
High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2

 ,
,
Abstract
:1. Introduction
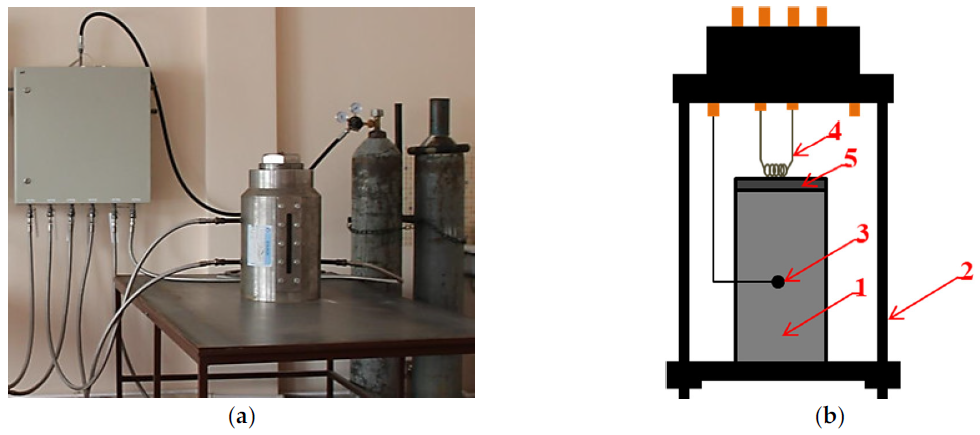
2. Materials and Methods
3. Results and Discussion
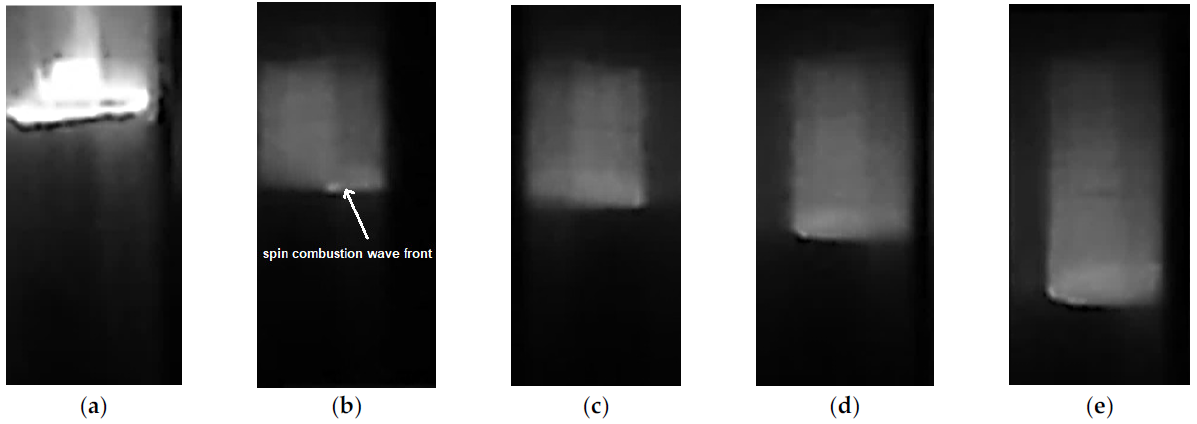
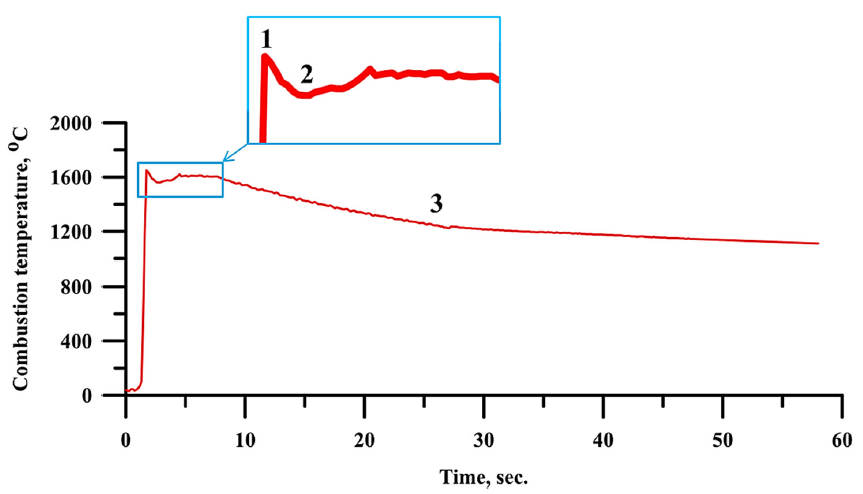
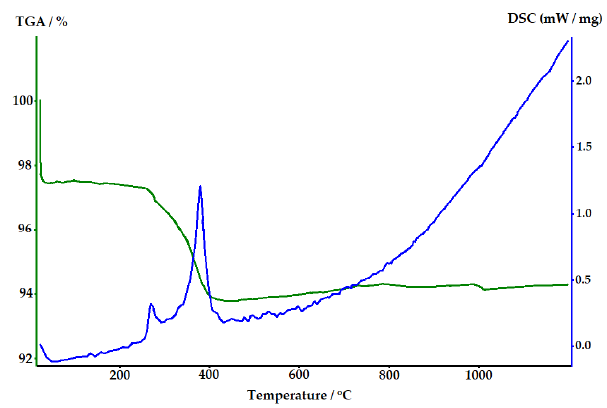
3.1. Research into the Process of Combustion of 63.5 wt.% NiB + 36.5 wt.% Ti Powder Mixture Samples
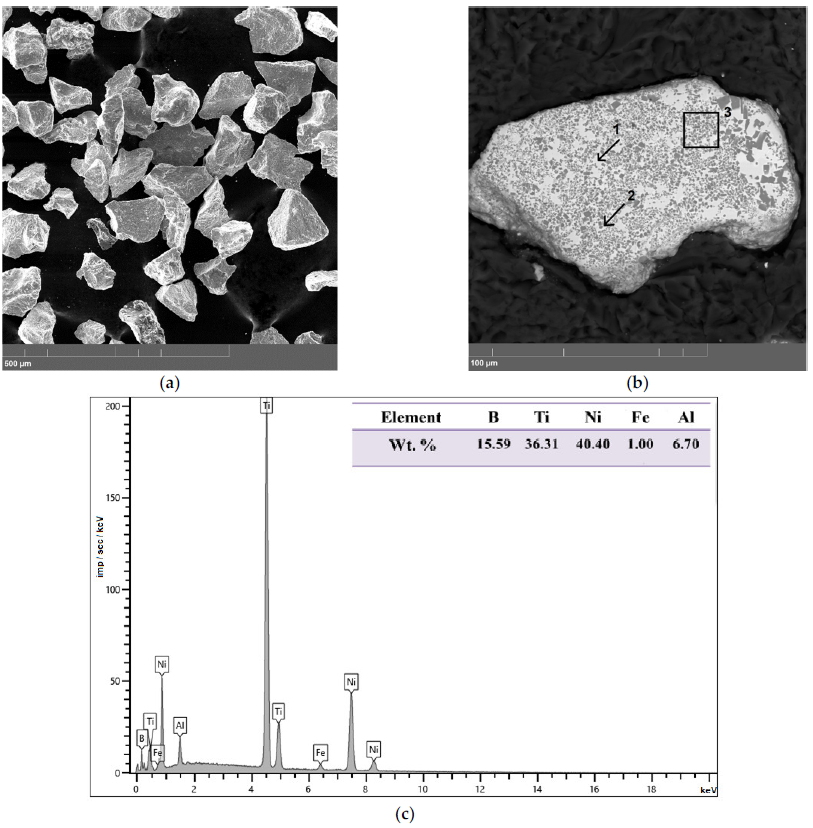
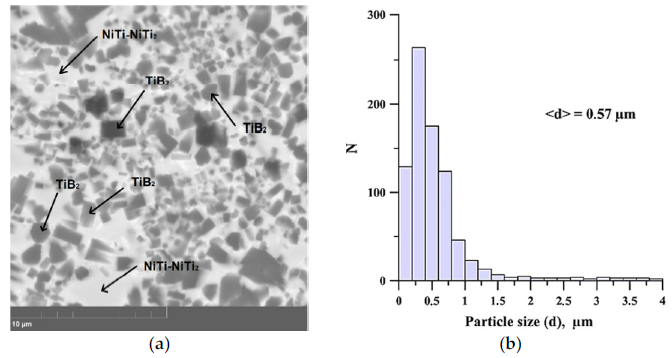
3.2. Investigating the Synthesis Products
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Liu, G.; Chen, K.; Li, J. Combustion synthesis: An effective tool for preparing inorganic materials. Scr. Mater. 2018, 157, 167–173. [Google Scholar] [CrossRef]
- Sun, P.; Fang, Z.; Zhang, Y.; Xia, Y. Review of the Methods for Production of Spherical Ti and Ti Alloy Powder. JOM 2017, 69, 1853–1860. [Google Scholar] [CrossRef] [Green Version]
- Matveev, A.; Zhukov, I.; Ziatdinov, M.; Zhukov, A. Planetary Milling and Self-Propagating High-Temperature Synthesis of Al-TiB2 Composites. Materials 2020, 13, 1050. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Babu, S.S.; Raghavan, N.; Raplee, J.; Foster, S.J.; Frederick, C.; Haines, M.; Dinwiddie, R.; Kirka, M.K.; Plotkowski, A.; Lee, Y.; et al. Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification. Metall. Mater. Trans. A 2018, 49, 3764–3780. [Google Scholar] [CrossRef]
- Shao, S.; Khonsari, M.M.; Guo, S.; Meng, W.J.; Li, N. Overview: Additive Manufacturing Enabled Accelerated Design of Ni-based Alloys for Improved Fatigue Life. Addit. Manuf. 2019, 29, 100779. [Google Scholar] [CrossRef]
- Fan, X.; Huang, W.; Zhou, X.; Zou, B. Preparation and characterization of NiAl–TiC–TiB2 intermetallic matrix composite coatings by atmospheric plasma spraying of SHS powders. Ceram. Int. 2020, 46, 10512–10520. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.R. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Pakash, K.S.; Gopal, P.M.; Anburose, D.; Kavimani, V. Mechanical, corrosion and wear characteristics of powder metallurgy processed Ti-6Al-4V/B4C metal matrix composites. Ain Shams Eng. J. 2018, 9, 1489–1496. [Google Scholar]
