
Thermodynamic Analysis of Pyrolusite for Dry Flue Gas Desulfurization

Abstract
:1. Introduction
2. Theoretical Principles
3. Results and Discussion
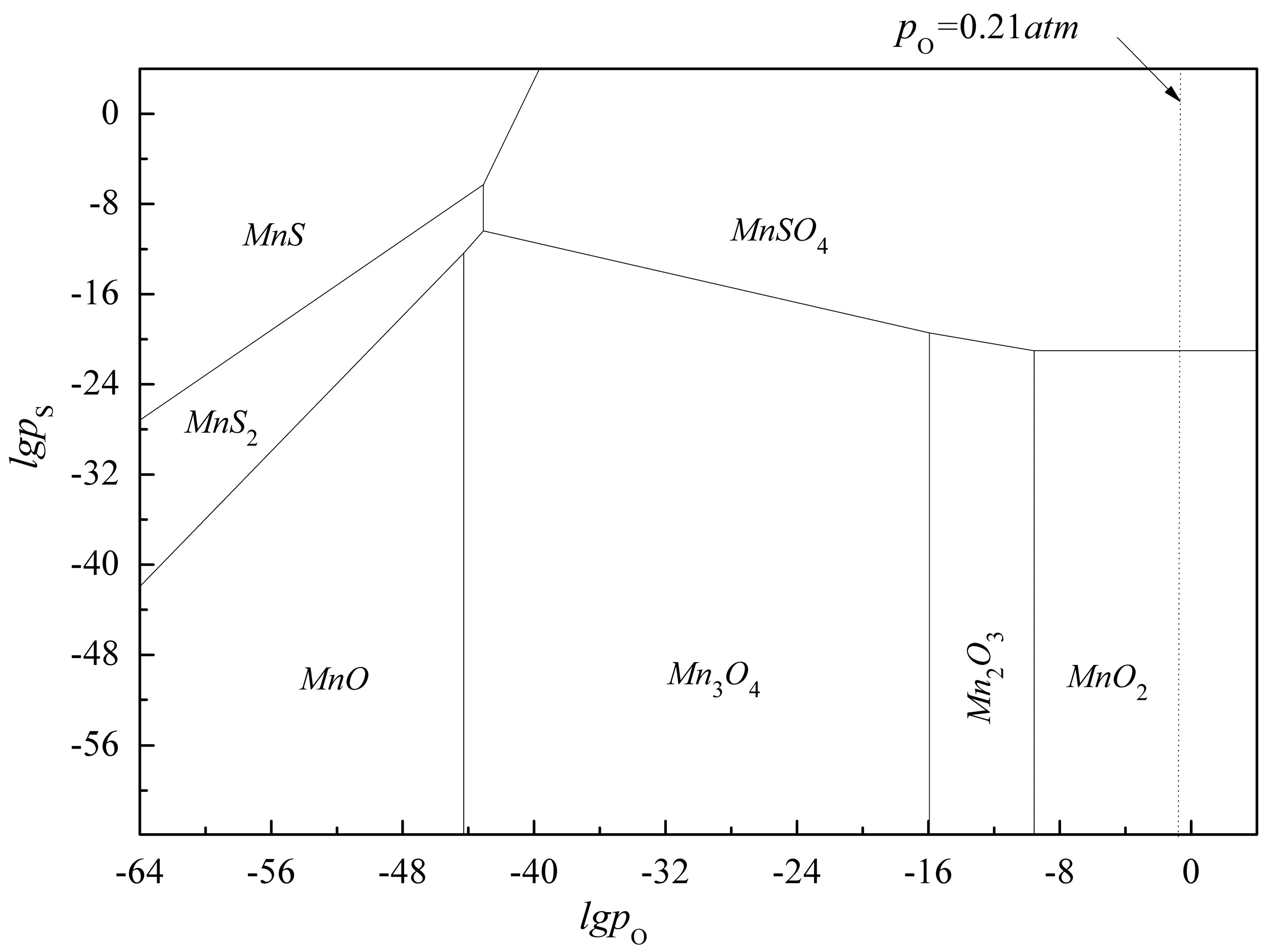
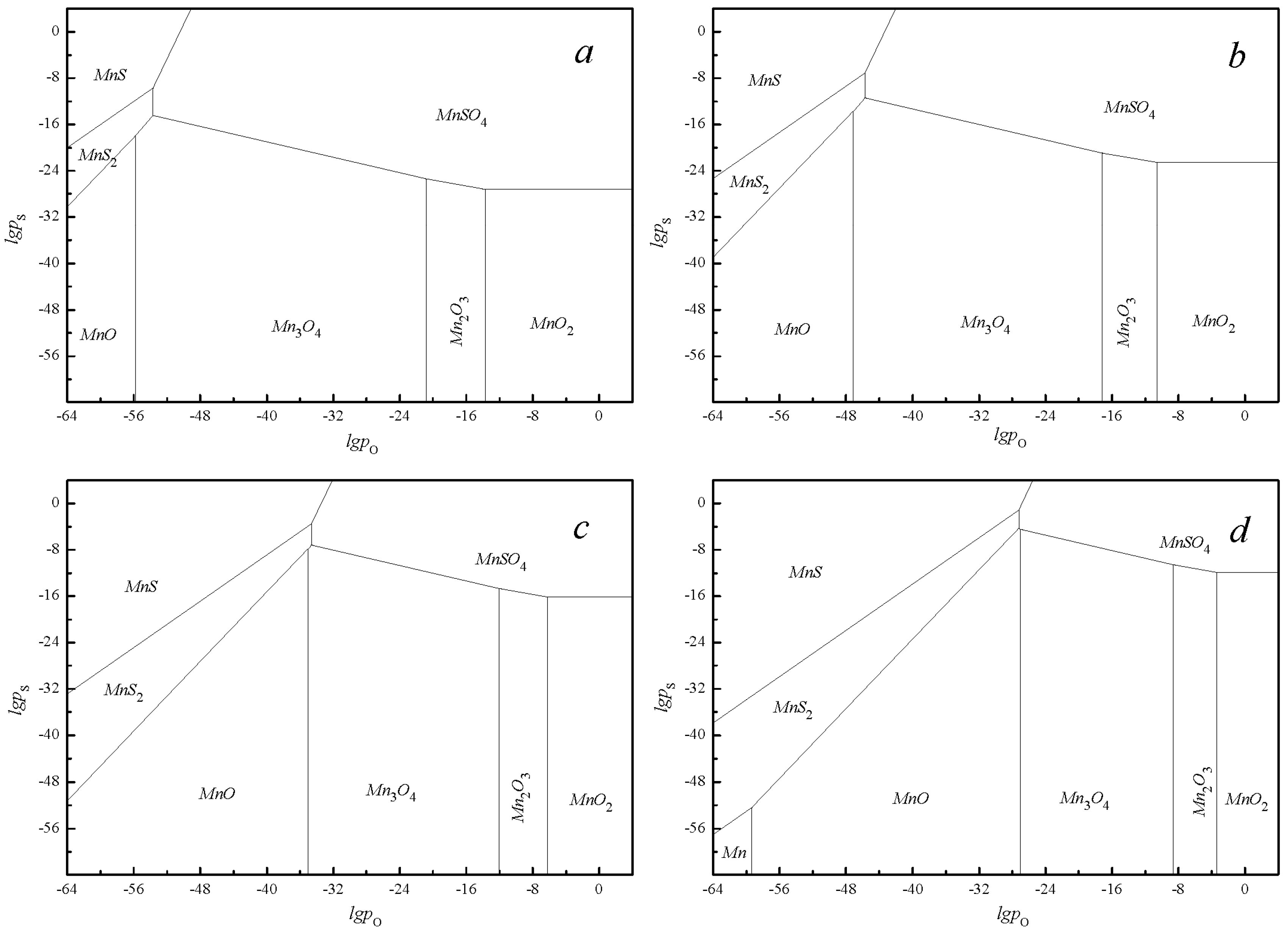
3.1. Predominance area of Mn-S-O
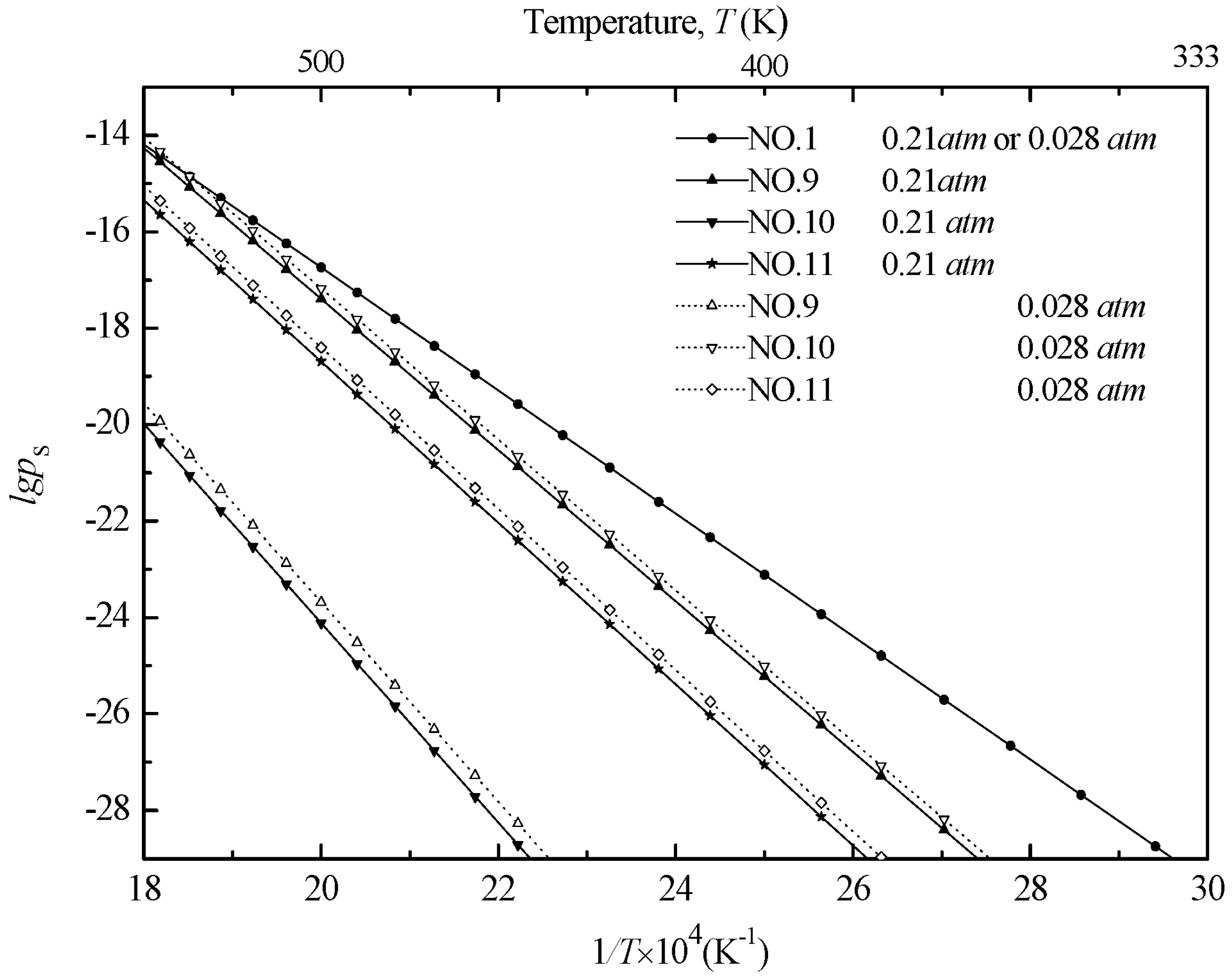
3.2. The Influence of Temperature on Dry Desulfurization
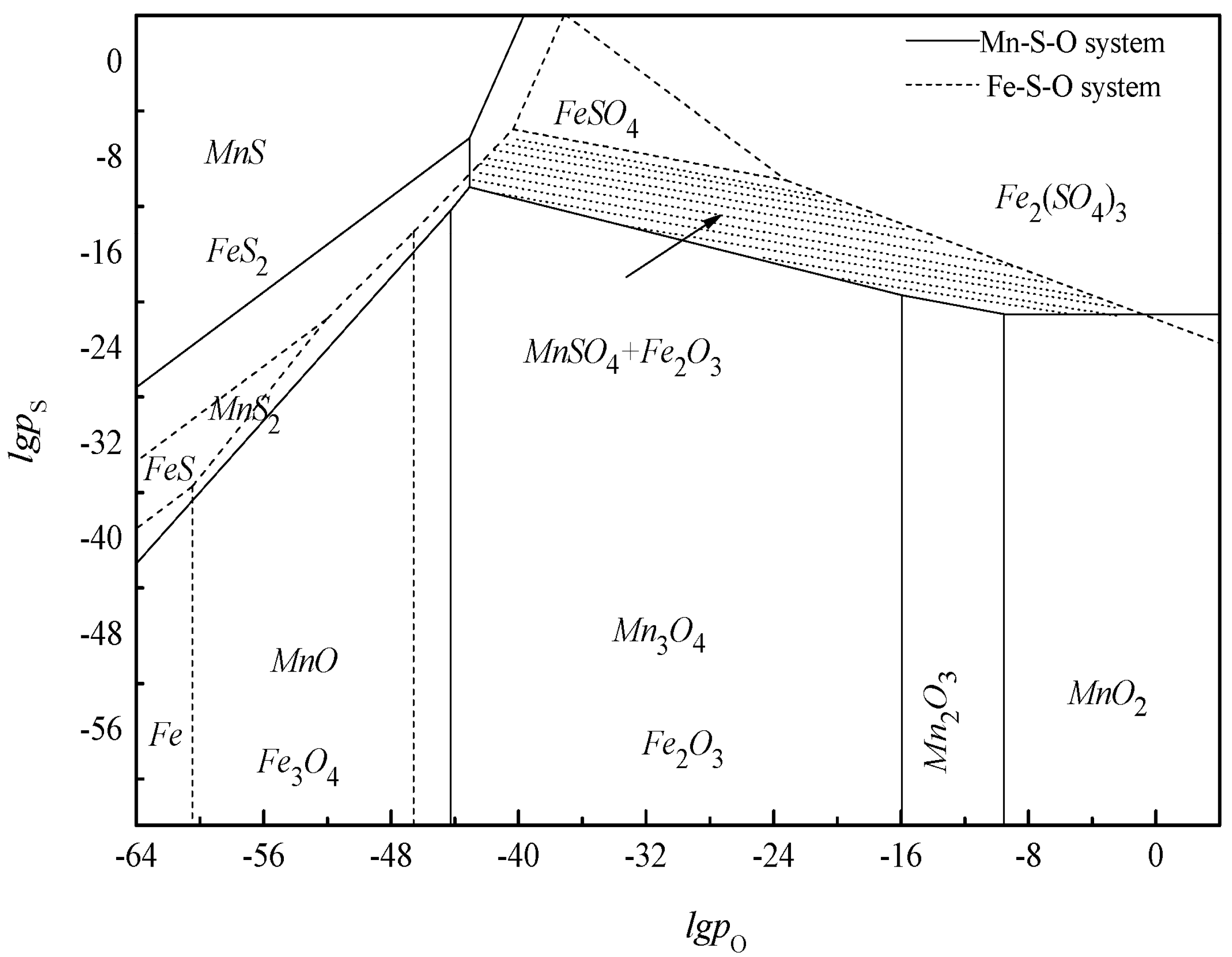
3.3. The Overlap Area of Mn-S-O and Fe-S-O Systems
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| a | stoichiometric coefficients of component A |
| ai | activity of component i |
| A | component A |
| b | stoichiometric coefficients of component B |
| B | component B |
| cp | specific heat capacity, kJ·mol−1·K−1 |
| d | stoichiometric coefficients of component D |
| D | component D |
| ΔG | Gibbs free energy change, kJ·mol−1 |
| ΔH | enthalpy change, kJ·mol−1 |
| h | stoichiometric coefficients of component H |
| H | component H |
| kep | thermodynamic equilibrium constant of reaction |
| pi | equilibrium partial pressure of gaseous component i, Pa |
| pS | equilibrium partial pressure of SO2 gas, Pa |
| pO | equilibrium partial pressure of O2 gas, Pa |
| p | normal pressure, 101325Pa |
| R | universal gas constant |
| ΔS | entropy change, J·mol−1·K−1 |
| T | temperature, K |
References
