
The Microstructure Evolution of Mg-RE Alloy Produced by Reciprocating Upsetting Extrusion during Hot Compression


Abstract
:1. Introduction
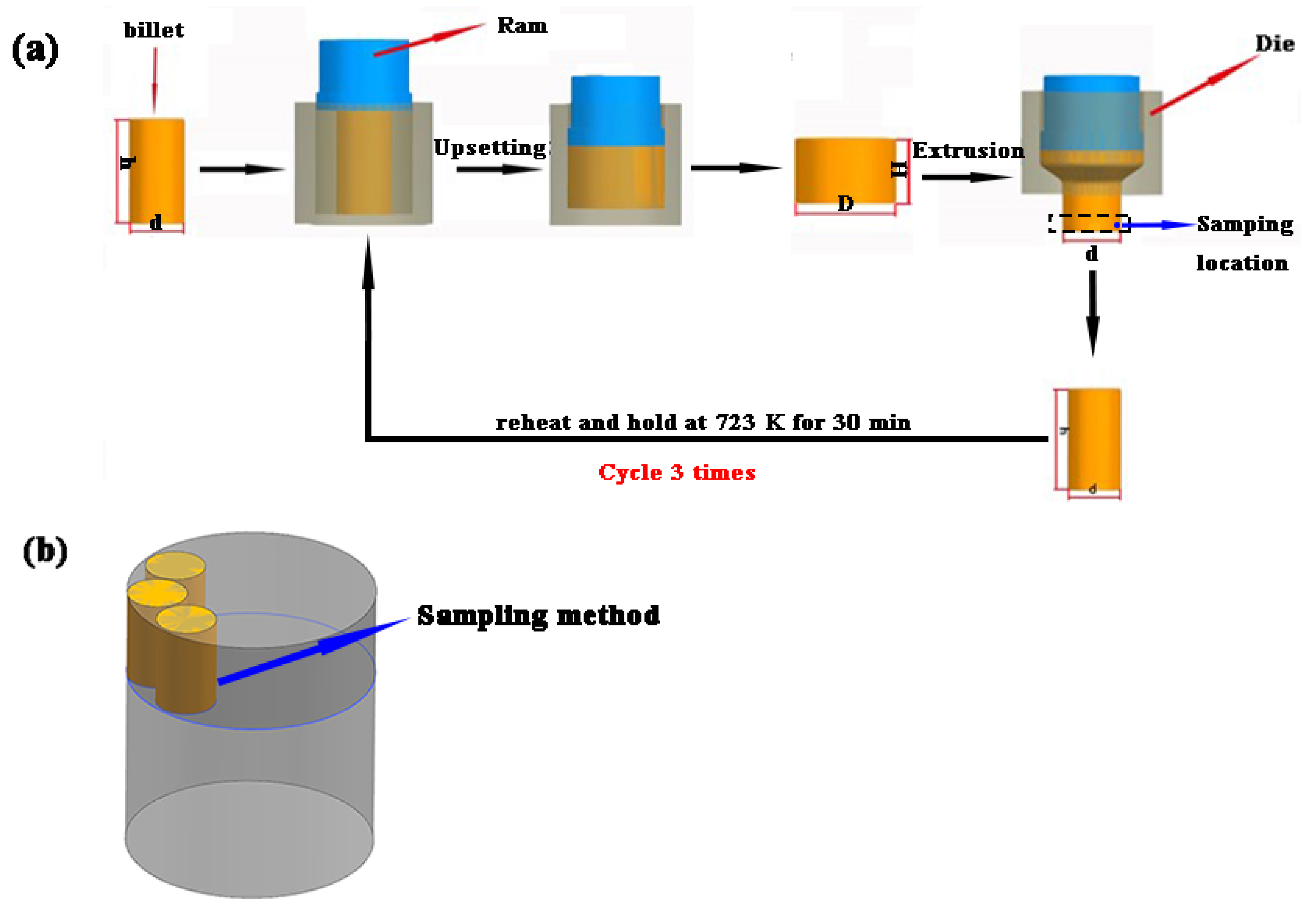
2. Materials and Methods
