
Effects of Heat Treatment on the Microstructure and Hardness of A356 (AlSi7Mg0.3) Manufactured by Vertical Centrifugal Casting


Abstract
:1. Introduction
2. Theory
3. Materials and Methods
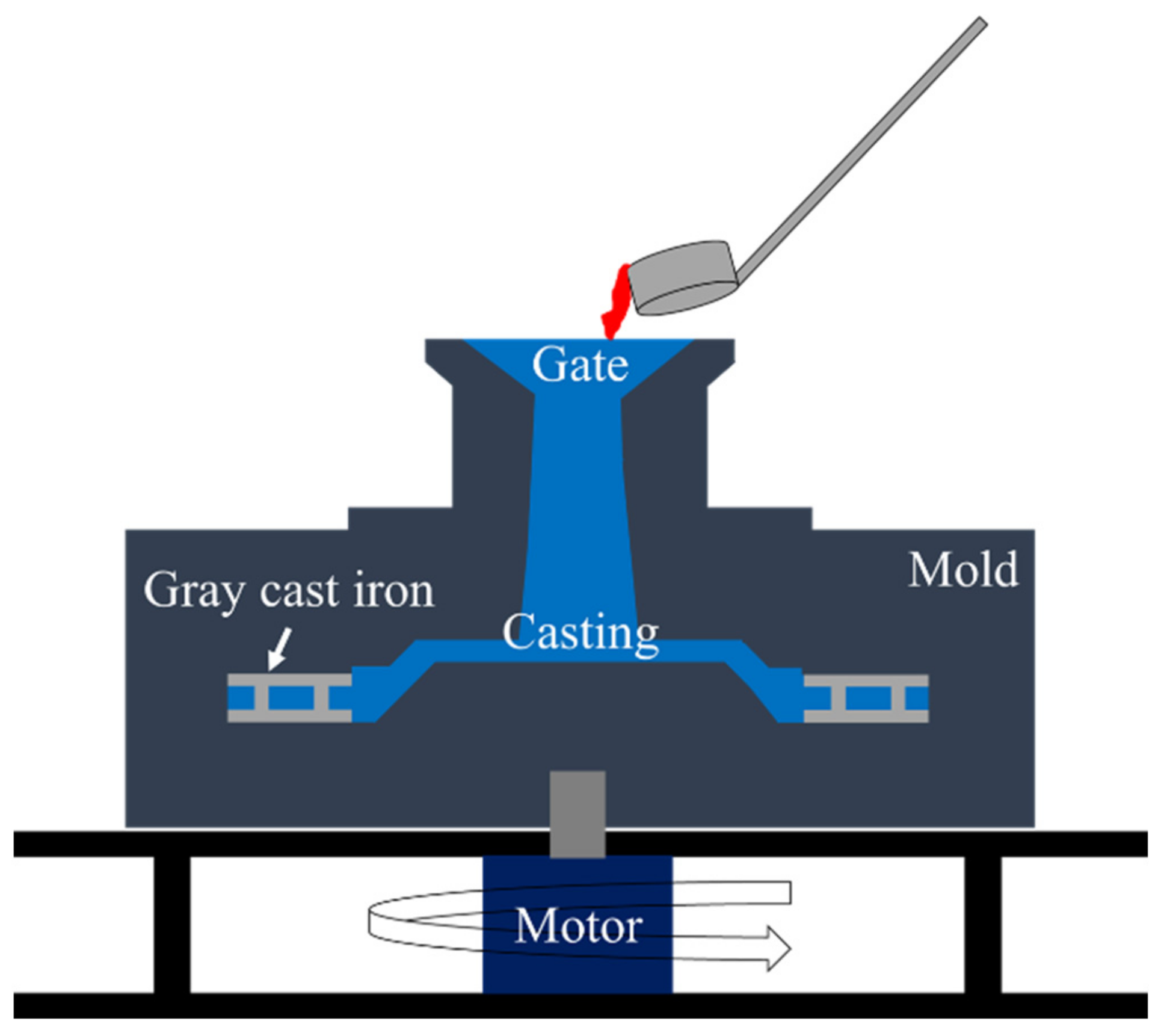
