
Influence of Processing Route on the Surface Reactivity of Cu47Ti33Zr11Ni6Sn2Si1 Metallic Glass

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing and Characterization
2.2. Corrosion Experimental Methods
3. Results
3.1. Powder Production and AM-LPBF of Amorphous Samples
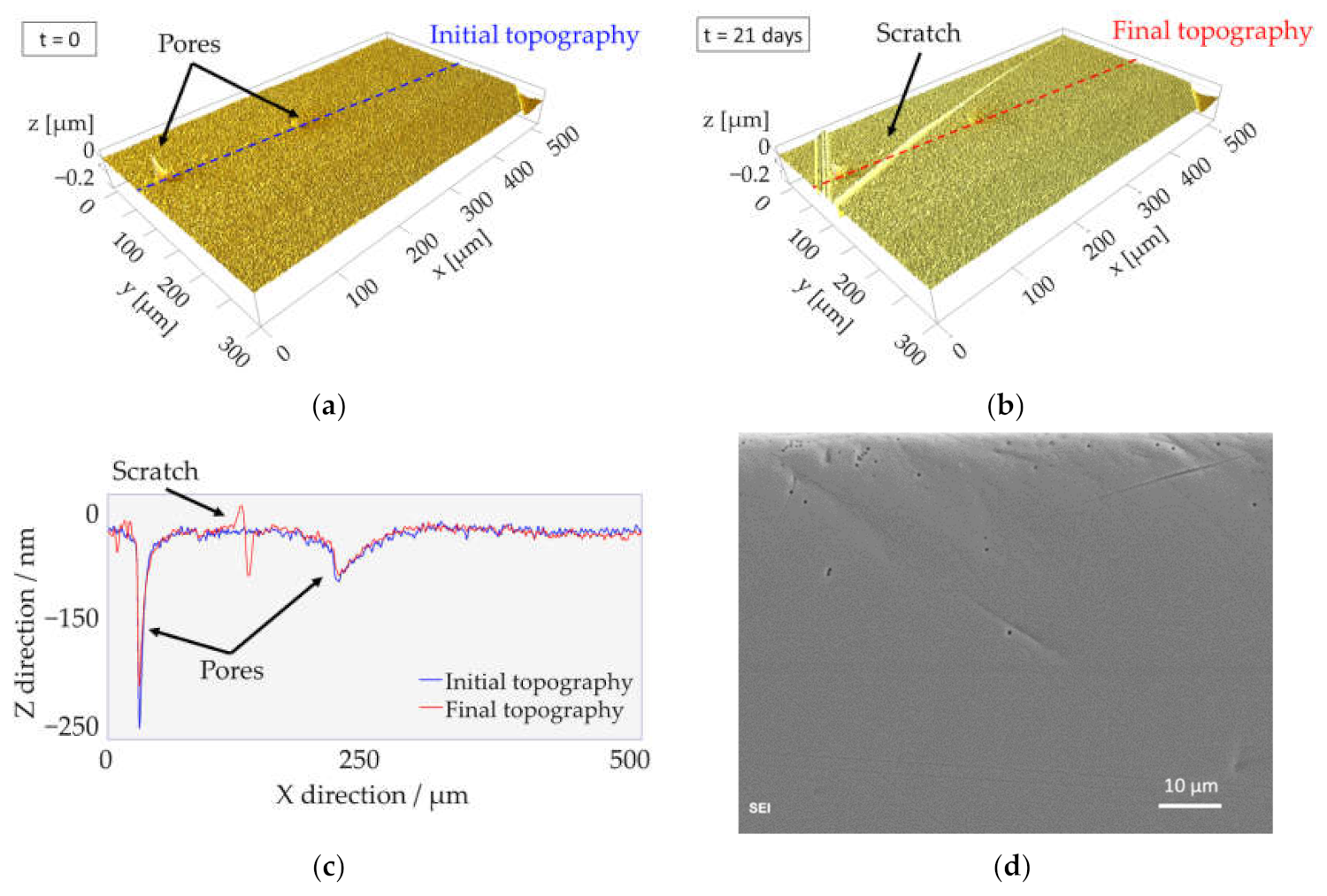
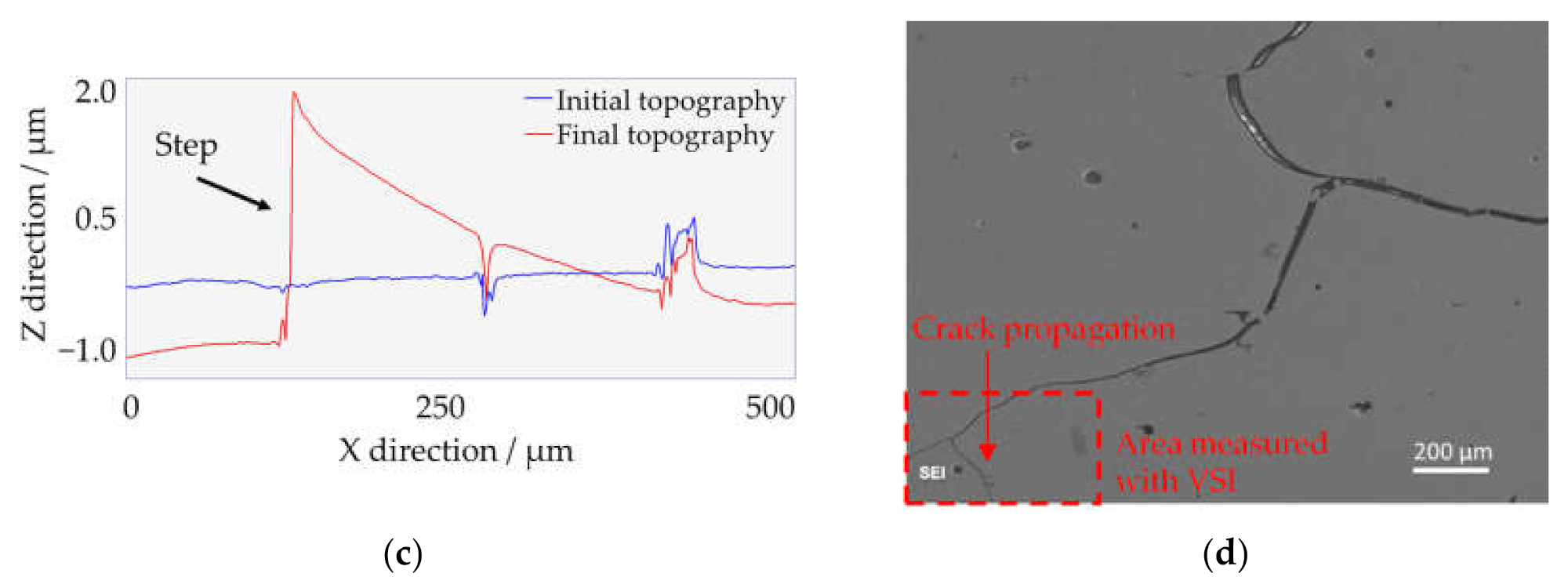
3.2. Surface Topography of Samples
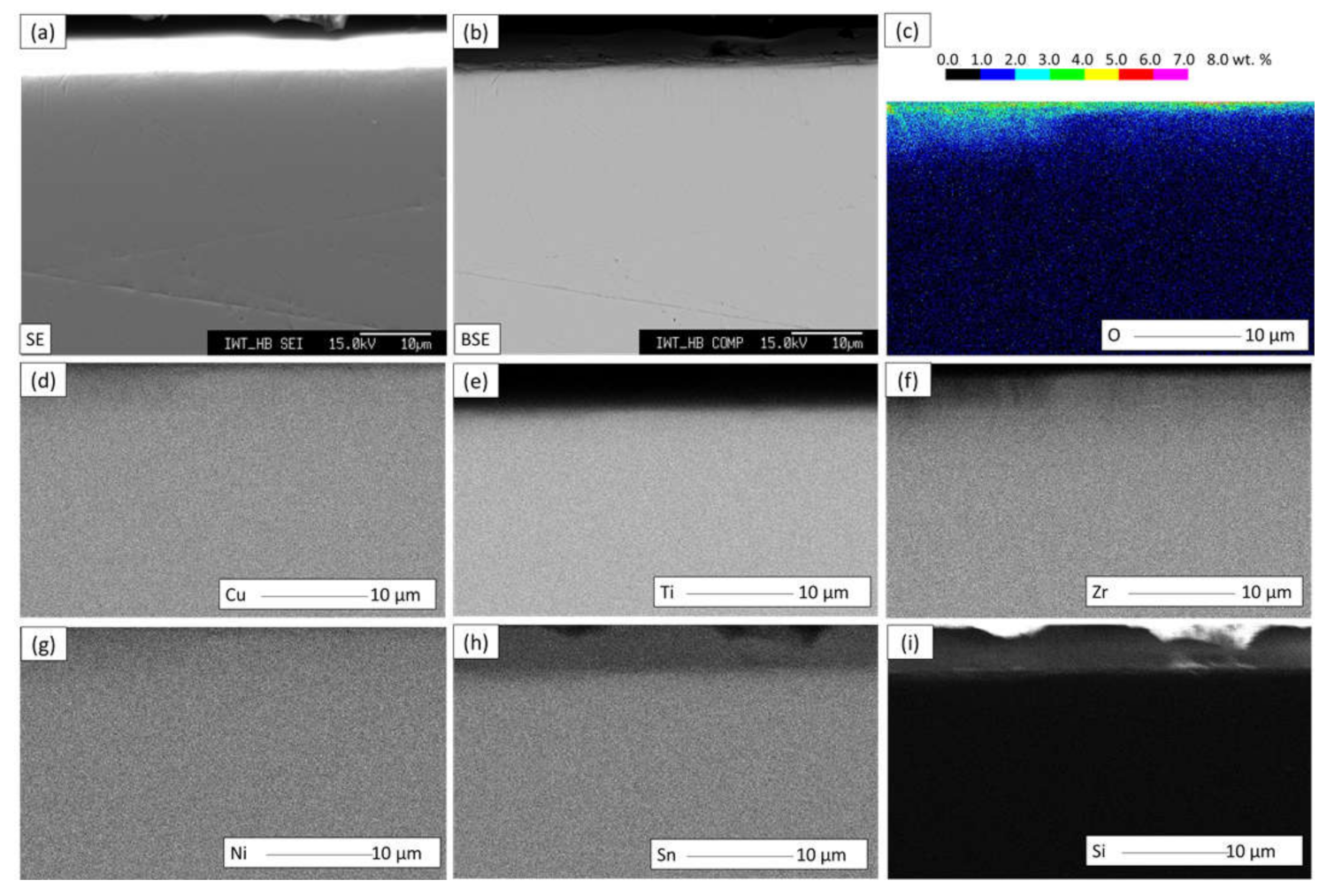
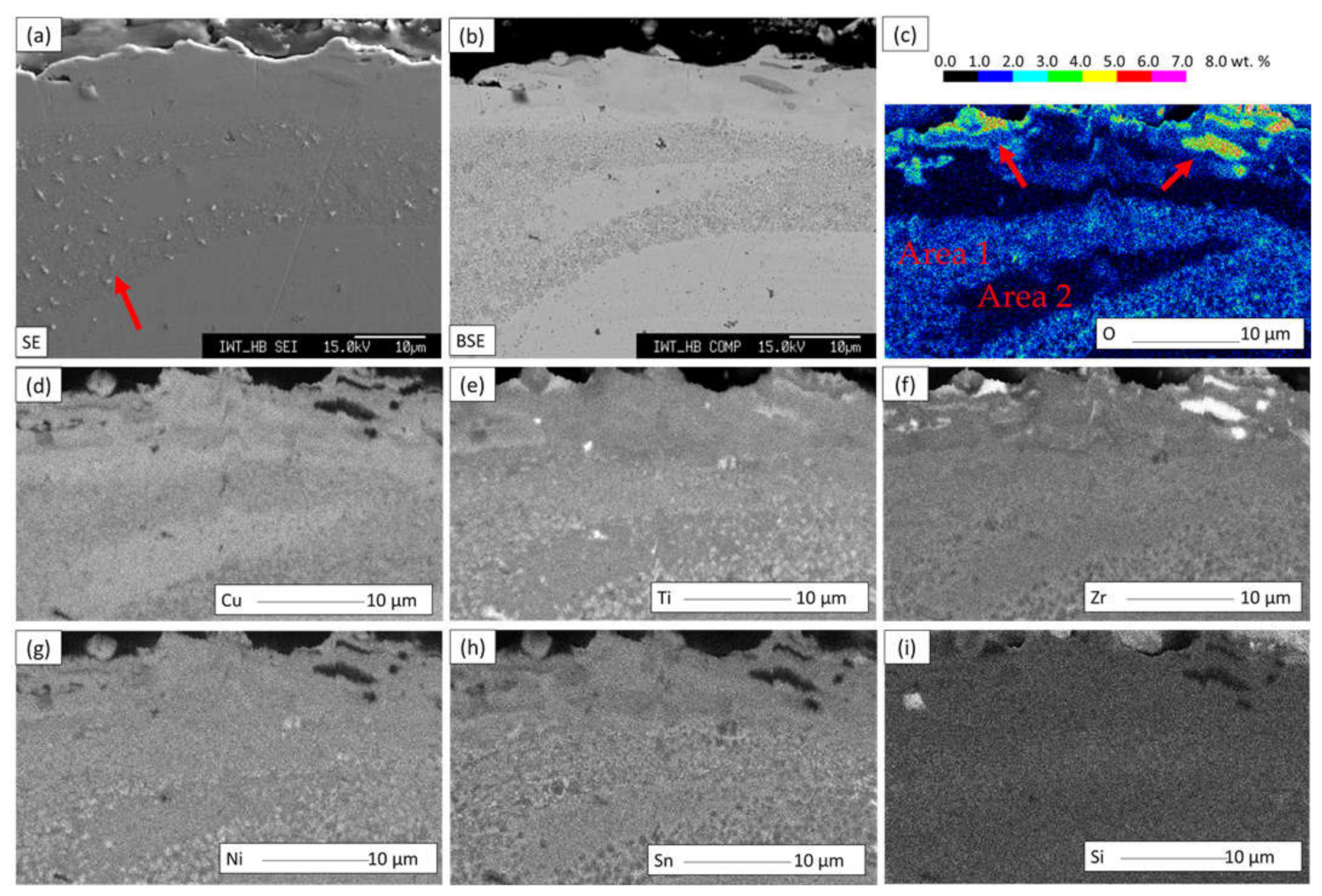
3.3. Surface Chemistry of Samples
4. Discussion
4.1. Fabrication Route Implications on the Oxygen Intake and Crystallization
4.2. Influence of Defects and Chemical Distribution on the Surface Reactivity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ashby, M.F.; Greer, A.L. Metallic glasses as structural materials. Scr. Mater. 2006, 54, 321–326. [Google Scholar] [CrossRef]
- Zander, D.; Heisterkamp, B.; Gallino, I. Corrosion resistance of Cu–Zr–Al–Y and Zr–Cu–Ni–Al–Nb bulk metallic glasses. J. Alloy. Compd. 2007, 434–435, 234–236. [Google Scholar] [CrossRef]
- Eisenbart, M.; Klotz, U.E.; Busch, R.; Gallino, I. A colourimetric and microstructural study of the tarnishing of gold-based bulk metallic glasses. Corros. Sci. 2014, 85, 258–269. [Google Scholar] [CrossRef]
- Stanojevic, S.; Gallino, I.; Aboulfadl, H.; Sahin, M.; Mücklich, F.; Busch, R. Oxidation of glassy Ni–Nb–Sn alloys and its influence on the thermodynamics and kinetics of crystallization. Acta Mater. 2016, 102, 176–186. [Google Scholar] [CrossRef]
- Deng, L.; Gebert, A.; Zhang, L.; Chen, H.Y.; Gu, D.D.; Kühn, U.; Zimmermann, M.; Kosiba, K.; Pauly, S. Mechanical performance and corrosion behaviour of Zr-based bulk metallic glass produced by selective laser melting. Mater. Des. 2020, 198, 108532. [Google Scholar] [CrossRef]
