Membrane Engineering for Sustainable Development: A Perspective



1
National Research Council—Institute on Membrane Technology (ITM–CNR), Via Pietro BUCCI, c/oUniversity of Calabria, cubo 17C, Rende 87036, Italy
2
Department of Environmental and Chemical Engineering, University of Calabria, Rende 87036, Italy
3
Hanyang University, WCU Energy Engineering Department, Seoul 133‐791, South Korea
*
Author to whom correspondence should be addressed.
Appl. Sci. 2017, 7(10), 1026; https://0-doi-org.brum.beds.ac.uk/10.3390/app7101026
Submission received: 21 September 2017
/
Revised: 28 September 2017
/
Accepted: 28 September 2017
/
Published: 6 October 2017
(This article belongs to the Section Chemical and Molecular Sciences)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Membrane engineering can offer an important contribution in realizing sustainable industrial development. It provides opportunities to redesign the conventional process of engineering in the logic of Process Intensification. Relatively new and less exploited membrane operations offer innovative solutions to the scarcity of raw materials, freshwater and energy. Here, we identify the most interesting aspects of membrane engineering in some strategic industrial sectors. Several cases of either successful or innovative membrane technologies are discussed.
1. Introduction
Freshwater, energy and raw materials are among the fundamental commodities required to maintain the sustainable development of planet earth. The demand of these utilities has increased largely due to the modern life style and rapidly increasing population. The energy consumption has already increased by six fold compared to its demand in 1950. Demand for water is expected to increase in all sectors of production and, by 2030, the world is projected to face a 40% global water deficit under the business-as-usual (BAU) scenario [1]. Excessive exploitation of the conventional sources of these commodities, adopted to bridge the gap between demand and supply, has put these resources under extreme stress [2]. As a result, there is a strong motivation to find the more sustainable alternative solutions to fulfill the demand of these commodities in desired quantity and quality. More sustainable approaches may include finding the innovative sources for the production of these utilities and redesigning of the processes to reduce their primary consumption and increasing their reuse, minimizing water needs. Nature does not produce water, and modern and future process engineering has to learn how to do it. In all scenarios, membrane technology can play a fundamental role to achieve the objective of sustainable production. The potential of membrane technology in process industry is evident from the fact that the membrane operations have outclassed their traditional counterparts, on the basis of process intensification metrics, developed to quantify their suitability with respect to conventional operations [3].
2. Membrane Operations in Sustainable Development: Case Scenario
2.1. Desalination
The concept of desalination (i.e., removal of salts and contaminants from water) is centuries old and has been practiced in various civilizations. Historically, the desalination has been achieved through distillation, also mentioned by Aristotle in his Meteorologica. However, the major commercial scale developments in distillation took place during 1930s, in regions where freshwater sources were not enough to fulfil the local water demand. However, the developments in desalination sector have been fueled during the last few decades due to the increased population, growing urbanization, huge industrialization, increase in middle class population in the developing countries and depleted water sources due to increased abstraction and change in weather patterns. These developments have put pressure on conventional water sources in terms of its consumption and pollution. Consequently, much growth has been observed in the desalination sector. According to the International Desalination Association, in the first half of 2016, the amount of global contracted capacity in desalination plants was 95.59 million m3/day and the global online capacity was 88.56 million m3/day, a total increase of 2.1 million m3/day in new desalination capacity over 2015 [4]. The major distillation techniques adopted for desalination include multi-stage flash, multi-effect distillation, vacuum vapor compression etc. These techniques utilize mainly thermal input to produce the vapors from brackish or seawater which are then condensed to get pure water. The energy consumption of these techniques, however, is enormously high. Aside from that, the footprint and weight of the used equipment are very large and corrosion issues are very serious. To overcome the drawbacks of thermal desalination techniques, the membrane based desalination started emerging in 1950’s [5]. The main breakthrough was the formation of asymmetric thin film membrane for reverse osmosis (RO) by Loeb and Sourirajan [6]. Over the period of time, major improvements in RO process have been taken place and the cost of RO process has reduced more than 50% only in the last two decades. Overall, the current RO process consumes ten folds less energy than its conventional thermal counterparts. The polymeric membranes, generally applied in RO, solved the corrosion issues associated with thermal desalination techniques. However, new environmental and economic goals are driving another revolution in desalination. Limited recovery factor of RO (50% typically), brine disposal issues, rigorous pretreatment requirements and the interest in reducing the energy consumption are further driving the interest in investigating better alternatives for desalination. New materials, technologies and rationales with the potential to go beyond the inherent barrier of RO are being investigated. The main new interesting membrane operations being considered to address the drawbacks of RO include membrane distillation (MD) and forwards osmosis (FO). The performance of the former is only marginally dependent upon the feed concentration and the operation can be carried out by using low-grade energy. Pretreatment requirements are supposed to be less stringent, thus reducing the use of chemicals. These operations can be integrated with the existing thermal and membrane based desalination techniques or as standalone process. MD, integrated at RO brine treatment, can achieve the objective of zero liquid discharge in desalination [7].
