The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review

 , , ,
, , ,
Abstract
:1. Introduction
2. The application of Additive Manufacturing (AM) in industry 4.0
2.1. An Introduction to AM
2.2. Different Types of AM
2.3. The Advantages of Additive Manufacturing over Traditional Manufacturing Approaches
2.4. Challenges, Obstacles, and Limitations
- Imperfections: Void formation between subsequent layers of materials negatively affect the mechanical performance of AM parts [61]. Parts produced using AM processes often reflect the stair-stepping effect, which is created by adding one layer on top of another and affects the surface quality and roughness. This nature of layer-wise production of components also results in parts with anisotropic mechanical properties microstructures [62]. In most of the AM processes, the surface finish of overhanging surfaces also, due to support removal, need to be post-processed.
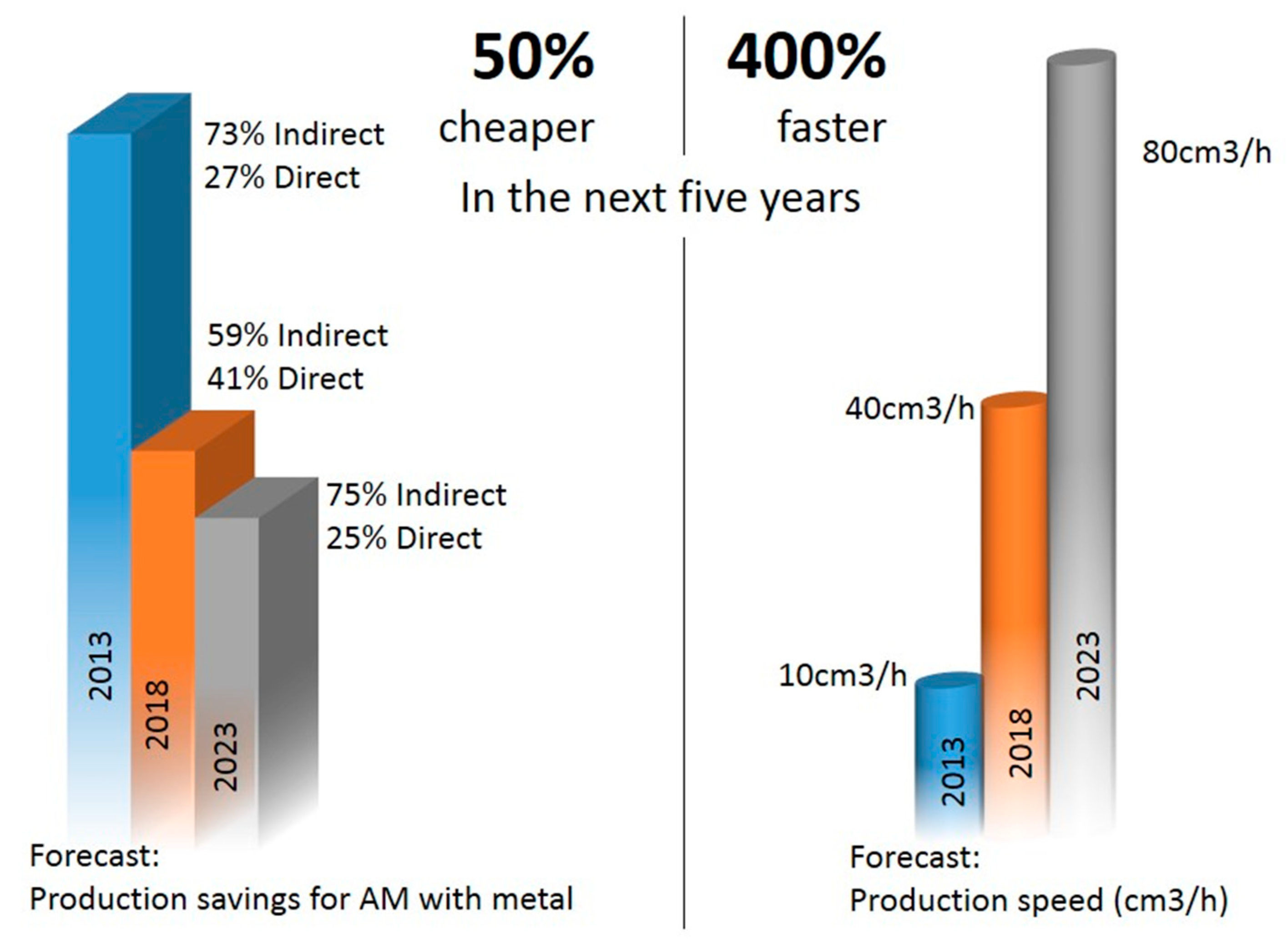
- Cost: Not only are AM systems and materials expensive, but also a high cost in mass production is a major challenge for AM technology [63]. However, AM cost is reducing significantly compared to in the past. For example, the cost decreased by 51% from 2001 to 2011 for both machines and materials [28].
- Production time: AM technologies are more likely to be used in product customization rather than mass production, for which conventional methods are preferred [18].
- Size limitations: AM systems are limited regarding the production of parts bigger than their build chamber. Even regardless of build chamber size restriction, an extended amount of time is required for the manufacturing of large-sized objects [30]. Nevertheless, a technology called Big Area Additive Manufacturing (BAAM), which was developed in recent years, has overcome this limitation by being able to create large-scale parts [66]. Most of the design and application constraints of small-scale AM still apply to BAAM as well [67].
2.5. The Applicable Materials in the AM Process
2.6. Hybrid Additive Manufacturing in Micro/Nano-Scale
2.7. Advanced Additive Manufacturing Processes
2.8. Applications and Industries
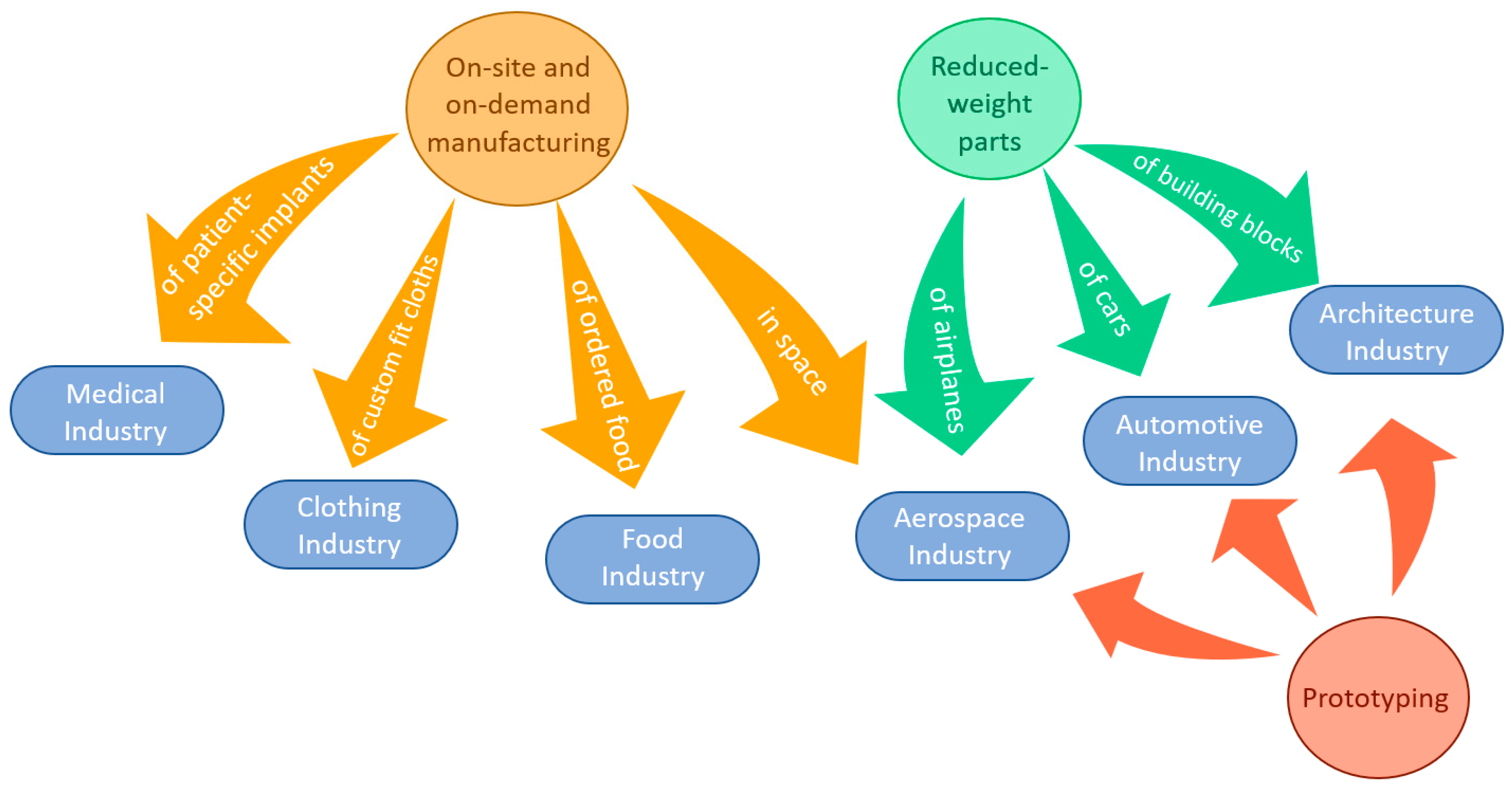
- Aerospace: AM techniques are ideal for producing aerospace components as they need small batches of components, which have complex geometries, which is necessary for airflow and heat dissipation functions [107]. Furthermore, on-demand and on-site manufacturing are needed to be established for astronauts to produce parts for repair or maintenance of space stations. Moreover, AM is capable of producing parts with a low weight-to-strength ratio, which is necessary for airplanes and space shuttles. Since the materials used in the aerospace industry are expensive and AM processes are known for having less waste material, AM has become popular among manufacturers in the aerospace industry.