- Qin, C.L.; Zhang, W.; Asami, K.; Kimura, H.; Wang, X.M.; Inoue, A. A novel Cu-based BMG composite with high corrosion resistance and excellent mechanical properties. Acta Mater. 2006, 54, 3713–3719. [Google Scholar] [CrossRef]
- Qin, C.; Asami, K.; Zhang, T.; Zhang, W.; Inoue, A. Corrosion Behavior of Cu–Zr–Ti–Nb Bulk Glassy Alloys. Mater. Trans. 2003, 44, 749–753. [Google Scholar] [CrossRef] [Green Version]
- Asami, K.; Habazaki, H.; Inoue, A.; Hashimoto, K. Recent Development of Highly Corrosion Resistant Bulk Glassy Alloys. Mater. Sci. Forum 2005, 502, 225–230. [Google Scholar] [CrossRef]
- Scully, J.R.; Gebert, A.; Payer, J.H. Corrosion and related mechanical properties of bulk metallic glasses. J. Mater. Res. 2006, 22, 302–313. [Google Scholar] [CrossRef]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing metallic glasses by selective laser melting. Mater. Today 2013, 15, 37–41. [Google Scholar] [CrossRef]
- Mahbooba, Z.; Thorsson, L.; Unosson, M.; Skoglund, P.; West, H.; Horn, T.; Rock, C.; Vogli, E.; Harrysson, O. Additive manufacturing of an iron-based bulk metallic glass larger than the critical casting thickness. Appl. Mater. Today 2018, 11, 264–269. [Google Scholar] [CrossRef]
- Best, J.P.; Ostergaard, H.E.; Li, B.; Stolpe, M.; Yang, F.; Nomoto, K.; Hasib, M.T.; Muránsky, O.; Busch, R.; Li, X.; et al. Fracture and fatigue behaviour of a laser additive manufactured Zr-based bulk metallic glass. Addit. Manuf. 2020, 36, 101416. [Google Scholar] [CrossRef]