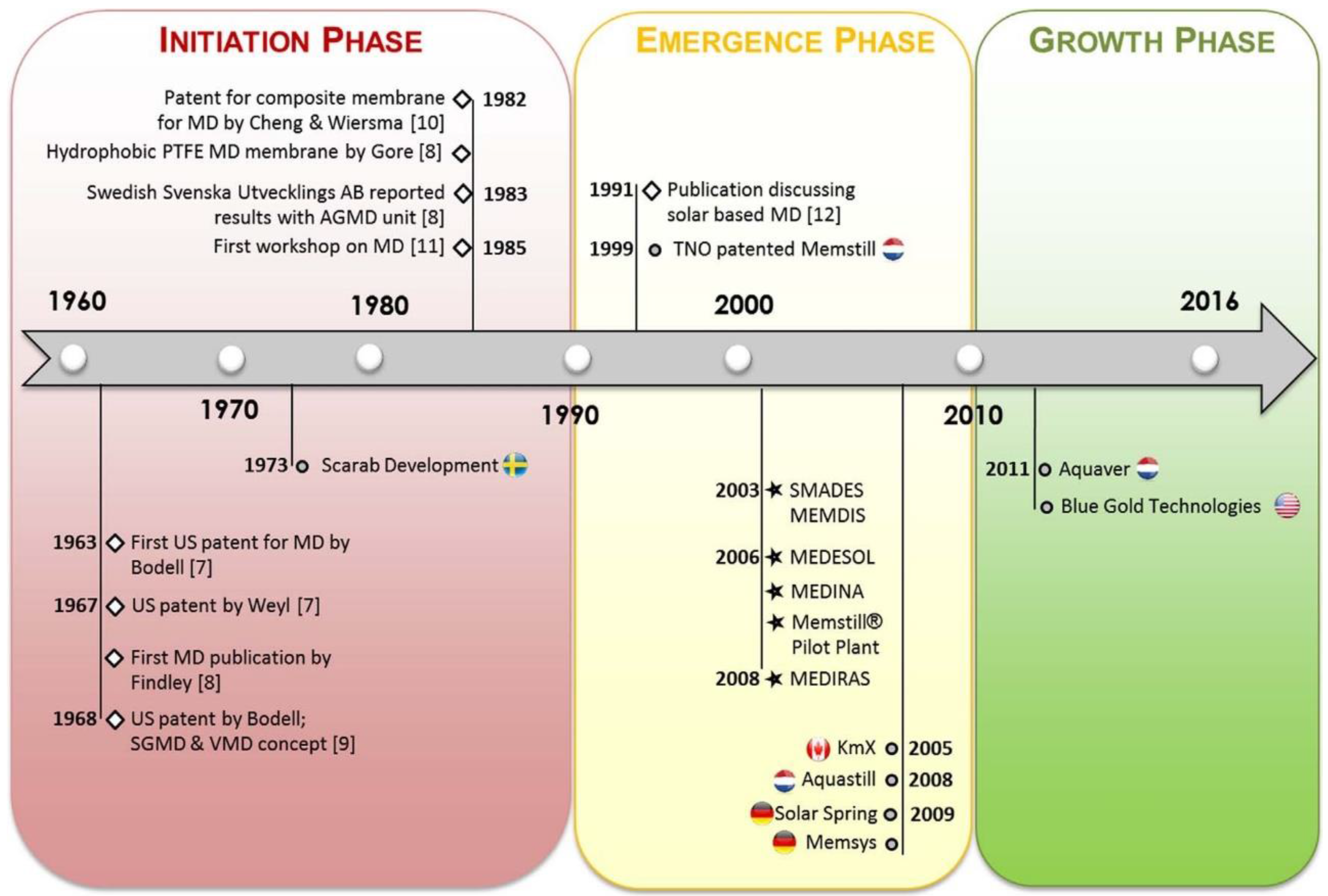
Despite its repeatedly stated advantages, the progress of MD at commercial scale has been slow. A timeline of MD developments is shown in Figure 1 [8]. The figure indicates that the progress during first three decades had been very slow and most of the studies were of fundamental nature focusing at the basic understanding of the process and its various configurations. In emerging phase, several European projects were launched on investigating the potential of the technology for desalination applications. Special emphasis was put on exploiting the solar energy to fulfil the energy requirements of the process. Some small companies such as Aquastill (Netherlands), Solar Spring (Germany), Memsys (Germany) etc. also appeared during this period. The period after 2010 can be declared as growth phase where Aquaver (Netherlands) and Blue Gold Technologies (USA) have appeared. Some commercial scale developments are under the way. GE Water (USA) and Memsys Cleanwater Pvt Ltd (Singapore) have developed a pilot scale unit consisting of 50 m2 membrane area to treat 50 m3/day of produced water with concentration ranges from 150 to 230 g/L [9]. MD pilot unit with a capacity of 100 m3/h is being developed under the Global MVP project [10]. On the basis of the experimental data from the set-up, the possibility of upscaling the process in integration with other innovative operations will be considered. A small scale MD set-up with a capacity of 10000 L/day is already in operation in Maldives [10].
