
Machine Learning-Based Models for the Estimation of the Energy Consumption in Metal Forming Processes

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
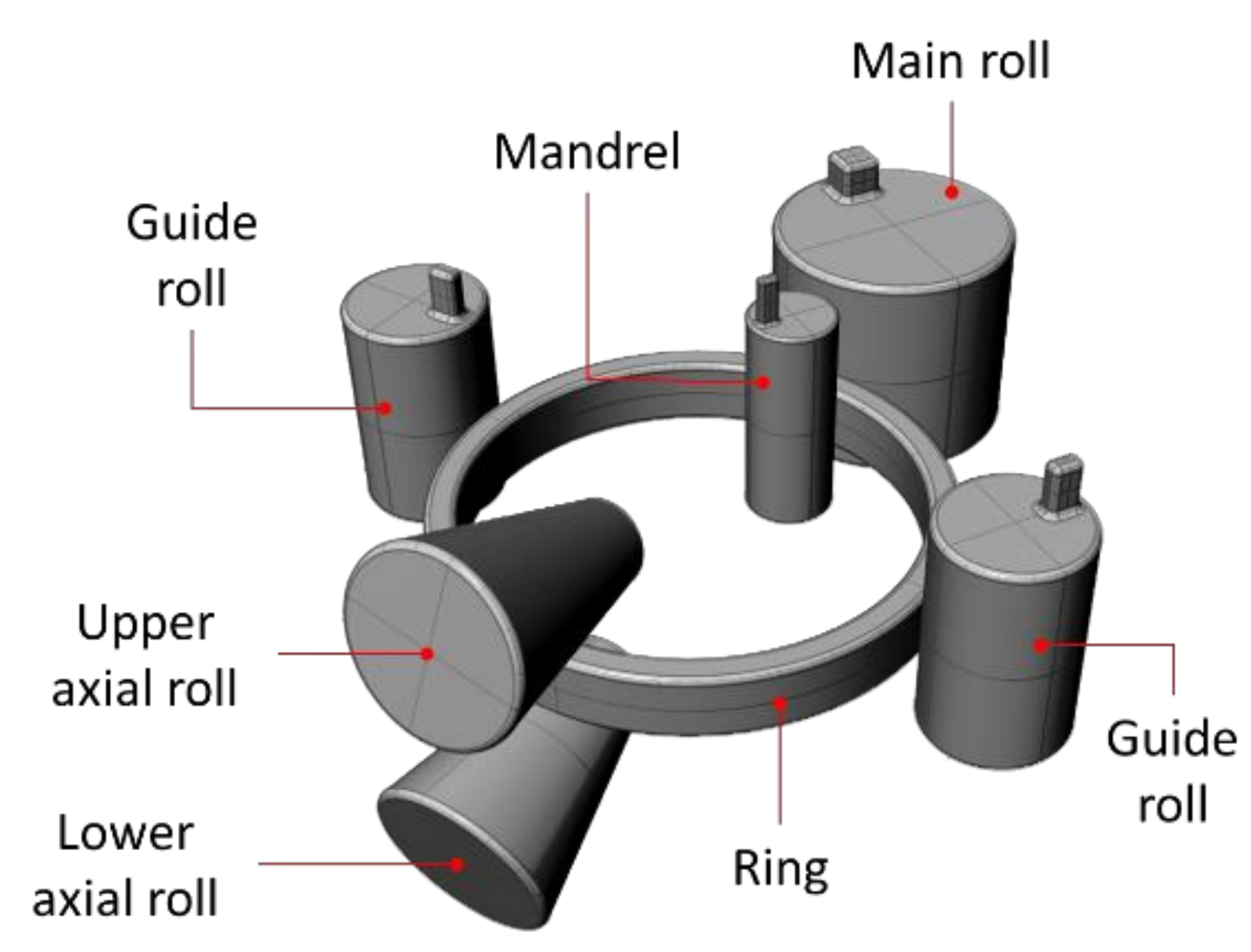
2.1. Finite Element Simulation Model Definition
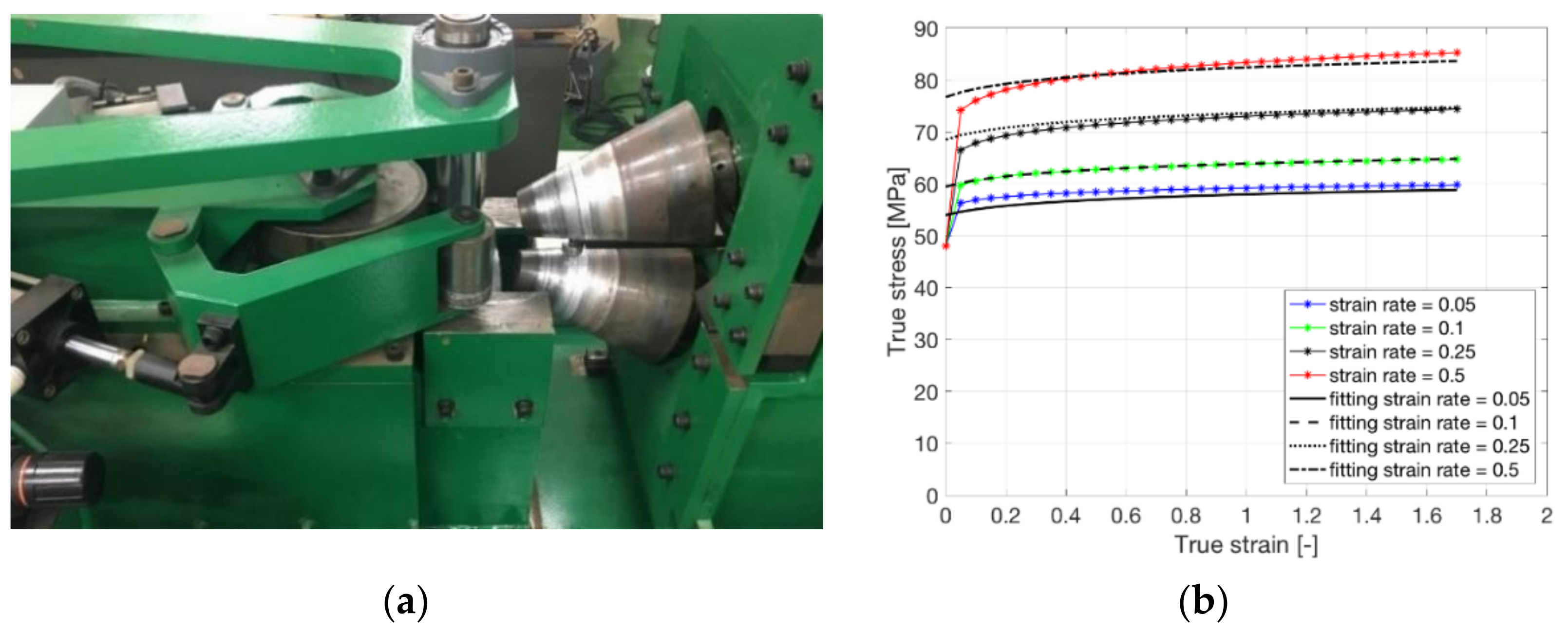
2.2. Materials
2.3. Radial-Axial Ring Rolling FEM Simulation Settings
3. Machine Learning Models Definition, Preprocessing, and Training
3.1. Linear Methods
3.2. Kernel Methods
3.3. Ensemble Methods
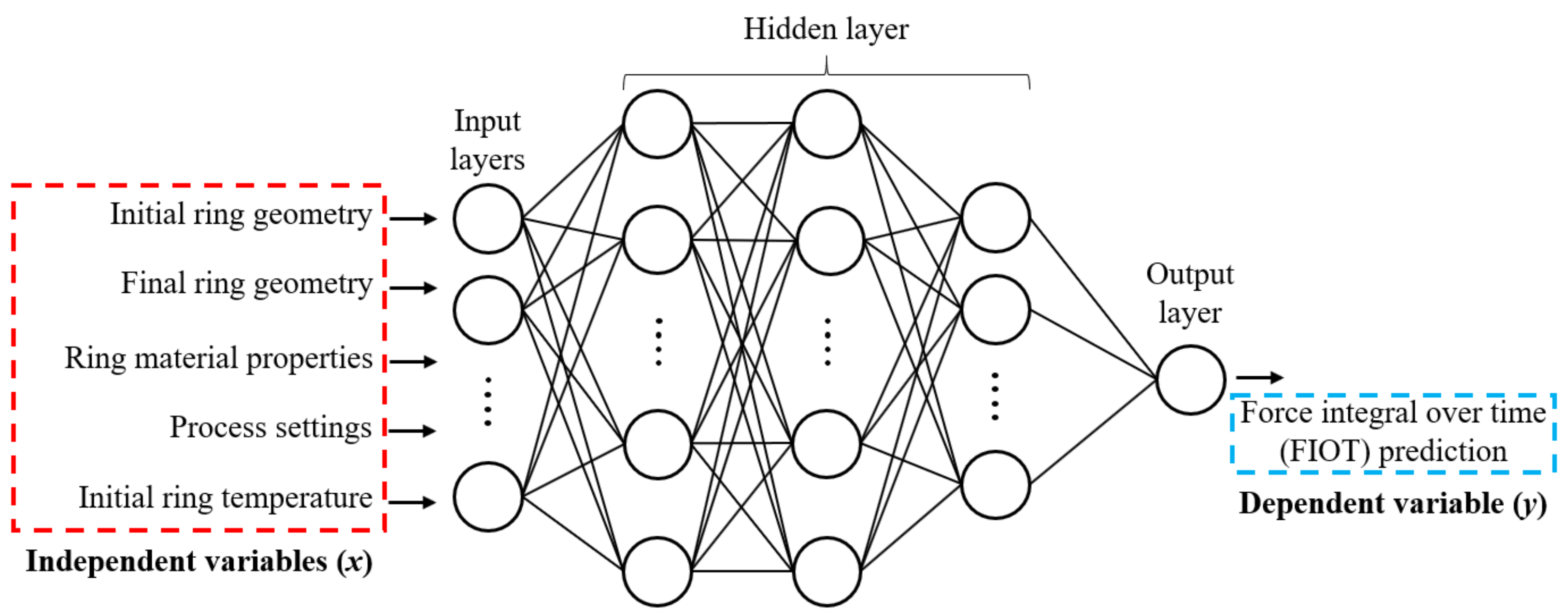
3.4. Artificial Neural Network Methods
3.5. Data Preprocessing and Machine Learning Algorithm Training
4. Results
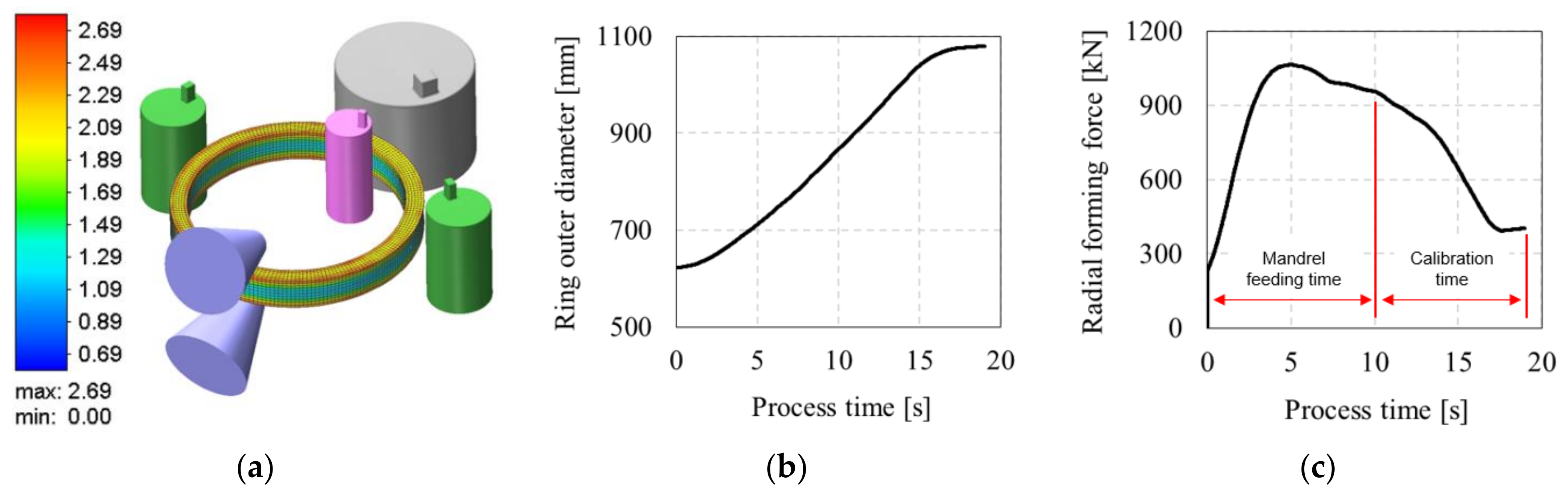
4.1. Thermo-Mechanical FEM Models Results
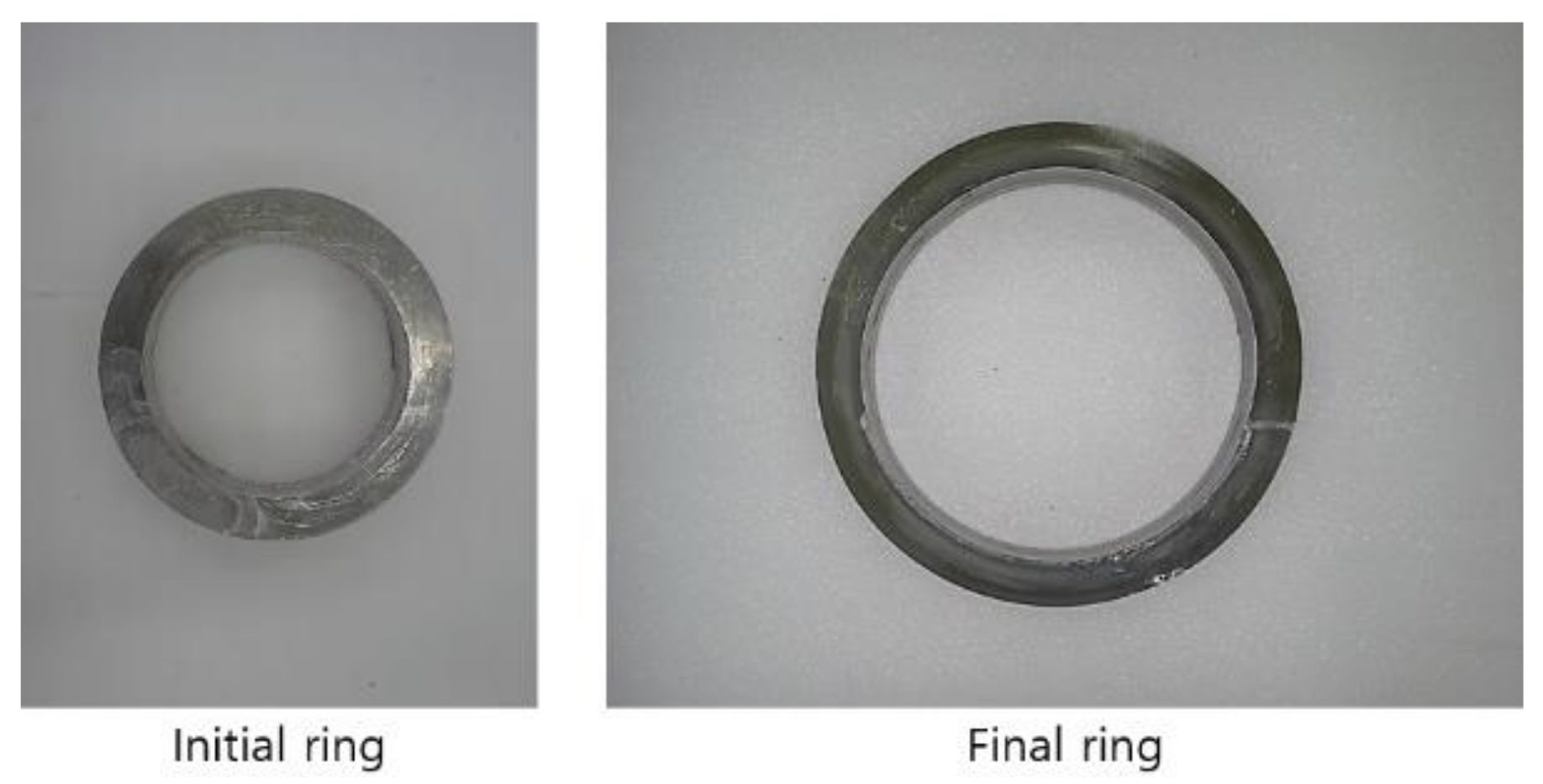
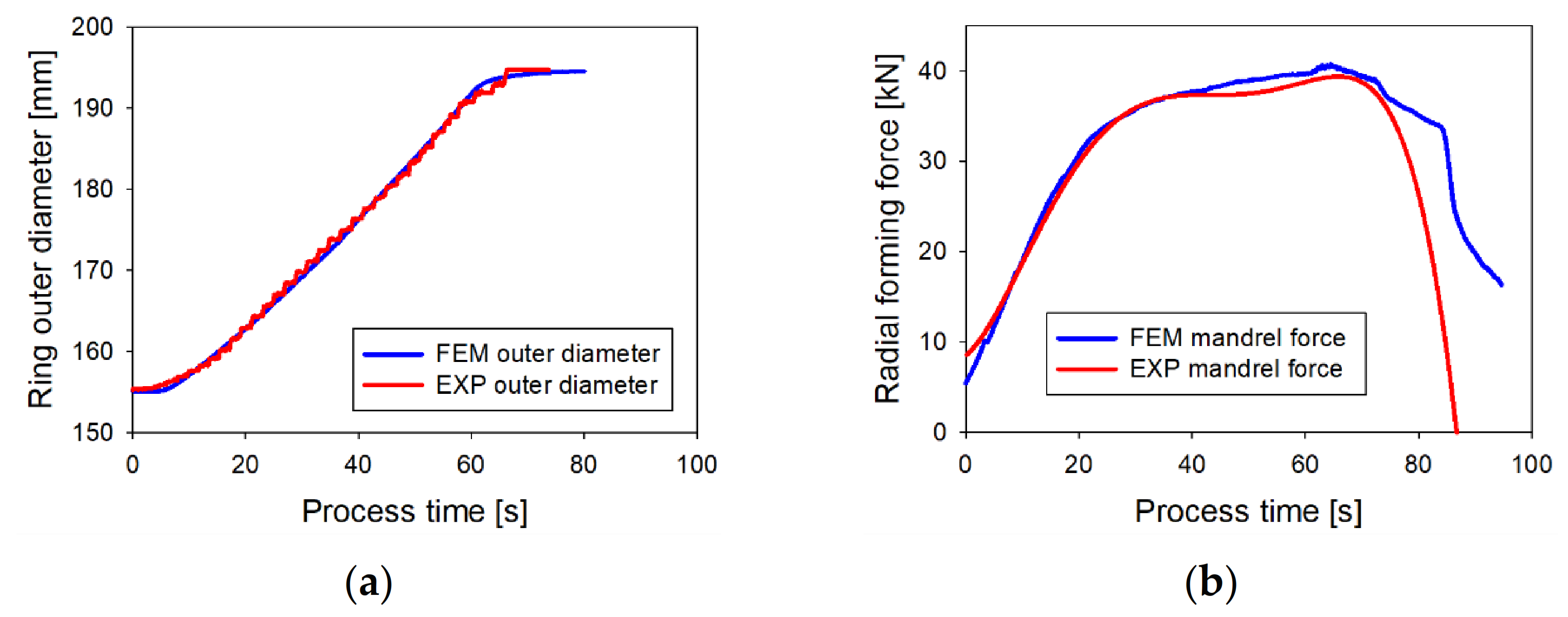
4.2. Thermo-Mechanical FEM Model Validation
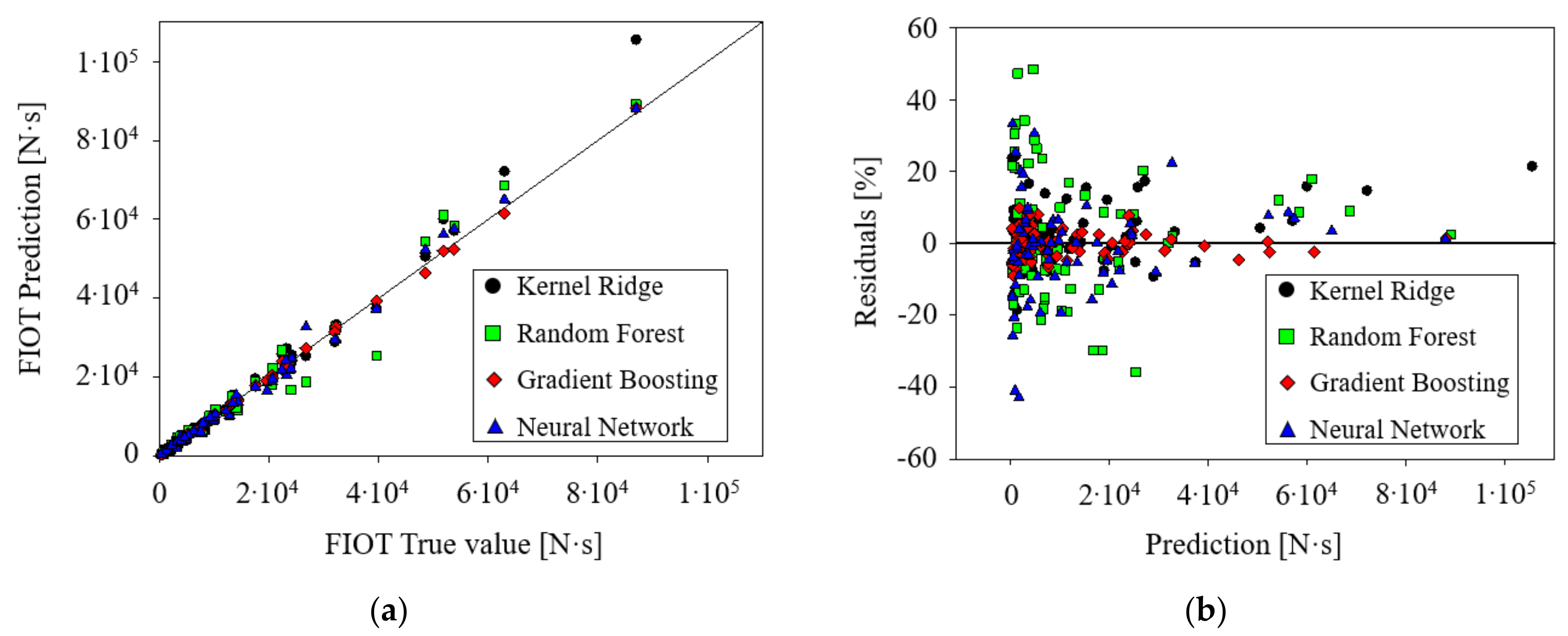
4.3. Energy Prediction Models Results and Validation
5. Discussion
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Summary of the Geometrical Settings for the ML Model Database

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 42CrMo4 | AlMgSi1 | IN-718 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| T [°C] | 900 | 1050 | 1200 | 300 | 375 | 450 | 980 | 1025 | 1070 | ||
| 2 | 2.05 | 944.7 | 2000 | 2000 | 2000 | - | - | - | - | - | - |
| 2.17 | 944.7 | - | - | - | 2000 | 2000 | 2000 | 2000 | 2000 | 2000 | |
| 2.24 | 897.7 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | |
| 2.55 | 909.3 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | |
| 2.56 | 876.2 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | |
| 2.75 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 3.11 | 621.6 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | |
| 3.37 | 897.7 | 1700 | - | - | - | - | - | - | - | - | |
| 3.60 | 550.9 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | |
| 4.09 | 575.3 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | |
| 4.88 | 518.9 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | |
| 5.65 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 5.67 | 897.7 | 1700 | - | - | - | - | - | - | - | - | |
| 5.70 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 5.73 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 3 | 2.92 | 944.7 | 2000 | 2000 | 2000 | - | - | - | - | - | - |