3. Results and Discussion
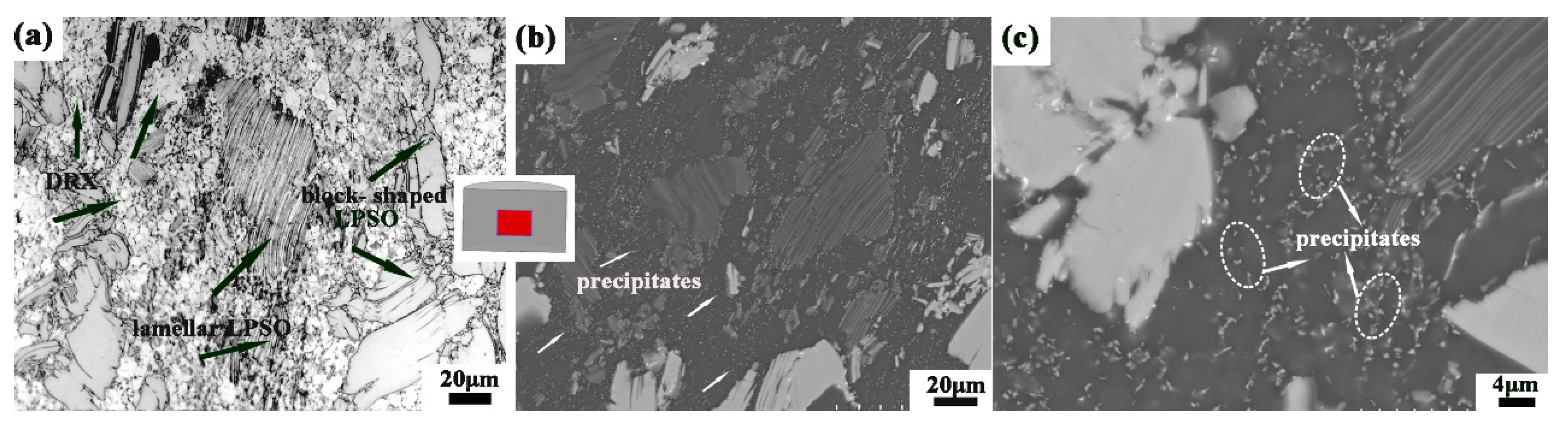
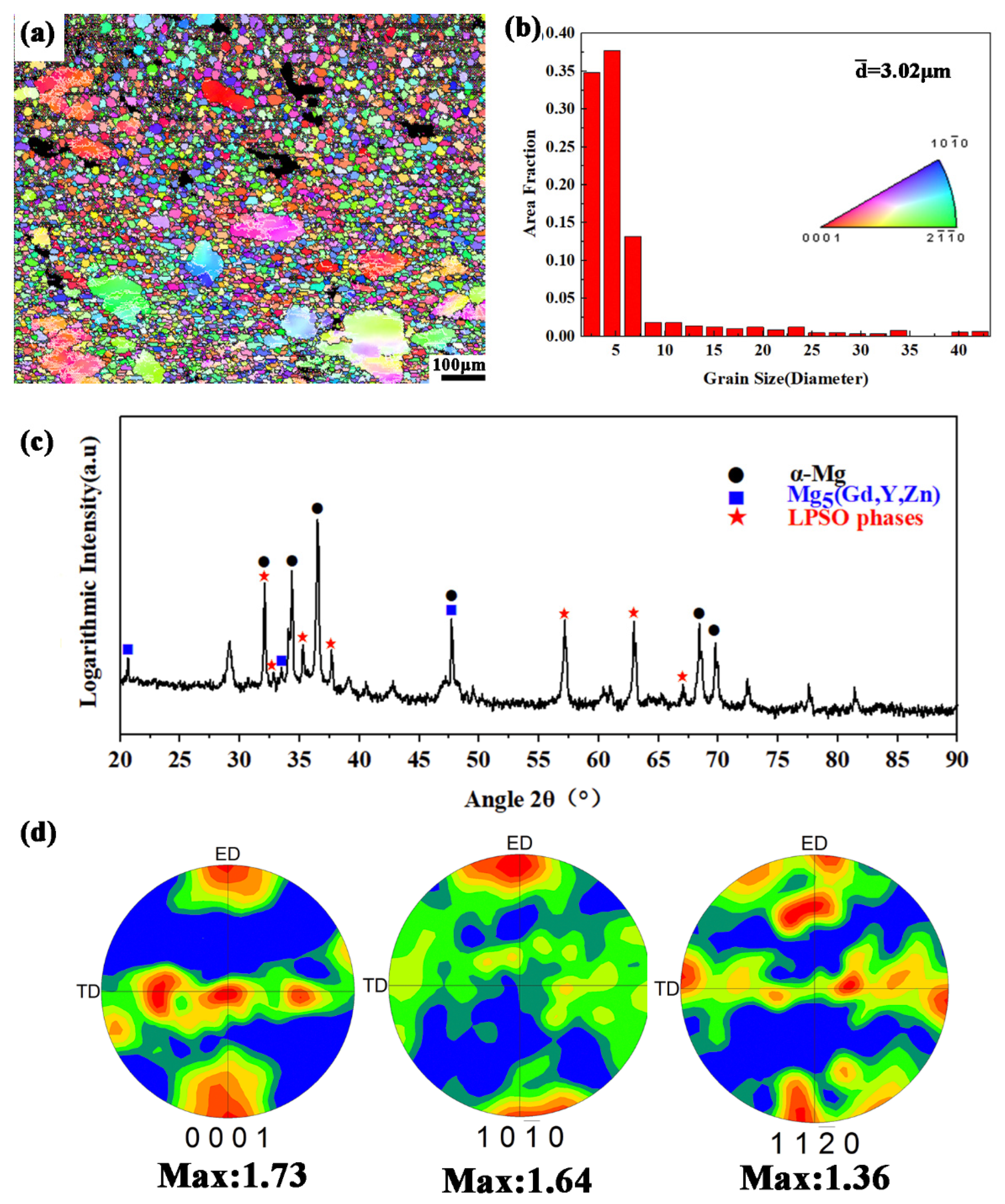
3.1. Initial Microstructure
3.2. Results of Compression Experimental
