf. Sci. 2010, 256, 1936–1945. [Google Scholar] [CrossRef]
- Lang, R.; Lener, G.; Schmid, J.; Ladinek, M. Welded seam evaluation based on 3D laser scanning—Practical application of mobile laser scanning systems for surface analysis of welds—Part 1. Stahlbau 2016, 85, 336–343. [Google Scholar] [CrossRef]
- Lang, R.; Lener, G. Assessment of welds based on 3D laser scanning. Practical application of a mobile laser scan system for the surface assessment of welds—Part 2. Stahlbau 2016, 85, 395–408. [Google Scholar] [CrossRef]
- Lang, R.; Lener, G. Application and comparison of deterministic and stochastic methods for the evaluation of welded components’ fatigue lifetime based on real notch stresses. Int. J. Fatigue 2016, 93, 184–193. [Google Scholar] [CrossRef]
- Lener, G.; Lang, R.; Ladinek, M.; Timmers, R. A numerical method for determining the fatigue strength of welded joints with a significant improvement in accuracy. Procedia Eng. 2018, 213, 359–373. [Google Scholar] [CrossRef]
- Vuherer, T.; Maruschak, P.; Samardžić, I. Behaviour of coarse grain heat affected zone (HAZ) during cycle loading. Metalurgija 2012, 51, 301–304. Available online: https://hrcak.srce.hr/8 (accessed on 30 April 2021).
- Niederwanger, A.; Warner, D.H.; Lener, G. The utility of laser scanning welds for improving fatigue assessment. Int. J. Fatigue 2020, 140, 105810. [Google Scholar] [CrossRef]
- Kaffenberger, M.; Vormwald, M. Fatigue resistance of weld ends—Analysis of the notch stress using real geometry. Materwiss. Werksttech. 2011, 42, 874–880. [Google Scholar] [CrossRef]
- Kaffenberger, M.; Vormwald, M. Application ofthe notch stress concept to the real geometry ofweld end points. Materwiss. Werksttech. 2011, 42, 289–297. [Google Scholar] [CrossRef]
- Hou, C.Y. Fatigue analysis of welded joints with the aid of real three-dimensional weld toe geometry. Int. J. Fatigue 2007, 29, 772–785. [Google Scholar] [CrossRef]
- Hou, C.Y. Computer simulation of weld toe stress concentration factor sequence for fatigue analysis. Int. J. Struct. Integr. 2019, 10, 792–808. [Google Scholar] [CrossRef]
- Chaudhuri, S.; Crump, J.; Reed, P.A.S.; Mellor, B.G. High-resolution 3D weld toe stress analysis and ACPD method for weld toe fatigue crack initiation. Weld. World 2019, 63, 1787–1800. [Google Scholar] [CrossRef] [Green Version]
- Aldén, R.; Barsoum, Z.; Vouristo, T.; Al-Emrani, M. Robustness of the HFMI techniques and the effect of weld quality on the fatigue life improvement of welded joints. Weld. World 2020, 64, 1947–1956. [Google Scholar] [CrossRef]
- Liinalampi, S.; Remes, H.; Lehto, P.; Lillemäe, I.; Romanoff, J.; Porter, D. Fatigue strength analysis of laser-hybrid welds in thin plate considering weld geometry in microscale. Int. J. Fatigue 2016, 87, 143–152. [Google Scholar] [CrossRef]
- Ladinek, M.; Niederwanger, A.; Lang, R.; Schmid, J.; Timmers, R.; Lener, G. The strain-life approach applied to welded joints: Considering the real weld geometry. J. Constr. Steel Res. 2018, 148, 180–188. [Google Scholar] [CrossRef]
- Ladinek, M.; Niederwanger, A.; Lang, R. An individual fatigue assessment approach considering real notch strains and local hardness applied to welded joints. J. Constr. Steel Res. 2018, 148, 314–325. [Google Scholar] [CrossRef]