- Nelson, H.W.; Lyons, C.J. Sources and control of sulfur-bearing pollutants. J. Air Pollut. Control Assoc. 1957, 7, 187–193. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, L.; Zhang, Y.; Liang, J.; Wang, J.; Zhang, Z.; Wang, X. Activated semi-coke in SO2 removal from flue gas: Selection of activation methodology and desulfurization mechanism study. Energy Fuels 2013, 27, 3080–3089. [Google Scholar] [CrossRef]
- Liu, Y.; Bisson, T.M.; Yang, H.; Xu, Z. Recent developments in novel sorbents for flue gas clean up. Fuel Process. Technol. 2010, 91, 1175–1197. [Google Scholar] [CrossRef]
- Slack, A. Removing sulfur dioxide from stack gases. Environ. Sci. Technol. 1973, 7, 110–119. [Google Scholar] [CrossRef]
- Gavaskar, V.S.; Abbasian, J. Dry regenerable metal oxide sorbents for SO2 removal from flue gases. Development and evaluation of copper oxide sorbents. Ind. Eng. Chem. Res. 2006, 45, 5859–5869. [Google Scholar]
- Srivastava, R.K.; Jozewicz, W. Flue gas desulfurization: The state of the art. J. Air Waste Manag. Assoc. 2001, 51, 1676–1688. [Google Scholar] [CrossRef] [PubMed]
- Taylor, M.R.; Rubin, E.S.; Hounshell, D.A. Effect of government actions on technological innovation for SO2 control. Environ. Sci. Technol. 2003, 37, 4527–4534. [Google Scholar] [CrossRef] [PubMed]
- Raisoni, P.R.; Dixit, S.G. Leaching of manganese ore with aqueous sulphur dioxide solutions. Bull. Mater. Sci. 1988, 10, 479–483. [Google Scholar] [CrossRef]
