The Contribution of the Segovia Mint Factory to the History of Manufacturing as an Example of Mass Production in the 16th Century



Abstract
:1. Introduction and Goals
- Technology transfer process. The SRMF Project is based on a technology transfer agreement between two nations.
- Multinational project teams. In this project, they had to coordinate a multinational team for its development and operation.
- Transportation Logistics. This project required a logistic transport model for the supply of machines and engines for manufacturing.
- Hydraulic model. A hydraulic model to supply energy for the manufacturing process.
- The scope of the work and the project team.
- The stages of the project.
- The design and construction of the SRMF, serving as an example of an alignment between manufacturing methods and architectural layout.
2. Materials and Methods
3. Results
3.1. The Scope of Work and the Project Team
- Juan de Herrera, appointed as project leader due to his experience in both architectural and engineering projects. Of particular relevance to this project was his previous experience in water conveyance and hydraulic networks, as well as his participation, along with Jacome da Trezzo, in 1579, in the design and construction of the Jasper Mill, which was used to cut hard stones for the Monastery of El Escorial [6].
- Francisco Ribera, the “Veedor”, or Crown’s Representative, in the project, and in charge of the project’s economic aspects.
3.2. The Stages of the SRMF Project
3.2.1. Site Selection
3.2.2. Manufacture of the SRMF’s Machinery
3.2.3. Start-Up Tests and First Minting
3.3. The Design and Construction of SRMF
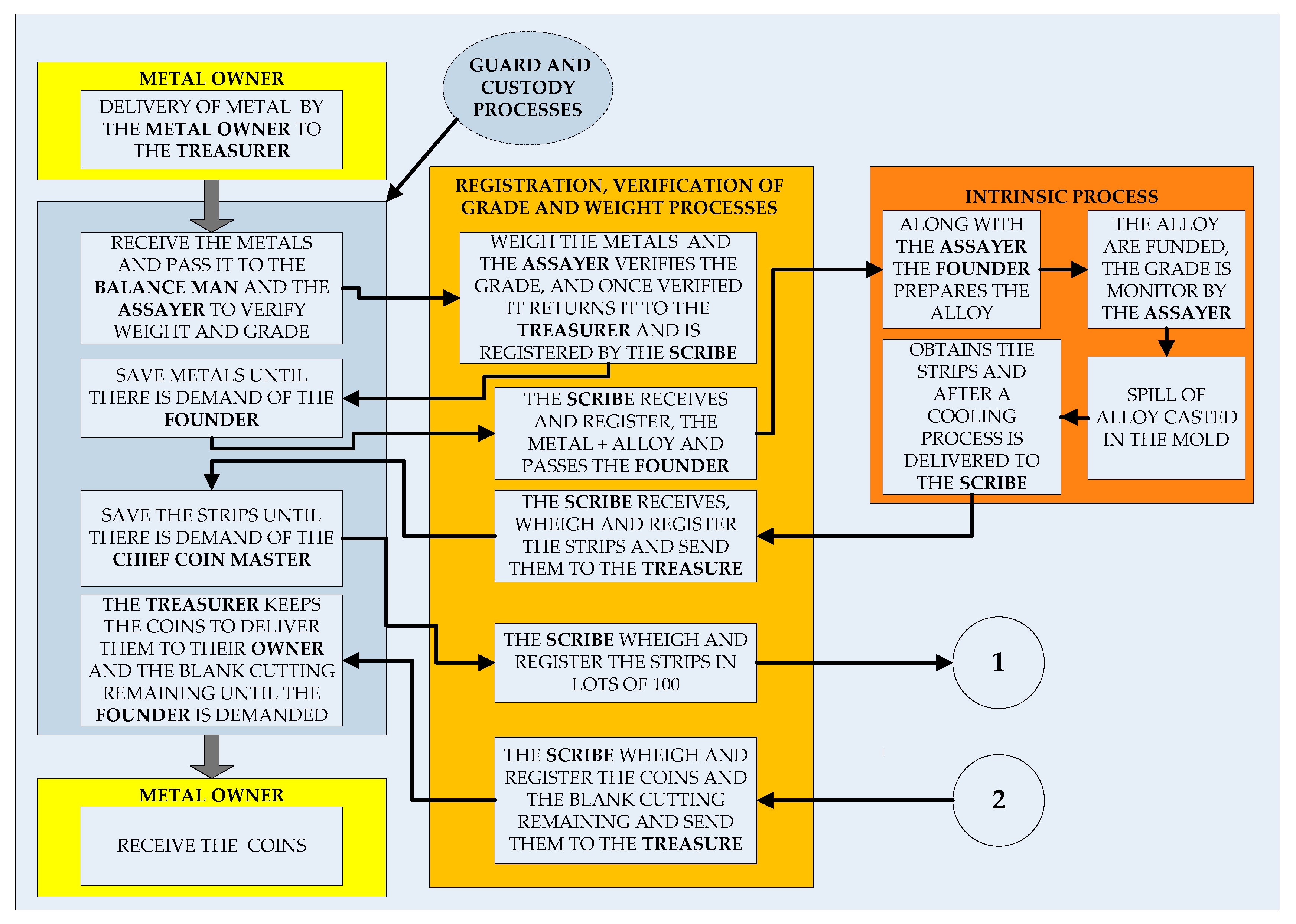
3.3.1. The Minting Process by Roller and the SRMF Architectural Layout
- Intrinsic: All activities related to the process of creating alloys and casting the alloy strips from which coins were manufactured.
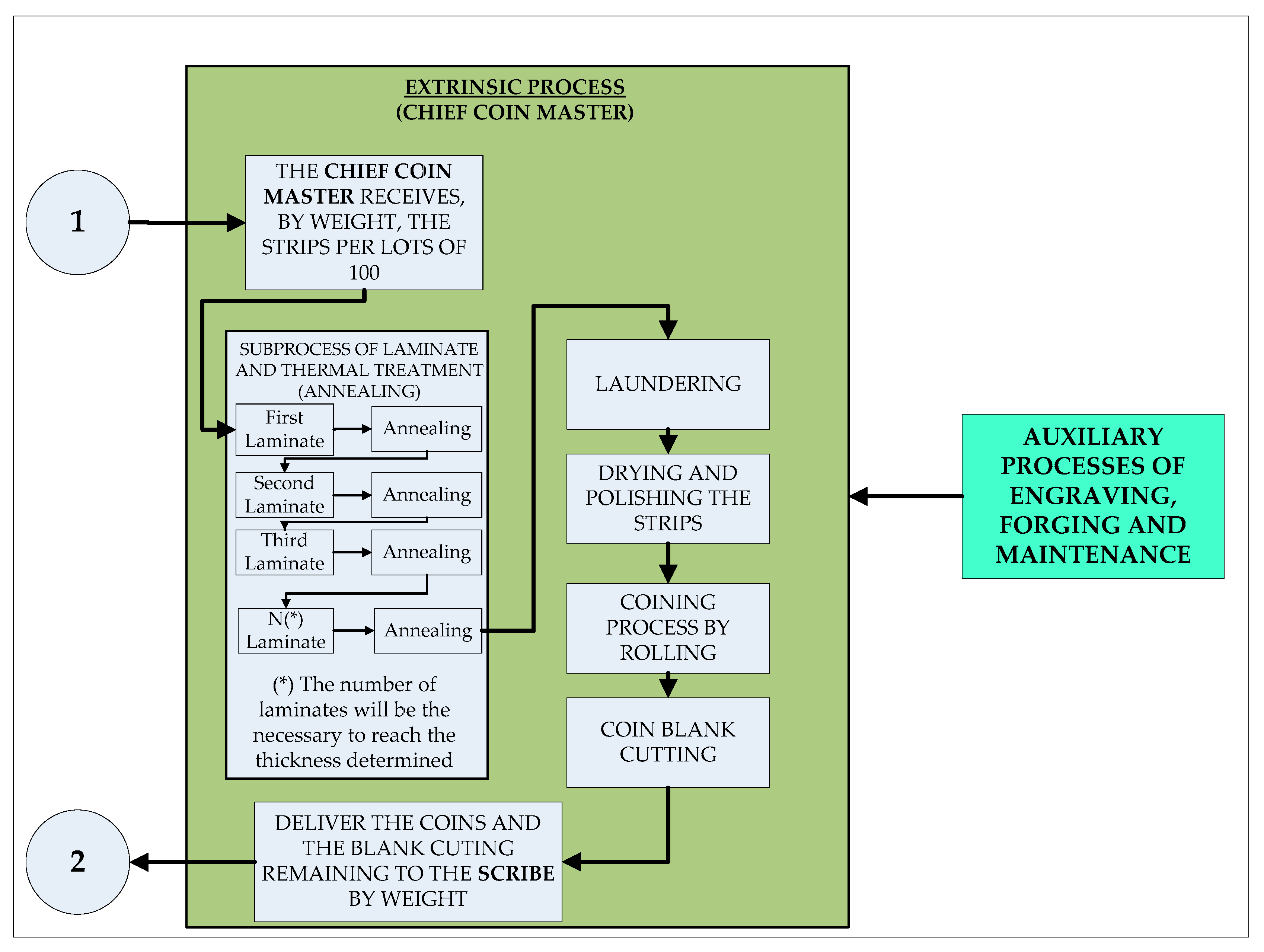
- Extrinsic: Tasks associated with the mechanical, thermic and chemical treatments applied to the alloy strips used in the manufacturing of currency.
- Auxiliary: Includes activities connected to machinery maintenance, as well as engraving, forging and lathing processes.