2.2. Energy Consumption and Production
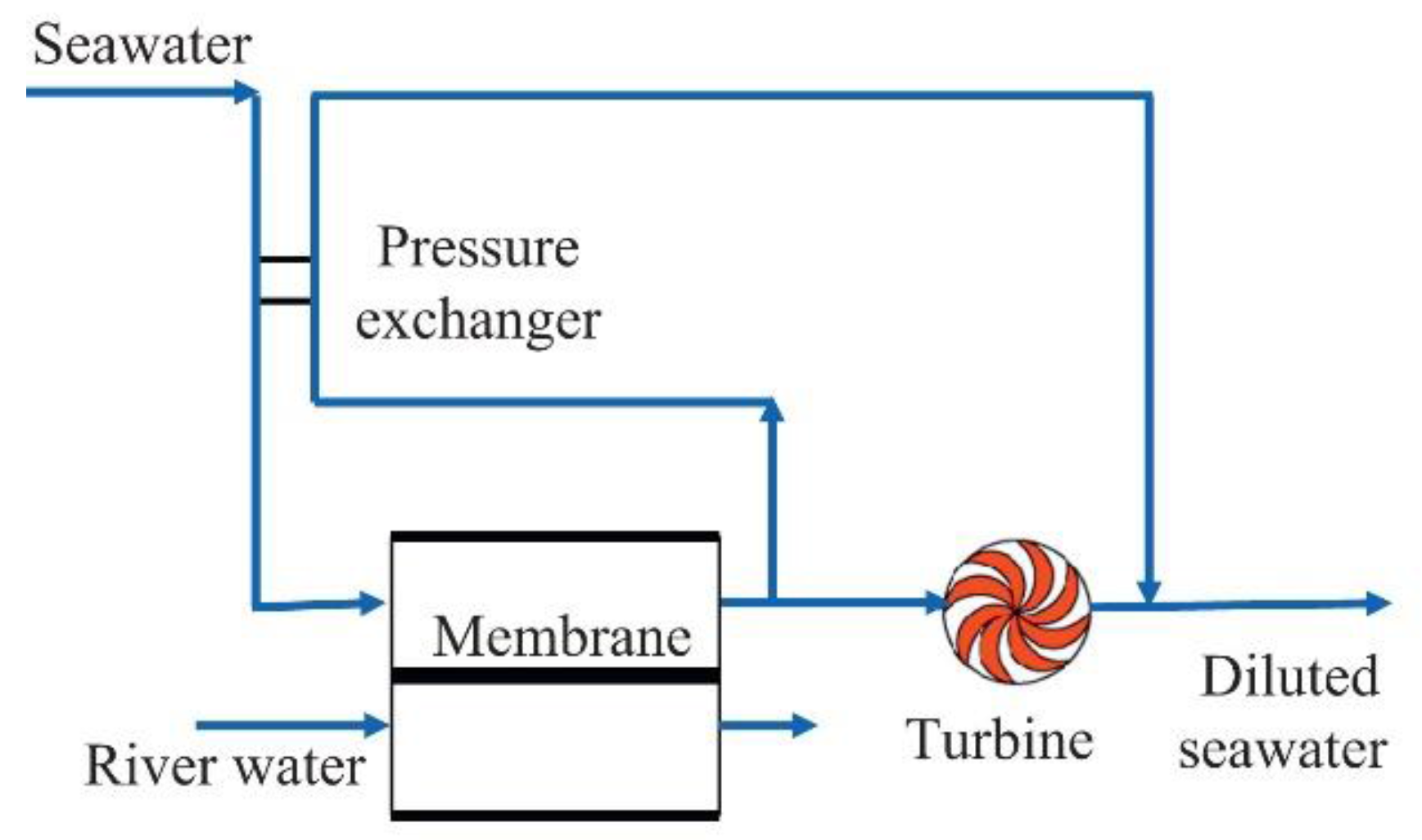
Separation, concentration and purification of molecular mixtures are the key requirements in process industry, underlying the importance of efficient separation in this sector. The state-of-the-art norms to achieve these objectives include distillation, extraction, crystallization, adsorption and ion exchange technology. These technologies are energy intensive in nature and generally mark a large footprint. To alleviate these drawbacks of the conventional processes, membrane operations have demonstrated their potential to perform the same operation with far less energy consumption [11]. Relatively less explored membrane operations, such as membrane distillation (MD) and forward osmosis (FO), are able to exploit the sources of low-grade energy to fulfil their operational energy requirements and thus, almost eliminating the motivation to consume high-grade energy [10,12]. Additionally, the footprint, safety level, automation and monitoring, ease to scale-up and product quality of membrane processes is higher than the conventional counterparts. Aside reducing the energy consumption, new membrane operations are also capable to produce green energy by using sustainable resources. Pressure retarded osmosis (PRO) and reverse electrodialysis (RED) are being investigated at various scales to achieve this objective in techno-economic viable way [13]. The operation principle of PRO is the extraction of water from low to high salinity solution separated through a semipermeable membrane. The pressure generated at the high-salinity-solution compartment can be converted into electricity by using a hydro-turbine as shown in Figure 2. By exploiting the extractable global potential of 980 GW, the salinity-gradient-energy can fulfil 20% potential of current global energy demand [3]. PRO and RED can be integrated with the existing desalination capacities to use their brine as the high concentration solution. This improves the performance of PRO and RED and assists the desalination plants to handle the disposal issue of the brine [14]. The technical and economic feasibility of PRO for commercial scale applications is currently being investigated under the projects such as Mega-tone and Global MVP [3]. The first RED unit working with real streams in natural environment has been installed under REAPower project [15]. The unit had a membrane area of 50 m2 and could give a power output of approximately 40 W (1.6 W/m2 of cell pair) by using real solutions (brackish water and saturated brine). The initial results were promising and no significant technical issues were observed. Inspired from these results, the plant was upscaled to a capacity of 1 kW. To achieve this objective, the membrane area was increased to 400 m2 [16]. With the nominal capacity of 1 kW, the plant could achieve power capacity of 700 W using artificial brine and brackish water. The power capacity reduced to 50% when real solutions were used.