- Kanungo, S.; Das, R. Extraction of metals from manganese nodules of the indian ocean by leaching in aqueous solution of sulphur dioxide. Hydrometallurgy 1988, 20, 135–146. [Google Scholar] [CrossRef]
- Sun, W.-Y.; Ding, S.-L.; Zeng, S.-S.; Su, S.-J.; Jiang, W.-J. Simultaneous absorption of NOx and SO2 from flue gas with pyrolusite slurry combined with gas-phase oxidation of no using ozone. J. Hazard. Mater. 2011, 192, 124–130. [Google Scholar] [CrossRef] [PubMed]
- Fleischanderl, A.; Plattner, T.; Lanzerstorfer, C. Efficient reduction of PM 10/2.5 emissions at iron ore sinter plants. Proc. Dust Conf. 2007, 2007, 23–24. [Google Scholar]
- Liu, Z.; Zhang, J.; Yang, T. Research and development of sintering flue gas desulphurization technology. China Metal. 2009, 19, 1–5. [Google Scholar]
- Liu, Y.; Sun, J.; Hu, X.-X.; Shu, S.-J.; Ding, S.-L.; Yu, Z.-L. Study on flue gas desulfurization with rhodochrosite and pyrolusite pulp. China's Manganese Ind. 2008, 26, 19–23. [Google Scholar]
- Van Hecke, M.; Bartlett, R. Kinetics of sulfation of atlantic ocean manganese nodules. Metall. Trans. 1973, 4, 941–947. [Google Scholar] [CrossRef]
- Kiang, K.D.; Li, K.; Rothfus, R.R. Kinetic studies of sulfur dioxide absorption by manganese dioxide. Environ. Sci. Technol. 1976, 10, 886–893. [Google Scholar] [CrossRef]
- Lacey, D.; Bowen, J.; Basden, K. Theory of noncatalytic gas-solid reactions. Ind. Eng. Chem. Fundam. 1965, 4, 275–281. [Google Scholar] [CrossRef]