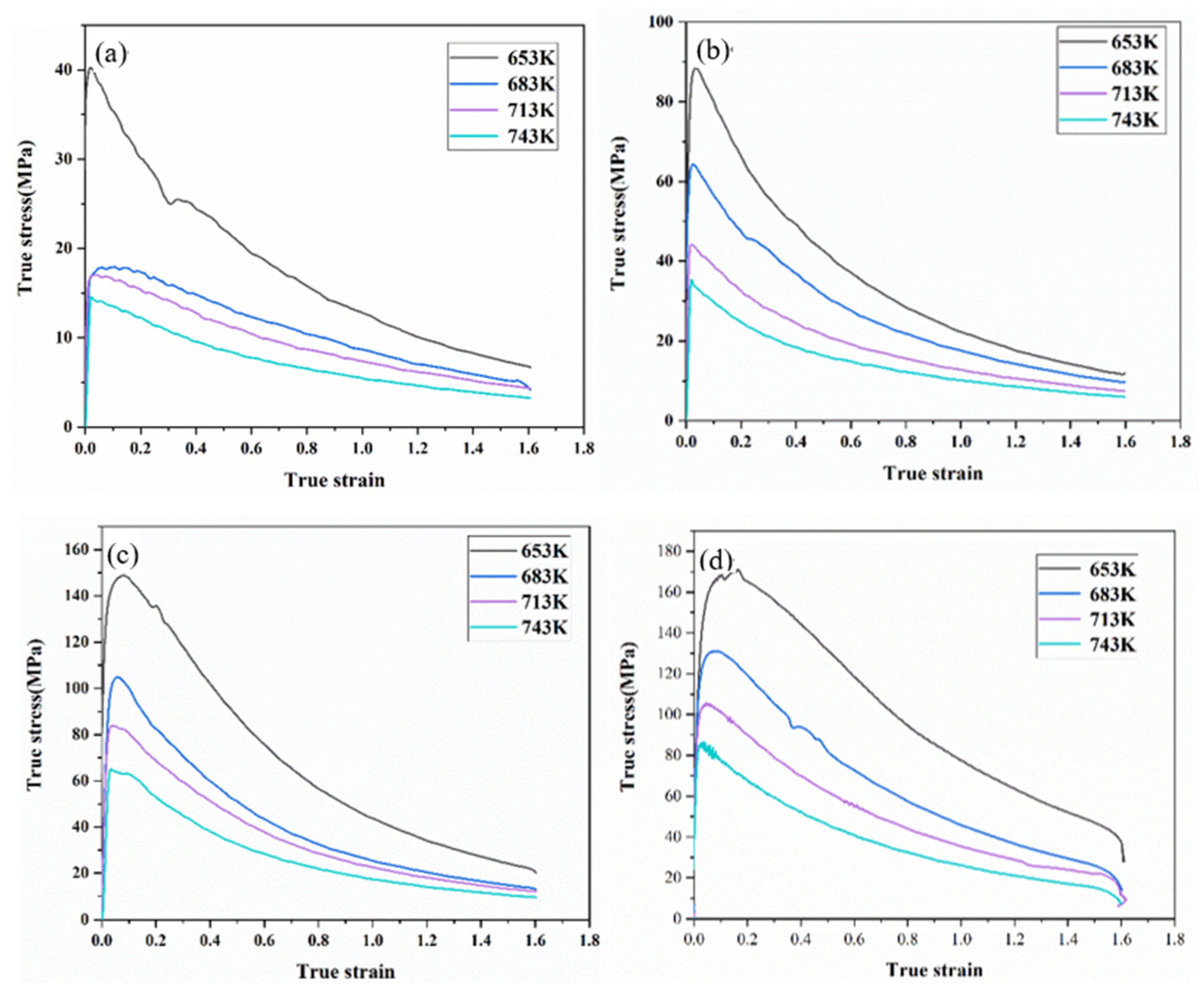
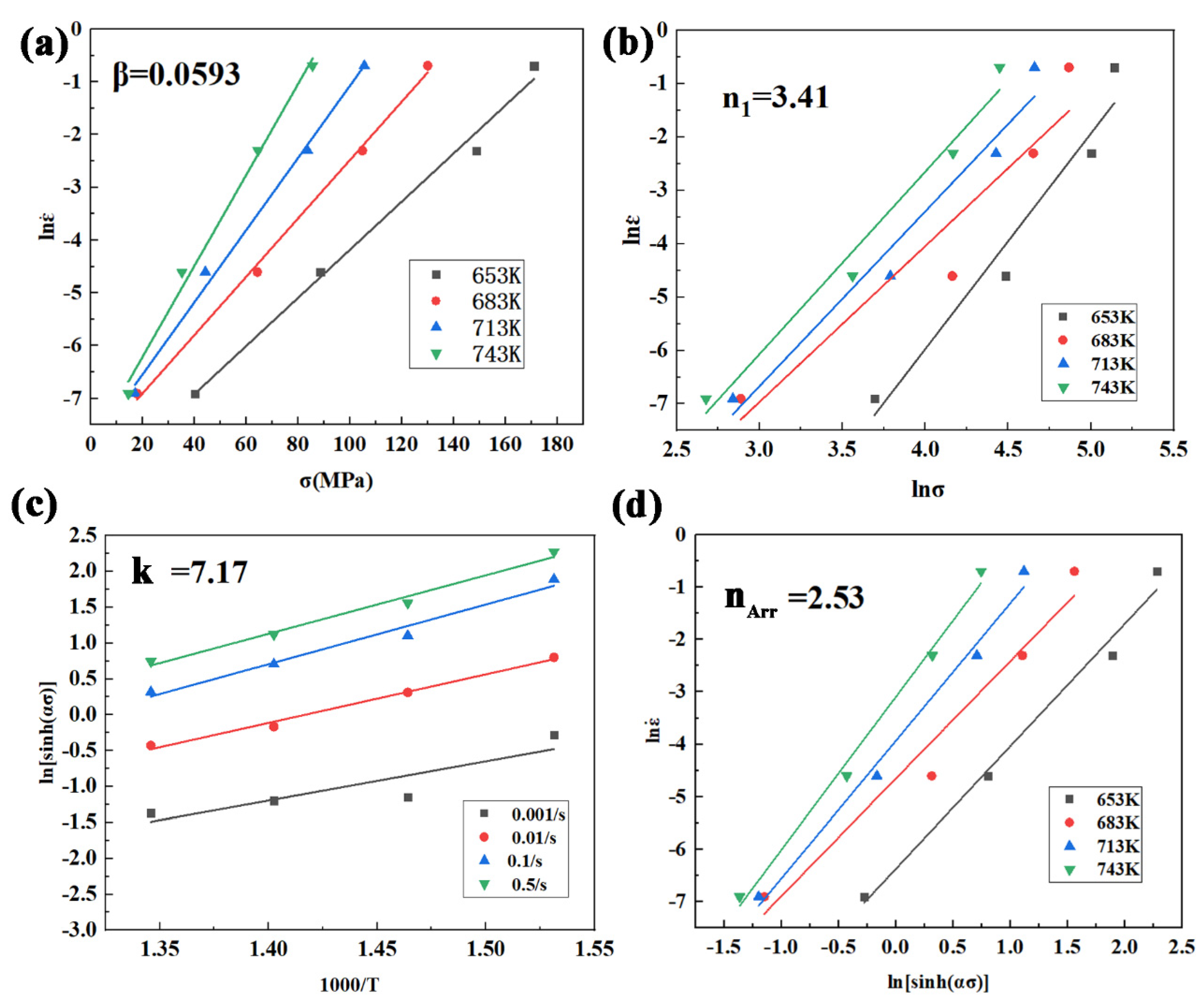
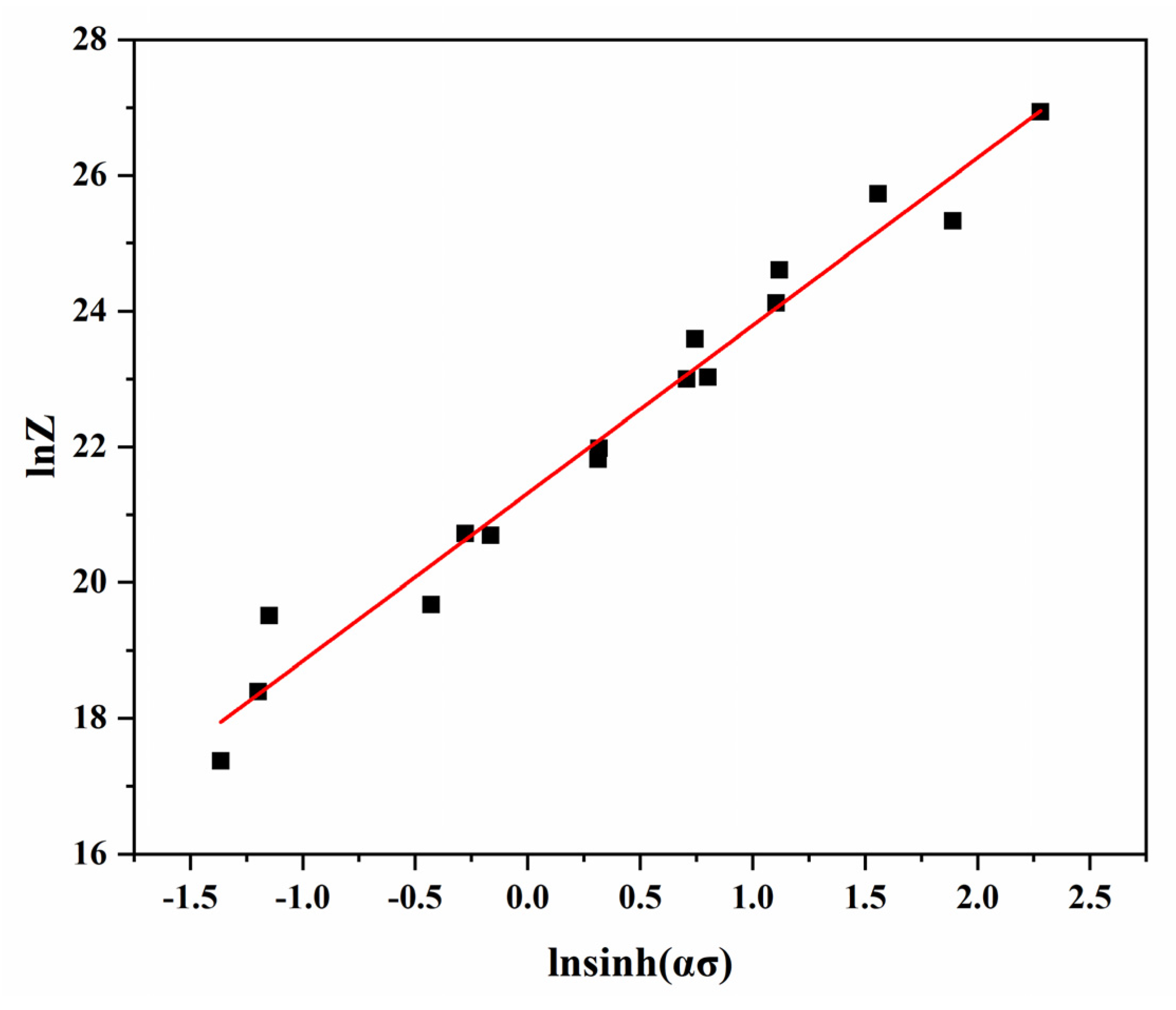
3.2.1. Stress-Strain Response and the Establishment of Constitutive Model
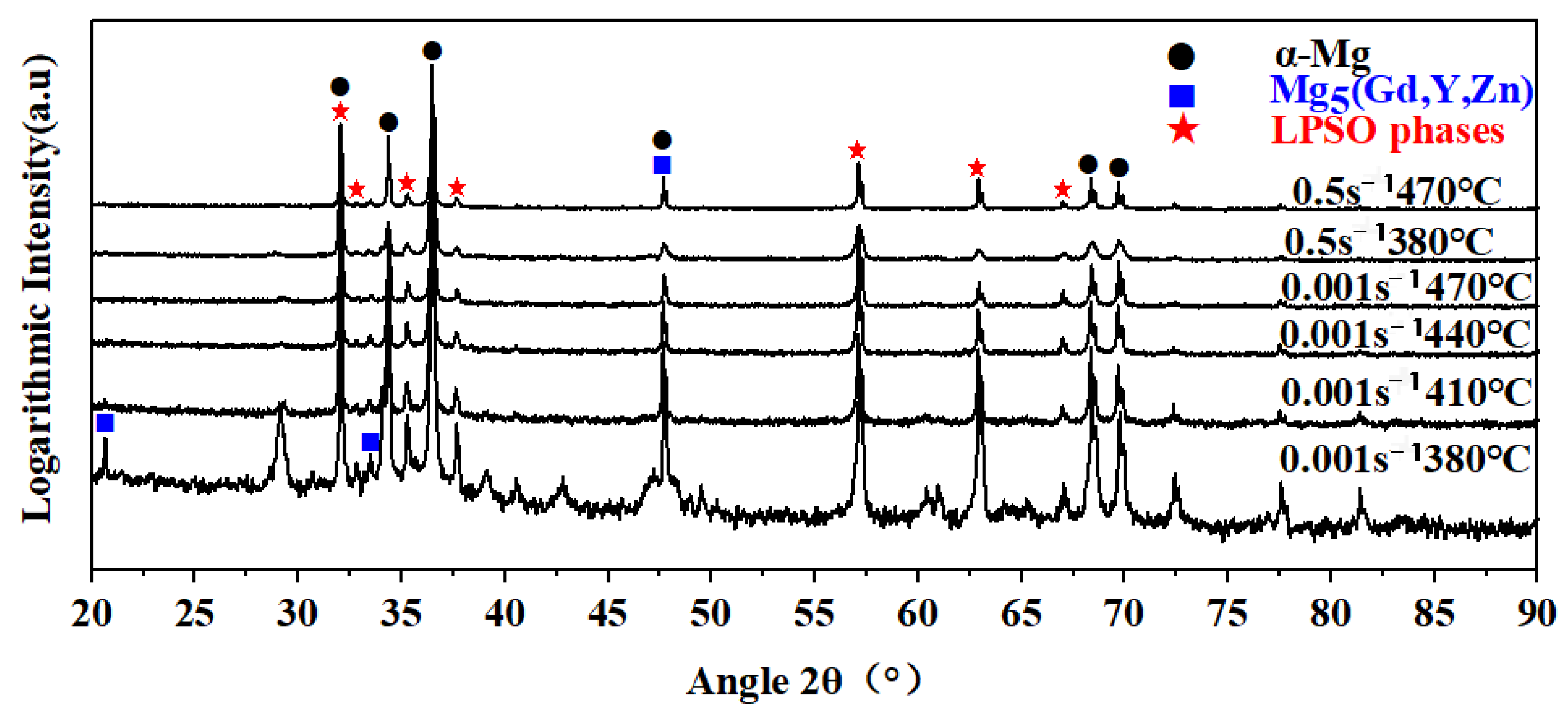