Commercial scale implementation of PRO and RED is hampered by several factors. The fundamental issue for both technologies is the unavailability of suitable membranes. For PRO, the membranes must exhibit high permeability, low reverse salt diffusion, minimum fouling and very high mechanical strength to withstand against the applied pressure. PRO process is severely limited by internal concentration polarization (ICP) in the porous membrane support, i.e.: (i) the accumulation of rejected solute from low concentration feed when the dense active layer is oriented towards the draw solution (i.e., support facing the feed water) or (ii) the dilution of draw solution concentration when the active layer is facing the feed water. Internal concentration polarization (due to the increase of concentration inside the membrane) should be minimized by properly designing the support layer of the membrane. At the overall system level, better pretreatment strategies and energy conversion systems are needed. For what concerns RED, currently membrane price counts for 50%–80% of the capital cost. Therefore, the process will become economically viable when membrane price will be reduced. More specifically, the membrane price should decrease from the existing price of 10–30 euros/m2 down to 2–5 euros/m2. The composition and concentration of high concentrated solution should be optimized. Better and cheap pretreatment of low concentrated solutions need to be sought. Better pumping systems capable to reduce the energy associated with circulation of the two streams are also needed.
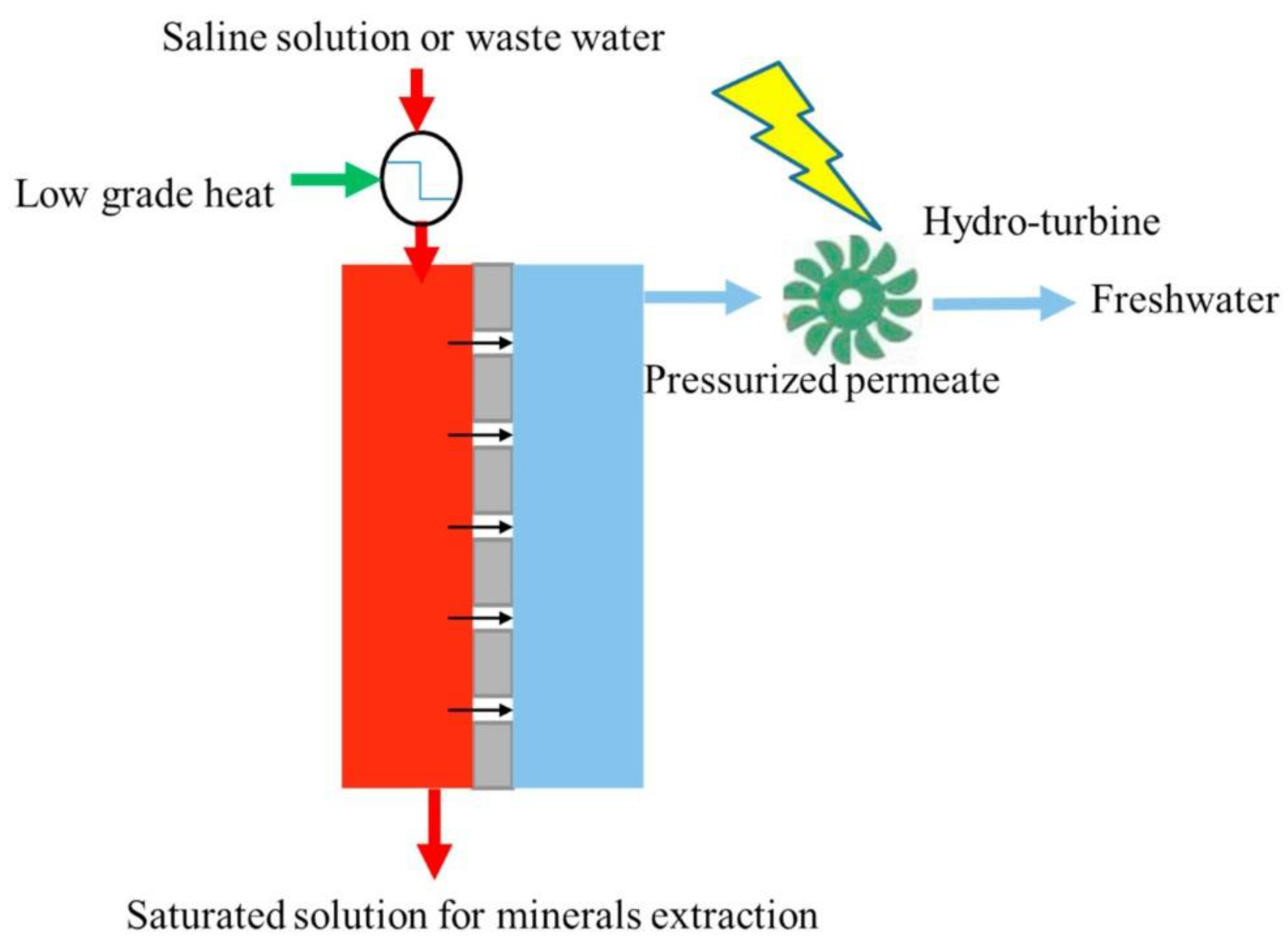
In addition to PRO and RED, MD is also emerging as a candidate to produce energy [18,19]. Operational principle of MD involves the use of a microporous hydrophobic membranes that allows the passage of vapors only. The vapors are condensed on the other side by using different approaches, depending upon the configuration. In direct contact membrane distillation (DCMD), cold water is used as the condensing media. Hydrophobic membrane material and small pore size resists the penetration of liquid into the pores from either sides of the membrane. Under the constant volume, the condensing vapor create the pressure on condensing (permeate) side of the membrane which, similar to PRO, can be used to run a hydro-turbine as shown in Figure 3. Thus MD can be used for the simultaneous production of freshwater (and also raw materials when operated as membrane crystallization) and energy. However, for commercial viability of this concept, better membranes with improved hydrophobic properties (liquid entry pressure > 10 bar) are required.