- Ingraham, T.; Marier, P. Kinetics of the formation of MnSO4 from MnO2, Mn2O3, and Mn3O4 and its decomposition to Mn2O3 or Mn3O4. Trans. Metall. Soc. AIME 1968, 242, 2039–2043. [Google Scholar]
- Li, K.; Rothfus, R.; Adey, A. Effect of macroscopic properties of manganese oxides on absorption of sulfur dioxide. Environ. Sci. Technol. 1968, 2, 619–621. [Google Scholar] [CrossRef]
- Uno, T.; Fukui, S.; Atsukawa, M.; Higashi, M.; Yamada, H.; Kamei, K. SO2 conversion-6. Scale-up of a SO2 control process: Up to 90% S dioxide removal effected by use of Mn oxide. Chem. Eng. Prog. 1970, 66, 61–65. [Google Scholar]
- Slimane, R.B.; Abbasian, J. Copper-based sorbents for coal gas desulfurization at moderate temperatures. Ind. Eng. Chem. Res. 2000, 39, 1338–1344. [Google Scholar] [CrossRef]
- Bienstock, D.; Field, F. Bench-scale investigation on removing sulfur dioxide from flue gases. J. Air Pollut. Control Assoc. 1960, 10, 121–125. [Google Scholar] [CrossRef] [PubMed]
- Lowell, P.S.; Schwitzgebel, K.; Parsons, T.B.; Sladek, K.J. Selection of metal oxides for removing SO2 from flue gas. Ind. Eng. Chem. Process Design Dev. 1971, 10, 384–390. [Google Scholar] [CrossRef]
- Zhang, W.; Cheng, C.Y. Manganese metallurgy review. Part I: Leaching of ores/secondary materials and recovery of electrolytic/chemical manganese dioxide. Hydrometallurgy 2007, 89, 137–159. [Google Scholar]
- Uysal, B.Z.; Aksahin, I.; Yucel, H. Sorption of sulfur dioxide on metal oxides in a fluidized bed. Ind. Eng. Chem. Res. 1988, 27, 434–439. [Google Scholar] [CrossRef]
