
Optimization of the Acetification Stage in the Production of Wine Vinegar by Use of Two Serial Bioreactors

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material and Microorganisms
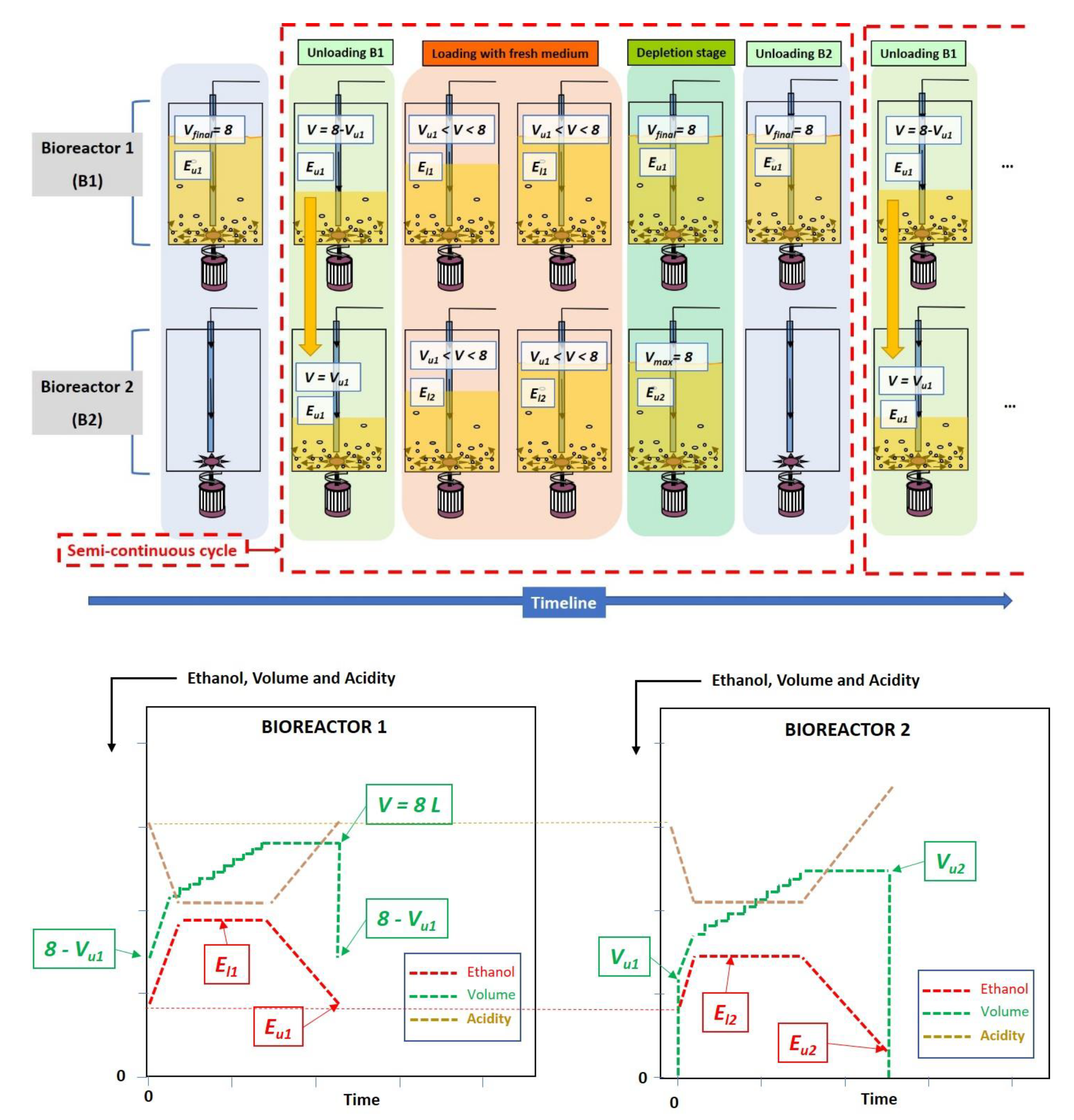
2.2. Operating Mode
2.3. Optimization Method
3. Results and Discussion
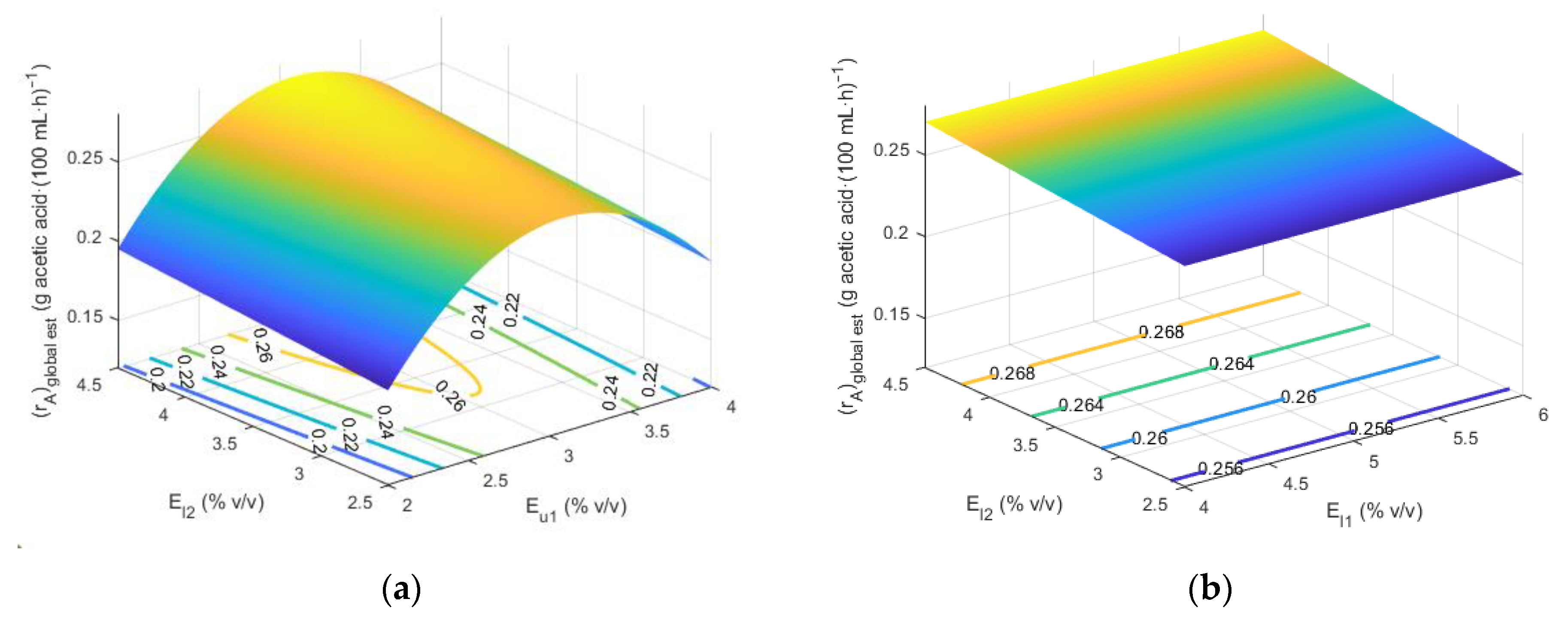
3.1. Optimization of the Mean Rate of Acetic Acid Formation in the Two-Bioreactor System
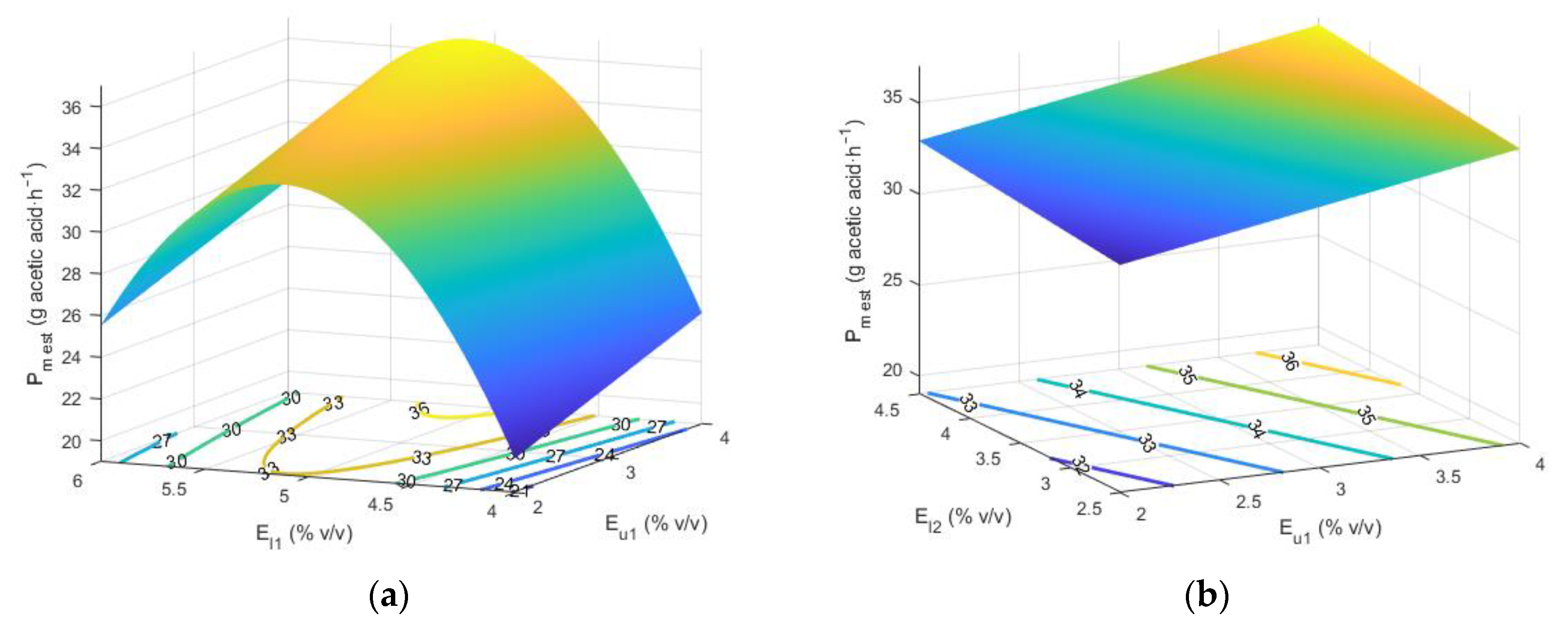
3.2. Optimization of Pm est
3.3. Optimizing Pm est While Ensuring Enough Substrate Depletion
3.4. Comparison of the Performance of Serial and Parallel Bioreactors
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Rončević, Z.; Grahovac, J.; Dodić, S.; Vučurović, D.; Dodić, J. Utilisation of winery wastewater for xanthan production in stirred tank bioreactor: Bioprocess modelling and optimisation. Food Bioprod. Process. 2019, 117, 113–125. [Google Scholar] [CrossRef]
- El-Naggar, N.E.A.; Haroun, S.A.; El-Weshy, E.M.; Metwally, E.A.; Sherief, A.A. Mathematical modeling for bioprocess optimization of a protein drug, uricase, production by Aspergillus welwitschiae strain 1–4. Sci. Rep. 2019, 9, 12971. [Google Scholar] [CrossRef] [PubMed]
- Beagan, N.; O’Connor, K.E.; Del Val, I.J. Model-based operational optimisation of a microbial bioprocess converting terephthalic acid to biomass. Biochem. Eng. J. 2020, 158, 107576. [Google Scholar] [CrossRef]
- Adeetunji, A.I.; Olaniran, A.O. Statistical modelling and optimization of protease production by an autochthonous Bacillus aryabhattai Ab15-ES: A response surface methodology approach. Biocatal. Agric. Biotechnol. 2020, 24, 101528. [Google Scholar] [CrossRef]
