3.1. Experimental Design
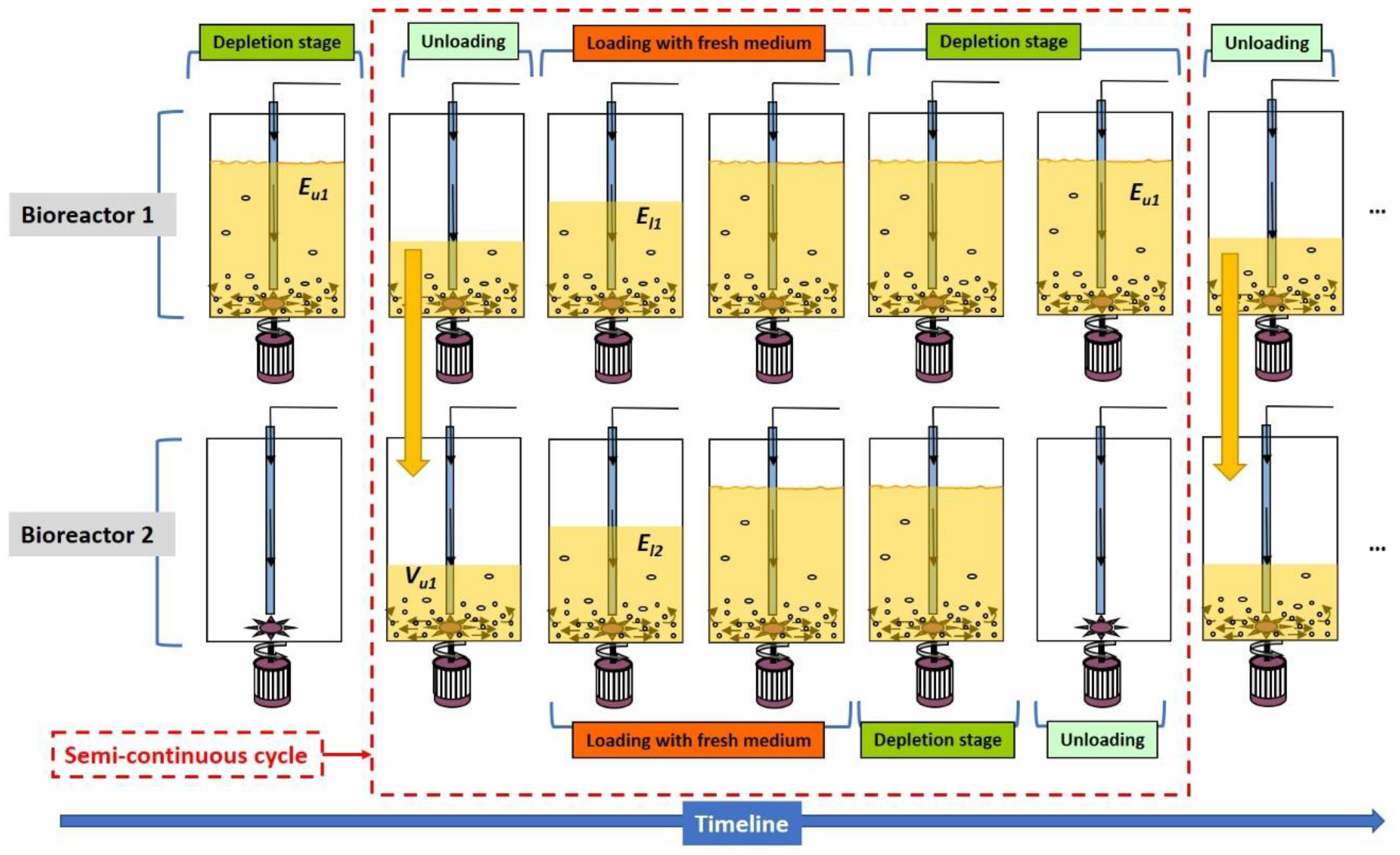
The experimental design that was initially intended to use was a Box-Behnken or Doehlert central composite factorial design. With two levels per factor, the total number of experiments needed was , where the first term represents the overall factorial design, the second the central points of the faces, and the third the central point. The factors (operational variables) used were the ethanol concentration at the loading stage in the first bioreactor (), the ethanol concentration at unloading time in the first bioreactor (), the volume unloaded from the first bioreactor into the second one (), the working temperature in the first bioreactor (), the ethanol concentration at loading time in the second bioreactor (), and the working temperature in the second bioreactor (). A total of 77 different experiments were in theory needed for to model these operational variables. In practice, however, this would have involved too many runs—probably more than needed to fit the model. Also, each experiment would have to be replicated many times to obtain reproducible results and lag phases would be needed each time the operational variables were modified to investigate a new case.