2.3. Raw Material Production
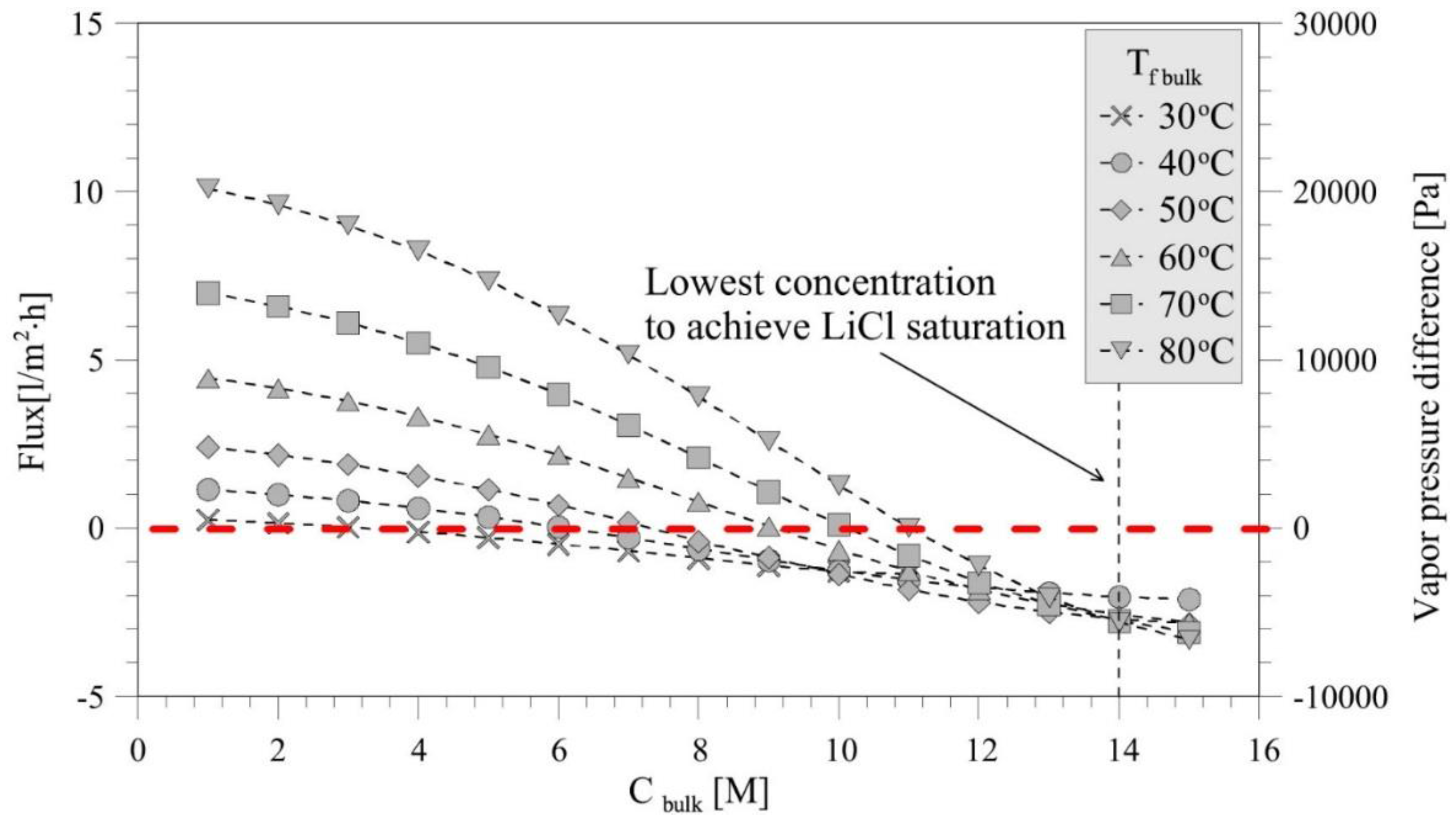
Membrane crystallization (MCr) has been used in several investigations to assess its potential for raw materials recovery from brine and wastewater steams [20]. The process fundamentally exploits the potential of MD to concentrate the solutions to their saturation level. The concept was introduced in 2002 by Drioli et al. [21]; the process has been successfully applied at lab-scale for the recovery of several salts and other compounds from wastewater streams [22,23,24]. In addition to the salts recovery, the process increases the freshwater recovery from the brine and offers an elegant way to achieve the inspiring objective of zero liquid discharge in desalination [25]. From economical perspective, it has been calculated that the water production cost can become negative if the sale of the recovered salt is also considered [26]. Recovery of salts through MCr has been mostly carried out by using direct contact configuration, however, a current study [27] suggests that this configuration is not suitable when crystallizing salts, such lithium chloride, which have very high solubility. Highly soluble salts at high solution concentrations possess high osmotic pressure which can overcome the vapor pressure induced by the thermal energy provided to the solution and thus the system exhibits a net negative flux as shown in Figure 4. In order to overcome this limitation, an alternative configuration i.e. vacuum MCr (VMCr) has been proven suitable [27]. In VMCr, the condensing media (cold water in case of direct contact MCr) is replaced with the vacuum, thus the suction of water from the other side of the membrane is eliminated. Air gap MCr may also be suitable for such scenario, however, no specific study has been carried out on these lines so far by using air gap MCr. The further area of research on MCr should focus on developing anti-scalant membranes and techniques, better system for recovery of crystals from the magma and efficient techniques/strategies to separate the co-precipitating crystals of different salts. Improved understanding of membrane fouling and scaling is needed. The appropriate membrane features including membrane thickness, conductivity, surface roughness and appropriate module lengths need to be specified.