- Román-Camacho, J.J.; Santos-Dueñas, I.M.; García-García, I.; Moreno-García, J.; García-Martínez, T.; Mauricio, J.C. Metaproteomics of microbiota involved in submerged culture production of alcohol wine vinegar: A first approach. Int. J. Food Microbiol. 2020, 333, 108797. [Google Scholar] [CrossRef] [PubMed]
- García-García, I.; Cantero-Moreno, D.; Jiménez-Ot, C.; Baena-Ruano, S.; Jiménez-Hornero, J.; Santos-Duenas, I.; Bonilla-Venceslada, J.L.; Barja, F. Estimating the mean acetification rate via on-line monitored changes in ethanol during a semi-continuous vinegar production cycle. J. Food Eng. 2007, 80, 460–464. [Google Scholar] [CrossRef]
- García-García, I.; Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; González-Granados, Z.; Cañete-Rodríguez, A.M. Modelling and optimization of acetic acid fermentation (Chapter 15). In Advances in Vinegar Production; Bekatorou, A., Ed.; CRC Press (Taylor & Francis Group): Boca Raton, FL, USA, 2019; pp. 299–325. [Google Scholar] [CrossRef]
- Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; García-García, I. Optimization of biotechnological processes. The acetic acid fermentation. Part I: The proposed model. Biochem. Eng. J. 2009, 45, 1–6. [Google Scholar] [CrossRef]
- Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; Garcia-Garcia, I. Optimization of biotechnological processes. The acetic acid fermentation. Part II: Practical identifiability analysis and parameter estimation. Biochem. Eng. J. 2009, 45, 7–21. [Google Scholar] [CrossRef]
- Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; Garcia-Garcia, I. Optimization of biotechnological processes. The acetic acid fermentation. Part III: Dynamic optimization. Biochem. Eng. J. 2009, 45, 22–29. [Google Scholar] [CrossRef]
- Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; García-García, I. Modelling acetification with artificial neural networks and comparison with alternative procedures. Processes 2020, 8, 749. [Google Scholar] [CrossRef]
