
Effects of Accelerated Carbonation Testing and by-Product Allocation on the CO2-Sequestration-to-Emission Ratios of Fly Ash-Based Binder Systems


Abstract
:1. Introduction
2. Materials and Methods
2.1. Binder Material Characteristics and Mix Proportioning
2.2. Sample Conditioning Prior and during Natural and Accelerated Carbonation
2.3. Colorimetric Carbonation Assessment
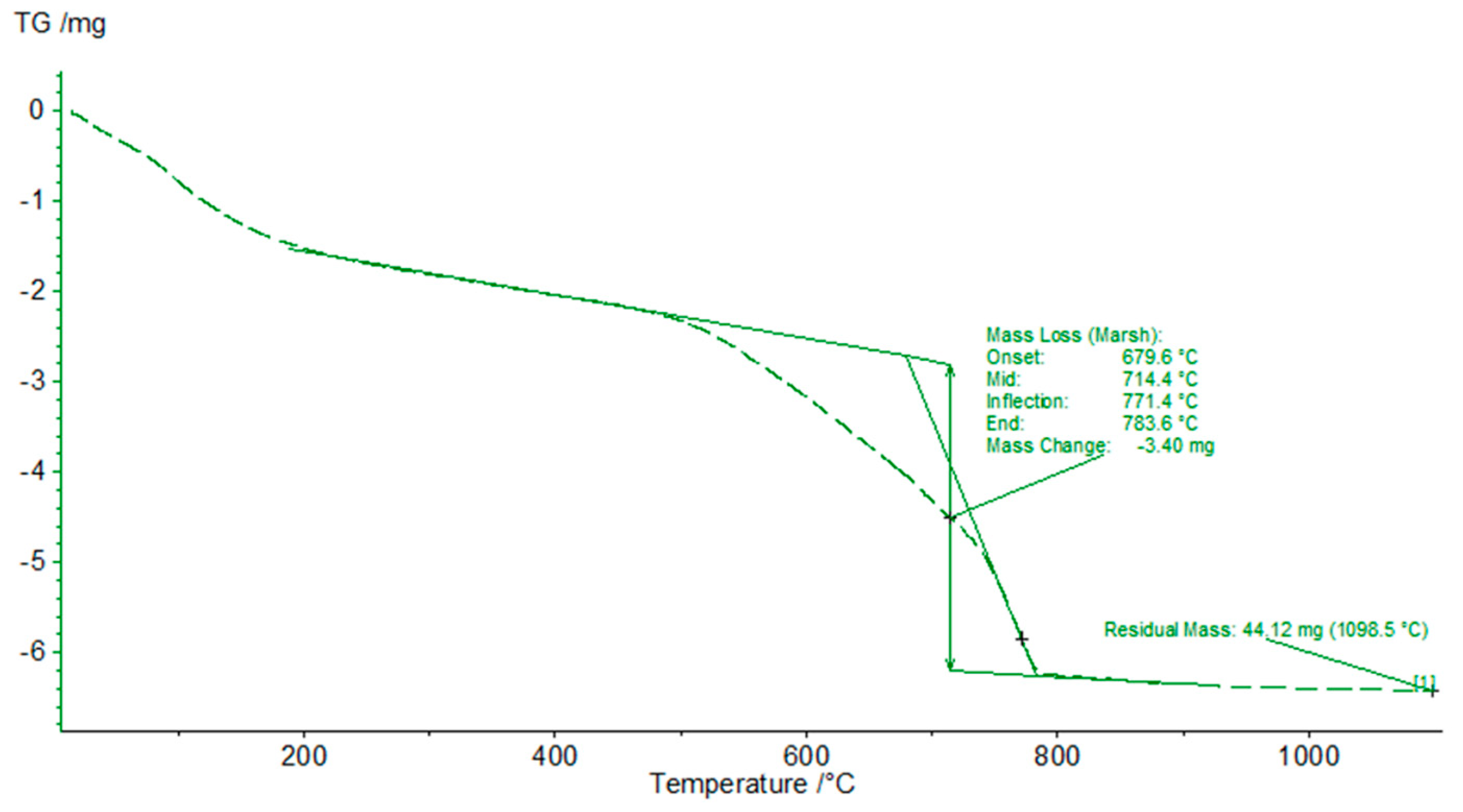
2.4. Thermogravimetric Analysis
2.5. Calcium Carbonate Content, Carbonation Degree and CO2 Sequestration Potential
2.6. Life Cycle Assessment
2.6.1. Definition of Goal and Scope
2.6.2. Inventory Analysis
- CEM I 52.5 N: Cement, Portland {Europe without Switzerland}|production|Cut-off, U.