3.2.2. Second-Phase Re-Dissolution of the Alloy under Different Deformation Conditions
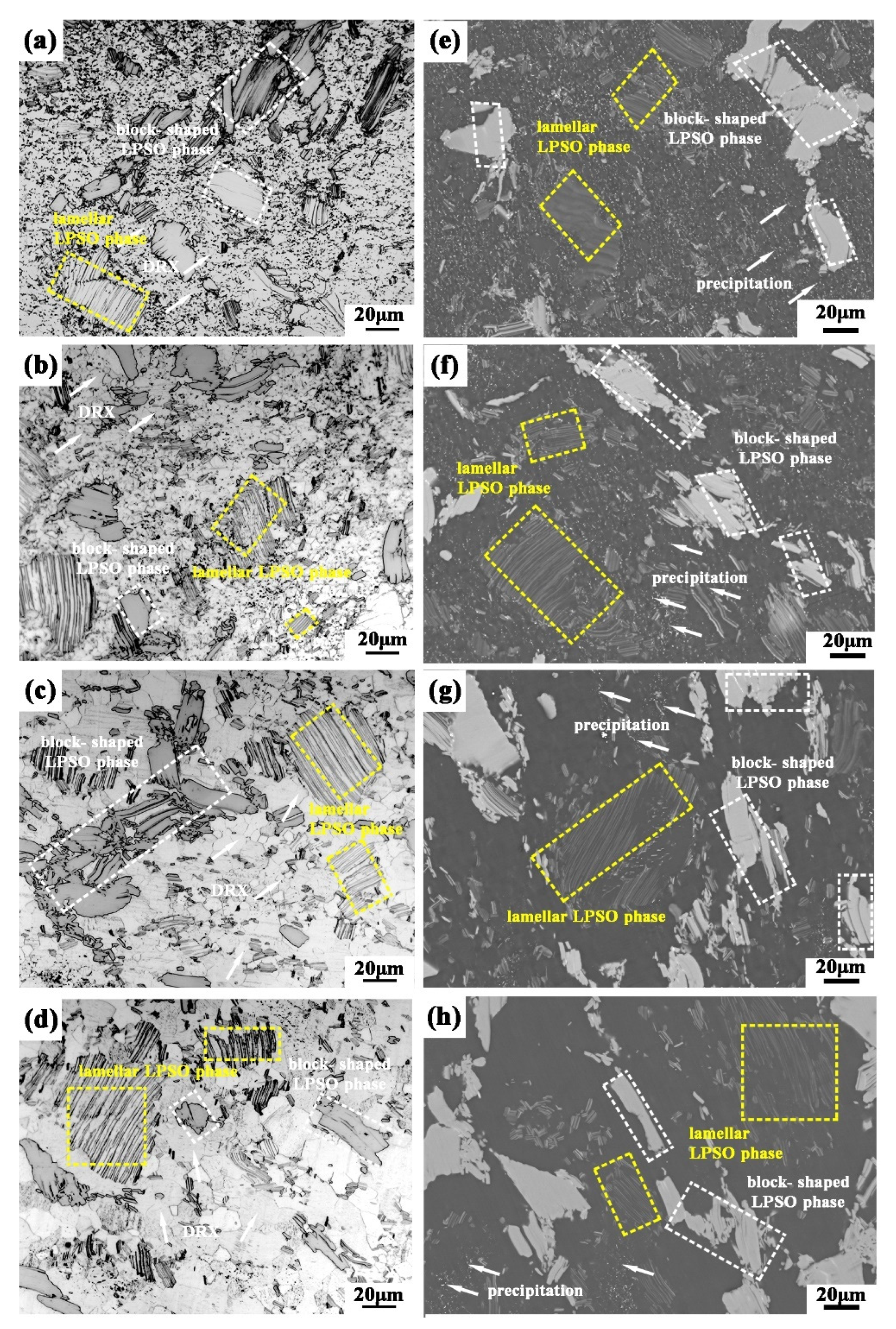
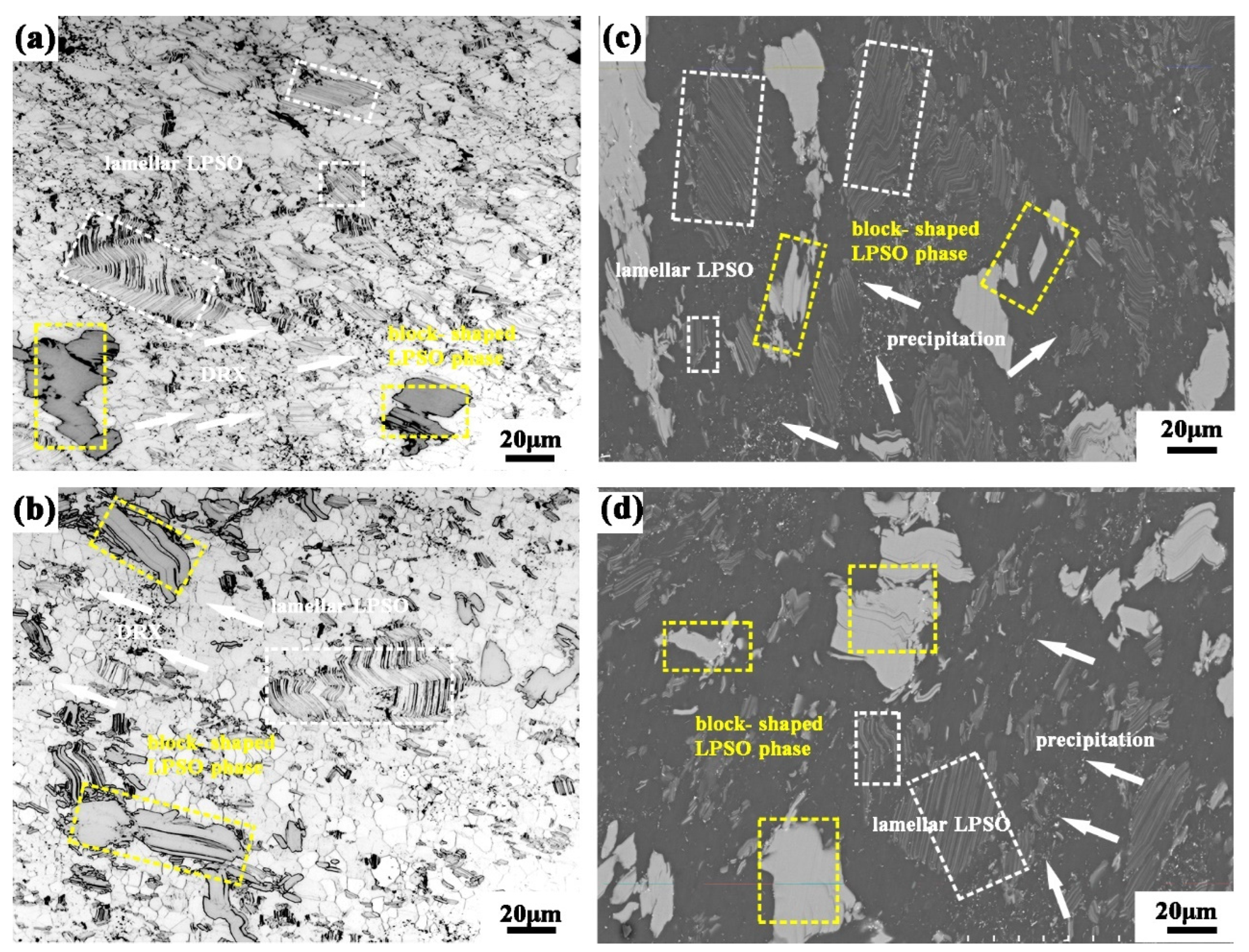