- García-García, I.; Santos-Dueñas, I.M.; Jiménez-Ot, C.; Jiménez-Hornero, J.E.; Bonilla-Venceslada, J.L. Vinegar engineering. In Vinegars of the World; Solieri, L., Giudici, P., Eds.; Springer: Milano, Italy, 2009; Chapter 9; pp. 97–120. [Google Scholar] [CrossRef]
- Jiménez-Ot, C.; Santos-Dueñas, I.M.; Jiménez-Hornero, J.; Baena-Ruano, S.; Martín-Santos, M.A.; Bonilla-Venceslada, J.L.; García-García, I. Influencia de la graduación total de un vino Montilla-Moriles sobre la velocidad de acetificación en el proceso de elaboración de vinagre. In XVI Congreso Nacional de Microbiología de los Alimentos, Córdoba, Spain; Fernández-Salguero, J., García-Jimeno, R., Medina-Canalejo, L., Cabezas Redondo, L., Eds.; Publication Services of Diputación de Córdoba: Córdoba, Spain, 2008; pp. 255–256. [Google Scholar]
- Baena-Ruano, S.; Jiménez-Ot, C.; Santos-Dueñas, I.M.; Cantero-Moreno, D.; Barja, F.; García-García, I. Rapid method for total, viable and non-viable acetic acid bacteria determination during acetification process. Process Biochem. 2006, 41, 1160–1164. [Google Scholar] [CrossRef]
- Baena-Ruano, S.; Jiménez-Ot, C.; Jiménez-Hornero, J.; Santos-Dueñas, I.M.; Bonilla-Venceslada, J.L.; Cantero-Moreno, D.; García-García, I. In Proceedings of the Second Symposium on Research+Development+Innovation for Vinegars Production, Córdoba, Spain, 26–28 April 2006; García-García, I., Ed.; University of Córdoba: Córdoba, Spain, 2006; pp. 180–183. [Google Scholar]
- Baena-Ruano, S.; Jiménez-Ot, C.; Santos-Dueñas, I.M.; Jiménez-Hornero, J.E.; Bonilla-Venceslada, J.L.; Álvarez-Cáliz, C.; García-García, I. Influence of the final ethanol concentration on the acetification and production rate in the wine vinegar process. J. Chem. Technol. Biotechnol. 2010, 85, 908–912. [Google Scholar] [CrossRef]