- CEM II/B-V 42.5 N: Cement, pozzolana and fly ash 11–35% {Europe without Switzerland}|cement production, pozzolana and fly ash 11–35%|Cut-off, U.
- CEM I 42.5 N: Cement, Portland {Europe without Switzerland}|production|Cut-off, U.
2.6.3. Impact Analysis
2.6.4. Interpretation
3. Results
3.1. Experimental and Estimated Natural Carbonation Rates
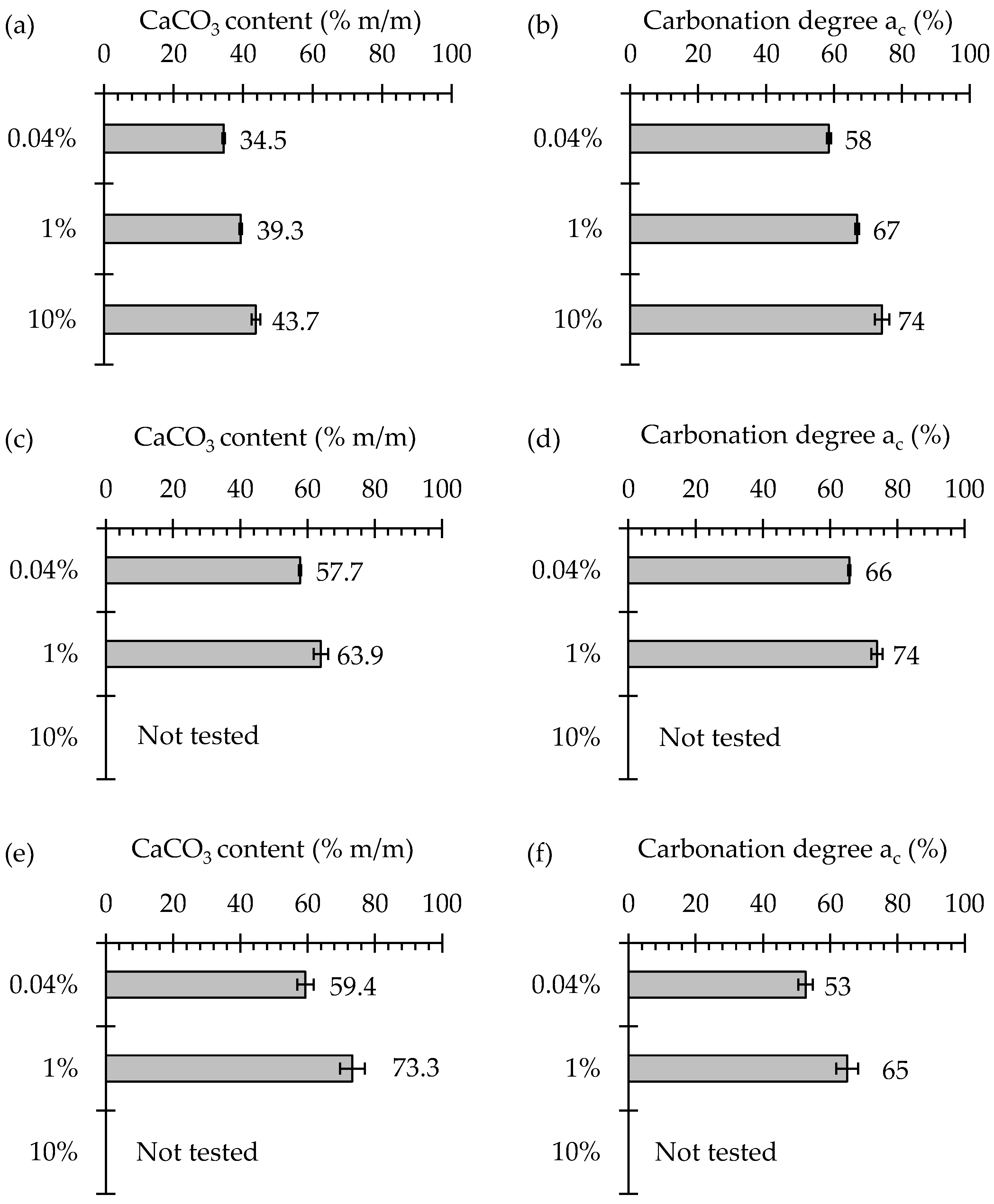
3.2. CaCO3 Content and Carbonation Degree
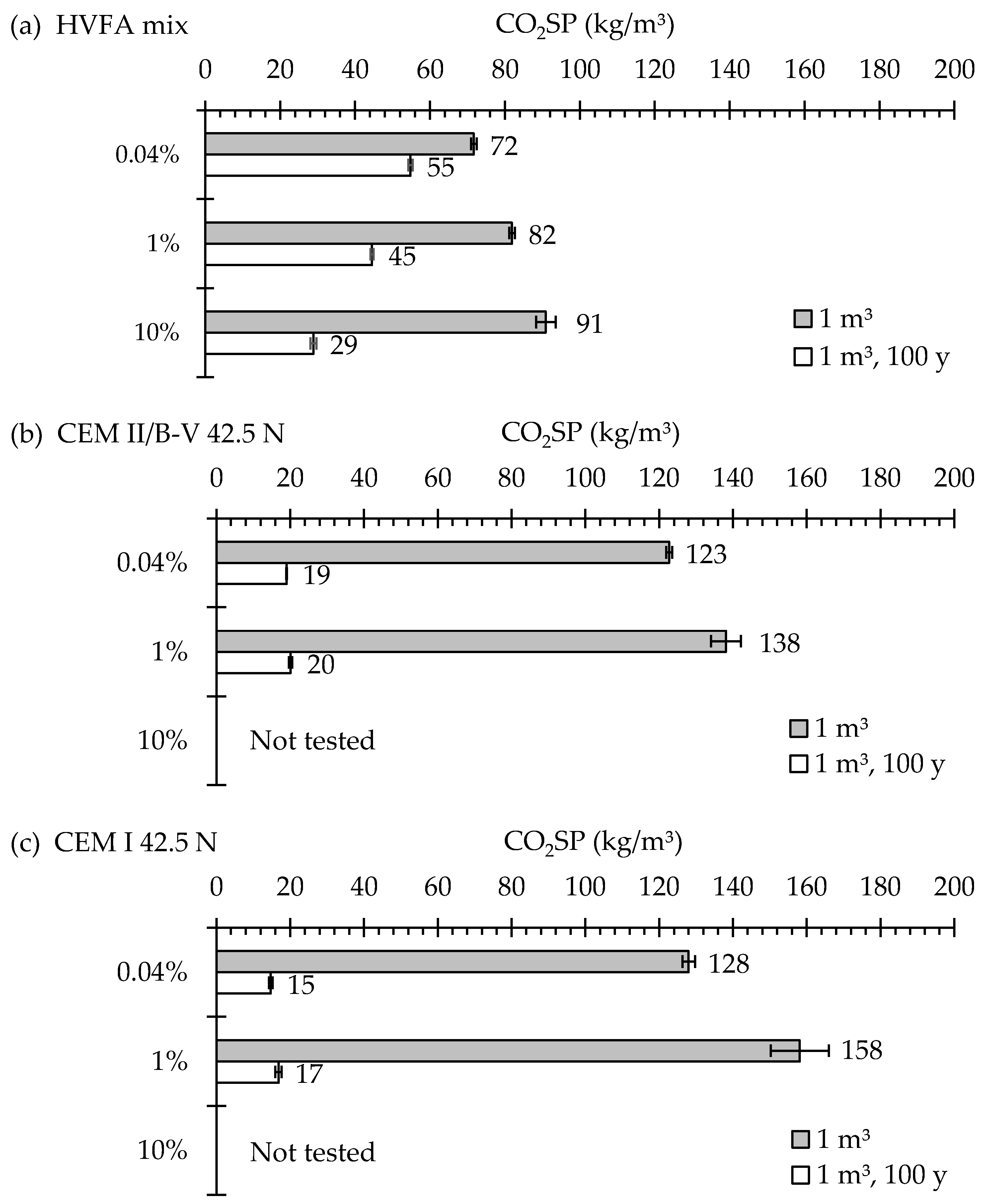
3.3. CO2 Sequestration Potential
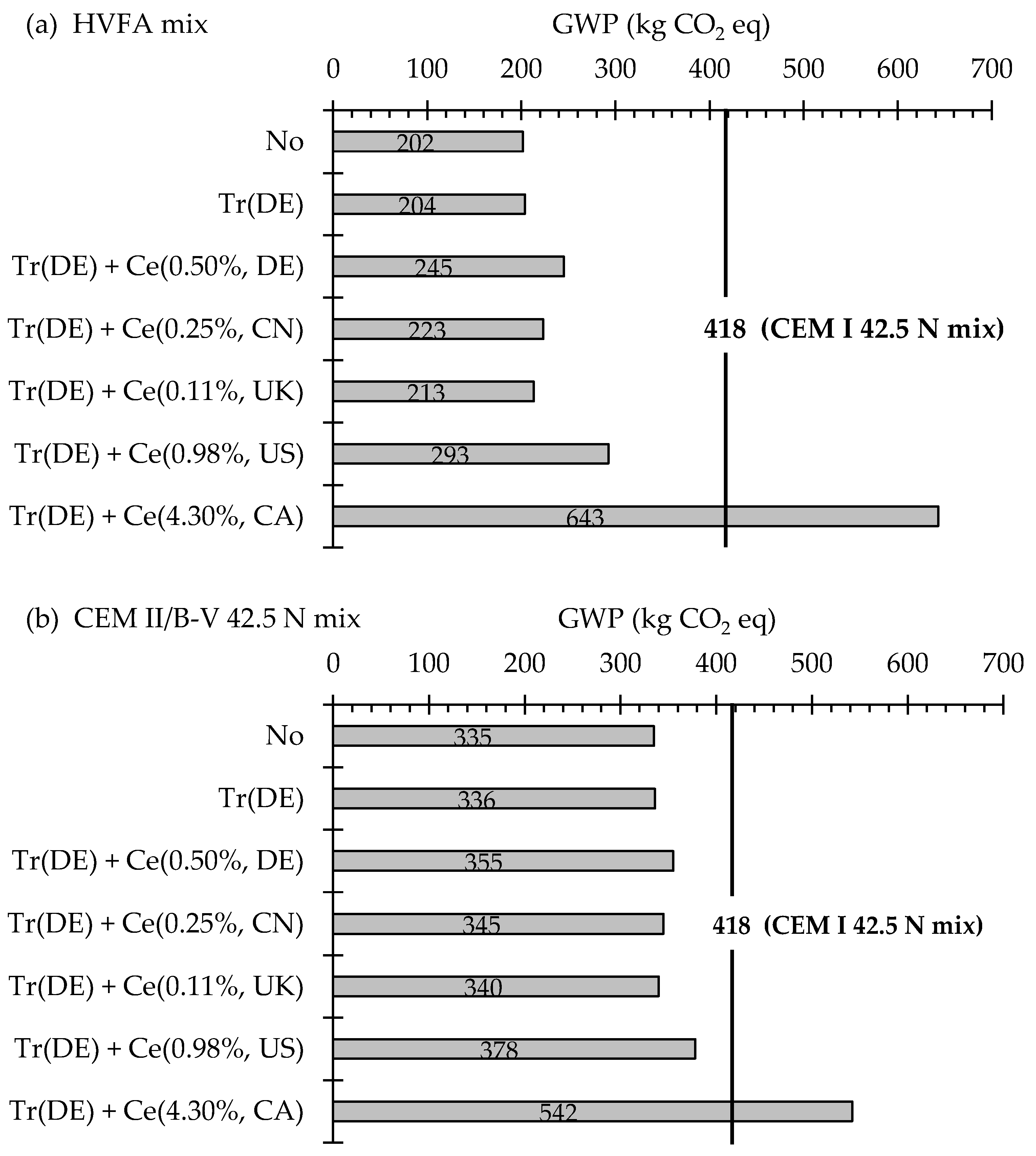
3.4. Production-Related Greenhouse Gas Emissions
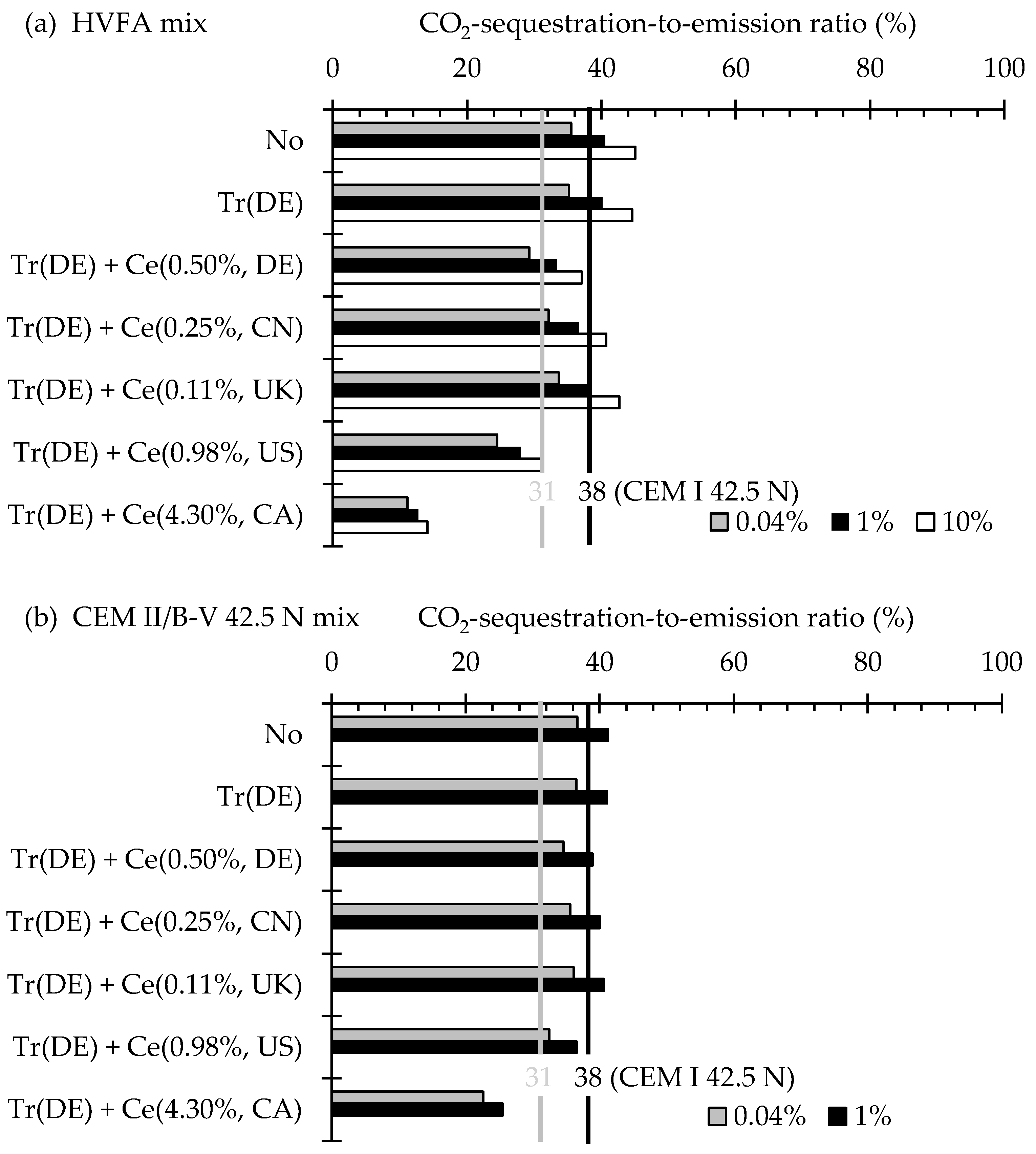
3.5. CO2-Sequestration-to-Emission Ratios
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Outputs to Technosphere | Amount | Unit |
| FA (DE) Treatment | 1 | kg |
| Inputs from Technosphere | Amount | Unit |
| Electricity, medium voltage (DE)|market for|Cut-off, U | 6.82 × 10−3 | kWh |
| Natural gas, high pressure (DE)|market for|Cut-off, U | 7.57 × 10−3 | m3 |
| Diesel (Europe without Switzerland)|market for|Cut-off, U | 8.57 × 10−4 | kg |
| Transport, freight, lorry > 32 metric ton, euro6 (RER)|market for Transport, freight, lorry > 32 metric ton, EURO6|Cut-off, U | 3.00 × 10−3 | tkm |
| Emissions to air | Amount | Unit |
| Particulates | 3.23 × 10−5 | kg |
| Sulfur oxides | 9.13 × 10−8 | kg |