- Medical: One of the first signs of AM appearing in the medical industry was producing medical implants [9]. In addition to high complexity in design, medical implants have the patient-specific necessity. As it is mentioned in Section 2.3, AM, compared to traditional techniques, is more cost-effective for manufacturing small batches of parts, which is typical in the medical industry. Manufacturing patient-specific implants reduce the cost and time of surgeries as well [108]. Hip stems with functional gradation in porosity characteristics have been made from Ti6Al4V by laser engineered net shaping (LENS) [109].
- Automotive: Complexity and low weight-to-strength ratio is a necessity for a part in the automotive industry as well. AM is not only used for prototyping for automobile parts, but its advantages have also made it able to be used for AM of actual components and vehicles [110]. For Example, Optomec used LENS to reduce the material, time, and cost of manufacturing of Red Bull Racing car components including drive shaft spiders and suspension mounting brackets [111].
- Architectural: From AM of historical buildings [112] to the construction of a village on the moon [113] the architectural industry has benefited from AM in two ways: models and construction. AM of models is an ideal tool for architects as it allows them to improve their designs on a smaller scale and refine their architecture plans. AM also benefits the construction industry by altering the three key features, that is decreasing production time and cost, and increasing flexibility.
3. Sustainability of Additive Manufacturing
3.1. Sustainable Benefits of AM
- (1)
- The less raw material which is required in the supply chain process;
- (2)
- Higher resource efficiency in manufacturing processes;
- (3)
- Reduced consumption, waste material, and pollution in the manufacturing process;
- (4)
- Higher efficiency and flexibility in product design;
- (5)
- The lower number of transportation processes and reduced carbon footprint;