- Murray, J.L. Ni-Ti (Nikel-Titanium). In Phase Diagrams of Binary Nickel Alloys, 1st ed.; Nash, P., Ed.; ASM International: Materials Park, OH, USA, 1991; pp. 342–355. [Google Scholar]
- Lee, K.J.; Nash, P. The Al-Ni-Ti system (Aluminum-Nickel-Titanium). J. Phase Equilibria 1991, 12, 551–562. [Google Scholar] [CrossRef]
- Gupta, P.K.; Srivastava, R.K. Fabrication of Ceramic Reinforcement Aluminium and Its Alloys Metal Matrix Composite Materials: A Review. Mater. Today Proc. 2018, 5, 18761–18775. [Google Scholar] [CrossRef]
- Mu, W.; Dogan, N.; Coley, K.S. In Situ Observations of Agglomeration of Non-metallic Inclusions at Steel/Ar and Steel/Slag Interfaces by High-Temperature Confocal Laser Scanning Microscope: A Review. JOM 2018, 70, 1199–1209. [Google Scholar] [CrossRef]
- Bongaru, M.; Murugan, T.A.; Arunachalam, R. Development of Metal Matrix Nanocomposites of AA6061 SiCp Using Ultrasonic Cavitations in Squeeze Casting Process. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015; p. 53151. [Google Scholar]
- Logesh, K.; Hariharasakthisudhan, P.; Moshi, A.; Arul, M.; Rajan, B.S.; Sathickbasha, K. Mechanical properties and microstructure of A356 alloy reinforced AlN/MWCNT/graphite/Al composites fabricated by stir casting. Mater. Res. Express 2019, 7, 015004. [Google Scholar] [CrossRef] [Green Version]
- Rohatgi, P.K.; Kumar, P.A.; Chellian, N.M.; Rajan, T.P.D. Solidification Processing of Cast Metal Matrix Composites Over the Last 50 Years and Opportunities for the Future. JOM 2020, 72, 2912–2926. [Google Scholar] [CrossRef]
- Mossino, P. Some aspects in self-propagating high-temperature synthesis. Ceram. Int. 2004, 30, 311–332. [Google Scholar] [CrossRef]
- Shekari, M.; Adeli, M.; Khobzi, A.; Kobashi, M.; Kanetake, N. Induction-activated self-propagating, high-temperature synthesis of nickel aluminide. Adv. Powder Technol. 2017, 28, 2974–2979. [Google Scholar] [CrossRef]
- Zou, B.; Shen, P.; Jiang, Q. Reaction synthesis of TiC–TiB2/Al composites from an Al–Ti–B4C system. J. Mater. Sci. 2007, 42, 9927–9933. [Google Scholar] [CrossRef]