- Álvarez-Cáliz, C.; Santos-Dueñas, I.M.; Cañete-Rodríguez, A.M.; García-Martínez, T.; Maurico, J.C.; García-García, I. Free amino acids, urea and ammonium ion contents for submerged wine vinegar production: Influence of loading rate and air-flow rate. Acetic Acid Bact. 2012, 1, e1. [Google Scholar] [CrossRef]
- Emde, F. State of the art technologies in submersible vinegar production. In Proceedings of the Second Symposium on Research+Development+Innovation for Vinegars Production, Córdoba, Spain, 26–28 April 2006; García-García, I., Ed.; University of Córdoba: Córdoba, Spain, 2006; pp. 101–109. [Google Scholar]
- Sellmer, S. New strategies in process control for the production of wine vinegar. In Proceedings of the Second Symposium on Research+Development+Innovation for Vinegars Production, Córdoba, Spain, 26–28 April 2006; García-García, I., Ed.; University of Córdoba: Córdoba, Spain, 2006; pp. 127–132. [Google Scholar]
- González-Sáiz, J.M.; Pizarro, C.; Garrido-Vidal, D. Evaluation of kinetic models for industrial acetic fermentation: Proposal of a new model optimized by genetic algorithms. Biotechnol. Prog. 2003, 19, 599–611. [Google Scholar] [CrossRef] [PubMed]
- Garrido-Vidal, D.; Pizarro, C.; Gonzalez-Saiz, J.M. Study of process variables in industrial acetic fermentation by a continuous pilot fermentor and response surfaces. Biotechnol. Prog. 2003, 19, 1468–1479. [Google Scholar] [CrossRef] [PubMed]
- Jiménez-Hornero, J.E.; Santos-Dueñas, I.M.; Garcia-Garcia, I. Structural identifiability of a model for the acetic acid fermentation process. Math. Biosci. 2008, 216, 154–162. [Google Scholar] [CrossRef] [PubMed]