- (6)
- Decentralized and close-to-consumer manufacturing;
- (7)
- Shorter supply chains, more localized production using innovative distribution methods, and collaborations;
- (8)
- Extended product life by novel technical methods such as remanufacturing, reusing, repairing, refurbishing, and sustainable socio-economic production.
3.2. Sustainable Design through AM
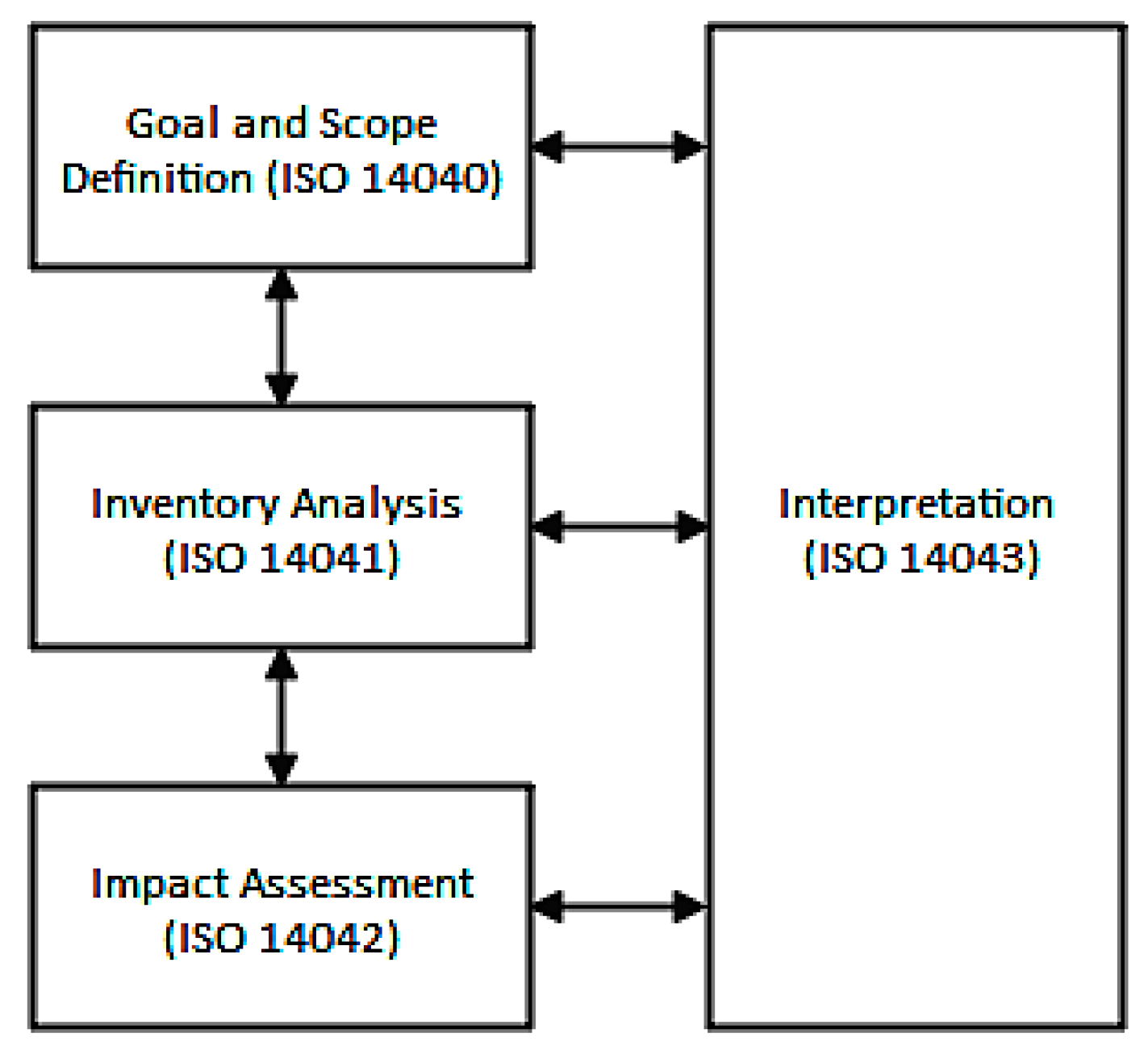
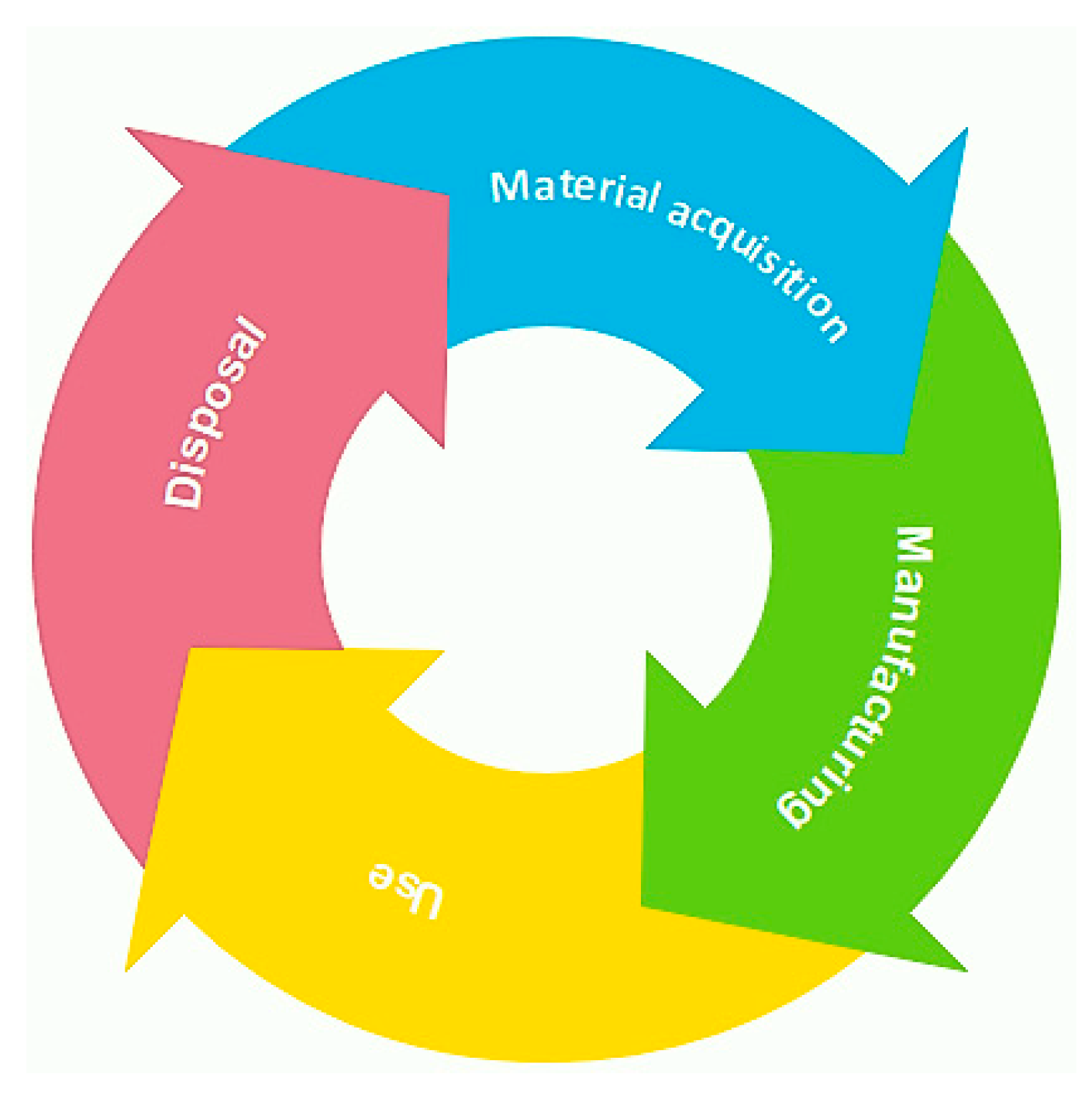
3.3. Sustainability Assessment
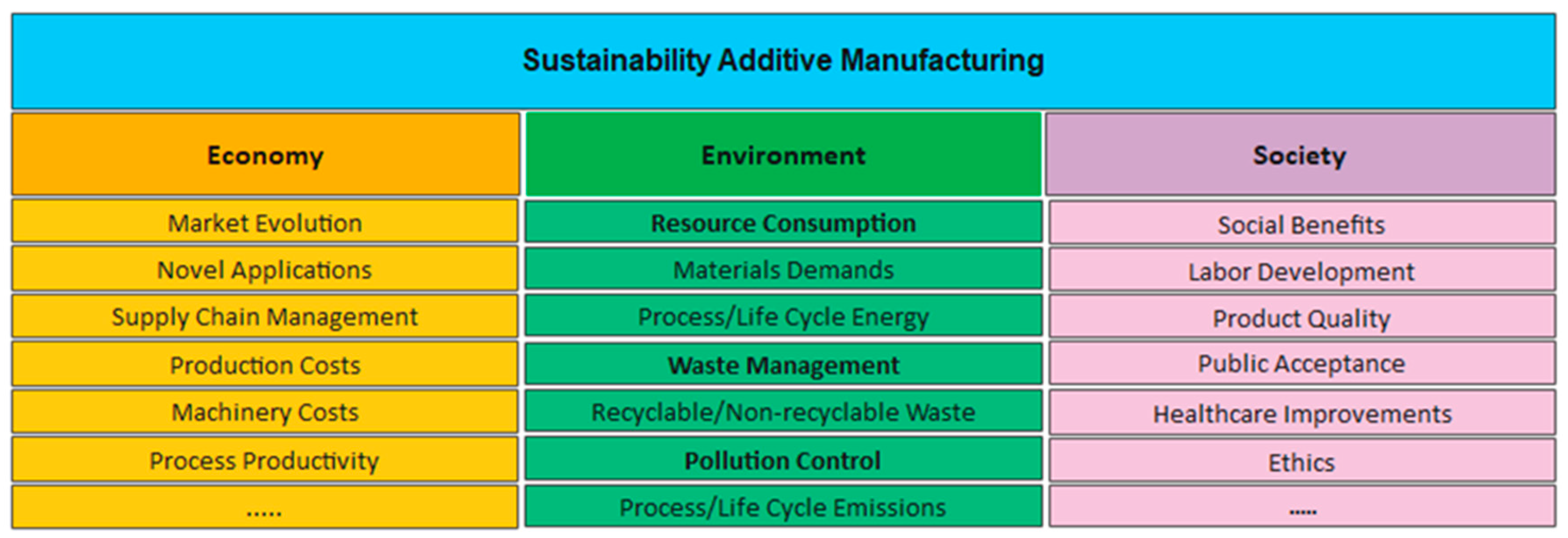
3.3.1. Economic Impacts of AM
3.3.2. Environmental Impacts of AM
- Resource consumption: In AM, material and energy consumption represents the principle resource consumption. Conventional manufacturing compared to AM consumes more materials but the energy consumption would be relatively higher due to the lower production size of products [147,148,149], especially for AM processes that include its processing at high-temperature [117].
- Waste management: subtractive manufacturing processes produce a large quantity of waste in order to produce a product, which may be reduced by 90% while using AM [150]. This means that AM generates less waste.
- Pollution control: compared to subtractive manufacturing processes, AM eliminates the use of harmful chemicals, e.g., casting release compounds, cutting fluids, and forging lubricants.
3.3.3. Social Impacts of AM
4. The Future of AM in Industry 4.0
- The high cost (such as operation, purchase, depreciation, and maintenance) of AM materials and machines;
- The requirement for high-speed 3D-printing technology (such as novel AM technology with higher speed, accuracy and resolution, and bigger build volumes);
- The lack of reliability in quality assurance practices across the sector;
- Design tools (such as software) need to be more investigated to present the full potential of the AM process;
- An overall shortage of appropriately trained workers in AM, and limited opportunities for collaboration and exploit of ideas.