| 3.27 | 944.7 | - | - | - | 2000 | 2000 | 2000 | 2000 | 2000 | 2000 | |
| 3.37 | 897.7 | - | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | 1700 | |
| 3.70 | 1049.3 | - | - | 2000 | - | - | - | - | - | - | |
| 3.75 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 3.82 | 909.3 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | |
| 3.83 | 876.2 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | |
| 3.85 | 944.5 | - | - | 2000 | - | - | - | - | - | - | |
| 4.10 | 875.7 | - | - | 2000 | - | - | - | - | - | - | |
| 4.50 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 4.60 | 621.6 | 1100 | 1100 | 1100 | - | - | 1100 | 1100 | 1100 | 1100 | |
| 5.15 | 668.7 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | |
| 5.25 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 5.39 | 550.9 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | |
| 5.50 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 621.6 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | ||
| 5.75 | 549.3 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 6.00 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 6.10 | 575.3 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | 1100 | |
| 6.85 | 518.9 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | 800 | |
| 7.50 | 510.9 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 7.60 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 8.50 | 490.5 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | 650 | |
| 42CrMo4 | AlMgSi1 | IN-718 | |||||||||
| T [°C] | 900 | 1050 | 1200 | 300 | 375 | 450 | 980 | 1025 | 1070 | ||
| 5 | 4.09 | 575.3 | 1100 | - | - | ||||||
| 4.85 | 944.7 | 2000 | 2000 | 2000 | |||||||
| 5.43 | 944.7 | - | - | - | |||||||
| 5.67 | 897.7 | - | 1700 | 1700 | |||||||
| 6.35 | 909.3 | 1400 | 1400 | 1400 | |||||||
| 6.38 | 876.2 | 1400 | 1400 | 1400 | |||||||
| 7.30 | 549.3 | 650 | 650 | 650 | |||||||
| 7.69 | 621.6 | 1100 | 1100 | 1100 | |||||||
| 8.97 | 550.9 | 800 | 800 | 800 | |||||||
| 10.04 | 575.3 | - | 1100 | 1100 | |||||||
| 12.12 | 518.9 | 800 | 800 | 800 | |||||||
| 13.70 | 490.5 | 650 | 650 | 650 | |||||||
| 14.00 | 490.5 | 650 | 650 | 650 | |||||||