- Marattukalama, J.J.; Pacheco, V.; Karlsson, D.; Riekehr, L.; Lindwall, J.; Forsberg, F.; Jansson, U.; Sahlberg, M.; Hjörvarsson, B. Development of process parameters for selective laser melting of a Zr-based bulk metallic glass. Addit. Manuf. 2020, 33, 101124. [Google Scholar] [CrossRef]
- Luo, N.; Scheitler, C.; Ciftci, N.; Galgon, F.; Fu, Z.; Uhlenwinkel, V.; Schmidt, M.; Körner, C. Preparation of Fe-Co-B-Si-Nb bulk metallic glasses by laser powder bed fusion: Microstructure and properties. Mater. Charact. 2020, 162, 110206. [Google Scholar] [CrossRef]
- Wegner, J.; Kleszczynski, S.; Frey, M.; Hechler, S.; Witt, G.; Busch, R. Parameter study about processing Zr-based bulk metallic glass with Laser beam melting. In Proceedings of the 15th Rapid. Tech Conference Erfurt, München, Germany, 5–7 June 2018; pp. 345–360. [Google Scholar]
- Wegner, J.; Frey, M.; Kleszczynski, S.; Busch, R.; Witt, G. Influence of process gas during powder bed fusion with laser beam of Zr-based bulk metallic glasses. Procedia CIRP 2020, 94, 205–210. [Google Scholar] [CrossRef]
- Wegner, J.; Frey, M.; Piechotta, M.; Neuber, N.; Adam, B.; Platt, S.; Ruschel, L.; Schnell, N.; Riegler, S.S.; Jiang, H.-R.; et al. Influence of powder characteristics on the structural and the mechanical properties of additively manufactured Zr-based bulk metallic glass. Mater. Des. 2021, 209, 109976. [Google Scholar] [CrossRef]
- Buschow, K.H.J. Thermal Stability of Amorphous Ti-Cu alloys. Acta Metall. 1983, 31, 155–160. [Google Scholar] [CrossRef]
- Glade, S.C.; Busch, R.; Lee, D.S.; Johnson, W.L.; Wunderlich, R.K.; Fecht, H.J. Thermodynamics of Cu47Ti34Zr11Ni8, Zr52.5Cu17.9Ni14.6Al10Ti5 and Zr57Cu15.4Ni12.6Al10Nb5 bulk metallic glass forming alloys. J. Appl. Phys. 2000, 87, 7242–7248. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Fu, H.M.; Zhang, H.F.; Hu, Z.Q. In-Situ Cu-BASED Bulk Metallic Glass Composites. Int. J. Mod. Phys. B 2006, 20, 3963–3968. [Google Scholar] [CrossRef]