- Liang, Y.H.; Wang, H.Y.; Yang, Y.F.; Zhao, R.Y.; Jiang, Q.C. Effect of Cu content on the reaction behaviors of self-propagating high-temperature synthesis in Cu–Ti–B4C system. J. Alloys Compd. 2008, 462, 113–118. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, H.Y.; Li, S.T.; Liu, C.; Jiang, Q.C. Influence of reactant particle size on products of self-propagating high-temperature synthesis in 30 wt.% Cr–Ti–B4C system. J. Alloys Compd. 2009, 468, 143–149. [Google Scholar] [CrossRef]
- Xu, J.; Zou, B.; Tao, S.; Zhang, M.; Cao, X. Fabrication and properties of Al2O3–TiB2–TiC/Al metal matrix composite coatings by atmospheric plasma spraying of SHS powders. J. Alloys Compd. 2016, 672, 251–259. [Google Scholar] [CrossRef]
- Zou, B.; Xu, J.; Wang, Y.; Zhao, S.; Fan, X.; Hui, Y.; Zhou, X.; Huang, W.; Cai, X.; Tao, S.; et al. Self-propagating high-temperature synthesis of TiC–TiB2-based Co cermets from a Co–Ti–B4C system and fabrication of coatings using the cermet powders. Chem. Eng. J. 2013, 223, 138–148. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Promakhov, V.V.; Matveev, A.E.; Platov, V.V.; Khrustalev, A.P.; Dubkova, Y.A.; Vorozhtsov, S.A.; Potekaev, A.I. Principles of Structure and Phase Composition Formation in Composite Master Alloys of the Al–Ti–B/B4c Systems Used for Aluminum Alloy Modification. Russ. Phys. J. 2018, 60, 2025–2031. [Google Scholar] [CrossRef]
- Zhang, K.; Yin, D.; Lu, X.; Zhang, H. Self-propagating high-temperature synthesis, phase composition and aqueous durability of Nd–Al bearing zirconolite-rich composites as nuclear waste form. Adv. Appl. Ceram. 2018, 117, 78–84. [Google Scholar] [CrossRef]
- Mazalov, A.; Shmatov, D.; Zelenina, L.; Platko, D.; Promakhov, V.; Vorozhtsov, A.; Schulz, N. Researching the Properties of Samples Fabricated Using Selective Laser Melting from A High-Temperature Nickel-Based Alloy. Appl. Sci. 2021, 11, 1419. [Google Scholar] [CrossRef]
- Makarov, P.V.; Bakeev, R.A.; Promakhov, V.V.; Zhukov, A.S. Mechanisms of mesoscopic fracture of TiNi-TiB2 metal-ceramic composite. AIP Conf. Proc. 2019, 2167, 020209. [Google Scholar]
- Promakhov, V.; Zhukov, A.; Ziatdinov, M.; Zhukov, I.; Schulz, N.; Kovalchuk, S.; Dubkova, Y.; Korsmok, R.; Klimova-Korsmik, O.; Turichin, G.; et al. Inconel 625/TiB2 Metal Matrix Composites by Direct Laser Deposition. Metals 2019, 9, 141. [Google Scholar] [CrossRef] [Green Version]