| 14.15 | 490.5 | 650 | 650 | 650 | |||||||
Appendix B
| Parameters | |||||
|---|---|---|---|---|---|
| Value | 92 | 0.1 | 0.03 | 0.015 | 0.17 |

References
- Kim, N.; Machida, S.; Kobayashi, S. Ring rolling process simulation by the three dimensional finite element method. Int. J. Mach. Tools Manuf. 1990, 30, 569–577. [Google Scholar] [CrossRef]
- Eruc, E.; Shivpuri, R. A summary of ring rolling technology-1. Recent trends in machines, process and production lines. Int. J. Mach. Tools Manuf. 1992, 32, 379–398. [Google Scholar] [CrossRef]
- Lugora, C.F.; Bramley, A.N. Analysis of spread in ring rolling. Int. J. Mech. Sci. 1987, 29, 149–157. [Google Scholar] [CrossRef]
- Bruschi, S.; Casptto, S.; Dal Negro, T.; Bariani, P.P. Real-time prediction of geometrical distortions of hot-rolled steel rings during cooling. CIRP Ann. Manuf. Technol. 2005, 54, 229–232. [Google Scholar] [CrossRef]
- Guo, L.; Yang, H. Towards a steady forming condition for radial-axial ring rolling. Int. J. Mech. Sci. 2011, 53, 286–299. [Google Scholar] [CrossRef]
- Quagliato, L.; Berti, G.A. Mathematical definition of the 3D strain field of the ring in the radial-axial ring rolling process. Int. J. Mech. Sci. 2016, 115–116, 746–759. [Google Scholar] [CrossRef]
- Quagliato, L.; Berti, G.A. Temperature estimation and slip-line force analytical models for the estimation of the radial forming force in the RARR process of flat rings. Int. J. Mech. Sci. 2017, 123, 311–323. [Google Scholar] [CrossRef] [Green Version]
- Quagliato, L.; Berti, G.A.; Kim, D.; Kim, N. Slip line model for forces estimation in the radial-axial ring rolling process. Int. J. Mech. Sci. 2018, 138–139, 17–33. [Google Scholar] [CrossRef]
- Ryoo, J.S.; Yang, D.Y.; Johnson, W. The influence of process parameters on torque and load in ring rolling. J. Mech. Work. Technol. 1986, 12, 307–321. [Google Scholar] [CrossRef]
- Kalyani, A.; Anand, M.; Amol, D. The Effect of Force Parameter on Profile Ring Rolling Process. Int. J. Eng. Res. 2015, V4, 840–844. [Google Scholar]
- Kim, N.; Kim, H.; Jin, K. Optimal design to reduce the maximum load in ring rolling process. Int. J. Precis. Eng. Manuf. 2012, 13, 1821–1828. [Google Scholar] [CrossRef]