- Lin, H.M.; Wu, J.K.; Wang, C.C.; Lee, P.Y. The corrosion behavior of mechanically alloyed Cu–Zr–Ti bulk metallic glasses. Mater. Lett. 2008, 62, 2995–2998. [Google Scholar] [CrossRef]
- Qin, C.; Zhao, W.; Inoue, A. Glass Formation, Chemical Properties and Surface Analysis of Cu-Based Bulk Metallic Glasses. Int. J. Mol. Sci. 2011, 12, 2275–2293. [Google Scholar] [CrossRef] [Green Version]
- Dai, C.; Guo, H.; Shen, Y.; Li, Y.; Ma, E.; Xu, J. A new centimeter–diameter Cu-based bulk metallic glass. Scr. Mater. 2006, 54, 1403–1408. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, W.; Inoue, A. Preparation of Cu36Zr48Ag8Al8Bulk Metallic Glass with a Diameterof 25 mm by Copper Mold Casting. Mater. Trans. 2007, 48, 629–631. [Google Scholar] [CrossRef] [Green Version]
- Sander, G.; Tan, J.; Balan, P.; Gharbi, O.; Feenstra, D.R.; Singer, L.; Thomas, S.; Kelly, R.G.; Scully, J.R.; Birbilis, N. Corrosion of Additively Manufactured Alloys: A Review. Corrosion 2018, 74, 1318–1350. [Google Scholar] [CrossRef] [Green Version]
- Ouyang, D.; Li, N.; Liu, L. Structural heterogeneity in 3D printed Zr-based bulk metallic glass by selective laser melting. J. Alloy. Compd. 2018, 740, 603–609. [Google Scholar] [CrossRef]
- Best, J.P.; Evenson, Z.; Yang, F.; Dippel, A.-C.; Stolpe, M.; Gutowski, O.; Hasib, M.T.; Li, X.; Kruzic, J.J. Structural periodicity in laser additive manufactured Zr-based bulk metallic glass. Appl. Phys. Lett. 2019, 115. [Google Scholar] [CrossRef]