2.4. Industrial Waste Gases Exploitation
Water consumption by industries represents around 22% of water global consumption. Its largest single use is in power generation. A coal-fired power station requires 1.6 liters of water per kWh of energy produced, or, in other words, a 500 MW thermoelectric power plant utilizes 45,000 m3/h of water. Up to now, much effort has been put in the treatment and reuse of wastewater “produced” or “released”. In contrast, despite there are always huge quantities of water emitted in the air, there is not an available commercial technology for evaporated wastewater treatment and recovery. Moreover, the new stringent rules on emissions in the atmosphere limit the amount of vapor that can be discharged due to the environmental concerns that these emissions imply in terms of greenhouse effects. Therefore, the separation and recovery of the water contained in the waste gaseous streams, on one hand is a constrain to be addressed, on the other can represent a new source of water.
Based on the results achieved in MD technology, in the last years another membrane-assisted technology for water recovery from gaseous stream is in its developing phase: membrane-assisted condensation. The latter belongs to membrane contactor processes. Its operating principle consists in condensing and recovering the water contained in a saturated gas. For reaching its goal, membrane condenser uses a hydrophobic membrane that impedes to the water droplets present in a saturated gas to pass through. Moreover, the hydrophobic membrane promote water vapor condensation due to the reduced activation energy of heterogeneous condensation. It has been demostrated that, in general, more than 65% of the water present in the gaseous waste stream (with temperature of the gaseous stream from 40 to 80 °C) can be recovered with cooling lower than 20 °C [28]. Moreover, depending on the chemical-physical properties of the membrane and on the process parameters (temperature, relative humidity, flowrate, etc.), the composition of the recovered liquid water can be controlled very precisely [29]. The possibility of controlling, by opportunely tuning the operating conditions, the condensation of contaminants suggests two different options for its use: as a unit for water recovery, minimizing the contaminants content, or, as the pre-treatment stage, forcing most of the contaminants to be retained.