| Nitrogen oxides | 1.75 × 10−5 | kg |
| Carbon monoxide | 9.05 × 10−6 | kg |
| Outputs to Technosphere: Waste and emissions to treatment | Amount | Unit |
| Fly ash and scrubber sludge (Europe without Switzerland)|market for fly ash and scrubber sludge|Cut-off, U | 8.48 × 10−5 | kg |
References
- Masson-Delmotte, V.; Zhai, P.; Portner, H.-O.; Roberts, D.; Skea, J.; Shukla, P.R.; Pirani, A.; Moufouma-Okia, W.; Pean, C.; Pidcock, R. (Eds.) Global Warming of 1.5 °C, An IPCC Special Report on the Impacts of Global Warming of 1.5 °C above Pre-Industrial Levels and Related Global Greenhouse Gas Emission Pathways in the Context of Strengthening the Global Response to the Threat of Climate Change, Sustainable Development, and Efforts to Eradicate Poverty; Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2018. [Google Scholar]
- Andrew, R.M. Global CO2 emissions from cement production, 1928–2017. Earth Syst. Sci. Data 2018, 10, 2213–2239. [Google Scholar] [CrossRef] [Green Version]
- Van den Heede, P.; De Belie, N. CO2 sequestration potential of High-Volume Fly Ash (HVFA) mortar when based on accelerated carbonation tests. In Proceedings of the International Workshop on CO2 Storage in Concrete (CO2STO2019), Marne La Vallée, France, 24–25 June 2019; Djerbi, A., Omikrine-Metalssi, O., Fen-Chong, T., Eds.; IFFSTAR: Marne La Vallée, France, 2019; pp. 186–192. [Google Scholar]