- Frey, M.; Wegner, J.; Neuber, N.; Reiplinger, B.; Bochtler, B.; Adam, B.; Ruschel, L.; Riegler, S.S.; Jiang, H.-R.; Kleszczynski, S.; et al. Thermoplastic forming of additively manufactured Zr-based bulk metallic glass: A processing route for surface finishing of complex structures. Mater. Des. 2021, 198, 109368. [Google Scholar] [CrossRef]
- Pauly, S.; Schricker, C.; Scudino, S.; Deng, L.; Kühn, U. Processing a glass-forming Zr-based alloy by selective laser melting. Mater. Des. 2017, 135, 133–141. [Google Scholar] [CrossRef]
- Park, E.S.; Lim, H.K.; Kim, W.T.; Kim, D.H. The effect of Sn addition on the glass-forming ability of Cu–Ti–Zr–Ni–Si metallic glass alloys. J. Non-Cryst. Solids 2002, 298, 15–22. [Google Scholar] [CrossRef]
- Bochtler, B. Thermophysical and Structural Investigations of a CuTi- and a Zr-Based Bulk Metallic Glass, the Influence of Minor Additions, and the Relation to Thermoplastic Forming. Ph.D. Thesis, University of Saarland, Saarbrücken, Germany, 2019. [Google Scholar]
- Heuer, J.; Lüttge, A. Kinetics of pipeline steel corrosion studied by Raman spectroscopy-coupled vertical scanning interferometry. Mater. Degrad. 2018, 2. [Google Scholar] [CrossRef]
- Ciftci, N.; Ellendt, N.; Soares Barreto, E.; Mädler, L.; Uhlenwinkel, V. Increasing the amorphous yield of {(Fe0.6Co0.4)0.75B0.2Si0.05}96Nb4 powders by hot gas atomization. Adv. Powder Technol. 2018, 29, 380–385. [Google Scholar] [CrossRef]
- Ciftci, N.; Ellendt, N.; Coulthard, G.; Soares Barreto, E.; Mädler, L.; Uhlenwinkel, V. Novel Cooling Rate Correlations in Molten Metal Gas Atomization. Metall. Mater. Trans. B 2019, 50, 666–677. [Google Scholar] [CrossRef]
- Ciftci, N. Cooling Strategies for the Atomization of Glass-Forming Alloys. Ph.D. Thesis, University of Bremen, Bremen, Germany, 2020. [Google Scholar]