- Santos-Dueñas, I.M.; Jimenez-Hornero, J.E.; Cañete-Rodríguez, A.M.; García-García, I. Modeling and optimization of acetic acid fermentation: A polynomial-based approach. Biochem. Eng. J. 2015, 99, 35–43. [Google Scholar] [CrossRef]
- Nguyen, N.K.; Borkowski, J.J. New 3-level response surface designs constructed from incomplete block designs. J. Stat. Plan Inference 2008, 138, 294–305. [Google Scholar] [CrossRef]
- Abilov, A.G.; Aliev, V.S.; Rustamov, M.I.; Aliev, N.M.; Lutfaliev, K.A. Problems of control and chemical engineering experiment, Part 1 1D: 45. In Proceedings of the IFAC 6th Triennal World Congress, Boston/Cambridge, MA, USA, 24–30 August 1975; pp. 1–7. [Google Scholar]
- Box, G.E.P.; Hunter, J.S.; Hunter, W.G. Statistics for Experimenters: Design, Innovation and Discovery, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008; pp. 1–672. ISBN 978-0-471-71813-0. [Google Scholar]
- Álvarez-Cáliz, C.; Santos-Dueñas, I.M.; Jiménez-Hornero, J.E.; García-García, I. Modelling of the acetification stage in the production of wine vinegar by use of two serial bioreactors. Appl. Sci. 2020, 10, 9064. [Google Scholar] [CrossRef]
- Karush, W. Minima of Functions of Several Variables with Inequalities as Side Constraints. Ph.D. Thesis, Department of Mathematics, University of Chicago, Chicago, IL, USA, 1939. [Google Scholar]
- Kuhn, H.W.; Tucker, A.W. Nonlinear programming. In Proceedings of the Second Berkeley Symposium on Mathematical Statistics and Probability, University of California, Berkeley, CA, USA, 31 July–12 August 1950; Neyman, J., Ed.; University of California Press: Berkeley, CA, USA, 1951; pp. 481–492. [Google Scholar]
- Mathworks Inc. MATLAB Version 9.4; Mathworks Inc.: Natick, MA, USA, 2018; Available online: www.mathworks.com (accessed on 28 January 2021).