- Chao, T.; Theobald, P. The significance of secondary iron and manganese oxides in geochemical exploration. Econ. Geol. 1976, 71, 1560–1569. [Google Scholar] [CrossRef]
- Post, J.E. Manganese oxide minerals: Crystal structures and economic and environmental significance. Proc. Natl. Acad. Sci. USA 1999, 96, 3447–3454. [Google Scholar] [CrossRef] [PubMed]
- Jenne, E.A. Controls on Mn, Fe, Co, Ni, Cu, and Zn concentrations in soils and water: The significant role of hydrous mn and fe oxides. Adv. Chem. Ser. 1968, 1968, 337–387. [Google Scholar]
- Young, L.B.; Harvey, H.H. The relative importance of manganese and iron oxides and organic matter in the sorption of trace metals by surficial lake sediments. Geochim. Cosmochim. Acta 1992, 56, 1175–1186. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Compounds | Temperature Range (K) | (J·mol−1) | (kJ·mol−1) | cp(T) = a + bT + cT2 + dT−2 | |||
|---|---|---|---|---|---|---|---|---|
| a | b | c | d | |||||
| 1 | O2 (g) | 298.15–1000.00 | 0 | 205.03 | 26.92 | 1.69 × 10−2 | −6.76 × 10−6 | 2.29 × 105 |
| 2 | SO2 (g) | 298.15–1700.00 | −296,842.00 | 248.10 | 53.02 | 4.34 × 10−5 | −24,439.25 | 2.28 × 106 |
| 3 | Mn (s) | 298.15–980.00 | 0 | 32.01 | 23.85 | 1.41 × 10−2 | −1.57 × 105 | |
| 4 | MnO (s) | 298.15–2115.15 | −384,928.00 | 59.83 | 46.48 | 8.11 × 10−3 | −3.68 × 105 | |