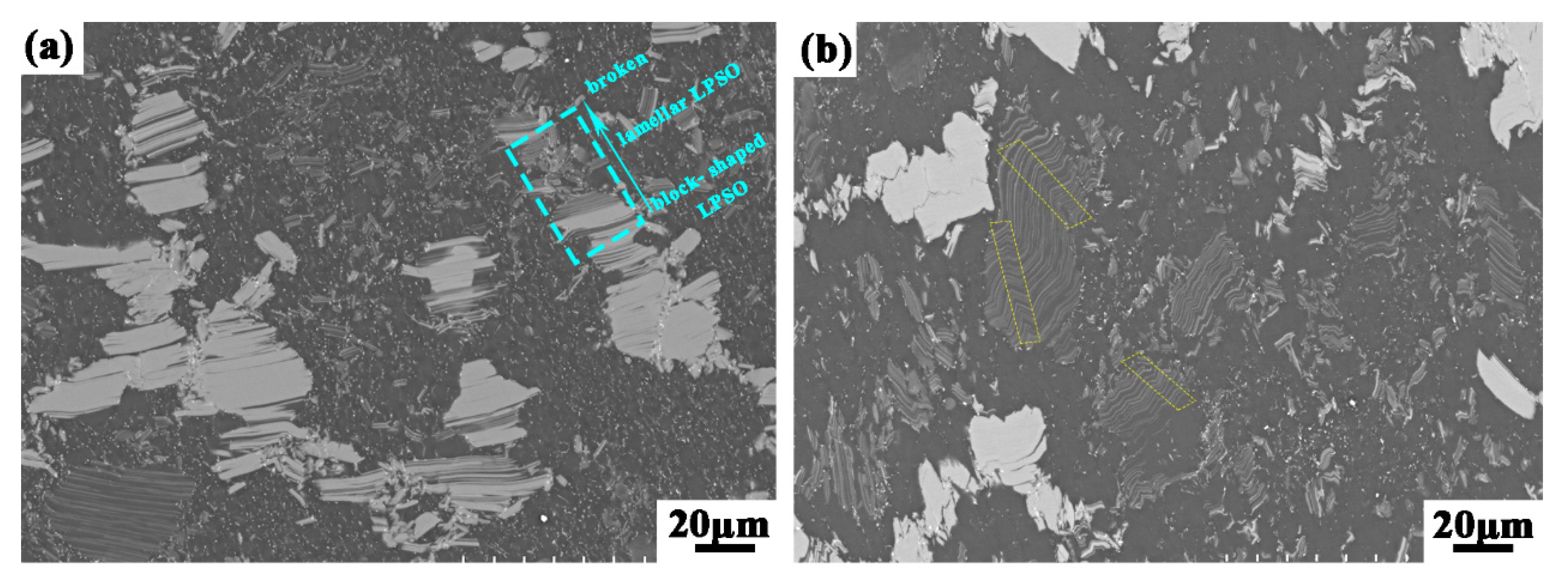
3.2.3. Evolution of LPSO Phase
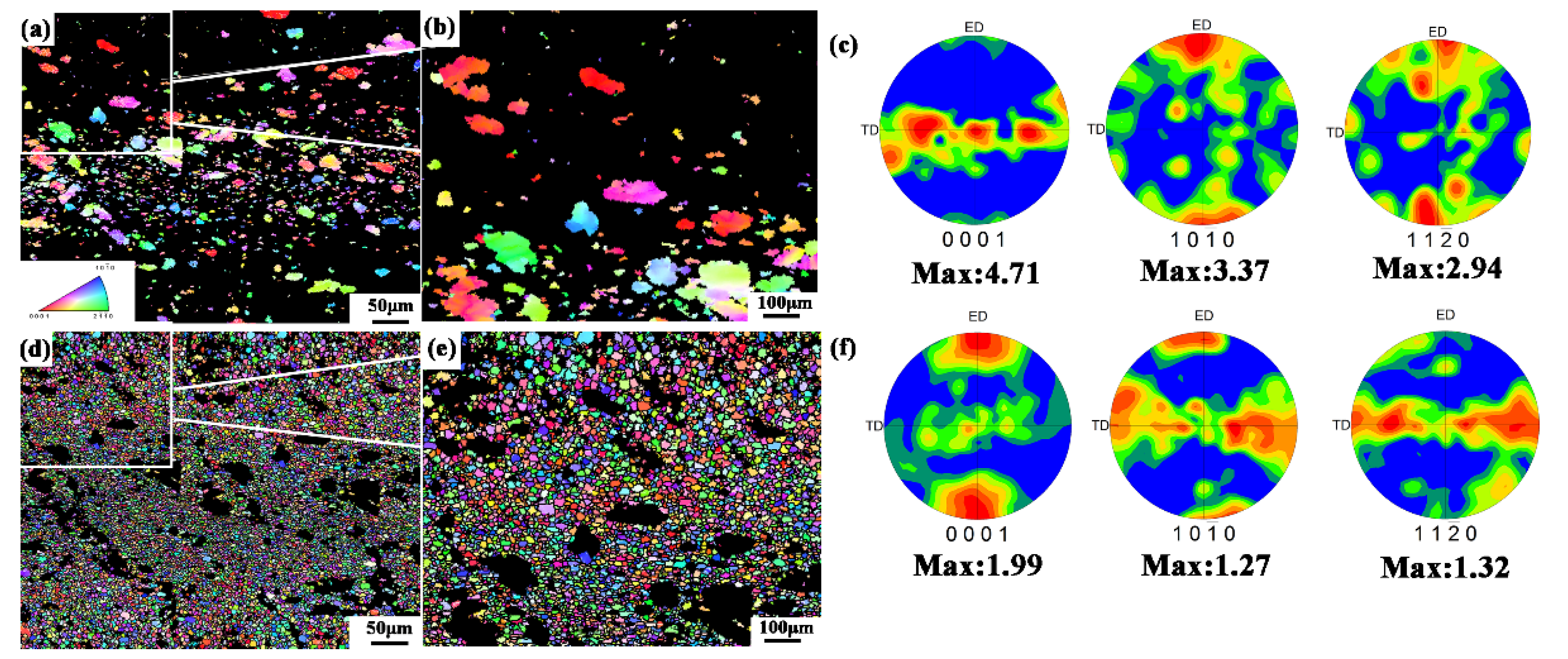
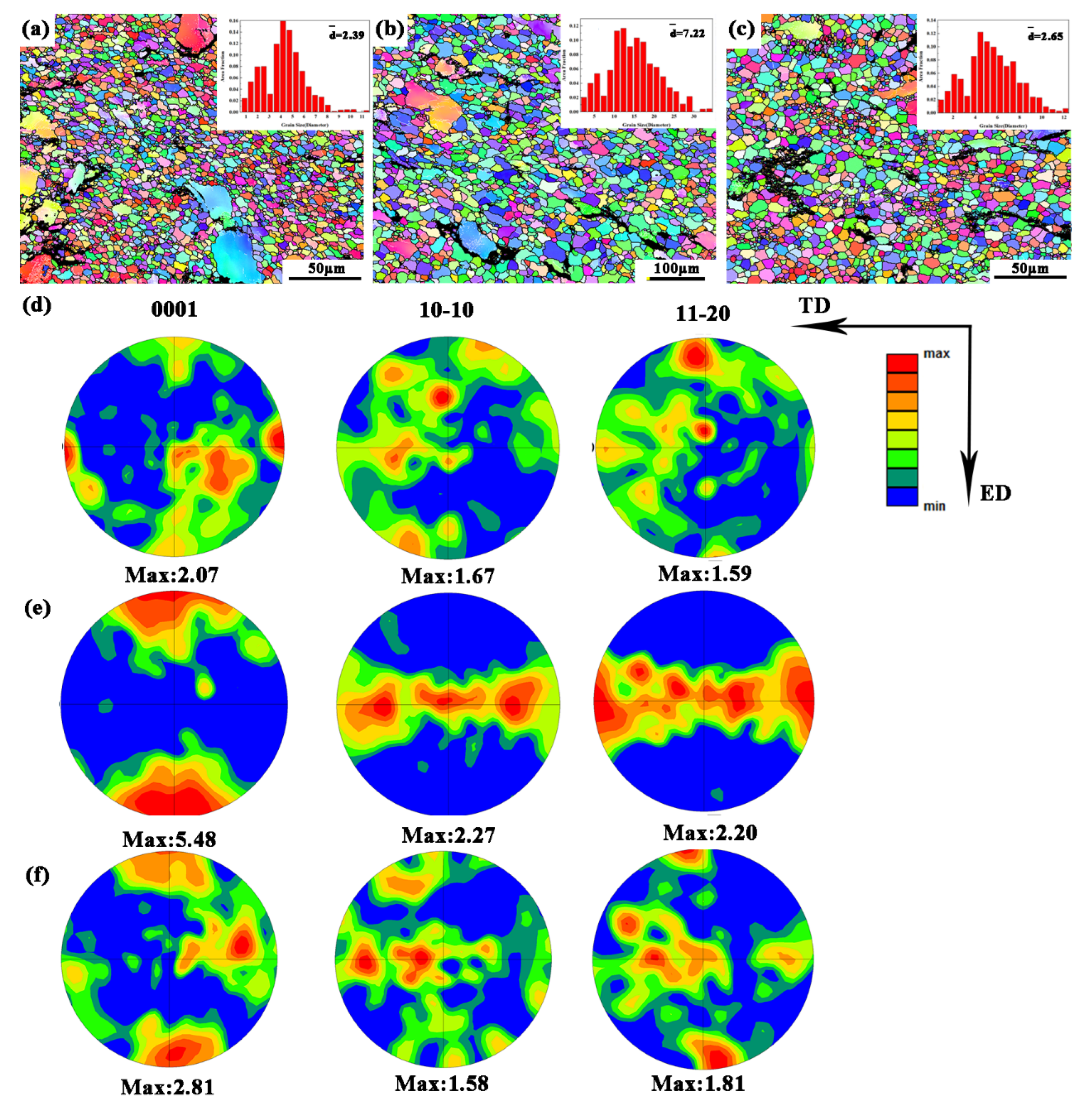
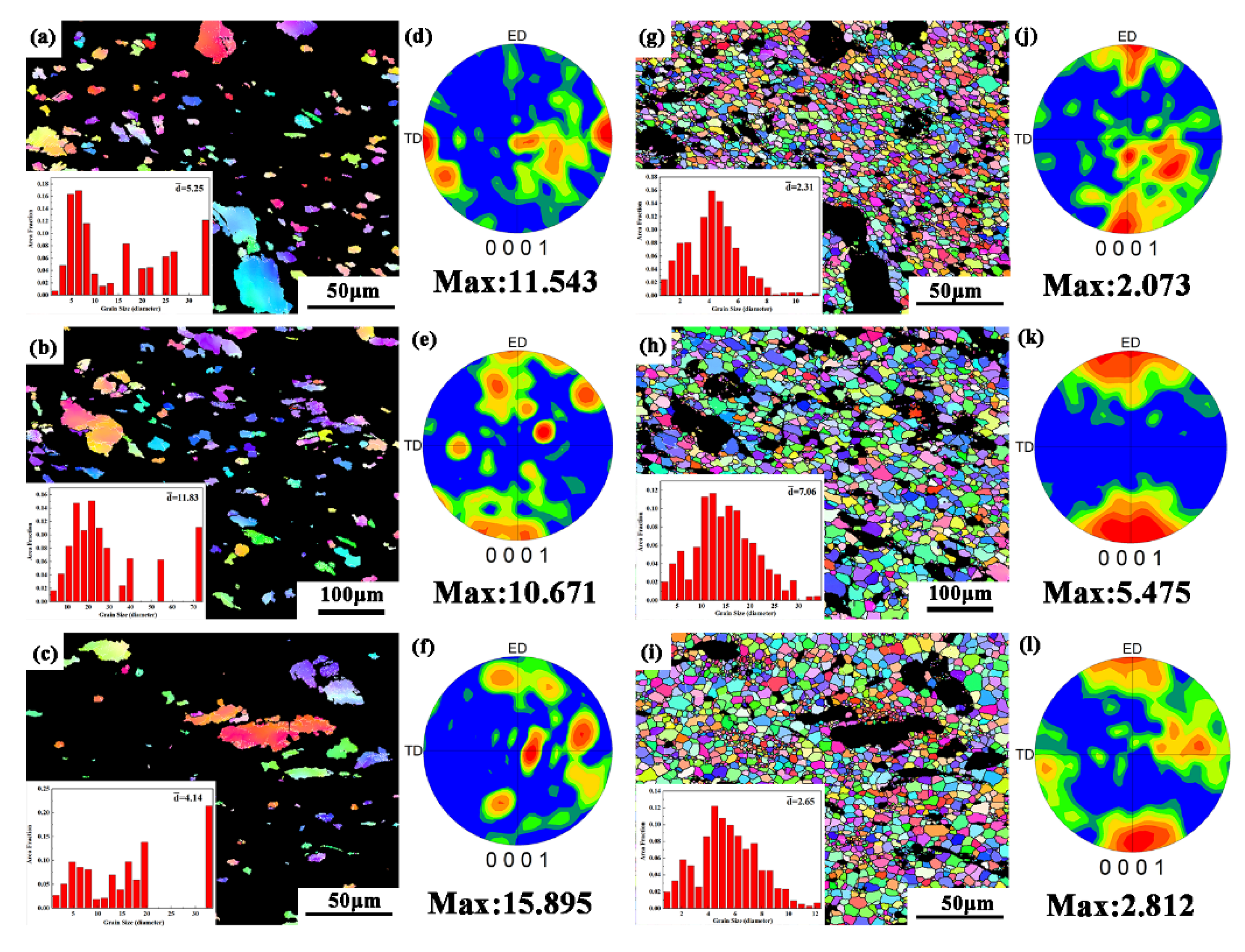
3.2.4. Texture Analysis
3.2.5. Analysis of Re-Dissolution Behavior of the Precipitate Phases
4. Conclusions
- (1)
- The average grain size of the initial material was 3.02 μm, include α-Mg, Mg5 (Gd, Y, Zn) and LPSO phase.