- Xi, F.; Davis, S.J.; Ciais, P.; Crawford-Brown, D.; Guan, D.; Pade, C.; Shi, F.X.T.; Syddall, D.C.-B.M.; Lv, J.; Ji, L.; et al. Substantial global carbon uptake by cement carbonation. Nat. Geosci. 2016, 9, 880–883. [Google Scholar] [CrossRef] [Green Version]
- Van den Heede, P.; De Belie, N. Environmental impact and life cycle assessment (LCA) of traditional and ‘green’ concretes: Literature review and theoretical calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Van den Heede, P. Durability and Sustainability of Concrete with High Volumes of Fly Ash. Ph.D. Thesis, Ghent University (UGent), Ghent, Belgium, 2014. [Google Scholar]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. LCA allocation procedure used as an incitative method for waste recycling: An application to mineral additions in concrete. Resour. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef] [Green Version]
- Hafez, H.; Kurda, R.; Cheung, W.M.; Nagaratnam, B. Comparative life cycle assessment between imported and recovered fly ash for blended cement concrete in the UK. J. Clean. Prod. 2020, 244, 9. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.; Najm, H.; Venkiteela, G.; Hencken, J. Evaluating engineering properties and environmental impact of pervious concrete with fly ash and slag. J. Clean. Prod. 2019, 237, 11. [Google Scholar] [CrossRef]