4.1. Future of AM in Applications
4.2. Future of AM in Technology Developments
4.3. Future of AM in Materials
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and smart manufacturing-a review of research issues and application examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.C.; Frechette, S. Current standards landscape for smart manufacturing systems. Natl. Inst. Stand. Technol. NISTIR 2016, 8107, 39. [Google Scholar]
- Kumar, A.J.M.L. Methods and materials for smart manufacturing: Additive manufacturing, internet of things, flexible sensors and soft robotics. Manuf. Lett. 2018, 15, 122–125. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Do Noh, S. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 111–128. [Google Scholar]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 0954405417736547. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3d printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Berman, B. 3-d printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Chang, J.; He, J.; Mao, M.; Zhou, W.; Lei, Q.; Li, X.; Li, D.; Chua, C.-K.; Zhao, X. Advanced material strategies for next-generation additive manufacturing. Materials 2018, 11, 166. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar]
- Kohtala, C. Addressing sustainability in research on distributed production: An integrated literature review. J. Clean. Prod. 2015, 106, 654–668. [Google Scholar]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of sustainable manufacturing in industry 4.0. Procedia Cirp. 2016, 40, 536–541. [Google Scholar]
- Eyers, D.R.; Potter, A.T. Industrial additive manufacturing: A manufacturing systems perspective. Comput. Ind. 2017, 92, 208–218. [Google Scholar]
- Horst, D.J.; Duvoisin, C.A.; de Almeida Vieira, R. Additive Manufacturing at Industry 4.0: A Review. Int. J. Eng. Tech. Res. 2018, 8, 3–8. [Google Scholar]
- Baumann, F.W.; Roller, D. Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview. J. Manuf. Mater. Process. 2017, 1, 15. [Google Scholar]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horizons 2017, 60, 677–688. [Google Scholar]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar]
- Khorram Niaki, M.; Nonino, F. Additive manufacturing management: A review and future research agenda. Int. J. Prod. Res. 2017, 55, 1419–1439. [Google Scholar]
- Ibrahim, H.; Jahadakbar, A.; Dehghan, A.; Moghaddam, N.; Amerinatanzi, A.; Elahinia, M. In vitro corrosion assessment of additively manufactured porous niti structures for bone fixation applications. Metals 2018, 8, 164. [Google Scholar]
- Nematollahi, M.; Toker, G.; Saghaian, S.; Salazar, J.; Mahtabi, M.; Benafan, O.; Karaca, H.; Elahinia, M. Additive manufacturing of ni-rich nitihf 20: Manufacturability, composition, density, and transformation behavior. Shape Memory Superelast. 2019, 5, 113–124. [Google Scholar]
- ReVelle, J.B. Manufacturing Handbook of Best Practices: An Innovation, Productivity, and Quality Focus; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Newman, S.T.; Nassehi, A.; Imani-Asrai, R.; Dhokia, V. Energy efficient process planning for cnc machining. CIRP J. Manuf. Sci. Technol. 2012, 5, 127–136. [Google Scholar]
- Rohde, J.; Jahnke, U.; Lindemann, C.; Kruse, A.; Koch, R. Standardised product development for technology integration of additive manufacturing. Virtual Phys. Prototyp. 2019, 14, 141–147. [Google Scholar]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. Fatigue performance of selective laser melted ti6al4v components: State of the art. Mater. Res. Express 2018, 6, 012002. [Google Scholar]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3d micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar]
- Dehghan, A. Additive manufacturing as a new technique of fabrication. J. 3d Print. Appl. 2018, 1, 3–4. [Google Scholar]
- Dehghanghadikolaei, A. Enhance its Corrosion Behavior of Additively Manufactured Niti by Micro-Arc Oxidation Coating; University of Toledo: Toledo, OF, USA, 2018. [Google Scholar]
- Dehghanghadikolaei, A.; Ibrahim, H.; Amerinatanzi, A.; Hashemi, M.; Moghaddam, N.S.; Elahinia, M. Improving corrosion resistance of additively manufactured nickel–titanium biomedical devices by micro-arc oxidation process. J. Mater. Sci. 2019, 54, 7333–7355. [Google Scholar]
- Mehrpouya, M.; Emamian, S. Recent advantages in laser fabrication of micro-channel heat exchangers: Fortschritte in der herstellung von mikrokanal wärmetauschern mittels laserherstellung. Mater. Und Werkst. 2017, 48, 205–209. [Google Scholar]
- Mehrpouya, M.; Gisario, A.; Brotzu, A.; Natali, S. Laser welding of niti shape memory sheets using a diode laser. Opt. Laser Technol. 2018, 108, 142–149. [Google Scholar]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consult. Group 2015, 9, 54–89. [Google Scholar]
- Schumacher, A.; Erol, S.; Sihn, W. A maturity model for assessing industry 4.0 readiness and maturity of manufacturing enterprises. Procedia CIRP 2016, 52, 161–166. [Google Scholar]
- Ren, L.; Zhang, L.; Wang, L.; Tao, F.; Chai, X. Cloud manufacturing: Key characteristics and applications. Int. J. Comput. Integr. Manuf. 2017, 30, 501–515. [Google Scholar]
- Pushparaj, M.; Ranganathan, R.; Ganesan, S. Design and development of drug delivery system for chronic wound using additive manufacturing. In 3d Printing and Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2019; pp. 119–126. [Google Scholar]
- Bose, S.; Ke, D.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive manufacturing of biomaterials. Prog. Mater. Sci. 2018, 93, 45–111. [Google Scholar]
- Mueller, B. Additive manufacturing technologies–rapid prototyping to direct digital manufacturing. Assem. Autom. 2012, 32. [Google Scholar]
- Smay, J.E.; Lewis, J.A. Solid free-form fabrication of 3-d ceramic structures. Ceramics and Composites Processing Methods, 1st ed.; Wiley: Hoboken, NJ, USA, 2012; pp. 459–484. [Google Scholar]
- Bian, W.; Li, D.; Lian, Q.; Li, X.; Zhang, W.; Wang, K.; Jin, Z. Fabrication of a bio-inspired beta-tricalcium phosphate/collagen scaffold based on ceramic stereolithography and gel casting for osteochondral tissue engineering. Rapid Prototyp. J. 2012, 18, 68–80. [Google Scholar]
- Srinivas, M.; Babu, B.S. A critical review on recent research methodologies in additive manufacturing. Mater. Today Proc. 2017, 4, 9049–9059. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3d printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting-selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [PubMed]
- Natarajan, A.; Kelkar, R.M.; Schoonover, J.J.; Singh, P.; Venkataramani, V.S.; Chan, K.P.; Leman, J. Reversible Binders for Use in Binder Jetting Additive Manufacturing Techniques. U.S. Patent 15/261,547, 15 March 2018. [Google Scholar]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior. Robot. Comput. Integr. Manuf. 2018, 49, 170–180. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of titanium alloy with 50 wt% tantalum: Effect of laser process parameters on part quality. Int. J. Refract. Met. Hard Mater. 2018, 77, 120–127. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Okulov, I.; Wendrock, H.; Bönisch, M.; Volegov, A.; Calin, M.; Eckert, J.; Dargusch, M. Nanoindentation and wear properties of ti and ti-tib composite materials produced by selective laser melting. Mater. Sci. Eng. A 2017, 688, 20–26. [Google Scholar] [CrossRef]
- Jinoop, A.; Paul, C.; Bindra, K. Laser assisted direct energy deposition of hastelloy-x. Opt. Laser Technol. 2019, 109, 14–19. [Google Scholar] [CrossRef]
- Stender, M.E.; Beghini, L.L.; Sugar, J.D.; Veilleux, M.G.; Subia, S.R.; Smith, T.R.; San Marchi, C.W.; Brown, A.A.; Dagel, D.J. A thermal-mechanical finite element workflow for directed energy deposition additive manufacturing process modeling. Addit. Manuf. 2018, 21, 556–566. [Google Scholar] [CrossRef] [Green Version]
- Holmström, J.; Partanen, J.; Tuomi, J.; Walter, M. Rapid manufacturing in the spare parts supply chain: Alternative approaches to capacity deployment. J. Manuf. Technol. Manag. 2010, 21, 687–697. [Google Scholar] [CrossRef]
- Hill, C. International business: Competing in the global market place. Strateg. Dir. 2008, 24. [Google Scholar] [CrossRef]
- Sutherland, W.; Aveling, R.; Brooks, T.; Clout, M.; Dicks, L.; Fellman, L.; Fleishman, E.; Gibbons, D.; Keim, B.; Lickorish, F. A horizon scan of global conservation issues for 2014. Trends Ecol. Evol. 2014, 29, 15–22. [Google Scholar] [CrossRef] [PubMed]