- (2)
- The true stress-true strain curve showed obvious work hardening and softening stages. And the thermal activation energy of the RUE-ed material was: Q = 150 ± 1 kJ/mol and the constitutive equation was:
- (3)
- Re-dissolution of the Mg5(Gd, Y, Zn) phase was appeared in the RUE-ed samples subjected to hot compression deformation. The movement of the dislocation stimulated the re-dissolution of the Mg5(Gd, Y, Zn) phase. The re-dissolution of Mg5(Gd, Y, Zn) phase promoted texture strengthening and DRX grains growth.
- (4)
- The transformation and kinking of LPSO phase played an important coordinating role in the process of hot compression: 18R-LPSO was changed to 14H- LPSO phase at low strain rate while the LPSO phase kinked dominant to coordinated deformation at high strain rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Z.; Liu, Y.; Zhong, Y.; Chen, X.; Zhang, Z. Corrosion Resistance of as-rolled Mg-Li-AlSi Alloys. Int. J. Electrochem. Sci. 2018, 13, 4338–4349. [Google Scholar] [CrossRef]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef] [PubMed]
- Zha, M.; Wang, S.; Fang, Y.; Jia, H.; Wang, C.; Wang, H. Advancement in Research of Rolled Magnesium Alloys with High Performance. J. Netshape Form. Eng. 2020, 12, 20–27. [Google Scholar]
- Song, X.; Li, Q.; Fu, S. Effects of Y, Gd on Microstructure and Mechanical Properties of AZ61 Magnesium Alloy. Foundry Technol. 2014, 6, 1124–1126. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloys 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Kamado, S. Enhancing strength and creep resistance of Mg–Gd–Y–Zn–Zr alloy by substituting Mn for Zr. J. Magnes. Alloys 2019, 7, 388–399. [Google Scholar] [CrossRef]
- Bi, G.L.; Wang, Y.; Jiang, J.; Gu, J.; Li, Y.; Chen, T.; Ma, Y. Microstructure and mechanical properties of extruded Mg-Y-Zn (Ni) alloys. J. Alloys Compd. 2021, 881, 160577. [Google Scholar] [CrossRef]
- Wu, G.Q.; Yu, J.M.; Jia, L.C.; Xu, W.L.; Tian, Y.G.; Zhang, Z.M. Microstructure Evolution and Mechanical Properties of Mg-10.37Gd-3.66Y-2.27Zn-0.52Zr Alloy during Reciprocating Upsetting-Extrusion. Mater. Sci. Forum 2021, 1035, 264–272. [Google Scholar] [CrossRef]
- Li, B.; Teng, B.-G.; Luo, D.-G. Effects of Passes on Microstructure Evolution and Mechanical Properties of Mg–Gd–Y–Zn–Zr Alloy During Multidirectional Forging. Acta Met. Sin. 2018, 31, 1009–1018. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Li, Y.; Xu, R. The thermal stability and activation energy of the nanocrystalline Mg-Zn-Y alloy obtained by high pressure torsion. Mater. Lett. 2020, 268, 127607. [Google Scholar] [CrossRef]
- Stráská, J.; Minárik, P.; Šašek, S.; Veselý, J.; Bohlen, J.; Král, R.; Kubásek, J. Texture Hardening Observed in Mg–Zn–Nd Alloy Processed by Equal-Channel Angular Pressing (ECAP). Metals 2019, 10, 35. [Google Scholar] [CrossRef] [Green Version]
- Meng, Y.; Yu, J.; Yu, H. Microstructure Evolution and Mechanical Properties of Mg-Gd-Y-Zn-Zr Alloy Deformed by Mul-ti-Directional Forging with Decreasing Temperature. Mater. Sci. Forum 2021, 1035, 10–16. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Du, Y.; Yan, Z.; Che, X. Effect of isothermal repetitive upsetting extrusion on the microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr alloy. Materials 2018, 11, 2092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xue, Y.; Yang, Z.; Bai, B.; Zhang, Z.; Du, Y.; Ren, L. Effect of different cyclic expansion–extrusion processes on microstructure and mechanical properties of AZ80 magnesium alloy. Adv. Mech. Eng. 2017, 9, 1687814017696657. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Li, X.; Yan, Z.; Che, X.; Yu, J.; Meng, Y. Effects of repetitive upsetting-extrusion parameters on microstructure and texture evolution of Mg–Gd–Y–Zn–Zr alloy. J. Alloys Compd. 2019, 790, 48–57. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.; Sun, Y.; Ma, Q. Repetitive upsetting extrusion process and microstructure evolution of AZ61 magnesium alloy. Mater. Res. Innov. 2014, 18 (Suppl. S4), 381–388. [Google Scholar] [CrossRef]
- Xu, W.; Yu, J.; Wu, G.; Jia, L.; Gao, Z.; Miao, Z.; Zhang, Z.; Yan, F. Effect of Decreasing Temperature Reciprocating Upsetting-Extrusion on Microstructure and Mechanical Properties of Mg-Gd-Y-Zr Alloy. Metals 2020, 10, 985. [Google Scholar] [CrossRef]
- Zhang, S.; Yu, J.; Zhang, Z.; Xu, W.; Jia, L.; Wu, G.; Wang, H. Influences of isothermal reciprocating upsetting-extrusion (RUE) on microstructure and mechanical properties at room temperature for Mg-Re-Zn alloy. Forg. Stamp. Technol. 2021, 46, 126–130. [Google Scholar] [CrossRef]
- Wu, G.; Yu, J.; Jia, L.; Xu, W.; Dong, B.; Zhang, Z.; Hao, B. Microstructure and Texture Evolution of Mg-Gd-Y-Zr Alloy during Reciprocating Upsetting-Extrusion. Materials 2020, 13, 4932. [Google Scholar] [CrossRef]
- Mosadegh, S.; Aghaie-Khafri, M.; Binesh, B. Microstructural evolution and flow behaviour in hot compression of as-extruded Mg–Gd–Nd–Zn–Zr alloy. Philos. Mag. 2021, 101, 2473–2501. [Google Scholar] [CrossRef]
- Tang, W.; Liu, S.; Liu, Z.; Kang, S.; Mao, P.; Guo, H. High strain rate compression deformation mechanism and constitutive equation of fine grained Mg–7Gd–5Y–1.2Nd–0.5Zr alloy at different temperatures. Mater. Sci. Eng. A 2020, 780, 139208. [Google Scholar] [CrossRef]
- Zhang, Z.; Yan, Z.; Du, Y.; Zhang, G.; Zhu, J.; Ren, L.; Wang, Y. Hot Deformation Behavior of Homogenized Mg-13.5Gd-3.2Y-2.3Zn-0.5Zr Alloy via Hot Compression Tests. Materials 2018, 11, E2282. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Xia, X.; Zhang, K.; Ma, M.; Li, T. Constitutive modeling of flow behavior and processing maps of Mg–8.1Gd–4.5Y–0.3Zr alloy. J. Magnes. Alloys 2020, 8, 917–928. [Google Scholar] [CrossRef]