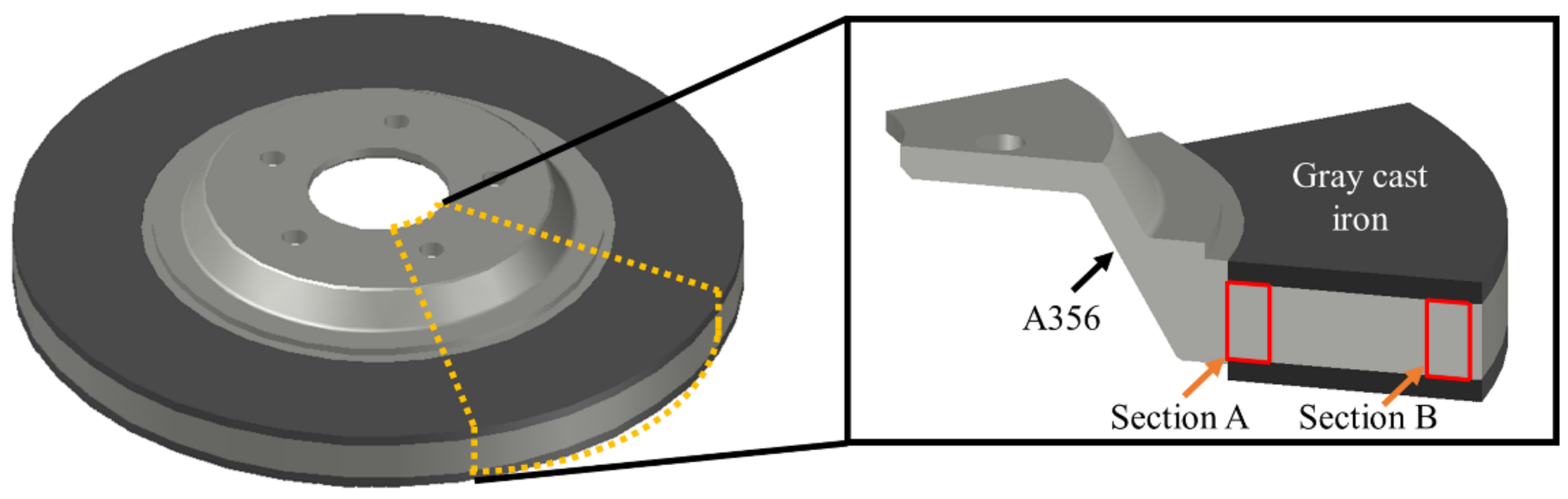
3.1. Sample Preparation
3.2. Heat Treatment
3.3. Microhardness Test
3.4. Differential Scanning Calorimetry (DSC)
3.5. Microstructural Analysis
4. Results and Discussion