- Roesch, M.; Lukas, M.; Schultz, C.; Braunreuther, S.; Reinhart, G. An approach towards a cost-based production control for energy flexibility. Procedia CIRP 2019, 79, 227–232. [Google Scholar] [CrossRef]
- Unver, U.; Kara, O. Energy efficiency by determining the production process with the lowest energy consumption in a steel forging facility. J. Clean. Prod. 2019, 215, 1362–1370. [Google Scholar] [CrossRef]
- Meißner, M.; Massalski, L.; Wirtz, A.; Wiederkehr, P.; Myrzik, J. Representation of energy efficiency of energy converting production processes by process status indicators. Procedia CIRP 2019, 79, 221–226. [Google Scholar] [CrossRef]
- Larkiola, J.; Myllykoski, P.; Korhonen, A.S.; Cser, L. The role of neural networks in the optimisation of rolling processes. J. Mater. Process. Technol. 1998, 80–81, 16–23. [Google Scholar] [CrossRef]
- Giorleo, L.; Ceretti, E.; Giardini, C. Energy consumption reduction in Ring Rolling processes: A FEM analysis. Int. J. Mech. Sci. 2013, 74, 55–64. [Google Scholar] [CrossRef]
- Allegri, G.; Giorleo, L.; Ceretti, E.; Giardini, C. Driver roll speed influence in Ring Rolling process. Procedia Eng. 2017, 207, 1230–1235. [Google Scholar] [CrossRef]
- Berti, G.A.; Quagliato, L.; Monti, M. Set-up of radial–axial ring-rolling process: Process worksheet and ring geometry expansion prediction. Int. J. Mech. Sci. 2015, 99, 58–71. [Google Scholar] [CrossRef]
- Davey, K.; Ward, M.J. A practical method for finite element ring rolling simulation using the ALE flow formulation. Int. J. Mech. Sci. 2002, 44, 165–190. [Google Scholar] [CrossRef]
- Lim, T.; Pillinger, I.; Hartley, P. A finite-element simulation of profile ring rolling using a hybrid mesh model. J. Mater. Process. Technol. 1998, 80–81, 199–205. [Google Scholar] [CrossRef]
- Kim, B.; Moon, H.; Kim, E.; Choi, M.; Joun, M. A dual-mesh approach to ring-rolling simulations with emphasis on remeshing. J. Manuf. Process. 2013, 15, 635–643. [Google Scholar] [CrossRef]
- Zhao, D.; Zhao, K.; Ren, D.; Guo, X. Ultrasonic Welding of Magnesium-Titanium Dissimilar Metals: A Study on Influences of Welding Parameters on Mechanical Property by Experimentation and Artificial Neural Network. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 031019. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.X.; Kumara, S. A Comparative Study on Machine Learning Algorithms for Smart Manufacturing: Tool Wear Prediction Using Random Forests. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 071018. [Google Scholar] [CrossRef]