- Fischer, C.; Arvidson, R.S.; Lüttge, A. How predictable are dissolution rates of crystalline material. Geochim. Cosmochim. Acta 2012, 98, 177–185. [Google Scholar] [CrossRef]
- Arvidson, R.S.; Fischer, C.; Sawyer, D.S.; Scott, G.D.; Natelson, D.; Lüttge, A. Lateral Resolution Enhancement of Vertical Scanning Interferometry by Sub-Pixel Sampling. Microsc. Microanal. 2014, 20, 90–98. [Google Scholar] [CrossRef]
- Heinrich, J.; Busch, R.; Müller, F.; Grandthyll, S.; Hüfner, S. Role of aluminum as an oxygen-scavenger in zirconium based bulk metallic glasses. Appl. Phys. Lett. 2012, 100, 071909. [Google Scholar] [CrossRef]
- Yu, J.S.; Zeng, Y.Q.; Fujita, T.; Hashizume, T.; Inoue, A.; Sakurai, T.; Chen, M.W. On the effect of impurities in metallic glass formation. Appl. Phys. Lett. 2010, 96, 141901. [Google Scholar] [CrossRef]
- Gallino, I.; Shah, M.B.; Busch, R. Enthalpy relaxation and its relation to the thermodynamics and crystallization of the Zr58.5Cu15.6Ni12.8Al10.3Nb2.8 bulk metallic glass-forming alloy. Acta Mater. 2007, 55, 1367–1376. [Google Scholar] [CrossRef]
- Gallino, I.; Cangialosi, D.; Evenson, Z.; Schmitt, L.; Hechler, S.; Stolpe, M.; Ruta, B. Hierarchical aging pathways and reversible fragile-to-strong transition upon annealing of a metallic glass former. Acta Mater. 2018, 144, 400–410. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Bulk Metallic Glasses, 1st ed.; CRC Press: Boca Raton, FL, USA, 2011; p. 565. [Google Scholar]
- Baca, N.; Conner, R.D.; Garrett, S.J. Corrosion behavior of oxide-covered Cu47Ti34Zr11Ni8(Vitreloy 101) inchloride-containing solutions. Mater. Sci. Eng. B 2014, 184, 105–112. [Google Scholar] [CrossRef]
