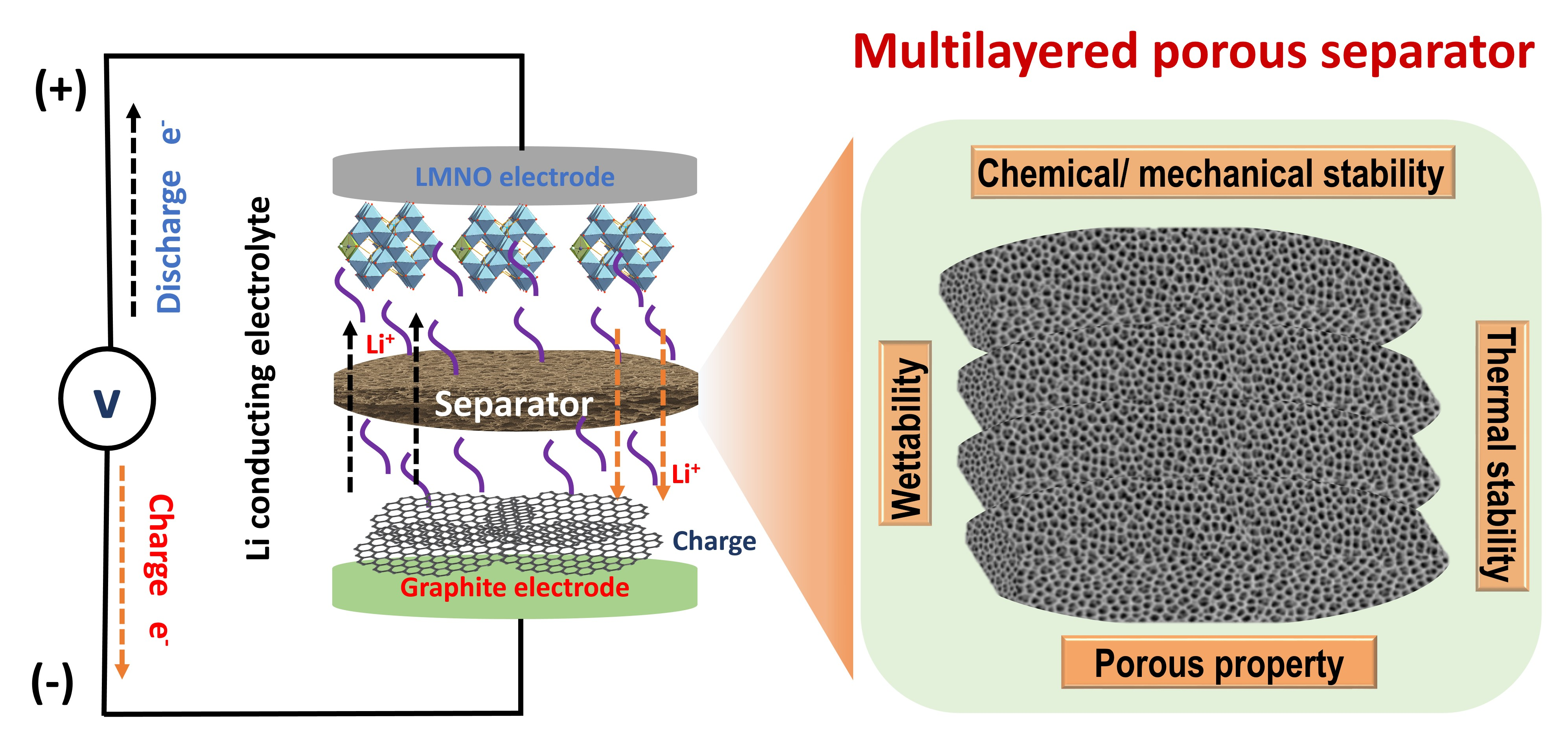
Multilayered PVDF-HFP Porous Separator via Phase Separation and Selective Solvent Etching for High Voltage Lithium-Ion Batteries