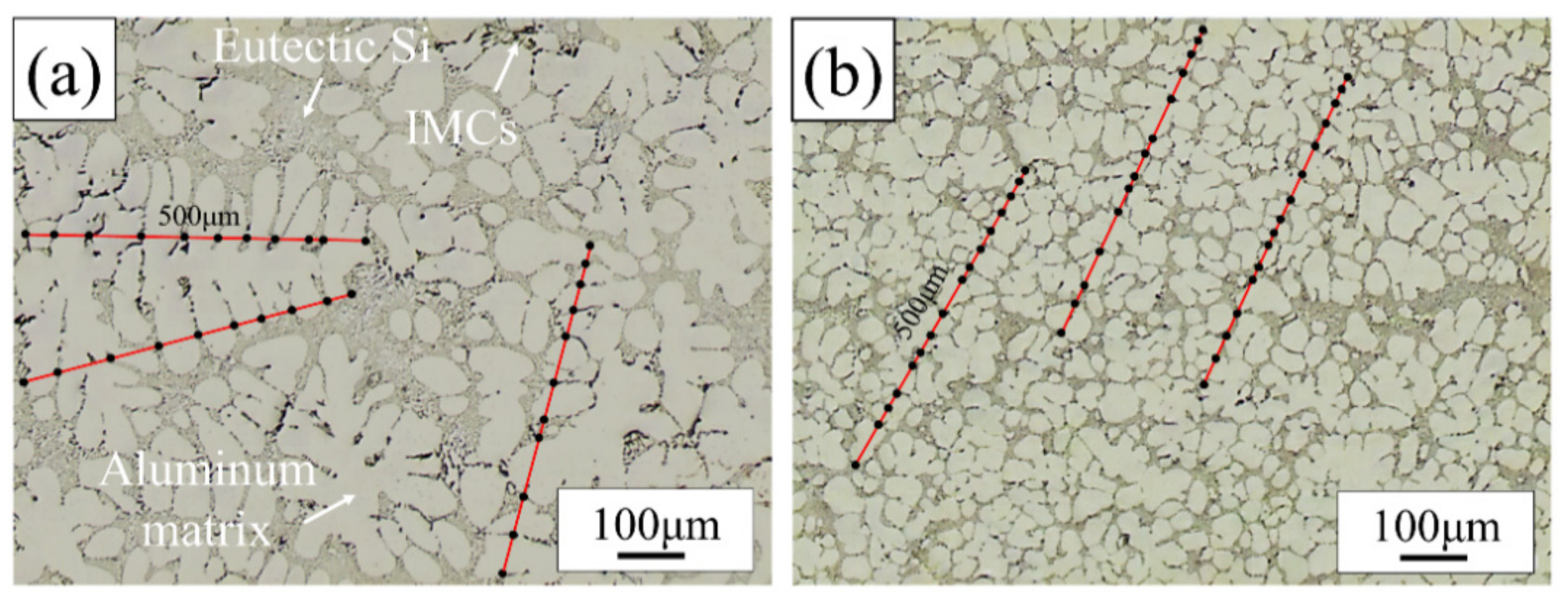
4.1. Microstructure of Sections A and B before Heat Treatment
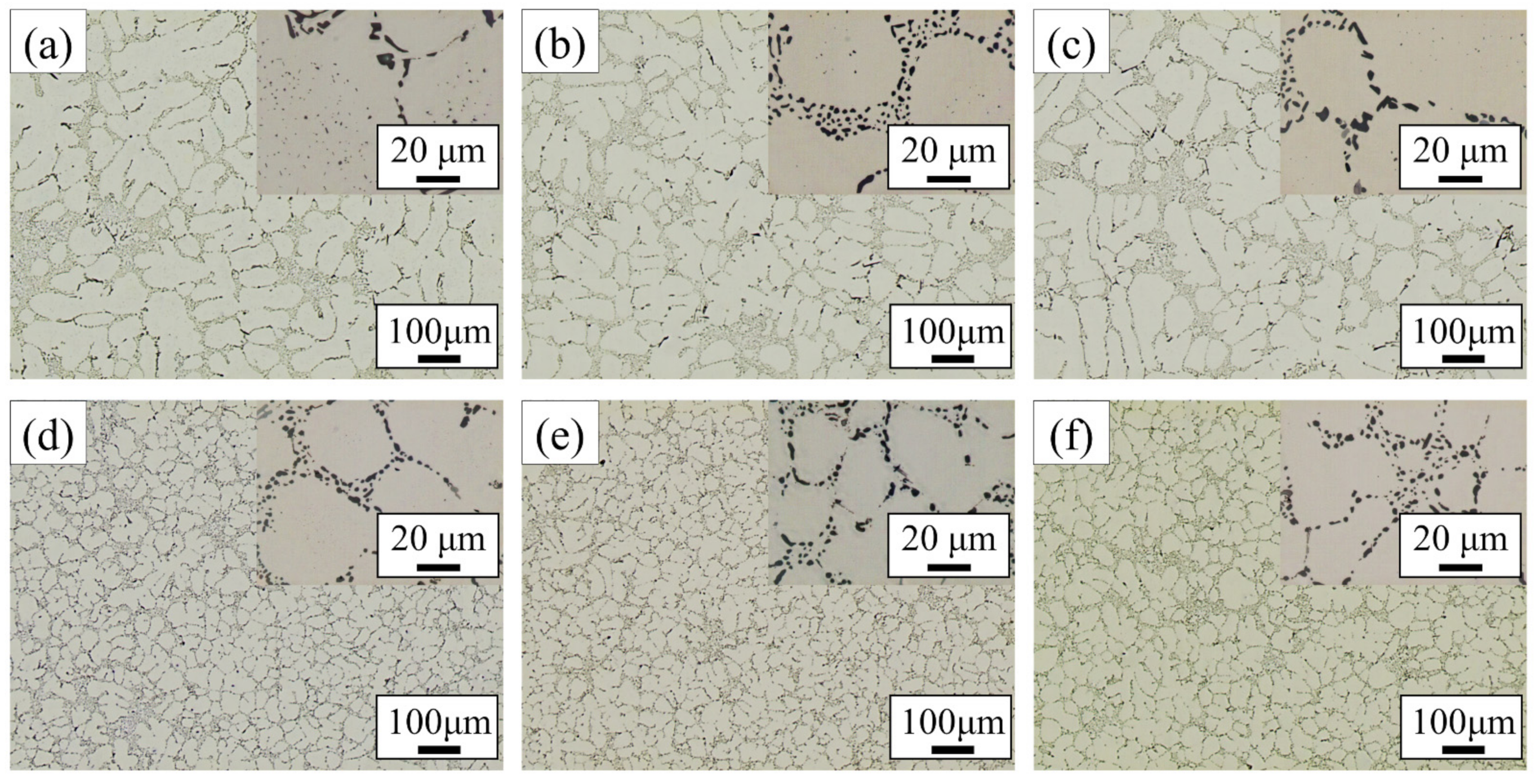
4.2. Effects of Heat Treatment on the A356 Alloys
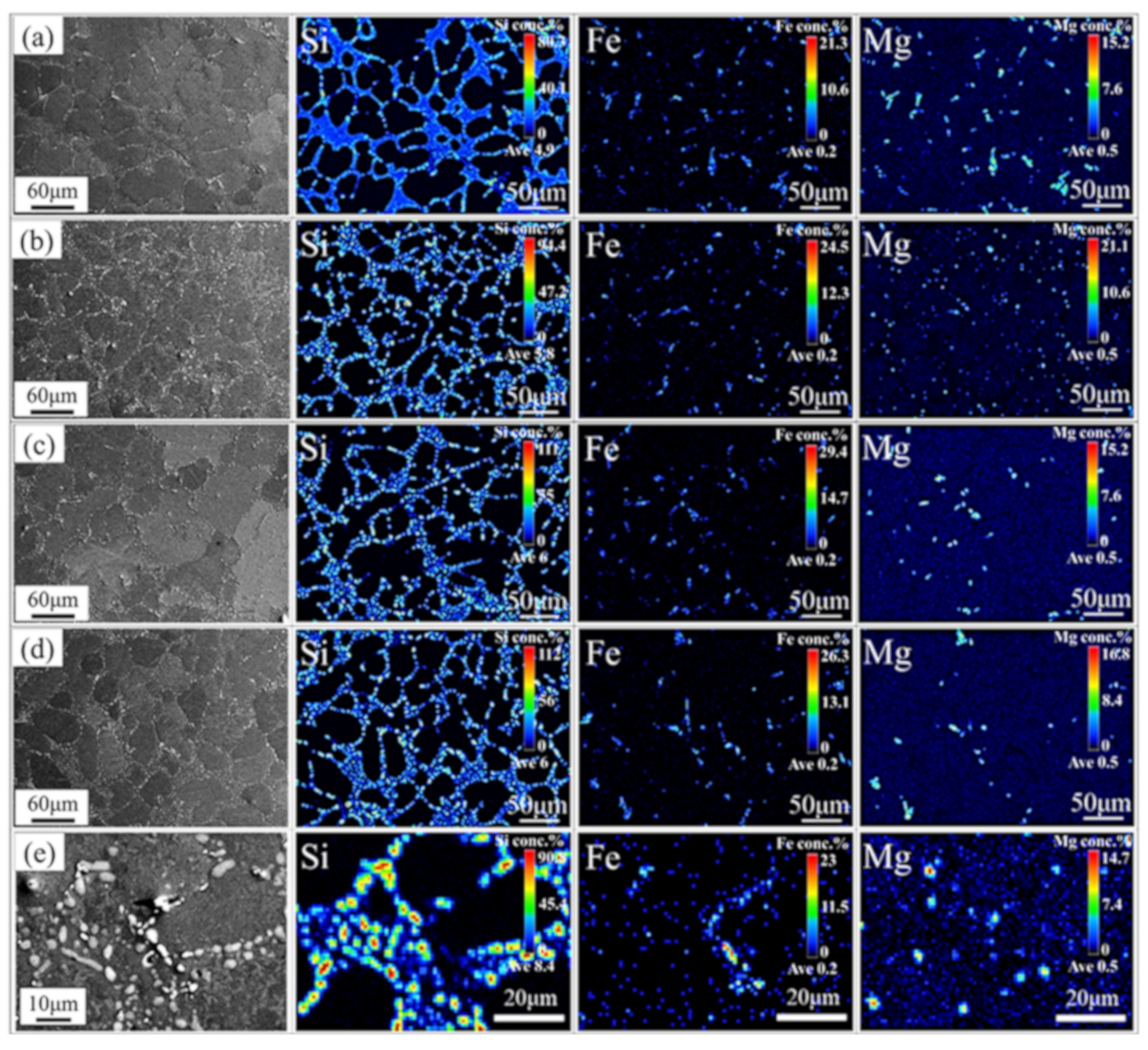
