
Printing Speed and Quality Enhancement by Controlling the Surface Energy of Cliché in Reverse Offset Printing

 ,
,
Abstract
:1. Introduction
2. Fabrication of Cliché and Reverse Offset Printing
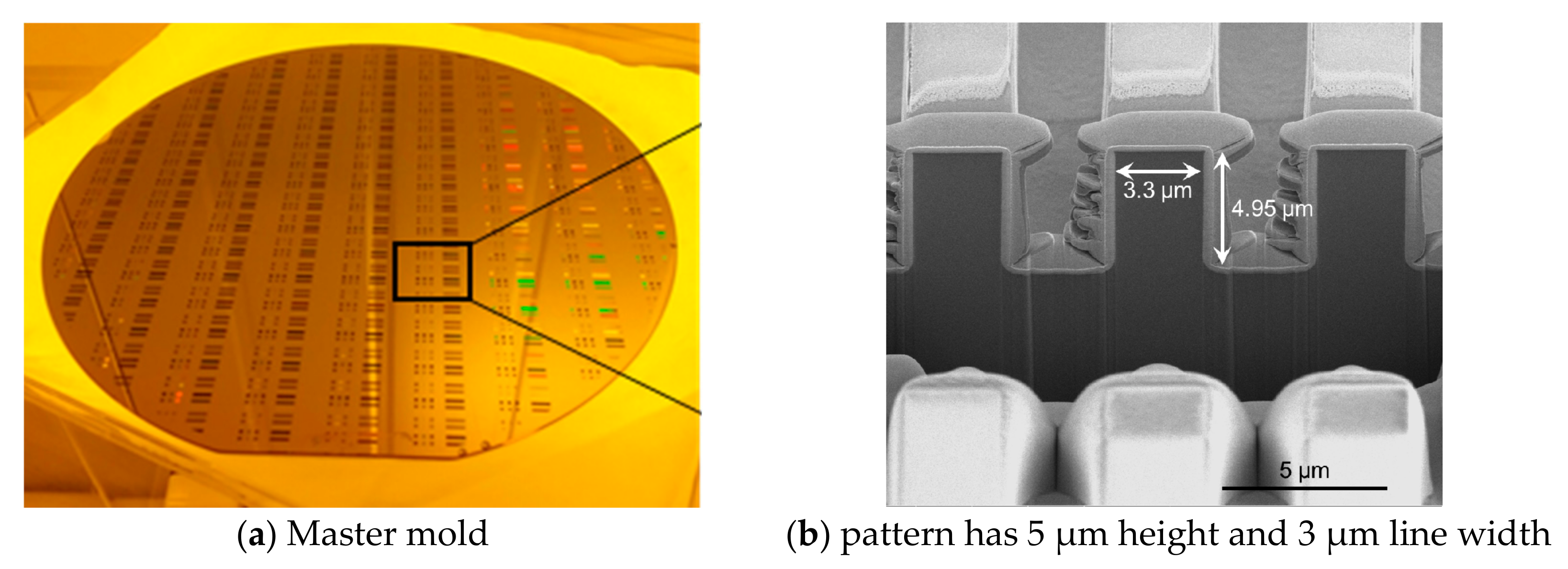
2.1. Master Mold Fabrication
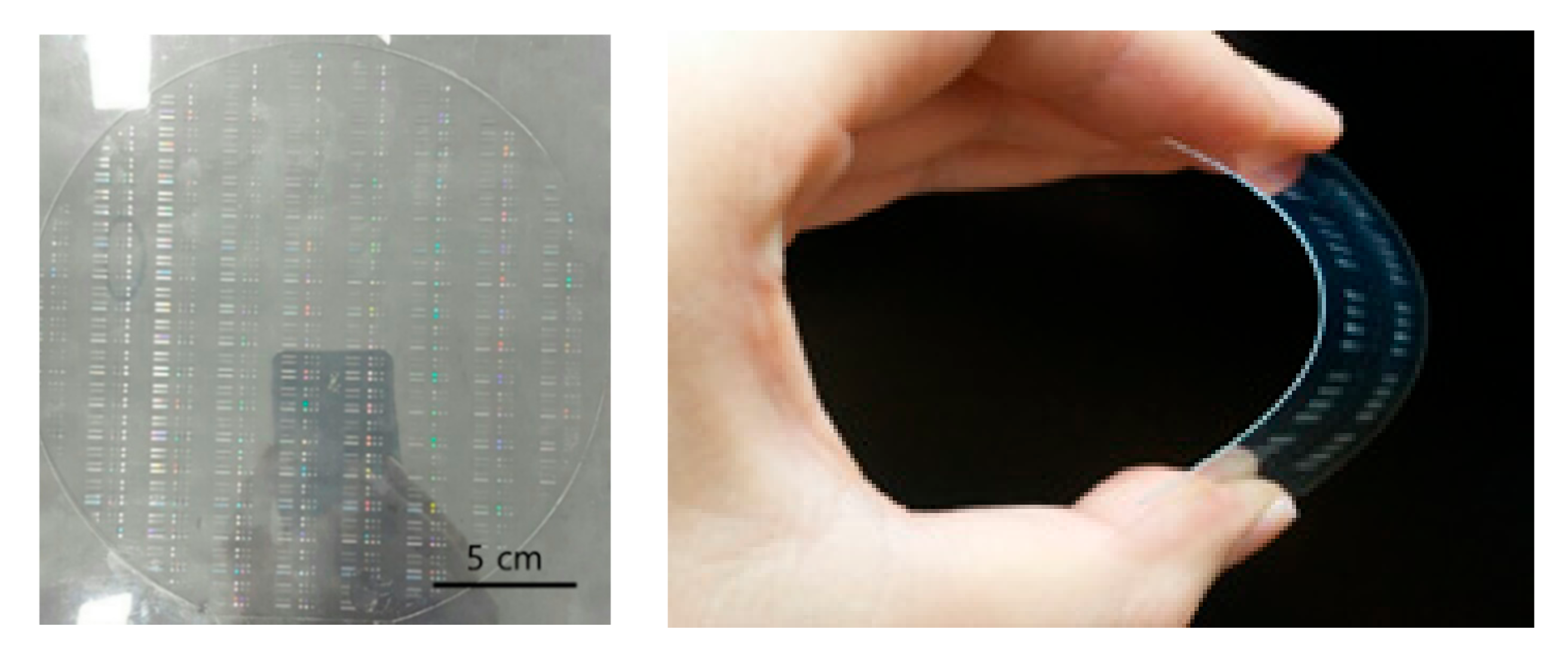
2.2. Fabrication of Cliché Using Various Resins
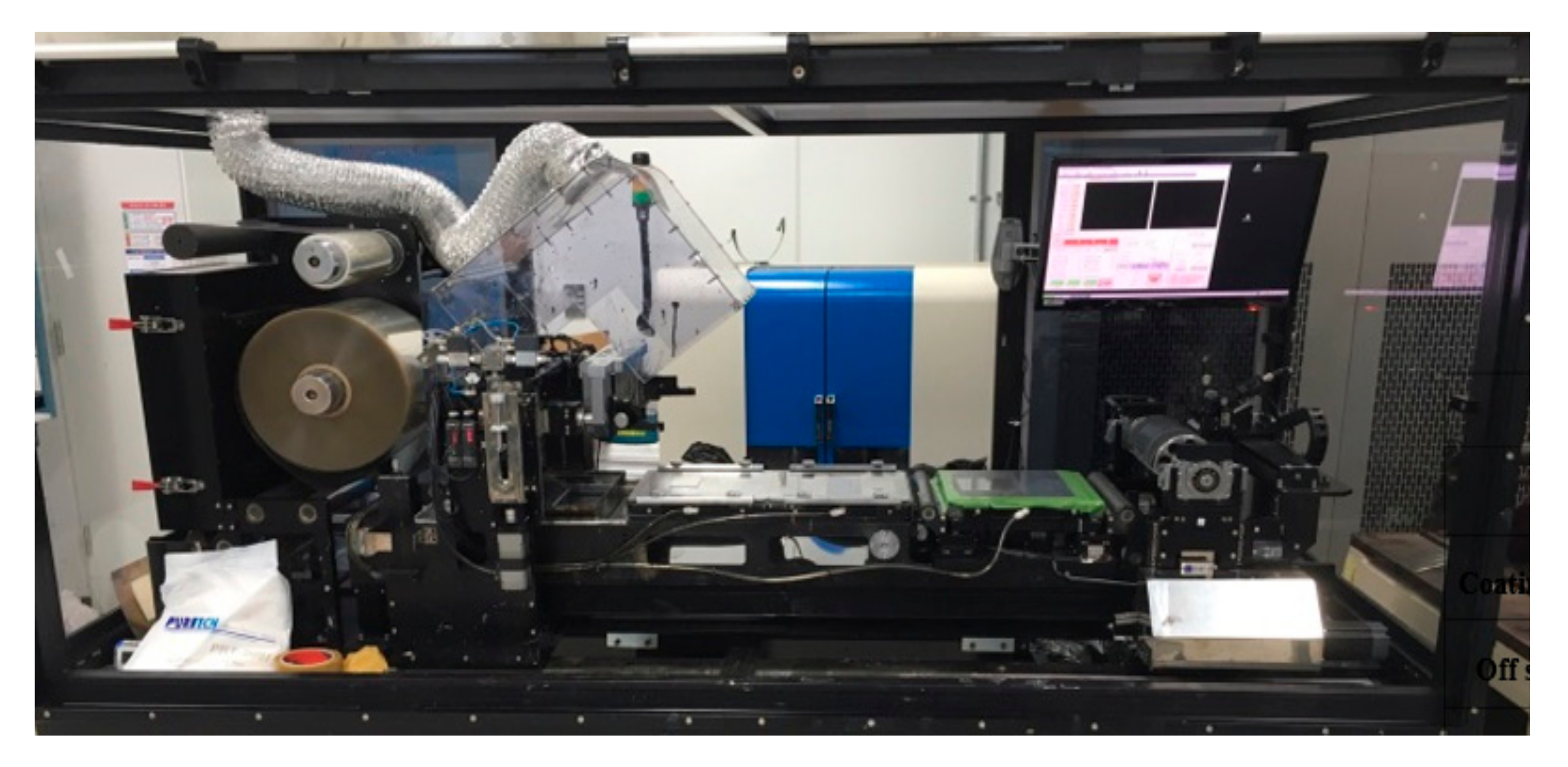
2.3. Reverse Offset Printing
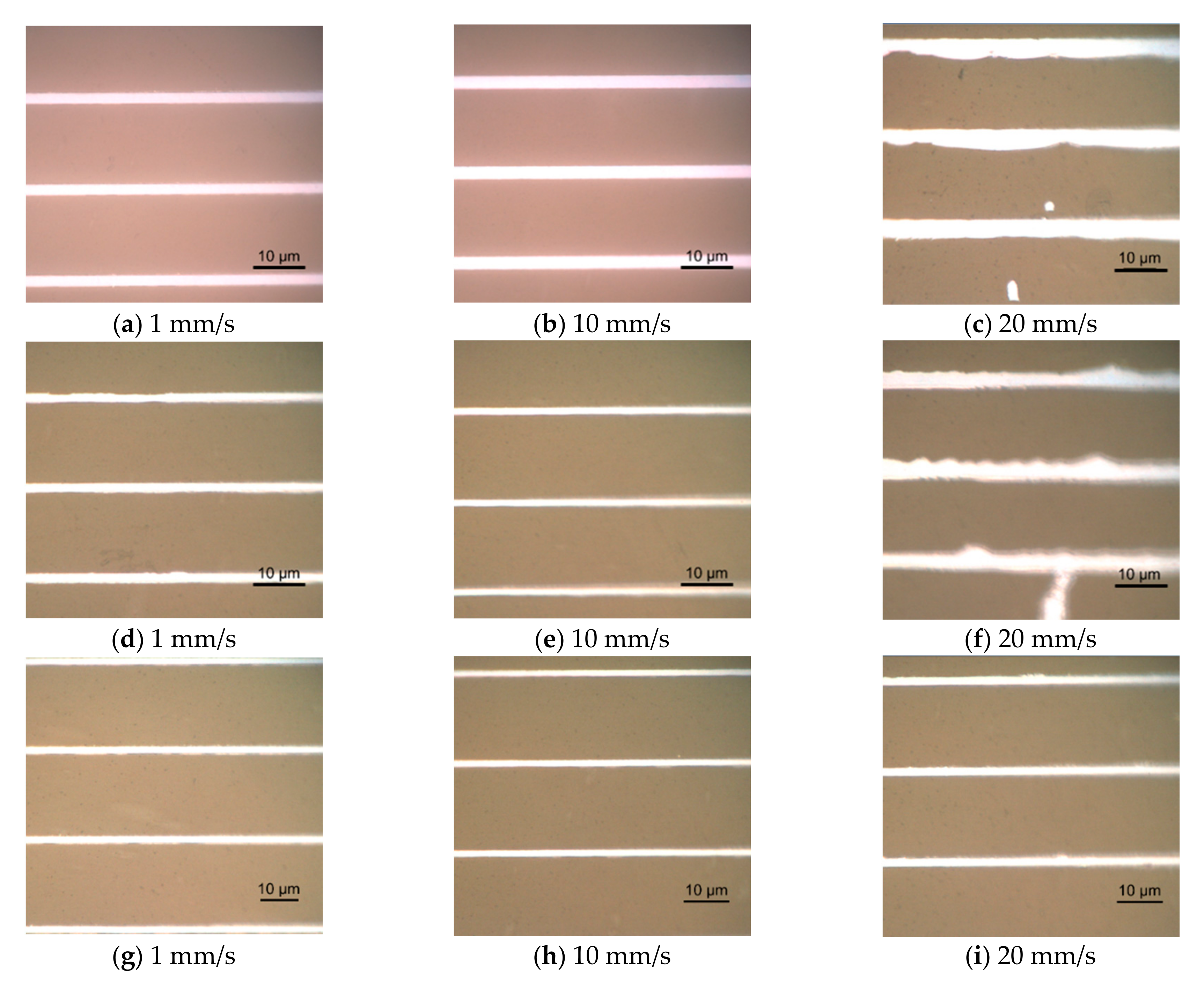
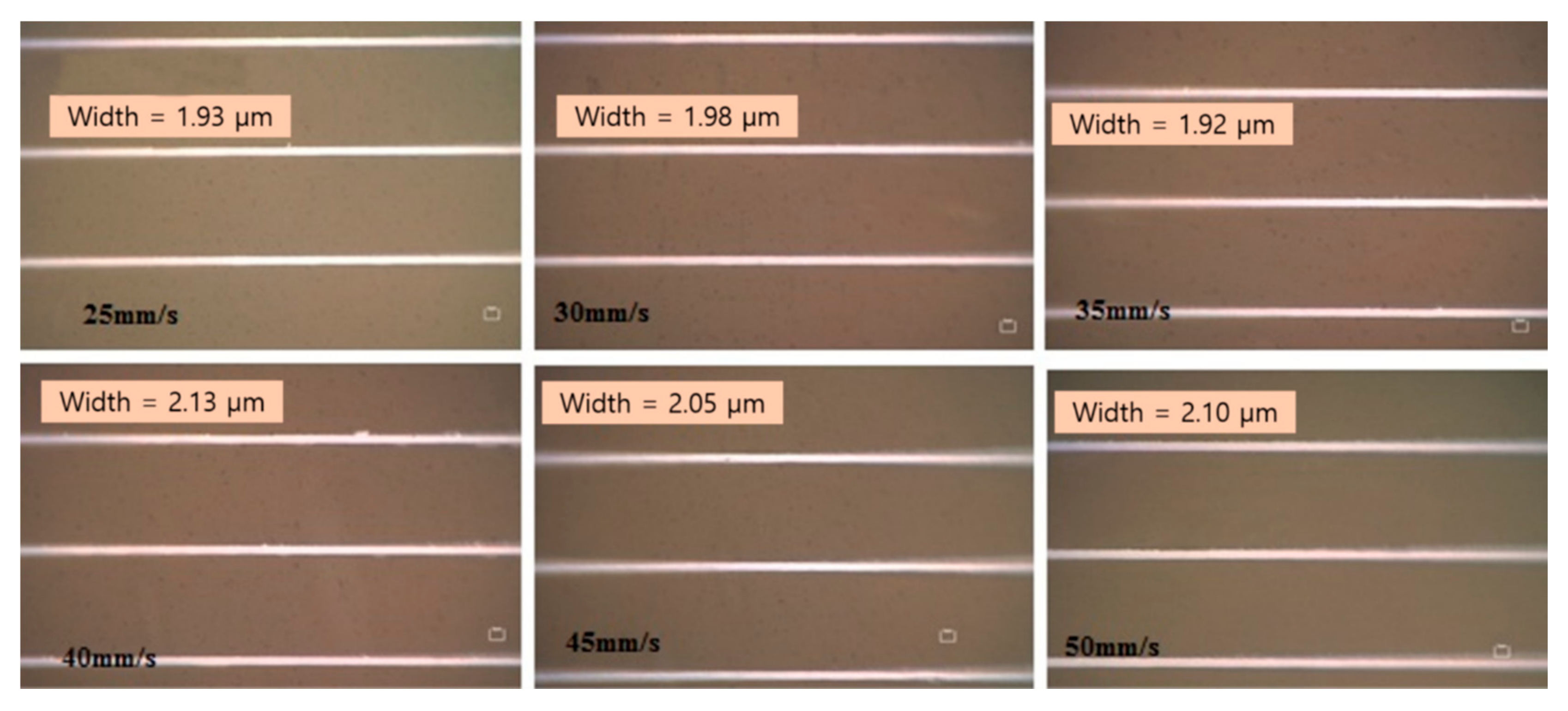
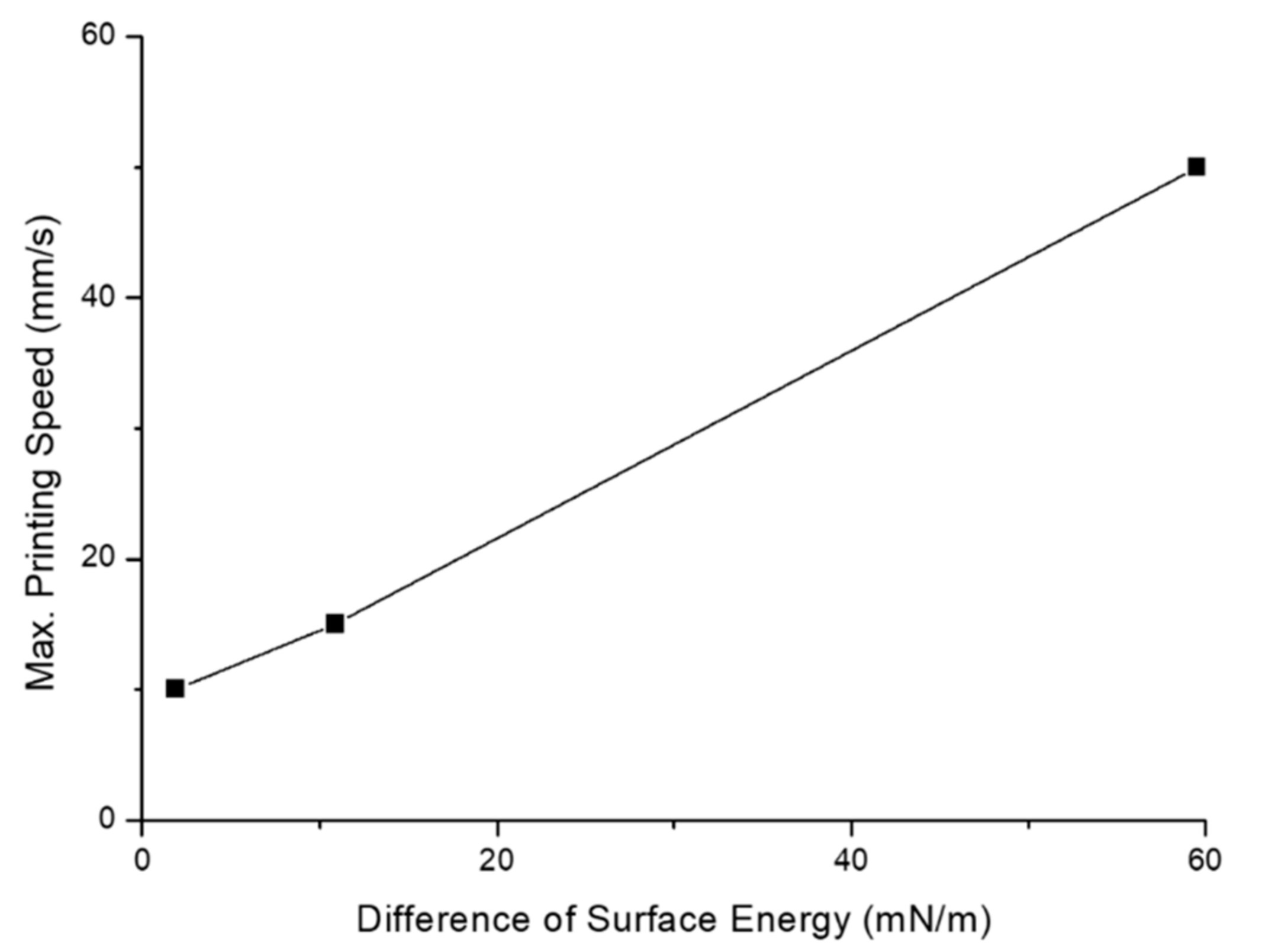
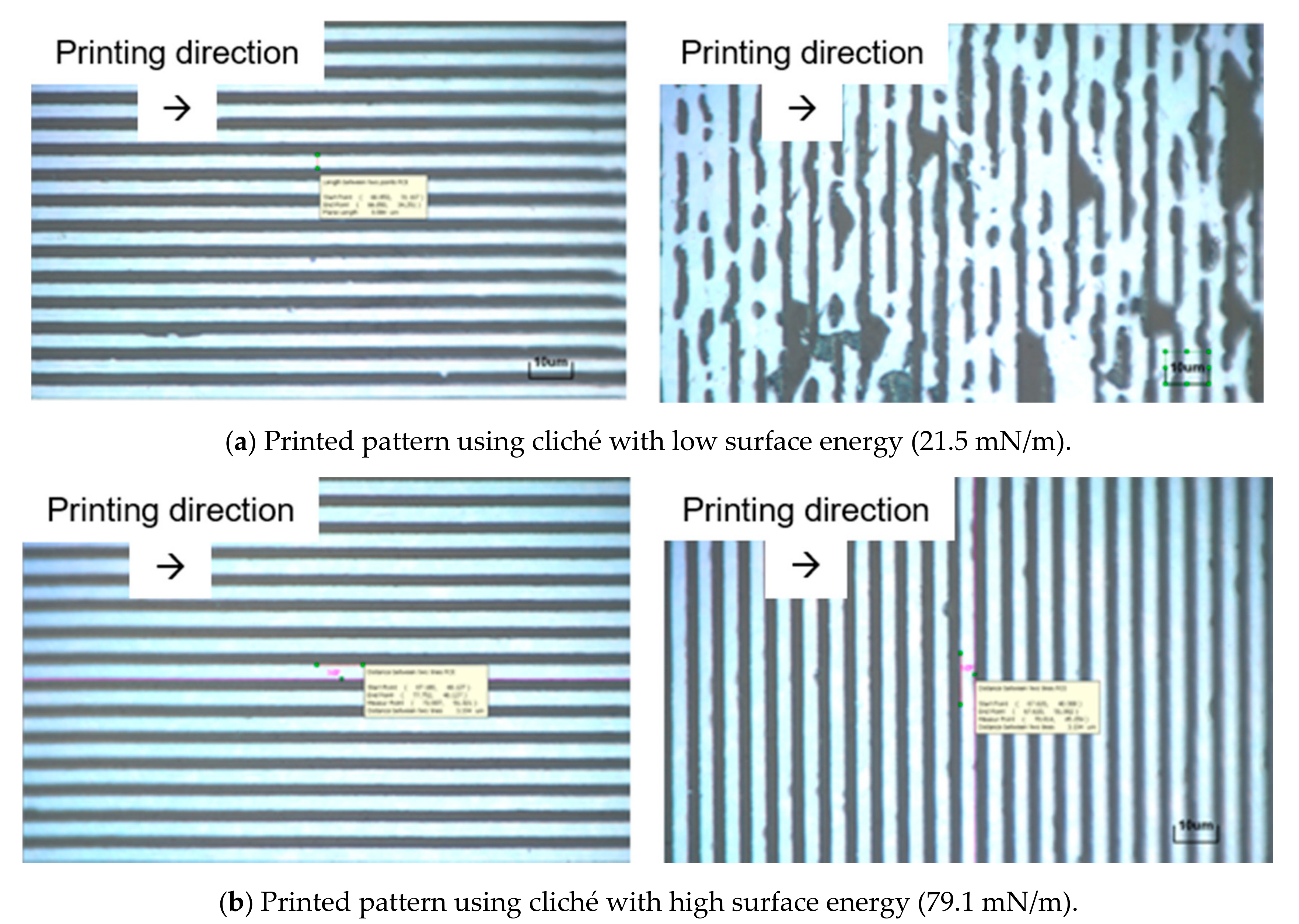
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tsumura, A.; Koezuka, H.; Ando, T. Macromolecular electronic device: Field‐effect transistor with a polythiophene thin film. Appl. Phys. Lett. 1986, 49, 1210–1212. [Google Scholar] [CrossRef]