- Petrovic, V.; Vicente Haro Gonzalez, J.; Jordá Ferrando, O.; Delgado Gordillo, J.; Ramón Blasco Puchades, J.; Portolés Griñan, L. Additive layered manufacturing: Sectors of industrial application shown through case studies. Int. J. Prod. Res. 2011, 49, 1061–1079. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.-K.; Beese, A.M. Additive manufacturing of a functionally graded material from ti-6al-4v to invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Leu, M.C.; Deuser, B.K.; Tang, L.; Landers, R.G.; Hilmas, G.E.; Watts, J.L. Freeze-form extrusion fabrication of functionally graded materials. CIRP Ann. 2012, 61, 223–226. [Google Scholar] [CrossRef]
- Fotovvati, B.; Etesami, S.A.; Asadi, E. Process-property-geometry correlations for additively-manufactured ti–6al–4v sheets. Mater. Sci. Eng. A 2019. [Google Scholar] [CrossRef]
- Wang, X.; Gong, X.; Chou, K. Review on powder-bed laser additive manufacturing of inconel 718 parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1890–1903. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of ti–6al–4v components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Eckel, Z.C.; Zhou, C.; Martin, J.H.; Jacobsen, A.J.; Carter, W.B.; Schaedler, T.A. Additive manufacturing of polymer-derived ceramics. Science 2016, 351, 58–62. [Google Scholar] [CrossRef] [Green Version]
- Roschli, A.; Gaul, K.T.; Boulger, A.M.; Post, B.K.; Chesser, P.C.; Love, L.J.; Blue, F.; Borish, M. Designing for big area additive manufacturing. Addit. Manuf. 2019, 25, 275–285. [Google Scholar]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lloyd, P.; Love, L. Structure and mechanical behavior of big area additive manufacturing (baam) materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar]
- Balasubramaniam, S.; Kangasharju, J. Realizing the internet of nano things: Challenges, solutions, and applications. Computer 2013, 46, 62–68. [Google Scholar]
- Su, W.; Wu, Z.; Fang, Y.; Bahr, R.; Raj, P.M.; Tummala, R.; Tentzeris, M.M. 3d printed wearable flexible SIW and microfluidics sensors for internet of things and smart health applications. In Proceedings of the 2017 IEEE MTT-S International Microwave Symposium (IMS), Honolulu, HI, USA, 4–9 June 2017; pp. 544–547. [Google Scholar]
- Hester, J.G.; Kim, S.; Bito, J.; Le, T.; Kimionis, J.; Revier, D.; Saintsing, C.; Su, W.; Tehrani, B.; Traille, A. Additively manufactured nanotechnology and origami-enabled flexible microwave electronics. Proc. IEEE 2015, 103, 583–606. [Google Scholar]
- Grigoriev, A.; Polozov, I.; Sufiiarov, V.; Popovich, A. In-situ synthesis of ti2alnb-based intermetallic alloy by selective laser melting. J. Alloy. Compd. 2017, 704, 434–442. [Google Scholar]
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3d printing of smart materials: A review on recent progresses in 4d printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar]
- Shishkovsky, I.; Missemer, F.; Smurov, I. Metal matrix composites with ternary intermetallic inclusions fabricated by laser direct energy deposition. Compos. Struct. 2018, 183, 663–670. [Google Scholar]
- Shim, D.-S.; Baek, G.-Y.; Seo, J.-S.; Shin, G.-Y.; Kim, K.-P.; Lee, K.-Y. Effect of layer thickness setting on deposition characteristics in direct energy deposition (DED) process. Opt. Laser Technol. 2016, 86, 69–78. [Google Scholar]
- Fotovvati, B.; Wayne, S.F.; Lewis, G.; Asadi, E. A Review on Melt-Pool Characteristics in Laser Welding of Metals. Adv. Mater. Sci. Eng. 2018, 2018, 1–18. [Google Scholar] [Green Version]
- Mostafaei, A.; De Vecchis, P.R.; Stevens, E.L.; Chmielus, M.; Rodriguez, P. Sintering regimes and resulting microstructure and properties of binder jet 3D printed Ni-Mn-Ga magnetic shape memory alloys. Acta Mater. 2018, 154, 355–364. [Google Scholar]
- Miyanaji, H.; Zhang, S.; Yang, L. A new physics-based model for equilibrium saturation determination in binder jetting additive manufacturing process. Int. J. Mach. Tools Manuf. 2018, 124, 1–11. [Google Scholar]
- Tsang, V.L.; Bhatia, S.N. Three-dimensional tissue fabrication. Adv. Drug Deliv. Rev. 2004, 56, 1635–1647. [Google Scholar] [PubMed]
- Wang, X.; Schmidt, F.; Hanaor, D.; Kamm, P.H.; Li, S.; Gurlo, A. Additive manufacturing of ceramics from preceramic polymers: A versatile stereolithographic approach assisted by thiol-ene click chemistry. Addit. Manuf. 2019, 27, 80–90. [Google Scholar] [Green Version]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. On Coating Techniques for Surface Protection: A Review. J. Manuf. Mater. Process. 2019, 3, 28. [Google Scholar] [Green Version]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar]
- Chu, W.-S.; Kim, C.-S.; Lee, H.-T.; Choi, J.-O.; Park, J.-I.; Song, J.-H.; Jang, K.-H.; Ahn, S.-H. Hybrid manufacturing in micro/nano scale: A Review. Int. J. Precis. Eng. Manuf. Technol. 2014, 1, 75–92. [Google Scholar]
- Basinger, K.L.; Keough, C.B.; Webster, C.E.; Wysk, R.A.; Martin, T.M.; Harrysson, O.L. Development of a modular computer-aided process planning (capp) system for additive-subtractive hybrid manufacturing of pockets, holes, and flat surfaces. Int. J. Adv. Manuf. Technol. 2018, 96, 2407–2420. [Google Scholar]
- Sealy, M.P.; Madireddy, G.; Williams, R.E.; Rao, P.; Toursangsaraki, M. Hybrid processes in additive manufacturing. J. Manuf. Sci. Eng. 2018, 140, 060801. [Google Scholar]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools–research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar]
- Dehghan Ghadikolaei, A.; Vahdati, M. Experimental study on the effect of finishing parameters on surface roughness in magneto-rheological abrasive flow finishing process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1517–1524. [Google Scholar]
- Ghoreishi, R.; Roohi, A.H.; Ghadikolaei, A.D. Analysis of the influence of cutting parameters on surface roughness and cutting forces in high speed face milling of al/sic mmc. Mater. Res. Express 2018, 5, 086521. [Google Scholar]
- Ghoreishi, R.; Roohi, A.H.; Ghadikolaei, A.D. Evaluation of tool wear in high-speed face milling of al/sic metal matrix composites. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 146. [Google Scholar]
- Mehrpouya, M.; Lavvafi, H.; Darafsheh, A. Microstructural characterization and mechanical reliability of laser-machined structures. In Advances in Laser Materials Processing; Elsevier: Amsterdam, The Netherlands, 2018; pp. 731–761. [Google Scholar]
- Bonnard, R.; Hascoët, J.-Y.; Mognol, P.; Stroud, I. Step-nc digital thread for additive manufacturing: Data model, implementation and validation. Int. J. Comput. Integr. Manuf. 2018, 31, 1141–1160. [Google Scholar]
- Bonnard, R.; Hascoët, J.-Y.; Mognol, P.; Zancul, E.; Alvares, A.J. Hierarchical object-oriented model (hoom) for additive manufacturing digital thread. J. Manuf. Syst. 2019, 50, 36–52. [Google Scholar]
- Mies, D.; Marsden, W.; Warde, S. Overview of additive manufacturing informatics: “A digital thread”. Integr. Mater. Manuf. Innov. 2016, 5, 114–142. [Google Scholar]
- Xu, H.; Selvasekar, S.; Chuang, C.-H.; Lee, E. Integrated Digital Thread for Additive Manufacturing Design Optimization of Lightweight Structures. U.S. Patent 15/817,330, 23 May 2019. [Google Scholar]
- Tao, F.; Zhang, L.; Venkatesh, V.; Luo, Y.; Cheng, Y. Cloud manufacturing: A computing and service-oriented manufacturing model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1969–1976. [Google Scholar]
- Jin, X.; Yu, S.; Zheng, P.; Liu, Q.; Xu, X. Cloud-based approach for smart product personalization. Procedia CIRP 2018, 72, 922–927. [Google Scholar]
- Lu, Y.; Xu, X. Cloud-based manufacturing equipment and big data analytics to enable on-demand manufacturing services. Robot. Comput. Integr. Manuf. 2019, 57, 92–102. [Google Scholar]
- Lehmhus, D.; Wuest, T.; Wellsandt, S.; Bosse, S.; Kaihara, T.; Thoben, K.-D.; Busse, M. Cloud-based automated design and additive manufacturing: A usage data-enabled paradigm shift. Sensors 2015, 15, 32079–32122. [Google Scholar]
- Wang, L.; Yao, Y.; Yang, X.; Chen, D. Multi agent based additive manufacturing cloud platform. In Proceedings of the IEEE International Conference on Cloud Computing and Big Data Analysis (ICCCBDA), Chengdu, China, 5–7 July 2016; pp. 290–295. [Google Scholar]
- Wang, Y.; Lin, Y.; Zhong, R.Y.; Xu, X. Iot-enabled cloud-based additive manufacturing platform to support rapid product development. Int. J. Prod. Res. 2019, 57, 3975–3991. [Google Scholar]
- Wang, Y.; Zheng, P.; Xu, X.; Yang, H.; Zou, J. Production planning for cloud-based additive manufacturing—A computer vision-based approach. Robot. Comput. Integr. Manuf. 2019, 58, 145–157. [Google Scholar]
- Ponche, R.; Kerbrat, O.; Mognol, P.; Hascoet, J.-Y. A novel methodology of design for additive manufacturing applied to additive laser manufacturing process. Robot. Comput. Integr. Manuf. 2014, 30, 389–398. [Google Scholar]
- De Santis, R.; Gloria, A.; Maietta, S.; Martorelli, M.; De Luca, A.; Spagnuolo, G.; Riccitiello, F.; Rengo, S. Mechanical and thermal properties of dental composites cured with cad/cam assisted solid-state laser. Materials 2018, 11, 504. [Google Scholar]