3. Conclusions
In recent years, there has been increasing demand for materials, energy and products that are driving scientists and engineers to propose new solutions able to promote development while still supporting sustainable industrial growth. Membrane engineering can offer significant assets to this development. Practically all of the typical unit operations of process engineering could be redesigned as membrane unit operations (membrane distillation, membrane crystallizer, membrane condensers, etc.).
The significant positive results achieved in various membrane systems are, however, still far from realizing the potentialities of this technology. There are still problems related to pre-treatment of streams, membrane life time, aging, fouling, and sealing, slowing down the growth of large-scale industrial use. A good understanding of the materials properties and transport mechanisms, as well as the creation of innovative functional materials with improved properties, are key challenges for a further development of this technology, which requires further intensive research activities both at academic and industrial level.
Conflicts of Interest
The authors declare no conflict of interest.
References
- UNESCO. Water for a Sustainable World: The United Nations World Water Development Report 2015; UNESCO: Partis, France, 2015. [Google Scholar]
- United Nations/UNESCO. Water and Energy: Information Brief; Unesco: Partis, France, 2014; pp. 1–230. [Google Scholar]
- Drioli, E.; Ali, A.; Macedonio, F. Membrane operations for process intensification in desalination. Appl. Sci. 2017, 7, 100. [Google Scholar] [CrossRef]
- IDA. Desalination Yearbook 2016-2017; Media Analytics Ltd.: Oxford, UK.
- Baker, R.W. Reverse osmosis. In Membrane Technology and Applications, 2nd ed.; John Wiley and Sons: Chichester, UK, 2004. [Google Scholar]
- Loeb, S.; Sourirajan, S. Sea water demineralization by means of an osmotic membrane. In Saline Water Conversion—II; American Chemical Society: Washington, DC, USA, 1963; Volume 38, pp. 117–132. [Google Scholar]
- Drioli, E.; Criscuoli, A.; Macedonio, F. Membrane Based Desalination: An Integrated Approach; IWA Publishing: London, UK, 2011. [Google Scholar]
- Thomas, N.; Mavukkandy, M.O.; Loutatidou, S.; Arafat, H.A. Membrane distillation research & implementation: Lessons from the past five decades. Sep. Purif. Technol. 2017, 189, 108–127. [Google Scholar]
- Morillo, J.; Usero, J.; Rosado, D.; El Bakouri, H.; Riaza, A.; Bernaola, F.J. Comparative study of brine management technologies for desalination plants. Desalination 2014, 336, 32–49. [Google Scholar]
- Drioli, E.; Ali, A.; Macedonio, F. Membrane distillation: Recent developments and perspectives. Desalination 2015, 356, 56–84. [Google Scholar] [CrossRef]
- Drioli, E.; Curcio, E. Membrane engineering for process intensification: A perspective. J. Chem. Technol. Biotechnol. 2007, 82, 223–227. [Google Scholar] [CrossRef]
- Camacho, L.; Dumée, L.; Zhang, J.; Li, J.; Duke, M.; Gomez, J.; Gray, S. Advances in membrane distillation for water desalination and purification applications. Water 2013, 5, 94–196. [Google Scholar]
- Jia, Z.; Wang, B.; Song, S.; Fan, Y. Blue energy: Current technologies for sustainable power generation from water salinity gradient. Renew. Sustain. Energy Rev. 2014, 31, 91–100. [Google Scholar]
- Tufa, R.A.; Curcio, E.; Van Baak, W.; Veerman, J.; Grasman, S.; Fontananova, E. Potential of brackish water and brine for energy generation by salinity gradient power-reverse electrodialysis (SGP-RE). RSC Adv. 2014, 4, 42617–42623. [Google Scholar] [CrossRef]
- Tedesco, M.; Scalici, C.; Vaccari, D.; Cipollina, A.; Tamburini, A.; Micale, G. Performance of the first reverse electrodialysis pilot plant for power production from saline waters and concentrated brines. J. Memb. Sci. 2016, 500, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Tedesco, M.; Cipollina, A.; Tamburini, A.; Micale, G. Towards 1 kW power production in a reverse electrodialysis pilot plant with saline waters and concentrated brines. J. Memb. Sci. 2017, 522, 226–236. [Google Scholar] [CrossRef]
- Han, G.; Zhang, S.; Li, X.; Chung, T.S. High performance thin film composite pressure retarded osmosis (PRO) membranes for renewable salinity-gradient energy generation. J. Memb. Sci. 2013, 440, 108–121. [Google Scholar] [CrossRef]
- Straub, P.; Yip, N.Y.; Lin, S.; Lee, J.; Elimelech, M. Harvesting low-grade heat energy using thermo-osmotic vapour transport through nanoporous membranes. Nat. Energy 2016, 1, 16090. [Google Scholar] [CrossRef]
- Ali, A.; Tufa, R.A.; Macedonio, F.; Curcio, E.; Drioli, E. Membrane technology in renewable-energy-driven desalination. Renew. Sustain. Energy Rev. 2018, 81, 1–21. [Google Scholar] [CrossRef]