- Administrative: This category can be divided into two subgroups. The first includes all activities related to the guard and custody of raw materials (metal ingots), alloy strips, coins and metal alloy scraps generated by the blank cutting process, while the second encompasses all activities linked to the registration and verification of the weight and quality (also called Law) of the metals employed to create the alloys, as well as the alloy strips, coins and metal alloy scraps resulting from the blank cutting process.
- ▪
- Edificio del Patio Alto: This building was the SRMF management headquarters, and, until 1730, it was run by the Treasurer. This was where the input of raw material, (metal ingots) and the output of finished product (coins), took place, and where administrative and intrinsic activities were carried out. From the moment the metal ingots entered the production cycle, each stage of the process was carefully registered and controlled: the registration and verification of the grade and weight of metal used to cast the alloy strips, the alloy strips themselves and the coins obtained from them. From this building, the alloy strips were sent to the “Ingenio Grande” and came back in the form of coins and alloy scraps.
- ▪
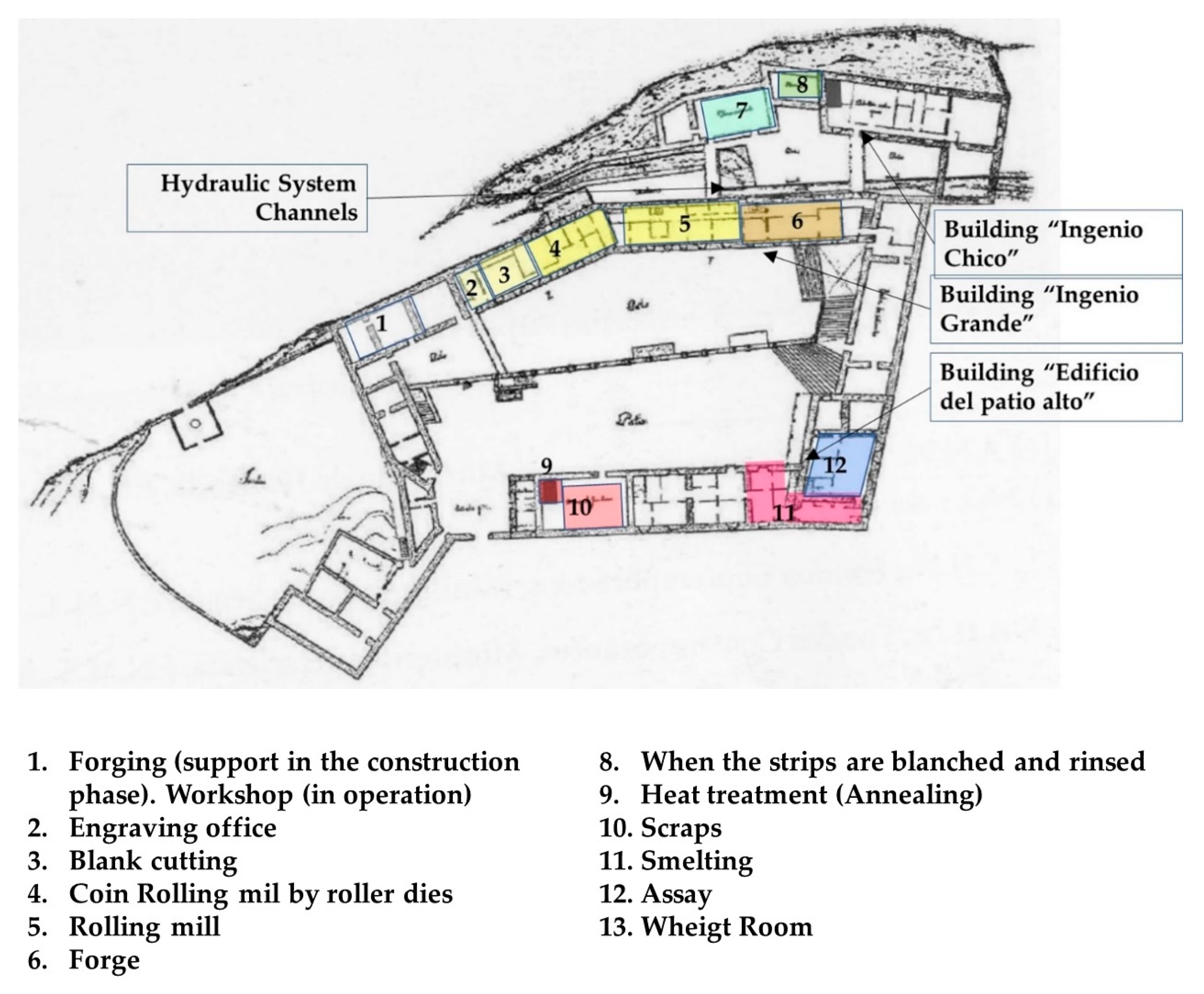
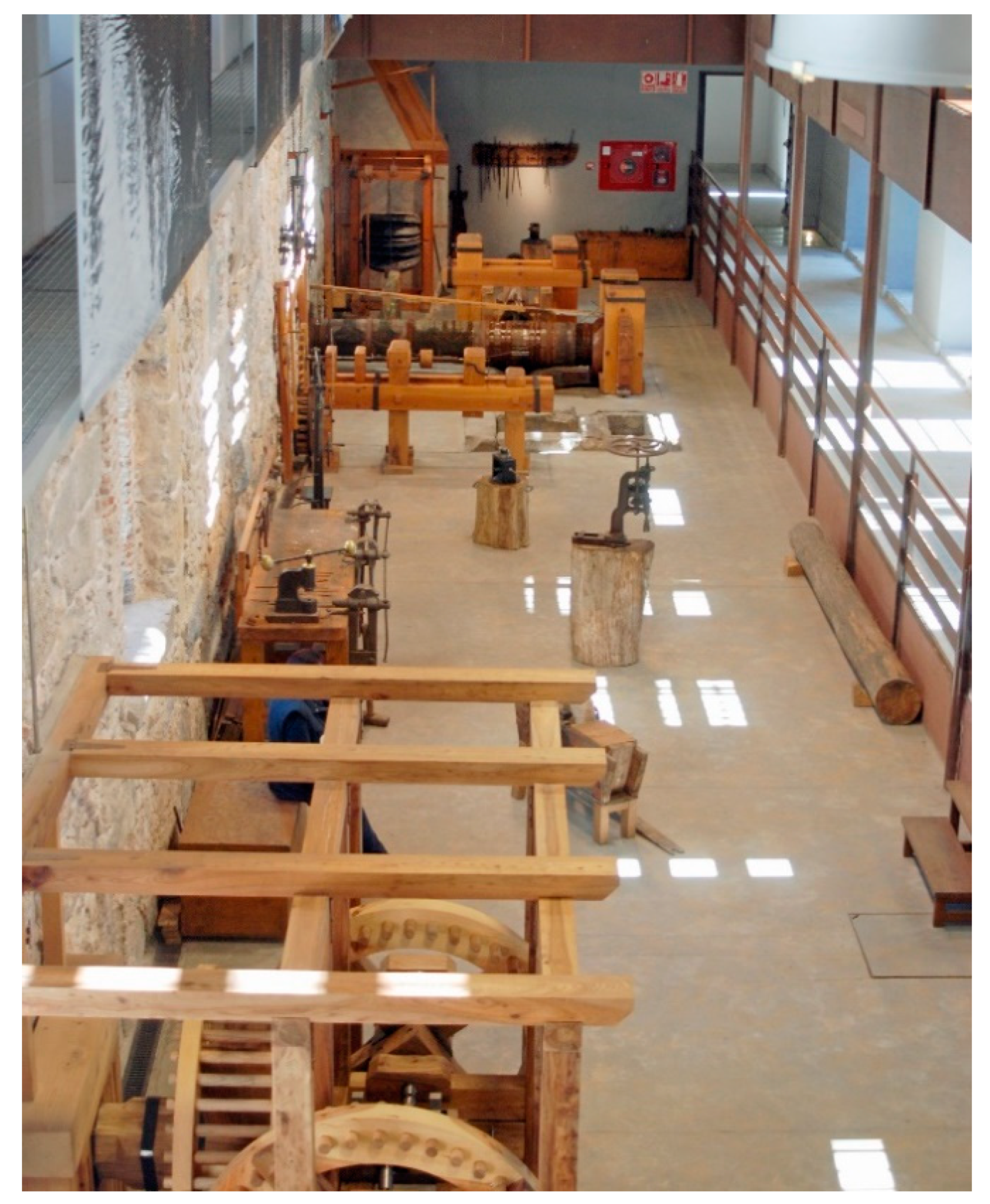
- Ingenio grande: This was the biggest of the three buildings, and it was managed by the Coin Master. Mechanical and auxiliary processes were developed here (see Figure 5).
- The Forging Shop Area: This stretched along the first three waterwheels, which powered the forge, hammer and lather. It was where the auxiliary processes supporting the manufacturing activity were performed.
- Laminating Rolling Mill Area: This accommodated the rolling mills that were manufactured in the Hall. It was where alloy strips were subjected to successive processes of lamination, in order to reach the desired thickness. This area was linked to the “Ingenio Chico” building, since the strips were constantly moving between both buildings to alternate the lamination processes with the thermic treatment meant to restore their mechanical properties.
- Coin Rolling Mill Area: This contained a rolling mill with a coin die installed, which was used to print both sides of the coin on the strip simultaneously (see Figure 7).
- A virtual reconstruction of the laminating and coin mill area can be seen in Figure 8.
- Blank Cut Area: This is where the blank cutting press was used to cut the coins out. Once this process was finished, the coins that were obtained and the alloy scraps generated were sent back to “Edificio del Patio Alto”.
- Engraving Area: This is where the engraver produced the different stamp punches.
- Mechanics Workshop Area: This area was dedicated to the performance of all maintenance tasks, especially those related to the water system. It was run by the Waterwheel Master.
- Ingenio Chico: This corresponded to the old San Millan Mill that was part of the original site. The building was repurposed to accommodate the thermal and chemical treatments given to the alloy strips, the former being the annealing process and the latter, the laundering process. The annealing was a thermic treatment, aiming to restore the mechanical properties of the alloy strips at the end of each lamination process they were subjected to, while the laundering was a chemical treatment, meant to whiten the alloy strips, which darkened after rounds of lamination and annealing. This building was also run by the Coin Master.