 , , ,
, , , 
Abstract
:
1. Introduction
2. Experimental Section
2.1. Materials and Chemicals
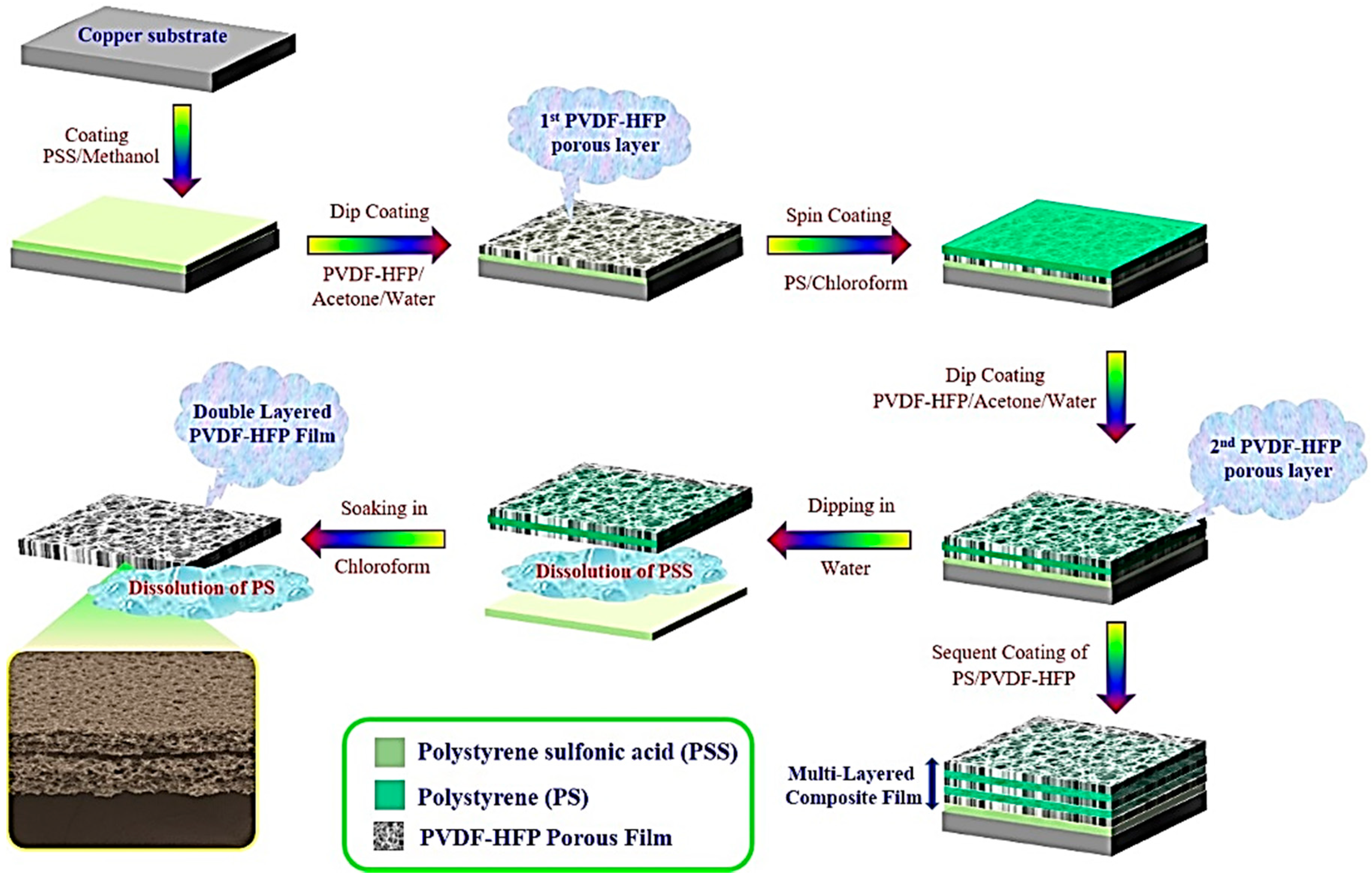
2.2. Fabrication Process of the Porous PVDF-HFP Film