- Seto, K.E.; Churchill, C.J.; Panesar, D.K. Influence of fly ash allocation approaches on the life cycle assessment of cement-based materials. J. Clean. Prod. 2017, 157, 65–75. [Google Scholar] [CrossRef]
- Van den Heede, P.; De Schepper, M.; De Belie, N. Accelerated and natural carbonation of concrete with high volumes of fly ash: Chemical, mineralogical and microstructural effects. R. Soc. Open Sci. 2019, 6, 181665. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van den Heede, P.; Thiel, C.; De Belie, N. Natural and accelerated carbonation behaviour of high-volume fly ash (HVFA) mortar: Effects on internal moisture, microstructure and carbonated phase proportioning. Cem. Concr. Compos. 2020, 113, 103713. [Google Scholar] [CrossRef]
- Saetta, A.V.; Vitaliani, R.V. Experimental investigation and numerical modeling of carbonation process in reinforced concrete structures. Cem. Concr. Res. 2004, 34, 571–579. [Google Scholar] [CrossRef]
- Von Greve-Dierfeld, S.; Lothenbach, B.; Vollpracht, A.; Wu, B.; Huet, B.; Andrade, C.; Medina, C.; Thiel, C.; Gruyaert, E.; Vanoutrive, H. Understanding the carbonation of concrete with supplementary cementitious materials—A critical review by RILEM TC 281-CCC. Mater. Struct. 2020, 53, 34. [Google Scholar] [CrossRef]