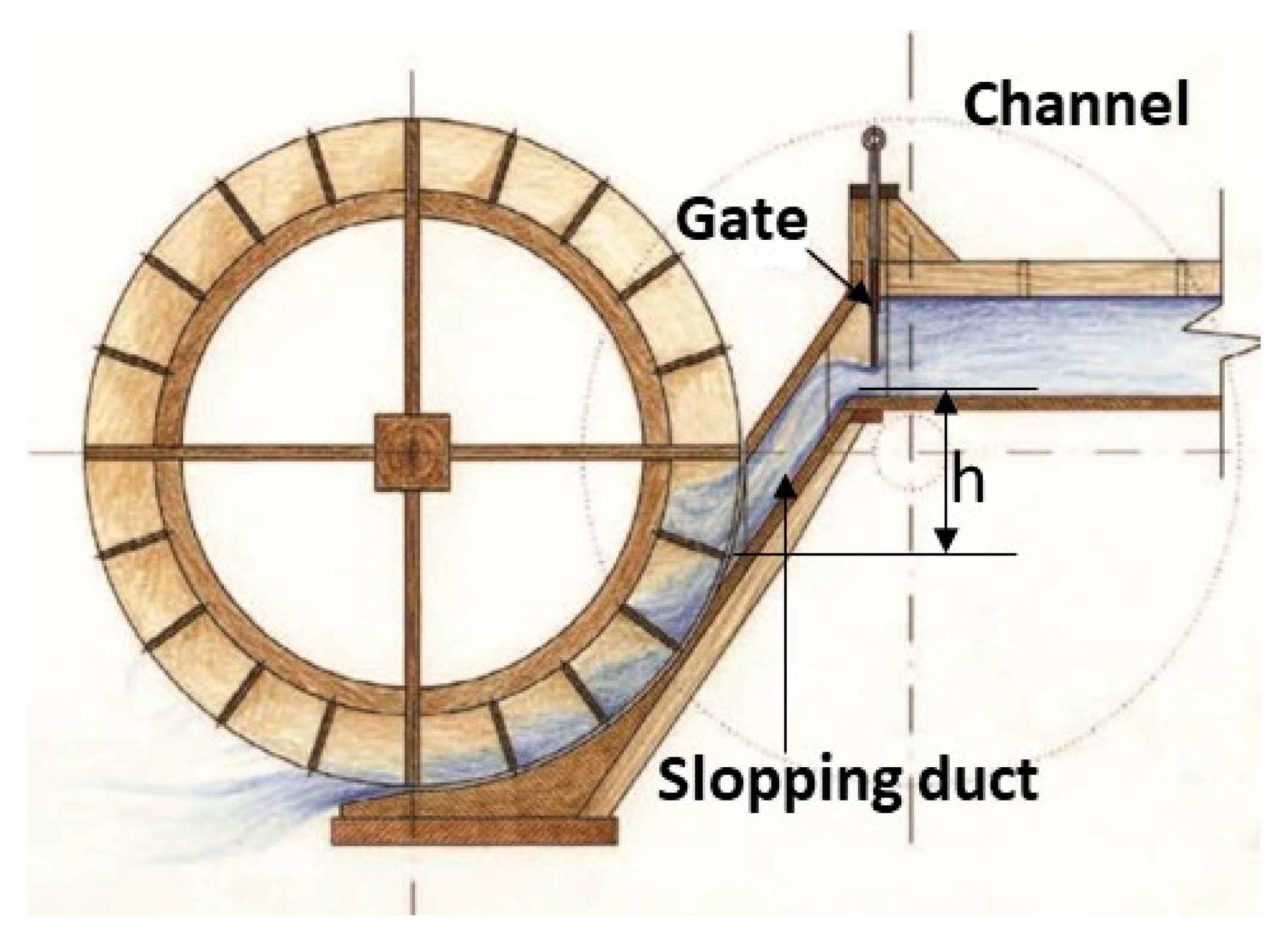
3.3.2. The SRMF Hydraulic System
The Waterwheels
4. Conclusions
- In relation to project management: What started as an international technology transfer agreement between the Kingdom of Spain and the County of Tyrol became an extraordinary joint effort, where a multidisciplinary team of experts from both countries managed to complete the project in a relatively short period of time, accomplishing a feat of logistics that was unprecedented at that time. It should be mentioned that to ensure the success of the project, part of the Austrian team that participated in the first stage of the life cycle remained in the Kingdom of Spain to perform the subsequent operation of the SRMF [9].