- Tootooni, M.S.; Dsouza, A.; Donovan, R.; Rao, P.K.; Kong, Z.J.; Borgesen, P. Classifying the Dimensional Variation in Additive Manufactured Parts from Laser-Scanned Three-Dimensional Point Cloud Data Using Machine Learning Approaches. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 091005. [Google Scholar] [CrossRef]
- Wang, Z.; Chegdani, F.; Yalamarti, N.; Takabi, B.; Tai, B.; El Mansori, M.; Bukkapatnam, S. Acoustic emission characterization of natural fiber reinforced plastic composite machining using a Random Forest machine learning model. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 1–13. [Google Scholar] [CrossRef]
- Varghese, A.; Kulkarni, V.; Joshi, S.S. Tool life stage prediction in micro-milling from force signal analysis using machine learning methods. J. Manuf. Sci. Eng. Trans. ASME 2021, 143, 1–7. [Google Scholar] [CrossRef]
- Wang, D.; Xu, Y.; Duan, B.; Wang, Y.; Song, M.; Yu, H.; Liu, H. Intelligent recognition model of hot rolling strip edge defects based on deep learning. Metals 2021, 11, 223. [Google Scholar] [CrossRef]
- Marques, A.E.; Prates, P.A.; Pereira, A.F.G.; Oliveira, M.C.; Fernandes, J.V.; Ribeiro, B.M. Performance comparison of parametric and non-parametric regression models for uncertainty analysis of sheet metal forming processes. Metals 2020, 10, 457. [Google Scholar] [CrossRef] [Green Version]
- Palmieri, M.E.; Lorusso, V.D.; Tricarico, L. Robust optimization and kriging metamodeling of deep-drawing process to obtain a regulation curve of blank holder force. Metals 2021, 11, 319. [Google Scholar] [CrossRef]
- Winiczenko, R. Effect of friction welding parameters on the tensile strength and microstructural properties of dissimilar AISI 1020-ASTM A536 joints. Int. J. Adv. Manuf. Technol. 2015, 84, 941–955. [Google Scholar] [CrossRef] [Green Version]
- Friedman, J.; Hastie, T.; Tibshirani, R. Regularization Paths for Generalized Linear Models via Coordinate Descent. J. Stat. Softw. 2010, 33, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.J.; Koh, K.; Lustig, M.; Boyd, S.; Gorinevsky, D. An interior-point method for large-scale ℓ1-regularized least squares. IEEE J. Sel. Top. Signal Process. 2007, 1, 606–617. [Google Scholar] [CrossRef]