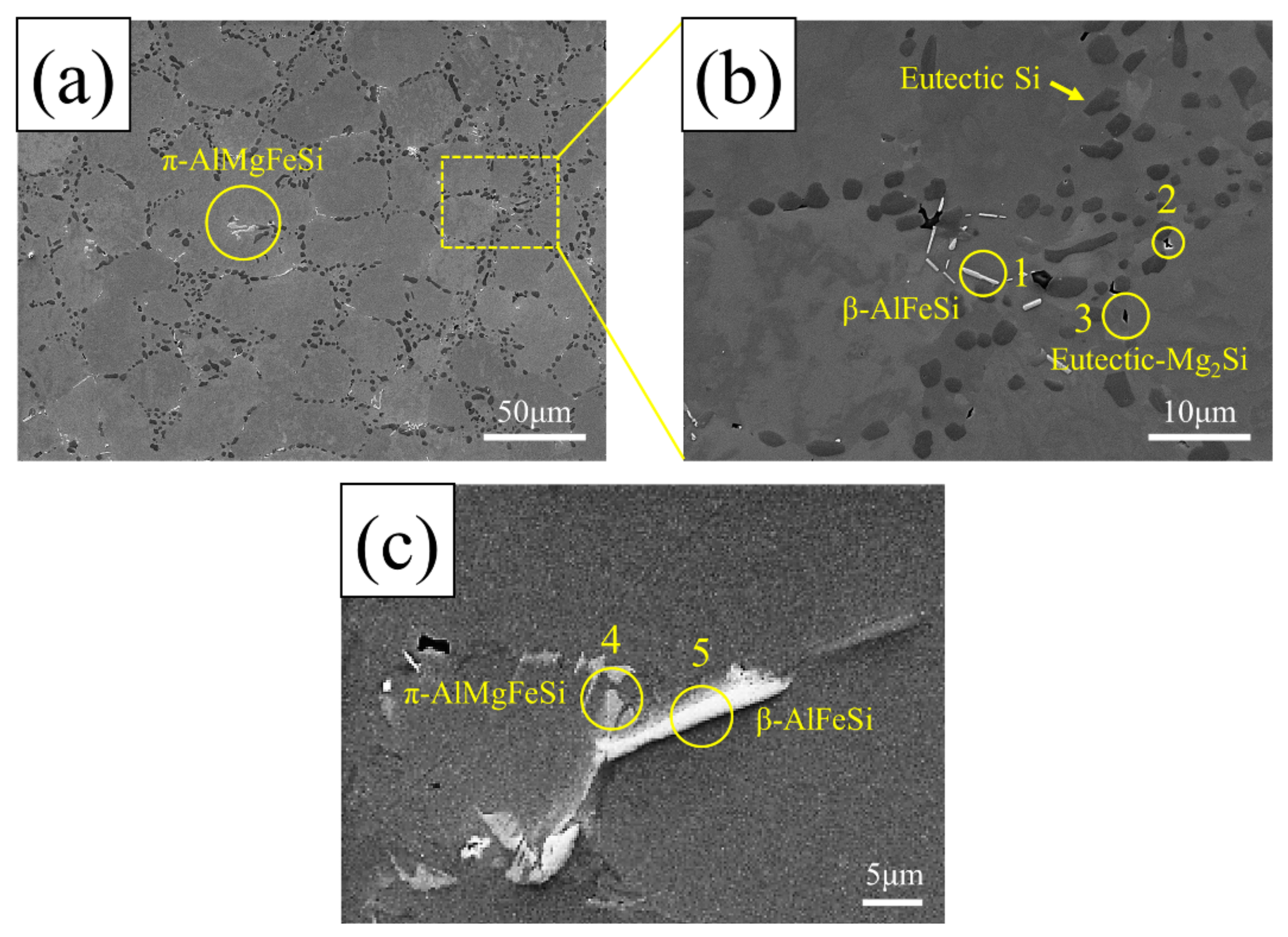
4.3. Analysis of IMCs
5. Conclusions
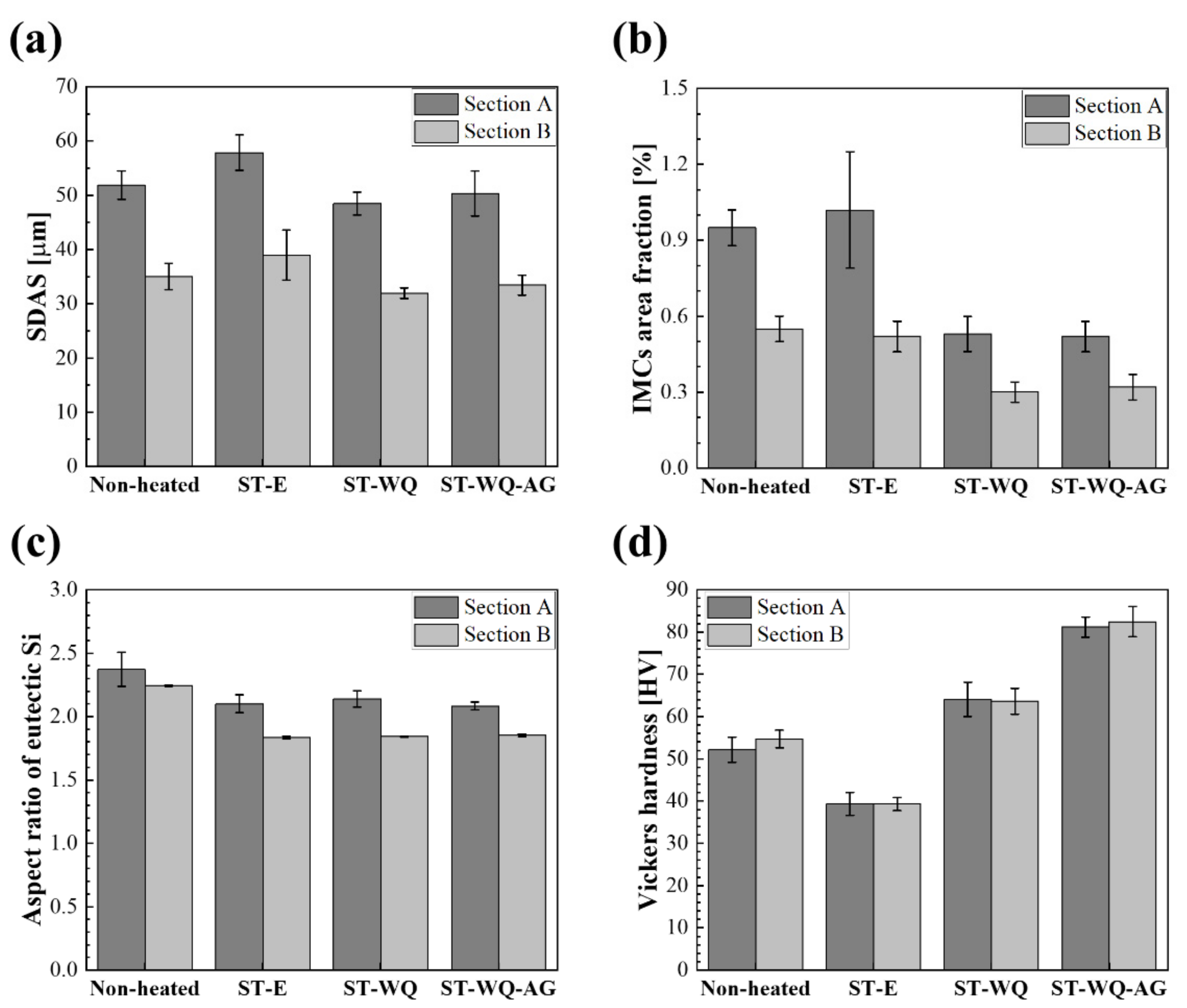
- Concerning the non-heated A356 alloys, the SDAS of section A was 1.48 times coarser than section B, and the area fraction of Fe-rich IMCs in section A (0.95%) was 1.72 times higher than that in section B. This difference in microstructure of sections A and B can be reduced through heat treatment.