- Burroughes, J.H.; Jones, C.A.; Friend, R.H. New semiconductor device physics in polymer diodes and transistors. Nature 1988, 335, 137–141. [Google Scholar] [CrossRef]
- Horowitz, G.; Fichou, D.; Peng, X.; Xu, Z.; Garnier, F. A field-effect transistor based on conjugated alpha-sexithienyl. Solid State Commun. 1989, 72, 381–384. [Google Scholar] [CrossRef]
- Garnier, F.; Hajlaoui, R.; Yassar, A.; Srivastava, P. All-polymer field-effect transistor realized by printing techniques. Science 1994, 265, 1684–1687. [Google Scholar] [CrossRef] [PubMed]
- Laquindanum, J.G.; Katz, H.E.; Lovinger, A.J.; Dodabalapur, A. Morphological origin of high mobility in pentacene thin-film transistors. Chem. Mater. 1996, 8, 2542–2544. [Google Scholar] [CrossRef]
- Dimitrakopoulos, C.D.; Mascaro, D.J. Organic thin-film transistors: A review of recent advances. IBM J. Res. Dev. 2001, 45, 11–27. [Google Scholar] [CrossRef]
- Yoshimura, Y.; Takeda, Y.; Fukuda, K.; Kumaki, D.; Tokito, S. High-speed operation in printed organic inverter circuits with short channel length. Org. Electron. 2014, 15, 2696–2701. [Google Scholar] [CrossRef]
- Fukuda, K.; Yoshimura, Y.; Okamoto, T.; Takeda, Y.; Kumaki, D.; Katayama, Y.; Tokito, S. Reverse‐Offset Printing Optimized for Scalable Organic Thin‐Film Transistors with Submicrometer Channel Lengths. Adv. Electron. Mater. 2015, 1. [Google Scholar] [CrossRef]
- Subramanian, V.; Fréchet, J.M.; Chang, P.C.; Huang, D.C.; Lee, J.B.; Molesa, S.E.; Murphy, A.R.; Rendinger, D.R.; Volkman, S.K. Progress toward development of all-printed RFID tags: Materials, processes, and devices. Proc. IEEE 2005, 93, 1330–1338. [Google Scholar] [CrossRef]
- Kunnari, E.; Valkama, J.; Keskinen, M.; Mansikkamäki, P. Environmental evaluation of new technology: Printed electronics case study. J. Clean. Prod. 2009, 17, 791–799. [Google Scholar] [CrossRef]