- Murphy, K.P. Machine Learning: A Probabilistic Perspective; Chapter 14.4.3; The MIT Press: Cambridge, MA, USA, 2012; pp. 492–493. [Google Scholar]
- Chang, C.-C.; Lin, C.J. A Library for Support Vector Machines. ACM Trans. Intell. Syst. Technol. 2019. article 27. [Google Scholar]
- Liu, Z.; Guo, Y. A hybrid approach to integrate machine learning and process mechanics for the prediction of specific cutting energy. CIRP Ann. 2018, 67, 57–60. [Google Scholar] [CrossRef]
- Torres-Barrán, A.; Alonso, Á.; Dorronsoro, J.R. Regression tree ensembles for wind energy and solar radiation prediction. Neurocomputing 2019, 326–327, 151–160. [Google Scholar] [CrossRef]
- Zhang, W.; Wu, C.; Zhong, H.; Li, Y.; Wang, L. Prediction of undrained shear strength using extreme gradient boosting and random forest based on Bayesian optimization. Geosci. Front. 2021, 12, 469–477. [Google Scholar] [CrossRef]
- Stanke, J.; Feuerhack, A.; Trauth, D.; Mattfeld, P.; Klocke, F. A predictive model for die roll height in fine blanking using machine learning methods. Procedia Manuf. 2018, 15, 570–577. [Google Scholar] [CrossRef]
- Olanrewaju, O.A.; Jimoh, A.A.; Kholopane, P.A. Integrated IDA-ANN-DEA for assessment and optimization of energy consumption in industrial sectors. Energy 2012, 46, 629–635. [Google Scholar] [CrossRef]
- Ruiz, L.G.B.; Rueda, R.; Cuéllar, M.P.; Pegalajar, M.C. Energy consumption forecasting based on Elman neural networks with evolutive optimization. Expert Syst. Appl. 2018, 92, 380–389. [Google Scholar] [CrossRef]
- Zhu, X.; Liu, D.; Yang, Y.; Hu, Y.; Zheng, Y. Optimization on cooperative feed strategy for radial-axial ring rolling process of Inco718 alloy by RSM and FEM. Chin. J. Aeronaut. 2016, 29, 831–842. [Google Scholar] [CrossRef] [Green Version]
- Hawkyard, J.B.; Johnson, W.; Kirkland, J.; Appleton, E. Analyses for roll force and torque in ring rolling, with some supporting experiments. Int. J. Mech. Sci. 1973, 15, 873–893. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft und Arbeitsbedarf Bildsamer Formgebungsverfahren, 1st ed.; Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1978. (In German) [Google Scholar]