It was therefore necessary to reduce the number of experiments without sacrificing experimental information. This was accomplished by using a fractional factorial design requiring only
experiments, where
is the total number of variables and
the number of those variables obtained from some interactions of the others. Thus, considering
(variables
and
) and design generators
and
for a 1/4 fraction design, the experimental setup is shown in
Table 1. Normalized values −1 and +1 have been used for
,
,
,
and columns for
,
have been obtained using
,
generators, respectively. For example, normalized values for
were the product of normalized values of
,
and
; similarly, normalized values for
were the product of normalized values of
,
and
.
It was thought essential to use more than one central experiment (level 0 of all operational variables) at different times in order to examine the variance of the response variables. In this work, we used two central experiments (see
Table 2). We would also use far-spaced experiments (levels −2 and +2) symmetrically placed at a distance
from center,
being the fourth root of the number of fractional factorial design experiments excluding central points (i.e.,
). Therefore, the distance of levels (−2) and (+2) from level (0) was twice that from (0) to (−1) and (+1). This required adding two experiments per operational variable (see
Table 3). In summary, a total of 30 experiments would be required with the proposed design (i.e., less than one-half those required by a pure factorial design), with the added advantage that the ranges of operating conditions would be extended to far extreme values.
Because of the serial operation of the two bioreactors, several specific constraints must be considered for previous variables, since they cannot take certain values in practice:
Constraints on
The ethanol concentration of the feed wine would invariably be 12% (v/v).
≥ as it would make no sense to have an ethanol concentration at the reactor loading stage lower than that at unloading time.
must be less than the maximum ethanol concentration in the first bioreactor
at any time. The latter concentration depends on
,
and the ethanol concentration of the feed wine, and can be calculated from the following mass balance:
Constraints on :
Constraints on :
This variable must range from 1 to 7 L if the self-aspirating turbine with which the bioreactors were equipped is to operate properly. The turbine was used to feed oxygen to the microorganisms and help homogenize the culture medium.
Constraints on and :
The values of these variables must be compatible with the activity of acetic acid bacteria (AAB), which are the microorganisms affecting the process. The optimum temperature for AAB to oxidize ethanol into acetic acid is 25–35 °C. Because AAB activity drops outside this range [
46,
47], temperatures from 26 to 34 °C have been used here.
Constraints on :
Based on the previous constraints, , , and are mutually related; also, feasible and values span the range 1–5% (v/v) and 1–7 L, respectively. However, not all potential combinations of the values of the operational variables can be used in practice. Thus, the initial volume of the second bioreactor—unloaded from the first—, together with , imposes some additional constraints on and . As a result, the experimental design is subjected to the following constraints:
Based on constraint 2 on
and the experiments of
Table 1,
level (−1) must not be less than
level (+1). Likewise,
level (−2) must be greater than or at least equal to
level (0) (see
Table 3).
Based on
Table 2 and
Table 3,
level (0) can only be used in conjunction with
levels (0), (−2) and (+2). Therefore,
level (0) must be greater than or equal to
level (+2), unless no experiments under the extended conditions are to be conducted—in which case
level (0) must be greater than or equal to
level (0).
Based on Equation (2),
level (+1) must be less than the smallest
value. Also, based on Equation (3),
level (+1) must be less than the smallest
value. Such values are obtained by using all possible combinations of levels (−1) and (+1) of
and
(see
Table 1).
and
level (+2) must be less than the smallest value of
(Equation (2)) and
(Equation (3)), respectively, as obtained by using level (0) of
and
(see
Table 3).
and
level (0) must be less than the smallest values of
(Equation (2)) and
(Equation (3)), respectively, as obtained by using all possible combinations of levels (0), (−2) and (+2) of
and
(see
Table 2 and
Table 3).
Based on the foregoing, the constraints on and can be summarized as follows:
Constraints on :
Level (+1) must be less than the smallest value (Equation (2)) when and levels (−1) and (+1) are to be used; also, level (−1) must be greater than or equal to level (+1).
Level (0) must be less than the smallest value (Equation (2)) when and levels (0), (−2) and (+2) are to be used, but greater than or equal to level (+2).
Level (+2) must be less than (Equation (2) when and are used at level (0) and level (−2) must be greater than or equal to level (0).
Constraints on :
Level (+1) must be less than the smallest value (Equation (3)) when and levels (−1) and (+1) are to be used.
Level (0) must be less than the smallest value (Equation (3)) when and are to be used at levels (0), (−2) and (+2).
Level (+2) must be less than (Equation (3)) with level (0) of and .