- Gaikwad, A.M.; Steingart, D.A.; Nga Ng, T.; Schwartz, D.E.; Whiting, G.L. A flexible high potential printed battery for powering printed electronics. Appl. Phys. Lett. 2013, 102. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, R.; Moon, K.S.; Liu, Y.; Hansen, K.; Le, T.; Wong, C.P. Highly Conductive, Flexible, Polyurethane‐Based Adhesives for Flexible and Printed Electronics. Adv. Funct. Mater. 2013, 23, 1459–1465. [Google Scholar] [CrossRef]
- Nguyen, P.Q.; Yeo, L.P.; Lok, B.K.; Lam, Y.C. Patterned surface with controllable wettability for inkjet printing of flexible printed electronics. ACS Appl. Mater. Interfaces 2014, 6, 4011–4016. [Google Scholar] [CrossRef] [PubMed]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll‐to‐Roll fabrication of large area functional organic materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Lee, T.M.; Noh, J.H.; Kim, C.H.; Jo, J.; Kim, D.S. Development of a gravure offset printing system for the printing electrodes of flat panel display. Thin Solid Films 2010, 518, 3355–3359. [Google Scholar] [CrossRef]
- Grau, G.; Kitsomboonloha, R.; Subramanian, V. Fabrication of a high-resolution roll for gravure printing of 2 µm features. Proceeding of SPIE Organic Photonics and Electronics, San Diego, CA, USA, 31 August 2015. [Google Scholar]
- Choi, Y.M.; Lee, E.; Lee, T.M. Mechanism of reverse-offset printing. J. Micromech. Microeng. 2015, 25, 075019. [Google Scholar] [CrossRef]
- Kim, M.; You, I.K.; Han, H.; Jung, S.W.; Kim, T.Y.; Ju, B.K.; Koo, J.B. Organic thin-film transistors with short channel length fabricated by reverse offset printing. Electrochem. Solid-State Lett. 2011, 14, H333–H336. [Google Scholar] [CrossRef]