- Di Profio, G.; Curcio, E.; Drioli, E. A review on membrane crystallization. Chem. Today 2009, 27, 27–31. [Google Scholar]
- Drioli, E.; Criscuoli, A.; Curcio, E. Integrated membrane operations for seawater desalination. Desalination 2002, 147, 77–81. [Google Scholar] [CrossRef]
- Macedonio, F.; Quist-jensen, C.A.; Al-harbi, O.; Alromaih, H.; Al-jlil, S.A.; Al Shabouna, F.; Drioli, E. Thermodynamic modeling of brine and its use in membrane crystallizer. Desalination 2013, 323, 83–92. [Google Scholar] [CrossRef]
- Quist-jensen, C.A.; Macedonio, F.; Drioli, E. Integrated membrane desalination systems with membrane crystallization units for resource recovery: A new approach for mining from the sea. Crystals 2016, 6, 36. [Google Scholar] [CrossRef]
- Ali, A.; Quist-Jensen, C.A.; Macedonio, F.; Drioli, E. Application of membrane crystallization for minerals recovery from produced water. Membranes 2015, 5, 772–792. [Google Scholar] [CrossRef] [PubMed]
- Drioli, E.; Curcio, E.; Criscuoli, A.; Di Profio, G. Integrated system for recovery of CaCO3, NaCl and MgSO4·7H2O from nanofiltration retentate. J. Membr. Sci. 2004, 239, 27–38. [Google Scholar] [CrossRef]
- Macedonio, F.; Curcio, E.; Drioli, E. Integrated membrane systems for seawater desalination: Energetic and exergetic analysis, economic evaluation, experimental study. Desalination 2007, 203, 260–276. [Google Scholar] [CrossRef]
- Quist-jensen, A.; Ali, A.; Mondal, S.; Macedonio, F.; Drioli, E. A study of membrane distillation and crystallization for lithium recovery from high-concentrated aqueous solutions. J. Memb. Sci. 2016, 505, 167–173. [Google Scholar] [CrossRef]
- Macedonio, F.; Brunetti, A.; Barbieri, G.; Drioli, E. Membrane condenser as a new technology for water recovery from humidified “waste” gaseous streams. Ind. Eng. Chem. Res. 2013, 52, 1160–1167. [Google Scholar] [CrossRef]
- Macedonio, F.; Cersosimo, M.; Brunetti, A.; Barbieri, G.; Drioli, E. Water recovery from humidified waste gas streams: Quality control using membrane condenser technology. Chem. Eng. Process: Process Intensif. 2014, 86, 196–203. [Google Scholar] [CrossRef]
Figure 1.
Timeline for membrane distillation (MD) development (diamond symbol indicates the milestone events; star symbol indicates the MD projects/pilot plant; gray circular symbol indicates the launch of technology developer companies with the location of their headquarters). Reproduced with permission from [8]. Copyright Elsevier, 2017.
Figure 1.
Timeline for membrane distillation (MD) development (diamond symbol indicates the milestone events; star symbol indicates the MD projects/pilot plant; gray circular symbol indicates the launch of technology developer companies with the location of their headquarters). Reproduced with permission from [8]. Copyright Elsevier, 2017.

Figure 2.
Operational principle of the pressure retarded osmosis (PRO) process. Reproduced with permission from [17]. Copyright Elsevier, 2013.
Figure 2.
Operational principle of the pressure retarded osmosis (PRO) process. Reproduced with permission from [17]. Copyright Elsevier, 2013.

Figure 3.
The concept of simultaneous production of freshwater, energy and raw materials through MD. Reproduced with permission from [19]. Copyright Elsevier, 2018.
Figure 3.
The concept of simultaneous production of freshwater, energy and raw materials through MD. Reproduced with permission from [19]. Copyright Elsevier, 2018.

Figure 4.
Theoretical flux as function of solution concentration at various feed temperatures for LiCl solution. The vertical dashed line shows the minimum solution concentration required to achieve the crystals from solution. Reproduced with permission from [27]. Copyright Elsevier, 2016.
Figure 4.
Theoretical flux as function of solution concentration at various feed temperatures for LiCl solution. The vertical dashed line shows the minimum solution concentration required to achieve the crystals from solution. Reproduced with permission from [27]. Copyright Elsevier, 2016.

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ali, A.; Drioli, E.; Macedonio, F. Membrane Engineering for Sustainable Development: A Perspective. Appl. Sci. 2017, 7, 1026. https://0-doi-org.brum.beds.ac.uk/10.3390/app7101026
AMA Style
Ali A, Drioli E, Macedonio F. Membrane Engineering for Sustainable Development: A Perspective. Applied Sciences. 2017; 7(10):1026. https://0-doi-org.brum.beds.ac.uk/10.3390/app7101026
Chicago/Turabian StyleAli, Aamer, Enrico Drioli, and Francesca Macedonio. 2017. "Membrane Engineering for Sustainable Development: A Perspective" Applied Sciences 7, no. 10: 1026. https://0-doi-org.brum.beds.ac.uk/10.3390/app7101026
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.