- Sisomphon, K.; Franke, L. Carbonation rates of concretes containing high volume of pozzolanic materials. Cem. Concr. Res. 2007, 37, 1647–1653. [Google Scholar] [CrossRef]
- Wang, L.; Chen, L.; Provis, J.L.; Tsang, D.C.; Poon, C.S. Accelerated carbonation of reactive MgO and Portland cement blends under flowing CO2 gas. Cem. Concr. Compos. 2020, 106, 103489. [Google Scholar] [CrossRef]
- Wang, L.; Chen, L.; Tsang, D.C.; Guo, B.; Yang, J.; Shen, Z.; Hou, D.; Ok, Y.S.; Poon, C.S. Biochar as green additives in cement-based composites with carbon dioxide curing. J. Clean. Prod. 2020, 258, 120678. [Google Scholar] [CrossRef]
- Siauciunas, R.; Hilbig, H.; Prichockiene, E.; Smigelskyte, A.; Takulinskas, Z. Accelerated carbonation of C2SH based dense concrete. Ceram. Int. 2020, 46, 29436–29442. [Google Scholar] [CrossRef]
- Bureau for Standardization (NBN). NBN EN 196-1: 2016, Methods of Testing Cement—Part 1: Determination of Strength; NBN: Brussels, Belgium, 2016. [Google Scholar]
- Bureau for Standardization (NBN). NBN EN 206: 2013 + A1: 2016, Concrete—Specification, Performance, Production and Conformity; NBN: Brussels, Belgium, 2016. [Google Scholar]
- Lammertijn, S.; De Belie, N. Porosity, gas permeability, carbonation and their interaction in high-volume fly ash concrete. Mag. Concr. Res. 2008, 60, 535–545. [Google Scholar] [CrossRef]