- Fan, J.; Ma, M.; Zhang, K.; Li, Y.; Li, X.; Shi, G.; Yuan, J. Hot deformation behavior and finite element simulation of Mg–8.3Gd–4.4Y–1.5Zn–0.8Mn alloy. J. Rare Earths 2022, 40, 831–839. [Google Scholar] [CrossRef]
- Meng, M.; Che, X.; Zhang, Z.; Dong, B.; Shi, Z. Study on the hot tensile behavior, microstructure and fracture of Mg-13Gd-4Y-2Zn-0.5Zr alloy. Mater. Res. Express 2018, 5, 056530. [Google Scholar] [CrossRef]
- Hagihara, K.; Li, Z.; Yamasaki, M.; Kawamura, Y.; Nakano, T. Strengthening mechanisms acting in extruded Mg-based long-period stacking ordered (LPSO)-phase alloys. Acta Mater. 2019, 163, 226–239. [Google Scholar] [CrossRef]
- Chuang, W.; Huang, J.; Lin, P.; Hsieh, C.; Lin, Y.; Takagi, K.; Mine, Y.; Takashima, K. Deformation mechanisms and mechanical properties of (0001) Mg-Zn-Y 18R-LPSO single crystals. J. Alloys Compd. 2019, 772, 288–297. [Google Scholar] [CrossRef]
- Chuang, W.; Hsieh, C.; Huang, J.; Lin, P.; Takagi, K.; Mine, Y.; Takashima, K. Relation between sample size and deformation mechanism in Mg-Zn-Y 18R-LPSO single crystals. Intermetallics 2017, 91, 110–119. [Google Scholar] [CrossRef]
- Zheng, C.; Chen, S.-F.; Wang, R.-X.; Zhang, S.-H.; Cheng, M. Effect of Hydrostatic Pressure on LPSO Kinking and Microstructure Evolution of Mg–11Gd–4Y–2Zn–0.5Zr Alloy. Acta Met. Sin. 2021, 34, 248–264. [Google Scholar] [CrossRef]
- Chen, T.; Chen, Z.; Shao, J.; Wang, R.; Mao, L.; Liu, C. Evolution of LPSO phases in a Mg-Zn-Y-Gd-Zr alloy during semi-continuous casting, homogenization and hot extrusion. Mater. Des. 2018, 152, 1–9. [Google Scholar] [CrossRef]
- Oñorbe, E.; Garcés, G.; Pérez, P.; Adeva, P. Effect of the LPSO volume fraction on the microstructure and mechanical properties of Mg-Y 2X -Zn X alloys. J. Mater. Sci. 2012, 47, 1085–1093. [Google Scholar] [CrossRef] [Green Version]
- Yoshimoto, S.; Yamasaki, M.; Kawamura, Y. Microstructure and Mechanical Properties of Extruded Mg-Zn-Y Alloys with 14H Long Period Ordered Structure. Mater. Trans. 2006, 47, 959–965. [Google Scholar] [CrossRef] [Green Version]
- Itoi, T.; Seimiya, T.; Kawamura, Y.; Hirohashi, M. Long period stacking structures observed in Mg97Zn1Y2 alloy. Scr. Mater. 2004, 51, 107–111. [Google Scholar] [CrossRef]
- Hagihara, K.; Yokotani, N.; Umakoshi, Y. Plastic deformation behavior of Mg12YZn with 18R long-period stacking ordered structure. Intermetallics 2010, 18, 267–276. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, C.; Gao, Y.; Jiang, S.; Han, X.; Chen, Z. Evolution of LPSO Phases and Their Effect on Dynamic Recrystallization in a Mg-Gd-Y-Zn-Zr Alloy. Metall. Mater. Trans. A 2017, 48, 3060–3072. [Google Scholar] [CrossRef]
- Rajmohan, N.; Hayakawa, Y.; Szpunar, J.A.; Root, J.H. Determination of orientation-dependent stored energy using neutron diffraction. Phys. B Condens. Matter 1997, 241–243, 1225–1227. [Google Scholar] [CrossRef]
- Vasil’ev, L.S.; Lomaev, I.L.; Elsukov, E.P. On the analysis of the mechanisms of the strain-induced dissolution of phases in metals. Phys. Met. Metallogr. 2006, 102, 186–197. [Google Scholar] [CrossRef]
- Fan, C.; Ling, O.; Ze-Yi, H.; Yang, J.; Chen, X. Re-dissolution and re-precipitation behavior of nano-precipitated phase in alcumg alloy subjected to rapid cold stamping. Trans. Nonferrous Met. Soc. China 2019, 29, 2455–2462. [Google Scholar] [CrossRef]
- He, S.; Zeng, X.; Peng, L.; Gao, X.; Nie, J.; Ding, W. Precipitation in a Mg-10Gd-3Y-0.4Zr (wt.%) alloy during isothermal aging at 250 °C. J. Alloys Compd. 2007, 421, 309–313. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, Q.; Chen, X.; Zhao, J.; Jian Bao, J.; Chen, Z. Dynamic precipitation and recrystallization mechanism during hot compression of Mg-Gd-Y-Zr alloy. J. Mater. Res. Technol. 2021, 15, 37–51. [Google Scholar] [CrossRef]
- YI, M.; Yang, Y.; Zhang, Z. Effect of Second Phase Volume Fraction on Mechanical Properties of Mg-13Gd-4Y-2Zn-0.5Zr Alloy. Hot Work. Technol. 2022, 1–5. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gd | Y | Zn | Zr | Si | Cu | Fe | Mg |
|---|---|---|---|---|---|---|---|
| 12.92 | 4.20 | 2.28 | 0.36 | <0.01 | <0.01 | <0.01 | Bal |
| Strain Rate (s −1) | Temperature (K) | |||
|---|---|---|---|---|
| 653 | 683 | 713 | 743 | |
| 0.001 | 40.2 ± 0.03 | 17.94 ± 0.01 | 17.10 ± 0.02 | 14.54 ± 0.02 |
| 0.01 | 88.62 ± 0.02 | 64.33 ± 0.03 | 44.24 ± 0.06 | 35.21 ± 0.05 |
| 0.1 | 148.85 ± 0.01 | 104.84 ± 0.1 | 83.7 ± 0.1 | 64.56 ± 0.02 |
| 0.5 | 171 ± 0.45 | 130.03 ± 0.01 | 105.6 ± 0.5 | 85.6 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Yu, J.; Wu, Z.; Hu, H.; Zhang, Z.; Meng, M.; Xue, Y.; Li, X. The Microstructure Evolution of Mg-RE Alloy Produced by Reciprocating Upsetting Extrusion during Hot Compression. Metals 2022, 12, 888. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050888
Zhang Z, Yu J, Wu Z, Hu H, Zhang Z, Meng M, Xue Y, Li X. The Microstructure Evolution of Mg-RE Alloy Produced by Reciprocating Upsetting Extrusion during Hot Compression. Metals. 2022; 12(5):888. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050888
Chicago/Turabian StyleZhang, Ziwei, Jianmin Yu, Zeru Wu, Hongbing Hu, Zhimin Zhang, Mo Meng, Yong Xue, and Xubin Li. 2022. "The Microstructure Evolution of Mg-RE Alloy Produced by Reciprocating Upsetting Extrusion during Hot Compression" Metals 12, no. 5: 888. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050888