- Kang, D.; Lee, E.; Kim, H.; Choi, Y.M.; Lee, S.; Kim, I.; Yoon, D.; Jo, J.; Kim, B.; Lee, T.M. Investigation on synchronization of the offset printing process for fine patterning and precision overlay. J. Appl. Phys. 2014, 115, 234908. [Google Scholar] [CrossRef]
- Jeong, Y.; Shin, S.; Choi, H.; Kim, S.; Kim, J.; Kwon, S.; Kim, K.Y.; Lee, S.; Jung, Y.G.; Cho, Y.T. Fabrication of Nano-Micro Hybrid Structures by Replication and Surface Treatment of Nanowires. Crystals 2017, 7, 215. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A.D. Surface energy and the contact of elastic solids. Proc. R. Soc. Lond. A Math. Phys. Eng. Sci. 1971, 324, 301–313. [Google Scholar] [CrossRef]
- Lehr, C.M.; Bouwstra, J.A.; Boddé, H.E.; Junginger, H.E. A surface energy analysis of mucoadhesion: Contact angle measurements on polycarbophil and pig intestinal mucosa in physiologically relevant fluids. Pharm. Res. 1992, 9, 70–75. [Google Scholar] [CrossRef] [PubMed]
- Kwok, D.Y.; Neumann, A.W. Contact angle measurement and contact angle interpretation. Adv. Colloid Interface Sci. 1999, 81, 167–249. [Google Scholar] [CrossRef]
- Choi, Y.M.; Lee, E.S.; Lee, T.M.; Kim, K.Y. Optimization of a reverse-offset printing process and its application to a metal mesh touch screen sensor. Microelectron. Eng. 2015, 134, 1–6. [Google Scholar] [CrossRef]
- Chang, J.; Lee, S.; Lee, K.B.; Lee, S.; Cho, Y.T.; Seo, J.; Lee, S.; Jo, G.; Lee, K.; Kong, H.; et al. Overlay accuracy on a flexible web with a roll printing process based on a roll-to-roll system. Rev. Sci. Instrum. 2015, 86, 055108. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PUA1 | PUA2 | PUA3 | PUA4 | PUA5 | Glass | PET | Blanket | |
|---|---|---|---|---|---|---|---|---|
| C.A. (°) | 101.5 | 90.3 | 85.76 | 85.3 | 23.64 | 52.7 | 43 | 109.5 |