- Maietta, S.; De Santis, R.; Catauro, M.; Martorelli, M.; Gloria, A. Theoretical design of multilayer dental posts using cad-based approach and sol-gel chemistry. Materials 2018, 11, 738. [Google Scholar]
- Xiong, Y.; Duong, P.L.T.; Wang, D.; Park, S.-I.; Ge, Q.; Raghavan, N.; Rosen, D.W. Data-driven design space exploration and exploitation for design for additive manufacturing. J. Mech. Des. 2019, 141, 101101. [Google Scholar]
- Chan, S.L.; Lu, Y.; Wang, Y. Data-driven cost estimation for additive manufacturing in cybermanufacturing. J. Manuf. Syst. 2018, 46, 115–126. [Google Scholar]
- Bradley, R.L.; Safavi, A.; King, S.D.; Thompson, J.B.; Sinha, V.; Wilson, C.H. Methods, Systems, and Computer Integrated Program Products for Supply Chain Management. U.S. Patent No 8,229,791, 24 July 2012. [Google Scholar]
- Kumar, L.J.; Nair, C.K. Current trends of additive manufacturing in the aerospace industry. In Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2017; pp. 39–54. [Google Scholar]
- Bogue, R. 3d printing: The dawn of a new era in manufacturing? Assem. Autom. 2013, 33, 307–311. [Google Scholar]
- Bandyopadhyay, A.; Krishna, B.V.; Xue, W.; Bose, S. Application of laser engineered net shaping (lens) to manufacture porous and functionally graded structures for load bearing implants. J. Mater. Sci. Mater. Med. 2009, 20, 29. [Google Scholar]
- Kia, H.G.; Huang, N.; Spicer, J.P.; Arinez, J.F. Additive Manufacturing of a Unibody Vehicle. US10022912B2, 17 July 2018. [Google Scholar]
- Nannan, G. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar]
- Xu, J.; Ding, L.; Love, P.E. Digital reproduction of historical building ornamental components: From 3d scanning to 3d printing. Autom. Constr. 2017, 76, 85–96. [Google Scholar]
- Labeaga-Martínez, N.; Sanjurjo-Rivo, M.; Díaz-Álvarez, J.; Martínez-Frías, J. Additive manufacturing for a moon village. Procedia Manuf. 2017, 13, 794–801. [Google Scholar]
- Lipton, J.I.; Cutler, M.; Nigl, F.; Cohen, D.; Lipson, H. Additive manufacturing for the food industry. Trends Food Sci. Technol. 2015, 43, 114–123. [Google Scholar]
- Brundland, G. World Commission on Environment and Development. Our Common Future; Oxford University Press: Oxford, UK, 1987. [Google Scholar]
- Hyvarinen, J. The 2005 world summit: Un reform, security, environment and development. Rev. Eur. Community Int. Environ. Law 2006, 15, 1–10. [Google Scholar]
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar]
- Morrow, W.; Qi, H.; Kim, I.; Mazumder, J.; Skerlos, S. Environmental aspects of laser-based and conventional tool and die manufacturing. J. Clean. Prod. 2007, 15, 932–943. [Google Scholar]
- Hao, L.; Raymond, D.; Strano, G.; Dadbakhsh, S. Enhancing the Sustainability of Additive Manufacturing; IET: Stevenage, UK, 2010. [Google Scholar]
- Chen, D.; Heyer, S.; Ibbotson, S.; Salonitis, K.; Steingrímsson, J.G.; Thiede, S. Direct digital manufacturing: Definition, evolution, and sustainability implications. J. Clean. Prod. 2015, 107, 615–625. [Google Scholar]
- Mani, M.; Lyons, K.W.; Gupta, S. Sustainability characterization for additive manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 419. [Google Scholar] [PubMed]
- Reeves, P. Additive Manufacturing–A Supply Chain Wide Response to Economic Uncertainty and Environmental Sustainability; Econolyst Ltd.: Derbyshire, UK, 2008. [Google Scholar]
- Despeisse, M.; Ford, S. The Role of Additive Manufacturing in Improving Resource Efficiency and Sustainability; Springer: Berlin/Heidelberg, Germany, 2015; pp. 129–136. [Google Scholar]
- Glavič, P.; Lukman, R. Review of sustainability terms and their definitions. J. Clean. Prod. 2007, 15, 1875–1885. [Google Scholar]
- Diegel, O.; Kristav, P.; Motte, D.; Kianian, B. Additive manufacturing and its effect on sustainable design. In Handbook of Sustainability in Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2016; pp. 73–99. [Google Scholar]
- Telenko, C.; Seepersad, C.C.; Webber, M.E. A compilation of design for environment principles and guidelines. In ASME Paper No. DETC2008-49651; ASME: New York, NY, USA, 2008. [Google Scholar]
- Fuad-Luke, A. The Eco-Travel Handbook: A Complete Sourcebook for Business and Pleasure; Thames & Hudson: London, UK, 2008. [Google Scholar]
- Diegel, O.; Singamneni, S.; Reay, S.; Withell, A. Tools for Sustainable Product Design: Additive Manufacturing; Canadian Center of Science and Education: Richmond Hill, OH, Canada, 2010. [Google Scholar]
- Van Nes, N.; Cramer, J. Influencing product lifetime through product design. Bus. Strategy Environ. 2005, 14, 286–299. [Google Scholar]
- Vincent, J. Emotional attachment and mobile phones. Knowl. Technol. Policy 2006, 19, 39–44. [Google Scholar]
- Liu, Z.; Jiang, Q.; Zhang, Y.; Li, T.; Zhang, H.-C. Sustainability of 3D printing: A critical review and recommendations. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksbourg, VI, USA, 27 June–1 July 2016. [Google Scholar]
- Villamil, C.; Nylander, J.; Hallstedt, S.I.; Schulte, J.; Watz, M. Additive manufacturing from a strategic sustainability perspective, DS92. In Proceedings of the DESIGN 2018 15th International Design Conference, Dubrovnik, Croatia, 21–24 May 2018; pp. 1381–1392. [Google Scholar]
- Caffrey, T. Additive manufacturing and 3d printing state of the industry annual worldwide progress report. Eng. Manag. Res. 2013, 2, 209–222. [Google Scholar]
- Kellens, K.; Baumers, M.; Gutowski, T.G.; Flanagan, W.; Lifset, R.; Duflou, J.R. Environmental dimensions of additive manufacturing: Mapping application domains and their environmental implications. J. Ind. Ecol. 2017, 21, 49–68. [Google Scholar]
- Gebler, M.; Uiterkamp, A.J.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar]
- Wohlers, T. Wohlers Report 2016; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2016. [Google Scholar]
- Chekurov, S.; Metsä-Kortelainen, S.; Salmi, M.; Roda, I.; Jussila, A. The perceived value of additively manufactured digital spare parts in industry: An empirical investigation. Int. J. Prod. Econ. 2018, 205, 87–97. [Google Scholar]
- Thomas, D. Costs, benefits, and adoption of additive manufacturing: A supply chain perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 1857–1876. [Google Scholar] [PubMed]
- Wohlers, T.; Caffrey, T. Wohlers Report 2014: 3D Printing and Additive Manufacturing State of the Industry; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2014. [Google Scholar]
- Kim, B.; Park, C. Firms’ integrating efforts to mitigate the tradeoff between controllability and flexibility. Int. J. Prod. Res. 2013, 51, 1258–1278. [Google Scholar]
- Cunningham, C.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S. Cost modelling and sensitivity analysis of wire and arc additive manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar]
- Bourell, D.L.; Leu, M.C.; Rosen, D.W. Roadmap for Additive Manufacturing: Identifying the Future of Freeform Processing; The University of Texas: Austin, TX, USA, 2009; pp. 11–15. [Google Scholar]
- Baumers, M.; Tuck, C.; Bourell, D.; Sreenivasan, R.; Hague, R. Sustainability of additive manufacturing: Measuring the energy consumption of the laser sintering process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2228–2239. [Google Scholar]
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Could 3d printing change the world. In Technologies, Potential, and Implications of Additive Manufacturing; Atlantic Council: Washington, DC, USA, 2011; Volume 3. [Google Scholar]
- Kreiger, M.; Pearce, J.M. Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products. ACS Sustain. Chem. Eng. 2013, 1, 1511–1519. [Google Scholar]
- Hague, G. Atkins: Manufacturing a Low Carbon Footprint; Southborough University: Southborough, UK, 2010. [Google Scholar]
- Meteyer, S.; Xu, X.; Perry, N.; Zhao, Y.F. Energy and material flow analysis of binder-jetting additive manufacturing processes. Procedia CIRP 2014, 15, 19–25. [Google Scholar]
- Kellens, K.; Yasa, E.; Renaldi, R.; Dewulf, W.; Kruth, J.-P.; Duflou, J. Energy and resource efficiency of sls/slm processes (keynote paper). In Proceedings of the SFF Symposium 2011, Austin, TX, USA, 8–11 August 2011; pp. 1–16. [Google Scholar]
- Drizo, A.; Pegna, J. Environmental impacts of rapid prototyping: An overview of research to date. Rapid Prototyp. J. 2006, 12, 64–71. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Luo, Y.; Ji, Z.; Leu, M.C.; Caudill, R. Environmental performance analysis of solid freedom fabrication processes. In Proceedings of the 1999 IEEE International Symposium on Electronics and the Environment (Cat. No. 99CH36357), Denver, MA, USA, 11–13 May 1999; pp. 1–6. [Google Scholar]