- The SDAS in the ST-E heat-treated A356 alloys was longer than that in the non-heated A356 alloys by 3.92 μm, and the eutectic-Mg2Si phases were precipitated at the grain boundaries. This phase caused grain boundary segregation and decreased the average hardness by 13 HV. The differences in the area fractions of Fe-rich IMCs between section A and section B were similar to those from before heat treatment.
- In the ST-WQ (T4) heat-treated A356 alloys, the SDAS was decreased by 3.1 μm, compared to the non-heated alloys. In addition, the area fraction of the Fe-rich IMCs decreased by 0.25. This decrease occurred because the Mg solute atoms included in the π-AlMgFeSi phases were re-dissolved into an aluminum matrix. This caused the average hardness to increase by 11 HV. Moreover, the difference in area fraction of Fe-rich IMCs between section A and section B was reduced from 0.42% to 0.2%.
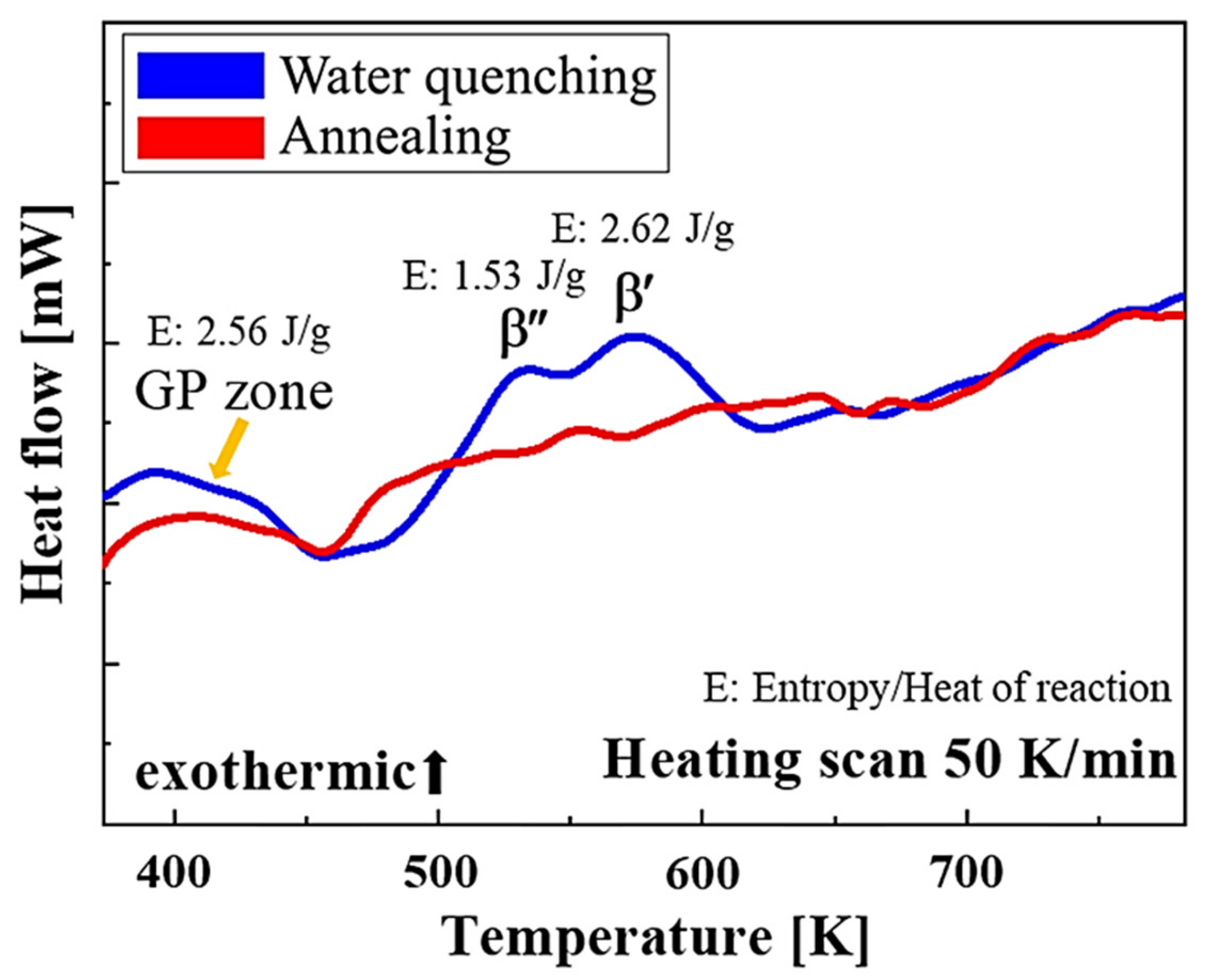
- The segregation of Si and Mg solute atoms was reduced by ST-WQ and ST-WQ AG. The average hardness of the ST-WQ-AG (T6) heat-treated A356 alloys was the highest value owing to GP zone formation during artificial aging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cuenot, F. CO2 emissions from new cars and vehicle weight in Europe; How the EU regulation could have been avoided and how to reach it? Energy Policy 2009, 37, 3832–3842. [Google Scholar] [CrossRef]
- Parekh, H.; Ramani, B.; Parekh, C. Performance Enhancement of Internal Combustion Engine Using Weight Reduction Approach. Int. J. Automot. Mech. Eng. 2018, 15, 4962–4977. [Google Scholar] [CrossRef]
- Villanueva-Rey, P.; Belo, S.; Quinteiro, P.; Arroja, L.; Dias, A.C. Wiring in the automobile industry: Life cycle assessment of an innovative cable solution. J. Clean. Prod. 2018, 204, 237–246. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Ahn, C.; Lee, E. Effect of cooling rate on the corrosion resistance and mechanical property of AlSi10MnMg alloy. J. Adv. Mar. Eng. Tech. 2019, 43, 618–624. [Google Scholar] [CrossRef]
- Maleque, M.A.; Dyuti, S.; Rahman, M.M. Material selection method in design of automotive brake disc. WCE 2010 World Congr. 2010, 3, 2322–2326. [Google Scholar]
- Le Gigan, G.; Ekh, M.; Vernersson, T.; Lundén, R. Modelling of grey cast iron for application to brake discs for heavy vehicles. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2017, 231, 35–49. [Google Scholar] [CrossRef]
- Cueva, G.; Sinatora, A.; Guesser, W.L.; Tschiptschin, A.P. Wear resistance of cast irons used in brake disc rotors. Wear 2003, 255, 1256–1260. [Google Scholar] [CrossRef] [Green Version]
- Talati, F.; Jalalifar, S. Analysis of heat conduction in a disk brake system. Heat Mass Transf. Stoffuebertragung 2009, 45, 1047–1059. [Google Scholar] [CrossRef]
- Shaik, A.F.B.; Srinivas, C.L. Structural and thermal analysis of disc brake with and without crossdrilled rotar of race car. Int. J. Adv. Eng. Res. Stud. 2012, 4, 39–43. [Google Scholar]