- Bureau for Standardization (NBN). NBN EN 197-1, 17. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; NBN: Brussels, Belgium, 2011. [Google Scholar]
- Durdziński, P.T.; Ben Haha, M.; Bernal, S.A.; De Belie, N.; Gruyaert, E.; Lothenbach, B.; Méndez, E.M.; Provis, J.L.; Schöler, A.; Stabler, C.; et al. Outcomes of the RILEM round robin on degree of reaction of slag and fly ash in blended cements. Mater. Struct. 2017, 50, 135. [Google Scholar] [CrossRef]
- Netzsch Proteus–Thermal Analysis; Version 6.1; Computer Software; Netzsch Proteus: Selb, Germany, 2018.
- Lothenbach, B.; Durdzinski, P.T.; De Weerdt, K. Thermogravimetric analysis. In A Practical Guide to Microstructural Analysis of Cementitious Materials, 1st ed.; Scrivener, K., Snellings, R., Lothenbach, B., Eds.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2016; pp. 178–213. [Google Scholar]
- Baert, G. Physico-Chemical Interactions in Portland Cement-(High Volume) Fly Ash Binders. Ph.D. Thesis, Ghent University (UGent), Ghent, Belgium, 2011. [Google Scholar]
- Lagerblad, B. Carbon Dioxide Uptake During Concrete Life Cycle—State of the Art, Nordic Innovation Centre Project NI-Project 03018-CO2 Uptake during the Concrete Life Cycle; Cement och Betong Institutet: Stockholm, Sweden, 2005; p. 48. [Google Scholar]
- SimaPro; Version 9.1.1.1; Equipped with Ecoinvent 3.4 Database, Computer Software; PRé Sustainability: Amersfoort, The Netherlands, 2020.