- Jiménez-Hornero, J.E. Contribuciones al Modelado y Optimización del Proceso de Fermentación Acética. Ph.D. Thesis, Universidad Nacional de Educación a Distancia, Madrid, Spain, 2007. [Google Scholar]
- Santos-Dueñas, I.M. Modelización Polinominal y Optimización de la Acetificación de Vino. Ph.D. Thesis, Universidad de Córdoba, Córdoba, Spain, 2009. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Terms | F | Coefficient |
|---|---|---|
| Constant | −0.51 | |
| 342.526 | −0.0654 | |
| Eu1 | 392.086 | 0.43 |
| T1El1 | 56.948 | 0.000672 |
| Eu1El1 | 28.095 | −0.00468 |
| El2T1 | 119.001 | 0.000839 |
| El2Vu1 | 122.922 | −0.00456 |
| Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C | (rA)global est, g Acetic Acid·(100 mL·h)−1 |
|---|---|---|---|---|---|---|
| 4.25 | 6.0 | 3.07 | 32.0 | 4.5 | – | 0.27 |
| End | Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T1, °C |
|---|---|---|---|---|---|---|
| Lower ↕ Upper | 4.25 ↕ 4.50 | 5.6 ↕ 6.0 | 2.8 ↕ 3.2 | 31.6 ↕ 32.0 | 4.1 ↕ 4.5 | – |
| Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El1, % (v/v) | T2, °C | (rA)global est, g Acetic Acid·(100 mL·h)−1 |
|---|---|---|---|---|---|---|
| 5.75 | 4.0 | 2.0 | 28 | 4.5 | – | 0.11 |
| End | Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El1, % (v/v) | T2, °C |
|---|---|---|---|---|---|---|
| Lower ↕ Upper | 5.45 ↕ 5.75 | 4.0 ↕ 4.8 | 2.0 | 28.0 ↕ 28.8 | 2.5 ↕ 4.5 | – |
| Variable | Conditions Minimizing (rA)global est (0.11 g Acetic Acid·(100 mL·h)−1) | Conditions Maximizing (rA)global est (0.27 g Acetic Acid·(100 mL·h)−1) |
|---|---|---|
| Pm est, g acetic acid·h−1 | 20.6 ± 0.7 ↔ 22.0 ± 0.7 | 27.5 ± 0.7 ↔ 28.6 ± 0.7 |
| Eu2 est, % (v/v) | 0 ± 0.3 ↔ 0.4 ± 0.3 | 1.4 ± 0.3 ↔ 2.2 ± 0.3 |
| Vu2 est, L | 7.77 ± 0.22 ↔ 7.99 ± 0.22 | 7.63 ± 0.22 ↔ 7.97 ± 0.22 |
| tcycle est, h | 51.1 ± 2.5 | 20.8 ± 2.5 |
| Vm est, L | 14.04 ± 0.33 ↔ 14.32 ± 0.33 | 14.06 ± 0.33 ↔ 14.36 ± 0.33 |
| EtOHm1 est, % (v/v) | 3.8 ± 0.2 | 5.2 ± 0.2 |
| EtOHm2 est, % (v/v) | 2.4 ± 0.4 ↔ 2.7 ± 0.4 | 3.6 ± 0.4 ↔ 3.9 ± 0.4 |
| HAcm1 est, % (w/v) | 7.7 ± 0.2 | 6.3 ± 0.2 |
| HAcm2 est, % (w/v) | 8.8 ± 0.4 ↔ 9.1 ± 0.4 | 7.5 ± 0.4 ↔ 7.9 ± 0.4 |
| Terms | F | Coefficient |
|---|---|---|
| Constant | −243.705 | |
| T1El1 | 92.918 | 0.742 |
| 961.793 | −9.708 | |
| El1 | 326.099 | 72.736 |
| T2El2 | 34.06 | 0.101 |
| T1Vu1 | 58.929 | −0.534 |
| Vu1 | 46.188 | 18.324 |
| Eu1 | 63.689 | 21.525 |
| T2Eu1 | 77.65 | −0.399 |
| T2El1 | 35.845 | 0.175 |
| El2El1 | 16.55 | −0.416 |
| Eu1Vu1 | 19.078 | −1.102 |
| T1Eu1 | 5.284 | −0.12 |
| Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C | Pm est, g Acetic Acid·h−1 |
|---|---|---|---|---|---|---|
| 4.25 | 5.1 | 4.0 | 32 | 4.5 | 28 | 36.6 |
| End | Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C |
|---|---|---|---|---|---|---|