- Coimbrao, D.D.; Zepon, G.; Koga, G.Y.; Godoy Perez, D.A.; Paes de Almeida, F.H.; Roche, V.; Lepretre, J.-C.; Jorge, A.M., Jr.; Kiminami, C.S.; Bolfarini, C.; et al. Corrosion properties of amorphous, partially, and fully crystallized Fe68Cr8Mo4Nb4B16 alloy. J. Alloy. Compd. 2020, 826, 154123. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (P) | Scanning Speed (v) | Spot Size | Hatch Distance (h) |
|---|---|---|---|
| 100–400 W | 250–1250 mm s−1 | 80 µm | 100/200 µm |
| Layer Thickness | Rotation | Gas | |
| 50 µm | 67° | argon |
| Reflection Position (°2Th.) | Intensity (cts) | Relative Intensity (%) | d-Spacing (Å) |
|---|---|---|---|
| 38.3654 | 282.61 | 20.99 | 2.34626 |
| 40.7804 | 1346.66 | 100.00 | 2.21272 |
| 44.6517 | 182.02 | 13.52 | 2.02946 |
| 69.3603 | 162.62 | 12.08 | 1.35941 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soares Barreto, E.; Uhlenwinkel, V.; Frey, M.; Gallino, I.; Busch, R.; Lüttge, A. Influence of Processing Route on the Surface Reactivity of Cu47Ti33Zr11Ni6Sn2Si1 Metallic Glass. Metals 2021, 11, 1173. https://0-doi-org.brum.beds.ac.uk/10.3390/met11081173
Soares Barreto E, Uhlenwinkel V, Frey M, Gallino I, Busch R, Lüttge A. Influence of Processing Route on the Surface Reactivity of Cu47Ti33Zr11Ni6Sn2Si1 Metallic Glass. Metals. 2021; 11(8):1173. https://0-doi-org.brum.beds.ac.uk/10.3390/met11081173
Chicago/Turabian StyleSoares Barreto, Erika, Volker Uhlenwinkel, Maximilian Frey, Isabella Gallino, Ralf Busch, and Andreas Lüttge. 2021. "Influence of Processing Route on the Surface Reactivity of Cu47Ti33Zr11Ni6Sn2Si1 Metallic Glass" Metals 11, no. 8: 1173. https://0-doi-org.brum.beds.ac.uk/10.3390/met11081173