| 5 | MnO2 (s) | 298.15–523.00 | −520,071.20 | 53.13 | 69.45 | 1.02 × 10−2 | −1.62 × 106 | |
| 6 | Mn2O3 (s) | 298.15–1350.00 | −956,880.80 | 110.45 | 103.47 | 3.50 × 10−2 | −1.35 × 106 | |
| 7 | Mn3O4 (s) | 298.15–1445.00 | −1,386,577.60 | 153.97 | 144.93 | 4.52 × 10−2 | −9.20 × 105 | |
| 8 | MnS (s) | 298.15–1803.00 | −213,384.00 | 80.33 | 47.69 | 7.53 × 10−3 | - | |
| 9 | MnS2 (s) | 298.15–700.00 | −223,844.00 | 99.91 | 69.70 | 1.97 × 10−2 | −4.35 × 105 | |
| 10 | MnSO4 (s) | 298.15–973.00 | −1,065,246.40 | 112.13 | 122.42 | 3.73 × 10−2 | −2.94 × 106 | |
| Number | Equilibrium Reaction | (kJ·mol−1) | (J·mol−1·K−1) | (J·mol−1) |
|---|---|---|---|---|
| 1 | MnO2(s) + SO2(g) = MnSO4(s) | −248.33 | −189.10 | −249,514.77 + 185.47T−0.058T × lnT − 0.013T2 |
| 2 | MnS(s) + 2O2(g) = MnSO4(s) | −851.86 | −278.27 | −858,263.65 + 237.58T + 20.87T × lnT − 0.002T2 |
| 3 | MnS(s) + O2(g) = Mn(s) + SO2(g) | −83.45 | −5.25 | −83,230.03 − 11.33T + 2.25T × lnT − 0.005T2 |
| 4 | 2MnS(s) + 3O2(g) = 2MnO(s) + 2SO2(g) | −936.77 | −159.91 | −945,800.8−0.05T + 22.84T × lnT − 0.025T2 |
| 5 | 2Mn(s) + O2(g) = 2MnS(s) | −769.85 | −149.39 | −776,608.38 + 22.26T + 18.34T × lnT − 0.014T2 |
| 6 | 6MnO(s) + O2(g) = 2Mn3O4(s) | −463.58 | −256.08 | −457,727.62 + 366.54T − 15.93T × lnT + 0.012T2 |
| 7 | 4Mn3O4(s) + O2(g) = 6Mn2O3(s) | −194.97 | −158.17 | −198,662.44 + 65.10T + 14.16T × lnT − 0.006T2 |