A systematic analysis of all possible combinations of the values of the operational variables with provision for the above-described constraints was done by using a self-developed script in MATLAB [
48] (see
MATLAB file “Get_feasible_combinations.m” in Supplementary Materials). Each combination corresponded to a complete experimental design, as depicted in
Table 1,
Table 2 and
Table 3. The software used different values for level (0) of each variable within a preset range in combination with different values for levels (−2) and (+2)—levels (−1) and (+1) were calculated automatically in each case. The specific ranges considered for level (0) were 1–5% (
v/
v) for
,
and
; and 1–7 L for
, all in 0.5 steps. A 0.5 step over the range 0.5–5 was used for iteration of levels (−2) and (+2) in each case.
The script initially identified 148611 feasible combinations. Such a large number required additional constraints to be imposed based on the following practical arguments:
A1. There must be a simultaneous maximum difference between levels (−1) and (+1) in
and
(see
Table 1). This constraint expanded the feasible range of operational conditions and allowed the influence of each variable and mutual relations to be more accurately detected and examined as a result.
A2. Because in the semi-continuous operation mode it is a common practice to unload at least half of the working volume from the first bioreactor, level (−1) must be greater than or equal to 4 L.
A3. Because the initial ethanol concentration in the second bioreactor must not be too high in order to facilitate appropriate performance (see constraint 2 on ), level (+2) must be less than 5% (v/v).
On the other hand, too low an
value would slow down the process exceedingly at the loading stage. This fact allows the combinations involving the lowest
value at level (−2) (viz., 1, 3 and 4 in
Table 4) to be discarded, thus leaving a single one which fulfils all constraints imposed (viz., combination 2 in
Table 4).
Table 5,
Table 6 and
Table 7 show the set of experiments corresponding to such a combination as established according to the
experimental design previously described by using an identical range for both working temperatures (
and
): 26–34 °C.
As recommended when using experimental design methodology, only the experiments in
Table 5 and
Table 6 would initially be performed (in random order). If the results were not conclusive enough, then the experiments in
Table 7 would also be needed.
3.4. Discussion about the Obtained Polynomial Models
Although a black-box model does not allow one to ascertain why some operational variables are influential whereas others are not, it could be interesting to identify the most influential variables and their interaction terms. The influence (statistical significance) of each term in a polynomial equation can be assessed through statistic
F, which was used here to decide whether a term was to be included or excluded. By way of example,
Table S3.14 in file “S3.docx” in Supplementary Materials reveals that the highest
F values were those for
and
. Therefore, the variable
was especially sensitive to the ethanol concentration at the time the first bioreactor was unloaded—it was directly influenced by
and by its quadratic term.
As a rule, the operational variables associated to the first bioreactor were more markedly influential on most of the dependent variables than were those pertaining to the second. This is unsurprising if one considers that the first reactor not only contributed to the total acetic acid production but also supplied the second with the microorganisms which must work under more extreme conditions in the second bioreactor, since one of the main goals was to deplete ethanol in the medium. Therefore, the conditions prevailing in the first reactor should allow a high concentration of very active acetic acid bacteria to be maintained. As stated in the introduction, such conditions are obtained by keeping the ethanol and acetic acid concentration at not too high levels. It is thus unsurprising that the polynomials used to estimate and were so strongly dependent on and as the latter two variables are directly related to acidity in the reaction medium. is also highly influential; in fact, the greater the volume unloaded into the second bioreactor is, the more marked will be the potential changes in ethanol and acidity levels in the first as a result of the need for a greater volume of fresh medium for replenishment. As expected, the interaction term in the polynomial for is especially important; in fact, changes in and must have a strong impact on the mean ethanol concentration in each transformation cycle in the first bioreactor.
One other interesting inference is that the polynomials for and are complementary; in fact, they only differ in the independent term and in the signs of the others. The sum of the independent term coincides with the overall content of the medium [% (v/v) ethanol + % (w/v) acetic acid]. Since the total concentration remains constant, in the absence of volatile losses by sweeping—which was the case with our experiments—this result is unsurprising and provides support for the correlation procedure used to develop the equations. Similar reasoning can be applied to and .
The variable is of special interest as it is a measure of ethanol depletion in each biotransformation cycle. One aim of the acetification process may be not to operate at the highest possible rate but rather to deplete or nearly deplete the substrate in each cycle—in which case will be zero or near-zero. Again, the variables , and will be especially influential—not directly, but through their interaction terms—, but so will and .
Once the previously described models have been obtained, the operating conditions can only be optimized, for specific purposes, through a well-designed optimization process using several objective functions. Hence, additional work would be necessary in this regard.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}