| Lower | 4.25 | 4.9 | 3.7 | 31.3 | 3.5 | 28.0 |
| ↕ | ↕ | ↕ | ↕ | ↕ | ↕ | ↕ |
| Upper | 4.45 | 5.3 | 4.0 | 32.0 | 4.5 | 30.9 |
| Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C | Pm est, g Acetic Acid·h−1 |
|---|---|---|---|---|---|---|
| 5.75 | 4.0 | 4.0 | 31.9 | 2.5 | 32 | 14.7 |
| End | Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C |
|---|---|---|---|---|---|---|
| Lower ↕ Upper | 5.55 ↕ 5.75 | 4.0 | 3.6 ↕ 4.0 | 31.2 ↕ 32.0 | 2.5 ↕ 2.9 | 31.3 ↕ 32.0 |
| Variable | Conditions Minimizing Pm est (14.7 g Acetic Acid·h−1) | Conditions Maximizing Pm est (36.6 g Acetic Acid·h−1) |
|---|---|---|
| (rA)global est, g acetic acid·(100 mL·h)−1 | 0.18 ± 0.01 | 0.21 ± 0.01 |
| Eu2 est, % (v/v) | 0.0 ± 0.3 | 4.3 ± 0.3 |
| Vu2 est, L | 7.56 ± 0.22 | 6.71 ± 0.22 |
| tcycle est, h | 43.0 ± 2.5 | 19.2 ± 2.5 |
| Vm est, L | 11.58 ± 0.33 | 12.07 ±0.33 |
| EtOHm1 est, % (v/v) | 4.1 ± 0.2 | 4.8 ± 0.2 |
| EtOHm2 est, % (v/v) | 1.8 ± 0.4 | 4.5 ± 0.4 |
| HAcm1 est, % (w/v) | 7.4 ± 0.2 | 6.7 ± 0.2 |
| HAcm2 est, % (w/v) | 9.7 ± 0.4 | 7.0 ±0.4 |
| Vu1, L | El1, % (v/v) | Eu1, % (v/v) | T1, °C | El2, % (v/v) | T2, °C | Pm est, g Acetic Acid·h−1 | Eu2 est, % (v/v) |
|---|---|---|---|---|---|---|---|
| 4.76 | 5.2 | 2.3 | 32.0 | 4.5 | 32.0 | 34.6 | 0.2 |
| 4.53 | 5.2 | 2.4 | 32.0 | 4.5 | 32.0 | 34.9 | 0.5 |
| 4.25 | 5.2 | 2.7 | 32.0 | 4.5 | 32.0 | 35.4 | 1.0 |
| 4.25 | 5.2 | 3.2 | 32.0 | 4.5 | 32.0 | 35.5 | 1.5 |
| Optimizing Production | Optimizing Production with a Specific Final Eu2 Value | |||||
|---|---|---|---|---|---|---|
| Working mode | Parallel (31 °C) | Series | Parallel (31 °C) | Series | ||
| T1 = 31 °C T2 = 31 °C | T1 = 32 °C T2 = 28 °C | T1 = 31 °C T2 = 31 °C | T1 = 32 °C T2 = 32 °C | |||
| Pm g acetic acid·h−1 | 35.2 ± 0.5 | 34.8 ± 0.7 | 35.9 ± 0.7 | 29.6 ± 0.5 | 33.2 ± 0.7 | 34.2 ± 0.7 |
| Eu2 % (v/v) | 3.0 ± 0.2 | 3.7 ± 0.3 | 4.3 ± 0.3 | 0.5 ± 0.2 | 0.5 ± 0.3 | 0.5 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Álvarez-Cáliz, C.M.; Santos-Dueñas, I.M.; Jiménez-Hornero, J.E.; García-García, I. Optimization of the Acetification Stage in the Production of Wine Vinegar by Use of Two Serial Bioreactors. Appl. Sci. 2021, 11, 1217. https://0-doi-org.brum.beds.ac.uk/10.3390/app11031217
Álvarez-Cáliz CM, Santos-Dueñas IM, Jiménez-Hornero JE, García-García I. Optimization of the Acetification Stage in the Production of Wine Vinegar by Use of Two Serial Bioreactors. Applied Sciences. 2021; 11(3):1217. https://0-doi-org.brum.beds.ac.uk/10.3390/app11031217
Chicago/Turabian StyleÁlvarez-Cáliz, Carmen M., Inés María Santos-Dueñas, Jorge E. Jiménez-Hornero, and Isidoro García-García. 2021. "Optimization of the Acetification Stage in the Production of Wine Vinegar by Use of Two Serial Bioreactors" Applied Sciences 11, no. 3: 1217. https://0-doi-org.brum.beds.ac.uk/10.3390/app11031217