- Gungor, A.; Gupta, S.M. Issues in environmentally conscious manufacturing and product recovery: A survey. Comput. Ind. Eng. 1999, 36, 811–853. [Google Scholar] [CrossRef]
- ISO. Environmental Management: Life Cycle Assessment; Principles and Framework; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- Hernandez, N.V.; Kremer, G.O.; Schmidt, L.C.; Herrera, P.A. Development of an expert system to aid engineers in the selection of design for environment methods and tools. Expert Syst. Appl. 2012, 39, 9543–9553. [Google Scholar] [CrossRef]
- Le Bourhis, F.; Kerbrat, O.; Hascoët, J.-Y.; Mognol, P. Sustainable manufacturing: Evaluation and modeling of environmental impacts in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 69, 1927–1939. [Google Scholar] [CrossRef]
- Guinée, J.B. Handbook on life cycle assessment operational guide to the iso standards. Int. J. Life Cycle Assess. 2002, 7, 311–313. [Google Scholar] [CrossRef]
- Burkhart, M.; Aurich, J.C. Framework to predict the environmental impact of additive manufacturing in the life cycle of a commercial vehicle. Procedia CIRP 2015, 29, 408–413. [Google Scholar] [CrossRef]
- Marchese, G.; Garmendia Colera, X.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and comparison of inconel 625 processed by selective laser melting and laser metal deposition. Adv. Eng. Mater. 2017, 19. [Google Scholar] [CrossRef]
- Curran, M.A. Environmental life-cycle assessment. Int. J. Life Cycle Assess. 1996, 1, 179. [Google Scholar] [CrossRef]
- Malshe, H.; Nagarajan, H.; Pan, Y.; Haapala, K. Profile of Sustainability in Additive Manufacturing and Environmental Assessment of a Novel Stereolithography Process; ASME: New York, NY, USA, 2015. [Google Scholar]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef]
- Yosofi, M.; Kerbrat, O.; Mognol, P. Additive manufacturing processes from an environmental point of view: A new methodology for combining technical, economic, and environmental predictive models. Int. J. Adv. Manuf. Technol. 2019, 102, 4073–4085. [Google Scholar] [CrossRef]
- Kerbrat, O.; Le Bourhis, F.; Mognol, P.; Hascoët, J.-Y. Environmental impact assessment studies in additive manufacturing. In Handbook of Sustainability in Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2016; pp. 31–63. [Google Scholar]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Negi, S.; Dhiman, S.; Sharma, R.K. Basics, applications and future of additive manufacturing technologies: A review. J. Manuf. Technol. Res. 2013, 5, 75. [Google Scholar]
- Cooley, W.G. Application of Functionally Graded Materials in Aircraft Structures; Air Force Institute of Technology: Dayton, OH, USA, 2005. [Google Scholar]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef] [Green Version]
- Kianian, B. 3d Printing and Additive Manufacturing State of the Industry, Annual Worldwide Progress Report: Chapters Titles: The Middle East, and Other Countries; Wohlers Associates: Fort Collins, CO, USA, 2017. [Google Scholar]
- Abhishek, K.; Hiremath, S.S.; Karunanidhi, S. A novel approach to produce holes with high degree of cylindricity through micro-abrasive jet machining (μ-ajm). CIRP J. Manuf. Sci. Technol. 2018, 21, 110–119. [Google Scholar] [CrossRef]
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. ISRN Mech. Eng. 2012, 2012. [Google Scholar] [CrossRef]
- Chua, C.K.; Leong, K.F.; Lim, C.S. Rapid Prototyping: Principles and Applications; World Scientific: Singapore, 2003; Volume 1. [Google Scholar]
- Namatollahi, M.; Jahadakbar, A.; Mahtabi, M.J.; Elahinia, M. Additive manufacturing (AM). In Metals for Biomedical Devices; Mitsuo, N., Ed.; Woodhead Publishing: Cambridge, UK, 2019; pp. 331–353. [Google Scholar]
- Nematollahi, M.; Baghbaderani, K.S.; Amerinatanzi, A.; Zamanian, H.; Elahinia, M. Application of NiTi in Assistive and Rehabilitation Devices: A Review. Bioengineering 2019, 6, 37. [Google Scholar] [CrossRef]
- Shim, J.-H.; Lee, J.-S.; Kim, J.Y.; Cho, D.-W. Microengineering. Bioprinting of a mechanically enhanced three-dimensional dual cell-laden construct for osteochondral tissue engineering using a multi-head tissue/organ building system. J. Micromech. Microeng. 2012, 22, 085014. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Author | Year | Topic | Description |
|---|---|---|---|---|
| 1 | Diogo José Horst et al. [16] | 2018 | Additive Manufacturing (AM) at Industry 4.0: A Review | The principles of 3D printing technology and its roles in industry 4.0. The influence of additive manufacturing as a key role in saving time and cost. The benefits of the additive manufacturing process e.g., higher flexibility and individualization of the 3D printing process. |
| 2 | Tuan D. Ngo et al. [7] | 2018 | Additive manufacturing (3D printing): A review of materials, methods, applications, and challenges | The main advantage of additive manufacturing in fast prototyping. The capabilities of additive manufacturing for producing complex structures, mass customization, freedom of design, and waste minimization. The industrial revolution of the additive manufacturing process in various industries e.g., aerospace, biomedical, building and protective structures. A fast transition from conventional machining and traditional methods to the development of manufacturing using 3D processes. |
| 3 | Arkadeep Kumar [3] | 2018 | Methods and Materials for Smart Manufacturing: Additive Manufacturing, Internet of Things, Flexible Sensors and Soft Robotics | Application of additive manufacturing for the factories in the future. Development in industry 4.0 and smart manufacturing systems using a 3D printing process for the existing manufacturing processes and systems. Developing and innovation in manufacturing methods and material using an additive manufacturing process. |
| 4 | Jinke Chang et al. [10] | 2018 | Advanced Material Strategies for Next-Generation Additive Manufacturing | The application of the additive manufacturing process in various fields and industrial productions e.g., microelectronic and biomedical devices. An introduction of the novel additive manufacturing process for the various type of materials including smart materials, biomaterials, and conductive materials. |
| 5 | Felix W. Baumann et al. [17] | 2017 | Additive Manufacturing, Cloud-Based 3D Printing, and Associated Services—Overview | Application of Cloud Manufacturing (CM) in the concept of a service-oriented approach over the internet. Historical development in the field of CM and AM in the smart manufacturing process between 2002 to 2006. |
| 6 | Ugur M Dilberoglu et al. [4] | 2017 | The role of additive manufacturing in the era of Industry 4.0 | Recent development if material and process of the additive manufacturing process. The benefits of additive manufacturing in design improvement and industry 4.0. The current technological methods and highlights in the additive manufacturing process. |
| 7 | Sameer Mittal et al. [6] | 2017 | Smart manufacturing: Characteristics, technologies and enabling factors | A review of all published works on various applied technologies and process which are related to the smart manufacturing topic. A comprehensive list of the effective factors that are associated with smart manufacturing and industry 4.0. |
| 8 | Mohsen Attaran et al. [18] | 2017 | The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing | The future of additive manufacturing and identifying the challenges, technologies, and trends. The benefits of additive manufacturing compared with the conventional machining and discuss its influence on the supply chain process. The potential of additive manufacturing and impact on the various industry. |
| 9 | Daniel R. Eyers et al. [15] | 2017 | Industrial Additive Manufacturing: A manufacturing systems perspective | The current applications of the additive manufacturing process in the industry. Investigation in additive manufacturing processes including mechanisms, controls, and activities. The development in industrial applications of the additive manufacturing process and the potentials and opportunities to improve the future of manufacturing. |
| 10 | Klaus-Dieter Thoben et al. [1] | 2017 | Industrie 4.0” and Smart Manufacturing A Review of Research Issues and Application Examples | An overview of smart manufacturing in industry 4.0 and identifying the current and the future states of technology. Analysis of cyber-physical systems (CPS) and investigation on the potential and applications of this system in production, design, and maintenance processes. |
| 11 | Sunpreet Singh et al. [19] | 2017 | Material issues in additive manufacturing: A review | A review of the biomedical applications of the additive manufacturing process. An introduction to Additive Bio-Manufacturing (ABM) technique for having a safer production and review the helpful papers on this topic. |