- European Union. Directive 2008/98/EC of the European parliament and the council of 19 November 2008 on waste and repealing certain directives. Off. J. Eur. Union 2008, L312, 3–20. [Google Scholar]
- ISO. ISO 14040, Environmental Management—Life Cycle Assessment—Principles and Framework; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- ISO. ISO 14044, Environmental Management—Life Cycle Assessment—Requirements and Guidelines; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- Thiery, M.; Villain, G.; Dangla, P.; Platret, G. Investigation of the carbonation front shape on cementitious materials: Effects of the chemical kinetics. Cem. Concr. Res. 2007, 37, 1047–1058. [Google Scholar] [CrossRef]





| CEM I 52.5 N | Fly Ash | CEM II/B-V 42.5 N | CEM I 42.5 N | |
|---|---|---|---|---|
| CaO | 62.88 | 3.15 | 49.28 | 63.12 |
| SiO2 | 18.24 | 56.05 | 28.26 | 20.32 |
| Al2O3 | 5.31 | 22.62 | 8.95 | 4.60 |
| Fe2O3 | 4.14 | 6.92 | 4.32 | 3.30 |
| MgO | 1.28 | 1.86 | 1.90 | 1.92 |
| K2O | 0.38 | 1.86 | 0.91 | 0.61 |
| Na2O | 0.44 | 0.71 | 0.37 | 0.26 |
| SO3 | 3.15 | 0.32 | 2.64 | 3.20 |
| CO2 | 2.15 | 0.90 | 1.20 | 0.98 |
| LOI | 2.61 | 2.33 | 1.86 | 1.69 |
| Blaine fineness | 408 | - | 413 | 264 |
| 45 µm fineness | - | 22.5 | - | - |
| Density | 3100 | 2200 | 2890 | 3160 |
| 2-day strength | ≥20 | - | ≥10 | ≥10 |
| 28-day strength | ≥52.5 | - | ≥42.5 | ≥42.5 |
| High-Volume Fly Ash (HVFA) Mix * | CEM II/B-V 42.5 N Mix | CEM I 42.5 N Mix | |
|---|---|---|---|
| Sand | 1419.85 | 1449.64 | 1471.08 |
| Cement | 236.64 | 483.21 | 490.36 |
| Fly ash | 236.64 | - | - |
| Water | 260.31 | 265.77 | 269.70 |
| Source | Ce (%) | Country | Year |
|---|---|---|---|
| Hafez et al. [8] | 0.50 | Germany | 2020 |
| Hafez et al. [8] | 0.25 | China | 2020 |
| Hafez et al. [8] | 0.11 | United Kingdom | 2020 |
| Chen et al. [9] | 0.98 | United States | 2019 |
| Seto et al. [10] | 4.30 | Canada | 2017 |
| HVFA Mix | 0.04% CO2 | 1% CO2 | 10% CO2 |
| Experimental. Anat or Aacc (mm/√weeks) | 2.12 (R2: 0.92) | 7.54 (R2: 0.92) | 13.94 (R2: 0.95) |
| Experimental */estimated ** Anat (mm/√years) | 15.29 * | 10.89 ** | 6.35 ** |
| CEM II/B-V 42.5 N Mix | 0.04% CO2 | 1% CO2 | 10% CO2 |
| Experimental. Anat or Aacc (mm/√weeks) | 0.43 (R2: 0.99) | 2.02 (R2: 1.00) | - |
| Experimental */estimated ** Anat (mm/√years) | 3.10 * | 2.91 ** | - |
| CEM I 42.5 N Mix | 0.04% CO2 | 1% CO2 | 10% CO2 |
| Experimental. Anat or Aacc (mm/√weeks) | 0.32 (R2: 0.95) | 1.48 (R2: 0.95) | - |
| Experimental */estimated ** Anat (mm/√years) | 2.31 * | 2.13 ** | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van den Heede, P.; De Belie, N. Effects of Accelerated Carbonation Testing and by-Product Allocation on the CO2-Sequestration-to-Emission Ratios of Fly Ash-Based Binder Systems. Appl. Sci. 2021, 11, 2781. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062781
Van den Heede P, De Belie N. Effects of Accelerated Carbonation Testing and by-Product Allocation on the CO2-Sequestration-to-Emission Ratios of Fly Ash-Based Binder Systems. Applied Sciences. 2021; 11(6):2781. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062781
Chicago/Turabian StyleVan den Heede, Philip, and Nele De Belie. 2021. "Effects of Accelerated Carbonation Testing and by-Product Allocation on the CO2-Sequestration-to-Emission Ratios of Fly Ash-Based Binder Systems" Applied Sciences 11, no. 6: 2781. https://0-doi-org.brum.beds.ac.uk/10.3390/app11062781