- In relation to the architectural layout of the SRMF: This was the greatest innovation of this project, which occurred two centuries before the industrial revolution. This innovation must be noted with consideration of the following:
- For the first time, the production model was not installed in existing buildings, but rather, some buildings were designed so that all production processes were accommodated inside.
- The design of the buildings corresponded to the different manufacturing processes; the intrinsic, auxiliary and administrative processes took place in separate, fit-for-purpose buildings. In the buildings where extrinsic and auxiliary processes took place, the intelligence of the design meant that the buildings were operational from 1586 until the factory closed in 1868, with small changes.
- Overall, this demonstrates a perfect integration between technology, distribution of different workplaces and optimal use of hydraulic energy.
- In relation to the hydraulic model, the SRMF optimally used hydraulic energy in both the extrinsic and axillary processes of forging and maintenance.
Author Contributions
Funding
Conflicts of Interest
References
- Murray, G. La Fundación del Real Ingenio de la moneda de Segovia. In Real Academia de la Historia y Arte de San Quirce de Segovia 1997 Editores; Premios Mariano Grau: Segovia, Spain, 1997; pp. 355–542. [Google Scholar]
- Murray, G.S. El Real Ingenio de la Moneda de Segovia: Fábrica industrial más antigua, avanzada y completa que se conserva de la Humanidad. In Razonamiento Científico de la Propuesta Para su Declaración Como Patrimonio de la Humanidad; Cámara de Comercio e Industria de Segovia: Segovia, Spain, 2008. [Google Scholar]
- Murray, G.S. Las Acuñaciones de Moneda en Segovia Desde 30 a.C. Hasta 1869, en Conmemoración de la obra de Rehabilitación del Real Ingenio de la Moneda de Segovia 2007–2011; Editado por Asociación Amigos de la Casa de la Moneda de Segovia: Segovia, Spain, 2012. [Google Scholar]
- Clarkson, L.A. Proto Industrialization: The First Phase of Industrialization? Macmillan International Higher Education: London, UK, 1985. [Google Scholar]
- Alvarez, G.A. “La Mecanización de la Moneda. El Real Ingenio de Moneda de Segovia, Ejemplo Precoz de Fábrica Industrial”, Madrid “Cadenas de Montaje” La Utopía de la Arquitectura Como Producto Industrializado; II Seminario Internacional G+I_PAI: Madrid, Spain, 2016; pp. 9–31. [Google Scholar]
- Martínez, F.V.S. Estudio Histórico-Tecnológico de las Serrerías de Corte de Piedras Duras en el s. xvi. Aplicación al Análisis y Reconstrucción Gráfica del Molino de Corte de Mármol Utilizado en la Construcción del Retablo Mayor del Monasterio de el Escorial. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2016. [Google Scholar]
- Murray, G. Génesis del Real Ingenio de la Moneda de Segovia: (III) Construcción de los Edificios; NVMISMA: Madrid, Spain, 1994; núm. 235; pp. 85–119. [Google Scholar]
- Murray, G. Génesis del Real Ingenio de la Moneda de Segovia: (II) Búsqueda y Concertación del Emplazamiento (1582–1583); NVMISMA: Madrid, Spain, 1993; num 232; pp. 177–222. [Google Scholar]
- Murray, G. Génesis del Real Ingenio de la Moneda de Segovia: (IV) Transporte de la Maquinaria y las Primeras Pruebas (1584–1586); NVMISMA: Madrid, Spain, 1994; núm. 235; pp. 85–119. [Google Scholar]
- Parker, G. El Ejército de Flandes y el Camino Español, 1567–1659: La Logística de la Victoria y Derrota de España en las Guerras de los Países Bajos; Anaya: Madrid, Spain, 2000. [Google Scholar]
- Fantom, G.S.M.; Izaga, J.M.; Valencia, J.M.S. El Real Ingenio de la Moneda de Segovia: Maravilla Tecnológica del Siglo XVI; Fundación Juanelo Turriano: Madrid, Spain, 2006. [Google Scholar]
- Reiner, J.M.I.; Valencia, J.M.S. The Royal Segovia Mint: Hydraulics and devices. In Renaissance Engineers; Fundación Juanelo Turriano: Madrid, Spain, 2016; pp. 99–115. [Google Scholar]
- Ministerio de Obras Públicas, Transportes y Medio Ambiente—Dirección General de Obras Hidráulicas; Acondicionamiento del Azud de la Casa de la Moneda de Segovia: Segovia, Madrid, 1966.