- Ormerod, J.; Taylor, R.; Edwards, J.R. Thermal diffusivity of cast irons. Met. Technol. 1978, 5, 109–113. [Google Scholar] [CrossRef]
- Atwood, D.H.; Ferrara, G. Vapor lock studies for gasolines with ethers. SAE Tech. Pap. 1993. [Google Scholar] [CrossRef]
- Radlinski, R.W.; Forthofer, R.J.; Harvey, J.L. Operating performance of motor vehicle braking systems as affected by fluid water content. SAE Tech. Pap. 1971, 1037–1045. [Google Scholar] [CrossRef]
- Song, N.; Luan, Y.; Bai, Y.; Xu, Z.A.; Kang, X.; Li, D. Numerical Simulation of Solidification of Work Roll in Centrifugal Casting Process. J. Mater. Sci. Technol. 2012, 28, 147–154. [Google Scholar] [CrossRef]
- Rahvard, M.M.; Tamizifar, M.; Boutorabi, S.M.A.; Gholami Shiri, S. Characterization of the graded distribution of primary particles and wear behavior in the A390 alloy ring with various Mg contents fabricated by centrifugal casting. Mater. Des. 2014, 56, 105–114. [Google Scholar] [CrossRef]
- Koizumi, M.; Niino, M. Overview of FGM Research in Japan. MRS Bull. 1995, 20, 19–21. [Google Scholar] [CrossRef]
- Gao, J.W.; Wang, C.Y. Modeling the solidification of functionally graded materials by centrifugal casting. Mater. Sci. Eng. A 2000, 292, 207–215. [Google Scholar] [CrossRef]
- Madhusudhan; Narendranath, S.; Kumar, G.C.M.; Mukunda, P.G. Experimental study on rate of solidification of centrifugal casting. Int. J. Mech. Mater. Eng. 2010, 5, 101–105. [Google Scholar]
- Zhang, W.Q.; Yang, Y.S.; Zhu, Y.F.; Liu, Q.M.; Hu, Z.Q. Structural transition and macrosegregation of Al-Cu eutectic alloy solidified in the electromagnetic centrifugal casting process. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1998, 29, 404–408. [Google Scholar] [CrossRef]
- Chirita, G.; Soares, D.; Silva, F.S. Advantages of the centrifugal casting technique for the production of structural components with Al-Si alloys. Mater. Des. 2008, 29, 20–27. [Google Scholar] [CrossRef]
- Sanders, R.E. Technology innovation in aluminum products. JOM 2001, 53, 21–25. [Google Scholar] [CrossRef]
- Becker, M.N. Aluminum: New Challenges in Downstream Activities. JOM 1999, 51, 26–38. [Google Scholar] [CrossRef]
- Belov, N.A. Industrial Casting Aluminum Alloys. In Casting Aluminum Alloys; Elsevier: Amsterdam, The Netherlands, 2007; Chapter 5; pp. 327–396. ISBN 9780080453705. [Google Scholar]
- Gencalp Irizalp, S.; Saklakoglu, N. Effect of Fe-rich intermetallics on the microstructure and mechanical properties of thixoformed A380 aluminum alloy. Eng. Sci. Technol. Int. J. 2014, 17, 58–62. [Google Scholar] [CrossRef] [Green Version]