| 12 | Behzad Esmaeilian et al. [20] | 2016 | The evolution and future of manufacturing: A review | A review on the manufacturing systems and all published works on this topic. The future of manufacturing processes with a focus on design development and sustainability issues such as people, profit, planet. |
| 13 | Hyoung Seok Kang et al. [5] | 2016 | Smart Manufacturing: Past Research, Present Findings, and Future Directions | Analysis of smart manufacturing in the past, current applications, and its future by investigating various research papers. Investigation on a new paradigm of Information and communications technology (ICT) and manufacturing technologies in industrial revolution 4.0 or smart manufacturing, Effective and optimized decision-making processes in advanced manufacturing systems. |
| 14 | Mojtaba khorram niaki et al. [21] | 2016 | Additive manufacturing management: a review and future research agenda | Multidimensional, systematic, and quantitative analysis to discover the structure of the additive manufacturing process in various scopes including management, economic, and business. An investigation on eight principle scopes of the research including: additive manufacturing process, supply chain management, production design and cost model, strategies challenges, manufacturing systems, sustainability, innovation, and business model. |
| 15 | Yan Lu et al. [2] | 2016 | Current Standards Landscape for Smart Manufacturing Systems | This report provides a review of the body of pertinent standards – a standards landscape – upon which future smart manufacturing systems will rely. This report will allow manufacturing practitioners to better understand those standards useful to the integration of smart manufacturing technologies. The report concludes that existing manufacturing standards are insufficient to fully enable smart manufacturing, especially in the areas of cybersecurity, cloud-based manufacturing services, supply chain integration, and data analytics. |
| 16 | Tim Stock et al. [14] | 2016 | Opportunities for Sustainable Manufacturing in Industry 4.0 | Various opportunities in sustainability issues in smart manufacturing industry 4.0. Development in sustainable manufacturing and provide solutions in the manufacturing processes. |
| 17 | Simon Ford et al. [13] | 2016 | Additive manufacturing and sustainability: an exploratory study of the advantages and challenges | An overview of advanced manufacturing processes and technologies such as additive manufacturing process. Benefits and challenges of the additive manufacturing process on sustainability issues in terms of business model, value chains, and innovation. |
| 18 | Wei Gao et al. [11] | 2015 | The status, challenges, and future of additive manufacturing in engineering | Organization of comprehensive knowledge of the additive manufacturing process, current challenges, achievements and the trend of the future. The potential of the additive manufacturing process to achieve “print-it-all” image as the main goal of the AM process in the near future. |
| Technique | Materials | Application | Advantages | Challenges | Accuracy | Post-Processing | Reference |
|---|---|---|---|---|---|---|---|
| Direct Energy Deposition (DED) | Metals, ceramics | Industrial purposes, part repairing, implants, joining | High fabrication speed, high aspect ratios of parts, functionally graded materials can be obtained by several material nozzles | In some cases, the materials are burnt due to high laser power, the final part accuracy is relatively lower than SLM | 100–250 µm | Heat treatment, in some cases a slight deburring | [73,74] |
| Selective Laser Melting (SLM) | Metals, ceramics | Industrial purposes, bio-applications, implants, actuators | Unlimited level of geometrical complexity, a wide range of metallic and ceramic powders, clean parts, high density | Fine powder is needed, fabrication chamber needs inert gas, slight metal evaporation in high laser powers | 50–150 µm | Heat treatment, in some cases a slight deburring | [29,75] |
| Binder jetting | Polymers, ceramics, metals | Industrial purposes, research, bio-applications | High quality of the final part, high geometrical accuracy, flexibility in feedstock material | Residual thermal stresses, unwanted porosity due to using bonding materials | 50–200 µm | Sintering, heat treatment | [76,77] |
| Metal jetting | Polymers, plastics | Desktop applications, research purposes, bio-applications | High speed of fabrication, high flexibility in process, low cost | Limitations in feedstock material selection, low geometrical accuracy in complex parts and it is not consistent | 5–200 µm | Usually some slight deburring and residue removal with hand | [7,31] |
| Sheet lamination | Polymers, metals, and ceramics | Electronics, tissue fabrication | High speed of fabrication, low residual stresses | Low accuracy of the final product, chance of delamination under harsh thermal/mechanical conditions | Depends on the thickness of the sheets | Internal material residue removal, clamping in some cases that glue is used | [78] |
| Photo-polymerization | Acrylonitrile butadiene styrene (ABS), epoxy, polystyrene, acrylate | Biomedical, electronics, alpha prototyping | High geometrical accuracy, high surface quality | Limitation in feedstock material selection, low fabrication speed | <10 µm | Slight deburring | [79,80] |
| Extrusion | Thermoplastics such as ABS, Polylactic acid (PLA), polyethylene, polyether ketone, polycarbonate | Visual aids, educational models, alpha prototypes, tooling models | Simplicity, low cost, high speed | Low geometrical accuracy, low surface finish, only for polymers and thermoplastic materials | ~100 µm | – | [81,82] |
| Advantages | Challenges |
|---|---|
| Product redesign | |
| Design freedom | Integrating sustainability using the design for |
| Optimized geometries and performance | environment or eco-design |
| Reduced cost and time | Training of designers and engineers concerning |
| Improved product functionality and durability | the potential utilization and benefits of AM |
| Simplified assemblies and products | Certifying new components |
| Upgradable and democratized design | |
| Material input processing | |
| Improved resource efficiency of raw material processing | Resource efficiency improvements and recycling potential restricted to specific materials |
| Decreased toxicity of material processing By-products from the waste flow | Increasing the percentage of recycled content in material inputs |
| Upcycling and recycling of waste materials Localized material recycling | Lack of knowledge of the environmental performance of material processing techniques |
| Component and product manufacturing | Restricted speed and reliability of AM |
| Decreased energy consumption | Restricted quality of products |
| Decreased waste production | High machine costs |
| Improved access to digital designs and manufacturing systems | Improving cost-effectiveness and energy efficiency at higher production volumes |
| Decreased material inputs | Lack of knowledge of the environmental |
| Simplified assemblies and supply chains | Performance of AM technologies and supply chains |
| Improved productivity, cost and resource efficiency | Requirements for standards and regulations |
| Product use | |
| Lightweight products Improved operational efficiency Improved functionality and durability Repair, remanufacturing and recycling Decreased waste produced during the repair process Decreased process time for repair Improved product utilization through repair and remanufacturing Improved material efficiency through recycling Increased acceptance of recycled material content | Uncertain performance of products and components due to low maturity of AM technologies Certifying repair and remanufacturing processes Performing maintenance systems Restricted recyclability of plastics due to quality losses Non-recyclability of AM-produced multi-material goods |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. https://0-doi-org.brum.beds.ac.uk/10.3390/app9183865
Mehrpouya M, Dehghanghadikolaei A, Fotovvati B, Vosooghnia A, Emamian SS, Gisario A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Applied Sciences. 2019; 9(18):3865. https://0-doi-org.brum.beds.ac.uk/10.3390/app9183865
Chicago/Turabian StyleMehrpouya, Mehrshad, Amir Dehghanghadikolaei, Behzad Fotovvati, Alireza Vosooghnia, Sattar S. Emamian, and Annamaria Gisario. 2019. "The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review" Applied Sciences 9, no. 18: 3865. https://0-doi-org.brum.beds.ac.uk/10.3390/app9183865