- Bergstra, J.; Bengio, Y. Random search for hyper-parameter optimization. J. Mach. Learn. Res. 2012, 13, 281–305. [Google Scholar]
- Winiczenko, R.; Salat, R.; Awtoniuk, M. Estimation of tensile strength of ductile iron friction welded joints using hybrid intelligent methods. Trans. Nonferrous Met. Soc. China 2013, 23, 385–391. [Google Scholar] [CrossRef]
- Tieleman, T.; Hinton, G. Lecture 6.5-rmsprop: Divide the gradient by a running average of its recent magnitude. COURSERA Neural Netw. Mach. Learn. 2012, 4, 26–31. [Google Scholar]






| Parameters | Values |
|---|---|
| Radius of the main roll [mm] | 325 |
| Radius of the mandrel [mm] | 125 |
| Length of the axial rolls [mm] | 595.9 |
| Half of axial rolls vertex angle [°] | 17.5 |
| Temperature of the environment [°C] | 50 |
| Tool initial temperature [°C] | 150 |
| Friction factor mandrel and main roll [−] | 0.85 |
| Friction factor axial and guide rolls [−] | 0.6 |
| Ring Initial Geometries [mm] | Ring Final Geometries | ||||
|---|---|---|---|---|---|
| 490.5 | 325 | 188.8 | 650 | 530 | 180 |
| 510.9 | 325 | 156.2 | 650 | 505 | 145 |
| 549.3 | 325 | 112.2 | 650 | 450 | 100 |
| 518.9 | 325 | 195.4 | 800 | 680 | 180 |
| 550.9 | 325 | 175.4 | 800 | 645 | 155 |
| 575.3 | 325 | 218.7 | 1100 | 975 | 190 |
| 621.6 | 325 | 209.0 | 1100 | 930 | 170 |
| 621.6 | 325 | 209.0 | 1100 | 930 | 170 |
| 668.7 | 325 | 171.8 | 1100 | 855 | 122.5 |
| 876.2 | 600 | 208.2 | 1400 | 1220 | 180 |
| 909.3 | 600 | 221.3 | 1400 | 1190 | 190 |
| 897.7 | 600 | 209.4 | 1700 | 1530 | 170 |
| 875.7 | 600 | 226.3 | 2000 | 1875 | 190 |
| 944.5 | 600 | 232.4 | 2000 | 1820 | 180 |
| 944.7 | 600 | 232.4 | 2000 | 1820 | 180 |
| 1049.3 | 600 | 224.7 | 2000 | 1700 | 150 |
| Parameters | 42CrMo4 | IN 718 | AA6082 |
|---|---|---|---|
| Temperature range for the model [°C] | 800–1250 | 950–1100 | 200–530 |
| Strain range for the model [[–] | 0.05–2 | 0.05–2 | 0.05–0.9 |
| Strain rate range for the model [1/s] | 0.01–150 | 0.01–150 | 0.01–63 |
| C1 | 5290.5 | 10501.1 | 378.5 |
| C2 | −0.00370 | −0.00307 | −0.00492 |
| n1 | −0.00033 | −0.00018 | −0.00011 |
| n2 | 0.20612 | 0.54398 | −0.02573 |
| L1 | −8.26584 × 10−5 | −2.17606 × 10−5 | 6.03612 × 10−5 |