- Lang, E.; Rudolph, J.; Beier, T.; Vormwald, M. Low Cycle Fatigue Behavior of Welded Components: A New Approach—Experiments and Numerical Simulation. In Proceedings of the Pressure Vessels and Piping Conference, Toronto, ON, Canada, 15–19 July 2012; pp. 289–298. [Google Scholar]
- Lang, E.; Rudolph, J.; Beier, H.T.; Vormwald, M. Geometrical influence of a butt weld in the low cycle fatigue regime. Procedia Eng. 2013, 66, 73–78. [Google Scholar] [CrossRef]
- Wormsen, A.; Sjödin, B.; Härkegård, G.; Fjeldstad, A. Non-local stress approach for fatigue assessment based on weakest-link theory and statistics of extremes. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 1214–1227. [Google Scholar] [CrossRef]
- Sandberg, D.; Mansour, R.; Olsson, M. Fatigue probability assessment including aleatory and epistemic uncertainty with application to gas turbine compressor blades. Int. J. Fatigue 2017, 95, 132–142. [Google Scholar] [CrossRef]
- Hultgren, G.; Mansour, R.; Barsoum, Z.; Olsson, M. Fatigue probability model for AWJ-cut steel including surface roughness and residual stress. J. Constr. Steel Res. 2021, 179, 106537. [Google Scholar] [CrossRef]
- Marquis, G.B.; Barsoum, Z. IIW Recommendations for the HFMI Treatment; IIW Collection; Springer: Singapore, 2016; ISBN 9789811025037. [Google Scholar]
- Winteria|Laser Scanning Systems for Quality Assurance. Available online: https://winteria.se (accessed on 7 April 2021).
- Benard, A.; Bos-Levenbach, E.C. Het uitzetten van waarnemingen op waarschijnlijkheids-papier. Stat. Neerl. 1953, 7, 163–173. [Google Scholar] [CrossRef] [Green Version]
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components; IIW Collection; Springer International Publishing: Cham, Switzerland, 2016; ISBN 9783319237565. [Google Scholar]
- Mansour, R.; Olsson, M. Efficient Reliability Assessment with the Conditional Probability Method. J. Mech. Des. Trans. ASME 2018, 140. [Google Scholar] [CrossRef]
- Hasofer, A.M.; Lind, N.C. Exact and Invariant Second-Moment Code Format. ASCE J. Eng. Mech. Div. 1974, 100, 111–121. [Google Scholar] [CrossRef]
- Mansour, R.; Olsson, M. A closed-form second-order reliability method using noncentral chi-squared distributions. J. Mech. Des. Trans. ASME 2014, 136. [Google Scholar] [CrossRef]
- Mansour, R.; Olsson, M. Response surface single loop reliability-based design optimization with higher-order reliability assessment. Struct. Multidiscip. Optim. 2016, 54, 63–79. [Google Scholar] [CrossRef]
- Hu, Z.; Du, X. Saddlepoint approximation reliability method for quadratic functions in normal variables. Struct. Saf. 2018, 71, 24–32. [Google Scholar] [CrossRef]
- Park, J.W.; Lee, I. A Study on Computational Efficiency Improvement of Novel SORM Using the Convolution Integration. J. Mech. Des. Trans. ASME 2018, 140. [Google Scholar] [CrossRef]
- Olsson, E.; Olander, A.; Öberg, M. Fatigue of gears in the finite life regime—Experiments and probabilistic modelling. Eng. Fail. Anal. 2016, 62, 276–286. [Google Scholar] [CrossRef]
- Tukey, J.W. Exploratory Data Analysis; Addison-Wesley: Boston, MA, USA, 1977; ISBN 978-0-201-07616-5. [Google Scholar]