- Shiganova, L.A.; Bichurov, G.V.; Amosov, A.P.; Titova, Y.V.; Ermoshkin, A.A.; Bichurova, P.G. The self-propagating high-temperature synthesis of a nanostructured titanium nitride powder with the use of sodium azide and haloid titanium-containing salt. Russ. J. Non-Ferr. Met. 2011, 52, 91–95. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Ziatdinov, M.K.; Vorozhtsov, A.B.; Zhukov, A.S.; Vorozhtsov, S.A.; Promakhov, V.V. Self-propagating high-temperature synthesis of Al and Ti borides. Russ. Phys. J. 2016, 59, 1324–1326. [Google Scholar] [CrossRef]
- Troncy, R.; Bonnet, G.; Pedraza, F. Microstructural characterization of NiAl–Al2O3 composite materials obtained by in situ aluminothermic reduction of NiO for potential coating applications. Mater. Chem. Phys. 2020, 251, 123124. [Google Scholar] [CrossRef]
- Makarov, P.V.; Bakeev, R.A.; Peryshkin, A.Y.; Zhukov, A.S.; Ziatdinov, M.K.; Promakhov, V.V. Modelling of the deformation and destruction of a TiNi-TiB2 metal-ceramic composite fabricated by direct laser deposition. Eng. Fract. Mech. 2019, 222, 106712. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Particle Size (µm) | Purity (Mass %) |
|---|---|---|
| Ti (Polema JSC) | from 0 to 100 | ≥99 |
| NiB | from 0 to 100 | ≥99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Promakhov, V.; Matveev, A.; Schulz, N.; Grigoriev, M.; Olisov, A.; Vorozhtsov, A.; Zhukov, A.; Klimenko, V. High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2. Appl. Sci. 2021, 11, 2426. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052426
Promakhov V, Matveev A, Schulz N, Grigoriev M, Olisov A, Vorozhtsov A, Zhukov A, Klimenko V. High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2. Applied Sciences. 2021; 11(5):2426. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052426
Chicago/Turabian StylePromakhov, Vladimir, Alexey Matveev, Nikita Schulz, Mikhail Grigoriev, Andrey Olisov, Alexander Vorozhtsov, Alexander Zhukov, and Victor Klimenko. 2021. "High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2" Applied Sciences 11, no. 5: 2426. https://0-doi-org.brum.beds.ac.uk/10.3390/app11052426