| S.E. (mN/m) | 21.51 | 25.63 | 30.8 | 30.5 | 79.11 | 53.63 | 59.8 | 19.6 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, Y.T.; Jeong, Y.; Kim, Y.J.; Kwon, S.; Lee, S.-H.; Kim, K.Y.; Kang, D.; Lee, T.-M. Printing Speed and Quality Enhancement by Controlling the Surface Energy of Cliché in Reverse Offset Printing. Appl. Sci. 2017, 7, 1302. https://0-doi-org.brum.beds.ac.uk/10.3390/app7121302
Cho YT, Jeong Y, Kim YJ, Kwon S, Lee S-H, Kim KY, Kang D, Lee T-M. Printing Speed and Quality Enhancement by Controlling the Surface Energy of Cliché in Reverse Offset Printing. Applied Sciences. 2017; 7(12):1302. https://0-doi-org.brum.beds.ac.uk/10.3390/app7121302
Chicago/Turabian StyleCho, Young Tae, Yeonho Jeong, Youn Jae Kim, Sin Kwon, Seung-Hyun Lee, Kwang Young Kim, Dongwoo Kang, and Taik-Min Lee. 2017. "Printing Speed and Quality Enhancement by Controlling the Surface Energy of Cliché in Reverse Offset Printing" Applied Sciences 7, no. 12: 1302. https://0-doi-org.brum.beds.ac.uk/10.3390/app7121302