| 8 | 2Mn2O3(s) + O2(g) = 4MnO2(s) | −166.52 | −213.40 | −181,663.38 − 87.79T + 43.95T × lnT − 0.023T2 |
| 9 | 2MnO (s) + 2SO2(g) + O2(g) = 2MnSO4(s) | −766.95 | −596.63 | −770,722.50 + 476.26T + 18.90T × lnT + 0.021T2 |
| 10 | 2Mn2O3(s) + 4SO2(g) + O2(g) = 4MnSO4(s) | −1159.85 | −969.82 | −1,159,856.00 + 686.34T + 43.72T × lnT + 0.031T2 |
| 11 | Mn3O4(s) + 3SO2(g) + O2(g) = 3MnSO4(s) | −918.63 | −466.91 | −928,352.18 + 531.05T + 36.33T × lnT + 0.025T2 |
| 12 | MnS2(s) + O2(g) = MnS(s) + SO2(g) | −286.38 | 23.48 | −288,889.96 − 55.22T + 4.09T × lnT − 0.014T2 |
| 13 | MnS2(s) + 3O2(g) = MnSO4(s) + SO2(g) | −1138.24 | −354.79 | −1,147,151.62 + 182.63T + 24.97T × lnT − 0.016T2 |
| 14 | 3MnS(s) + 5O2(g) = Mn3O4(s) + 3SO2(g) | −1636.95 | −367.91 | −1,647,542.81 + 182.52T + 26.3T × lnT − 0.031T2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Wu, F.; Wang, K.; Jin, H. Thermodynamic Analysis of Pyrolusite for Dry Flue Gas Desulfurization. Environments 2016, 3, 4. https://0-doi-org.brum.beds.ac.uk/10.3390/environments3010004
Wang W, Wu F, Wang K, Jin H. Thermodynamic Analysis of Pyrolusite for Dry Flue Gas Desulfurization. Environments. 2016; 3(1):4. https://0-doi-org.brum.beds.ac.uk/10.3390/environments3010004
Chicago/Turabian StyleWang, Wenhao, Fuzhong Wu, Keke Wang, and Huixin Jin. 2016. "Thermodynamic Analysis of Pyrolusite for Dry Flue Gas Desulfurization" Environments 3, no. 1: 4. https://0-doi-org.brum.beds.ac.uk/10.3390/environments3010004