- Tapia, N.G. Los Veintiún Libros de los Ingenios y Máquinas de JUANELO, Atribuidos a Pedro Juan de Lastanosa; Departamento de Educación y Cultura: Madrid, Spain, 1997.
- Rojas-Sola, J.I.; López-García, R. Engineering graphics and watermills: Ancient technology in Spain. Renew. Energy 2007, 32, 2019–2033. [Google Scholar] [CrossRef]
- Rudolf, K.F. Casas de la Moneda Segovia y Hall en Tirol; Ayuntamiento de Segovia & Instituto histórico Austríaco: Segovia, Spain, 2007; pp. 31–44.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Summary | ||
|---|---|---|
| Date | Classification of Glenn [1] | Documentary classification |
| jul-85 | First Test | First test (cooper) |
| dec-85 | Second and third test | First test (lost silver) and second test (36 coins) |
| Mar-86 | First work | First test (1489 marks: 100 coins to the King) |
| Position in the Organization | Description |
|---|---|
| The Metal Owner | Person who delivers the metal for the elaboration of coins |
| The assayer | Person responsible for monitoring the grade in the incoming metal and the strips |
| The scribe | Person who was responsible for giving written testimony of all the activities that were carried out in the Royal Segovia Mint |
| The founder | Person responsible for starting from the metal that were delivered to the Royal Segovia Mint, obtaining by casting the strips |
| The engraver | Person responsible for designing the roller-die to make coins by rolling |
| The blacksmith | Person responsible for all the activities of the smithy, forge etc. |
| Lathe operator | Person responsible for lathe activities |
| Chief coin master | Person responsible for the extrinsic process |
| Waterwheel master | Person responsible for the availability of the waterwheels that provided the driving force by water |
| Treasure | It is until 1730 the maximum responsible for the Royal Segovia Mint |
| WATERWHEELS | ||||||||
|---|---|---|---|---|---|---|---|---|
| Functional Area in “Ingenio Grande” | Engine of. | Efficiency Estimate (%) (*) | Power (kW) | Waterwheel Diameter (m) | Number of Blades | Water Flow (l/s) | rpm | Notes |
| Forging Shop | Forge blower | 14% | 1.54 | 2.5 | 16 | 62 | 25 | |
| Forging Shop | Lathe | 14% | 1.54 | 2.5 | 16 | 62 | 25 | |
| Forging Shop | Hammer | 14% | 3.72 | 2.5 | 16 | 146 | 25 | For 100 blows per minute |
| Laminating rolling mill | Laminating rolling | 15.75% | 2.05 | 3.76 | 20 | 83 | 14 | |
| Coin Rolling mill | Coin rolling | 15.75% | 1.03 | 3.76 | 20 | 42 | 14 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Ahumada, F.; Gonzalez-Gaya, C. The Contribution of the Segovia Mint Factory to the History of Manufacturing as an Example of Mass Production in the 16th Century. Appl. Sci. 2019, 9, 5349. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245349
García-Ahumada F, Gonzalez-Gaya C. The Contribution of the Segovia Mint Factory to the History of Manufacturing as an Example of Mass Production in the 16th Century. Applied Sciences. 2019; 9(24):5349. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245349
Chicago/Turabian StyleGarcía-Ahumada, Francisco, and Cristina Gonzalez-Gaya. 2019. "The Contribution of the Segovia Mint Factory to the History of Manufacturing as an Example of Mass Production in the 16th Century" Applied Sciences 9, no. 24: 5349. https://0-doi-org.brum.beds.ac.uk/10.3390/app9245349