- Genton, M.G.; Kleiber, W. Cross-Covariance Functions for Multivariate Geostatistics. Stat. Sci. 2015, 30, 147–163. [Google Scholar] [CrossRef]
- Mansour, R.; Kulachenko, A.; Chen, W.; Olsson, M. Stochastic Constitutive Model of Isotropic Thin Fiber Networks Based on Stochastic Volume Elements. Materials 2019, 12, 538. [Google Scholar] [CrossRef] [Green Version]
- Alzweighi, M.; Mansour, R.; Lahti, J.; Hirn, U.; Kulachenko, A. The influence of structural variations on the constitutive response and strain variations in thin fibrous materials. Acta Mater. 2021, 203, 116460. [Google Scholar] [CrossRef]
- Lanning, D.B.; Nicholas, T.; Palazotto, A. HCF notch predictions based on weakest-link failure models. Int. J. Fatigue 2003, 25, 835–841. [Google Scholar] [CrossRef]
- Tomaszewski, T.; Strzelecki, P.; Mazurkiewicz, A.; Musiał, J. Probabilistic Estimation of Fatigue Strength for Axial and Bending Loading in High-Cycle Fatigue. Materials 2020, 13, 1148. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Norberg, S.; Olsson, M. The effect of loaded volume and stress gradient on the fatigue limit. Int. J. Fatigue 2007, 29, 2259–2272. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Order i | Cycles [-] | Median Rank, | Failure Order i | Cycles | Median Rank, |
|---|---|---|---|---|---|
| 1 | 296319 | 0.0187 | 20 | 796070 | 0.5267 |
| 2 | 319754 | 0.0455 | 21 | 844067 | 0.5535 |
| 3 | 358569 | 0.0722 | 22 | 874843 | 0.5802 |
| 4 | 450880 | 0.0989 | 23 | 875982 | 0.6070 |
| 5 | 479592 | 0.1257 | 24 | 911631 | 0.6337 |
| 6 | 491902 | 0.1524 | 25 | 942420 | 0.6604 |
| 7 | 499422 | 0.1791 | 26 | 978798 | 0.6872 |
| 8 | 554425 | 0.2059 | 27 | 998173 | 0.7139 |
| 9 | 577447 | 0.2326 | 28 | 1017389 | 0.7406 |
| 10 | 601596 | 0.2594 | 29 | 1067794 | 0.7674 |
| 11 | 621224 | 0.2861 | 30 | 1102915 | 0.7941 |
| 12 | 637281 | 0.3128 | 31 | 1159417 | 0.8209 |
| 13 | 644313 | 0.3396 | 32 | 1199808 | 0.8476 |
| 14 | 697257 | 0.3663 | 33 | 1259817 | 0.8743 |
| 15 | 707011 | 0.3930 | 34 | 1478800 | 0.9010 |
| 16 | 712686 | 0.4198 | 35 | 1563887 | 0.9278 |
| 17 | 739705 | 0.4465 | 36 | 1960249 | 0.9545 |
| 18 | 761384 | 0.4733 | 37 | 2418827 | 0.9813 |
| 19 | 781303 | 0.5 |
| Parameter | Implemented Value |
|---|---|
| 4 mm | |
| 60 mm | |
| 10 mm | |
| 8 mm | |
| 6 mm | |
| 881.2 mm2 |
| Weakest-Link Fitting Parameters | Accuracy Metrics | ||
|---|---|---|---|
| β (-) | λ0 (MPa) | r | |
| 8.22 | 314 | 0.121 | 0.903 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hultgren, G.; Myrén, L.; Barsoum, Z.; Mansour, R. Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation. Metals 2021, 11, 822. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050822
Hultgren G, Myrén L, Barsoum Z, Mansour R. Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation. Metals. 2021; 11(5):822. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050822
Chicago/Turabian StyleHultgren, Gustav, Leo Myrén, Zuheir Barsoum, and Rami Mansour. 2021. "Digital Scanning of Welds and Influence of Sampling Resolution on the Predicted Fatigue Performance: Modelling, Experiment and Simulation" Metals 11, no. 5: 822. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050822