- Fortini, A.; Merlin, M.; Fabbri, E.; Pirletti, S.; Garagnani, G.L. On the influence of Mn and Mg additions on tensile properties, microstructure and quality index of the A356 aluminum foundry alloy. Procedia Struct. Integr. 2016, 2, 2238–2245. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Lin, Y.C.; Luo, S.C.; Huang, J.; Yin, L.X.; Jiang, X.Y. Effects of solution treatment on microstructures and micro-hardness of a Sr-modified Al-Si-Mg alloy. Mater. Sci. Eng. A 2018, 725, 530–540. [Google Scholar] [CrossRef]
- Wang, Q.G.; Apelian, D.; Lados, D.A. Fatigue behavior of A356/357 aluminum cast alloys. Part II—Effect of microstructural constituents. J. Light Met. 2001, 1, 85–97. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Kattner, U.R. Analysis of Solidification Path and Microsegregation in k (V). Model. Cast. Weld. Adv. Solidif. Process. 1998, 8, 159–170. [Google Scholar]
- Taylor, J.A.; St John, D.H.; Barresi, J.; Couper, M.J. Influence of Mg content on the microstructure and solid solution chemistry of Al-7%Si-Mg casting alloys during solution treatment. Mater. Sci. Forum 2000, 331, 277–282. [Google Scholar] [CrossRef]
- Manickaraj, J.; Liu, G.; Shankar, S. Effect of incubation coupled with artificial aging in T6 heat treatment of A356.2 aluminum casting alloy. Int. J. Met. 2011, 5, 17–34. [Google Scholar] [CrossRef]
- Lee, E.; Walde, C.; Mishra, B. Effects of Cooling Rate on Precipitate Evolution and Residual Stresses in Al–Si–Mn–Mg Casting Alloy. Met. Mater. Int. 2018, 24, 815–820. [Google Scholar] [CrossRef]
- Tan, Y.H.; Lee, S.L.; Lin, Y.L. Effects of Be and Fe additions on the microstructure and mechanical properties of A357.0 alloys. Metall. Mater. Trans. A 1995, 26, 1195–1205. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Mg | Fe | |
|---|---|---|---|---|
| Density (g/cm3) | 2.7 | 2.3 | 1.74 | 7.8 |
| Heat Treatment | Temperature (K) | Holding Time (h) | Heating Rate (K/min) | Cooling Rate (K/min) | |
|---|---|---|---|---|---|
| ST | E | 773 | 4 | 4.16 | 1.1 |
| WQ | 1340 | ||||
| AG | 473 | 4 | 1.67 | 1750 | |
| Point | Al | Si | Mg | Fe |
|---|---|---|---|---|
| 1 | 77.04 | 16.75 | - | 6.22 |
| 2 | 84.71 | 14.26 | 1.02 | - |
| 3 | 75.55 | 20.16 | 4.29 | - |
| 4 | 49.06 | 26.78 | 14.34 | 9.83 |
| 5 | 71.94 | 11.20 | - | 16.87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, W.; Jang, K.; Ji, C.; Lee, E. Effects of Heat Treatment on the Microstructure and Hardness of A356 (AlSi7Mg0.3) Manufactured by Vertical Centrifugal Casting. Appl. Sci. 2021, 11, 11572. https://0-doi-org.brum.beds.ac.uk/10.3390/app112311572
Kim W, Jang K, Ji C, Lee E. Effects of Heat Treatment on the Microstructure and Hardness of A356 (AlSi7Mg0.3) Manufactured by Vertical Centrifugal Casting. Applied Sciences. 2021; 11(23):11572. https://0-doi-org.brum.beds.ac.uk/10.3390/app112311572
Chicago/Turabian StyleKim, Wonho, Kyungsu Jang, Changwook Ji, and Eunkyung Lee. 2021. "Effects of Heat Treatment on the Microstructure and Hardness of A356 (AlSi7Mg0.3) Manufactured by Vertical Centrifugal Casting" Applied Sciences 11, no. 23: 11572. https://0-doi-org.brum.beds.ac.uk/10.3390/app112311572