| L2 | 0.02891 | 0.02376 | −0.02548 |
| m1 | 0.000301 | −2.67316 × 10−6 | 0.000345 |
| m2 | −0.15618 | 0.09746 | −0.031501 |
| Parameters | 42CrMo4 | IN 718 | AA6082 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Initial temperature [°C] | 900 | 1050 | 1200 | 980 | 1025 | 1070 | 300 | 375 | 450 |
| Density [kg/m3] | 7847 | 8190 | 2695 | ||||||
| Young modulus [GPa] | 129 | 108 | 84 | 126 | 120 | 100 | 58 | 54 | 51 |
| Yield strength [MPa] | 126 | 50 | 40 | 216 | 187 | 161 | 101 | 82 | 67 |
| Thermal conductivity [W/(m·K)] | 28 | 29 | 30 | 29 | 30 | 31 | 200 | 208 | 214 |
| Specific heat capacity [J/(kg·K)] | 645 | 635 | 642 | 647 | 687 | 704 | 1032 | 1069 | 1120 |
| Model | Hyperparameters Values | Correlation Factor (R2) | ||
|---|---|---|---|---|
| Train Set | Test Set | |||
| Linear method | Ridge | 0.920 | 0.855 | |
| Lasso | 0.921 | 0.852 | ||
| Elastic Net | 0.953 | 0.921 | ||
| Kernel method | Kernel Ridge | 0.985 | 0.970 | |
| Support Vector Machine | 0.983 | 0.952 | ||
| Ensemble method | Random Foresting | 0.995 | 0.971 | |
| Gradient Boosting | 0.998 | 0.996 | ||
| Artificial Neural Network method | Artificial Neural Network (ANN) | 0.993 | 0.992 | |
| Model | Maximum Residual | Average Residual |
|---|---|---|
| Kernel Ridge | 24.28% | 6.93% |
| Random Forest | 48.44% | 13.08% |
| Gradient Boosting | 9.03% | 3.18% |
| Artificial Neural Network | 43.00% | 9.17% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirandola, I.; Berti, G.A.; Caracciolo, R.; Lee, S.; Kim, N.; Quagliato, L. Machine Learning-Based Models for the Estimation of the Energy Consumption in Metal Forming Processes. Metals 2021, 11, 833. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050833
Mirandola I, Berti GA, Caracciolo R, Lee S, Kim N, Quagliato L. Machine Learning-Based Models for the Estimation of the Energy Consumption in Metal Forming Processes. Metals. 2021; 11(5):833. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050833
Chicago/Turabian StyleMirandola, Irene, Guido A. Berti, Roberto Caracciolo, Seungro Lee, Naksoo Kim, and Luca Quagliato. 2021. "Machine Learning-Based Models for the Estimation of the Energy Consumption in Metal Forming Processes" Metals 11, no. 5: 833. https://0-doi-org.brum.beds.ac.uk/10.3390/met11050833