2.3. Fabrication of Electrodes and Lithium Ion Battery Assembly
2.4. Characterization and Measurements
3. Results and Discussion
3.1. Phenomena and Formation Mechanism of the Multilayer Membrane
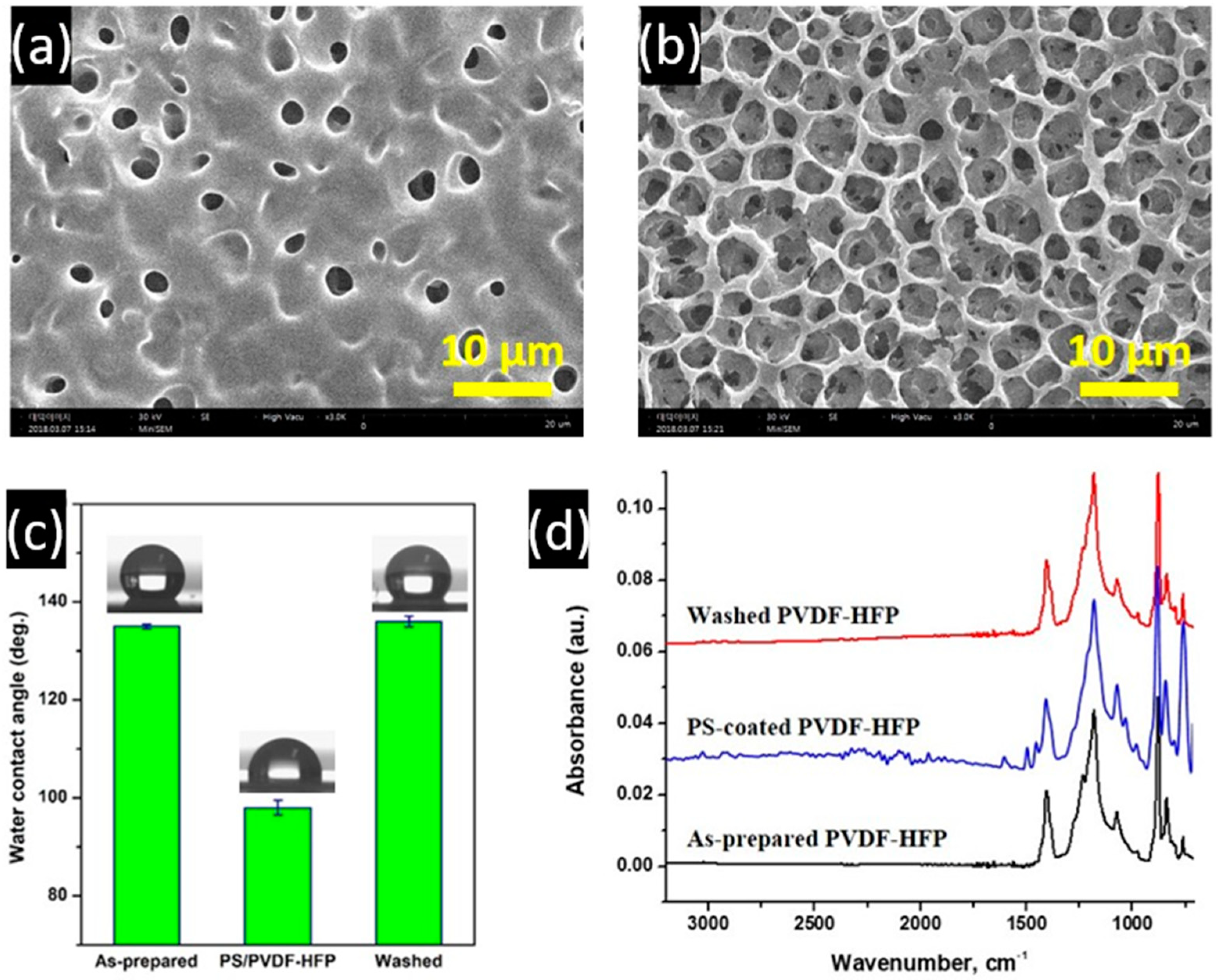
3.2. Interfacial Properties of Porous PVDF-HFP Films
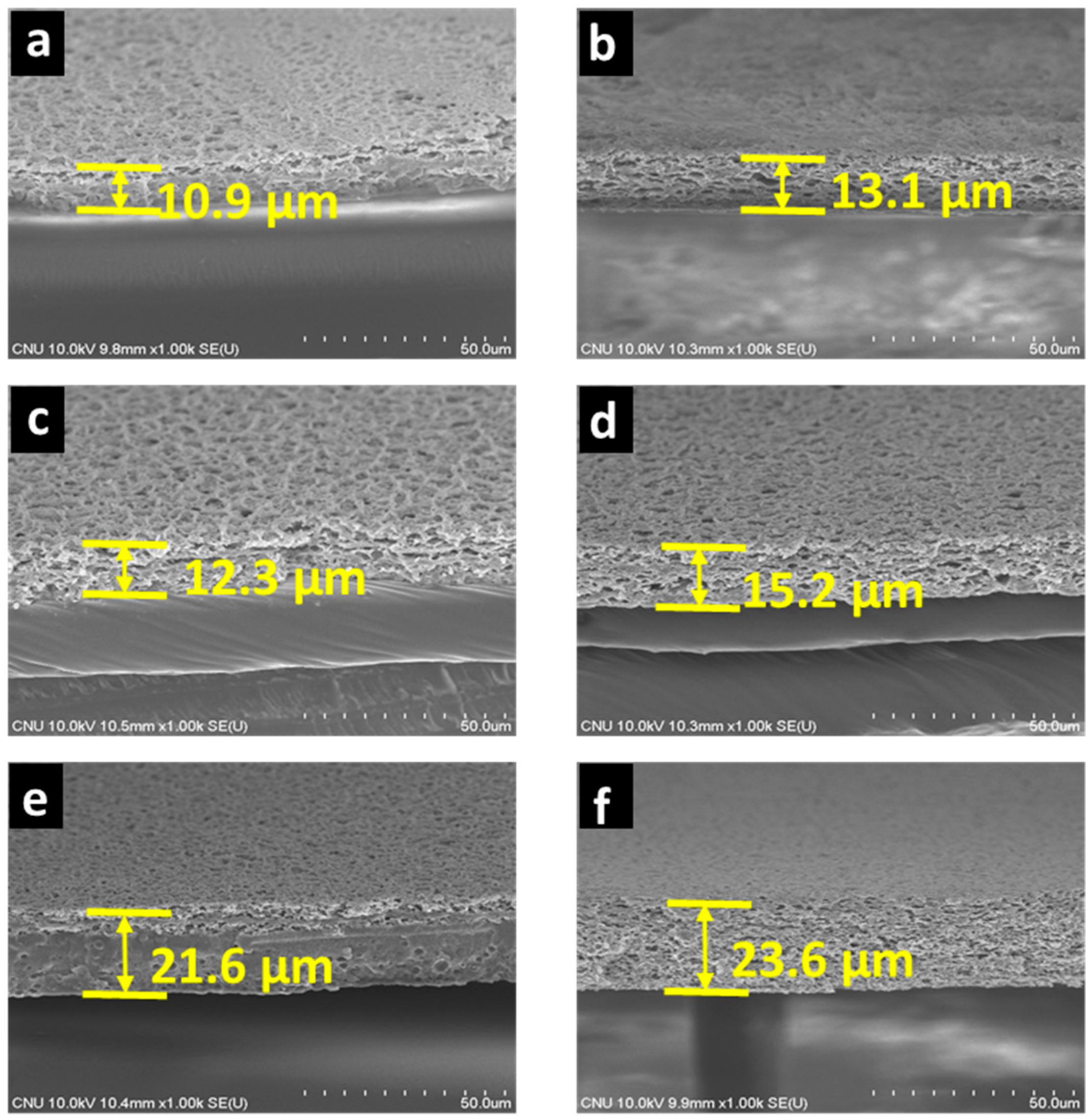
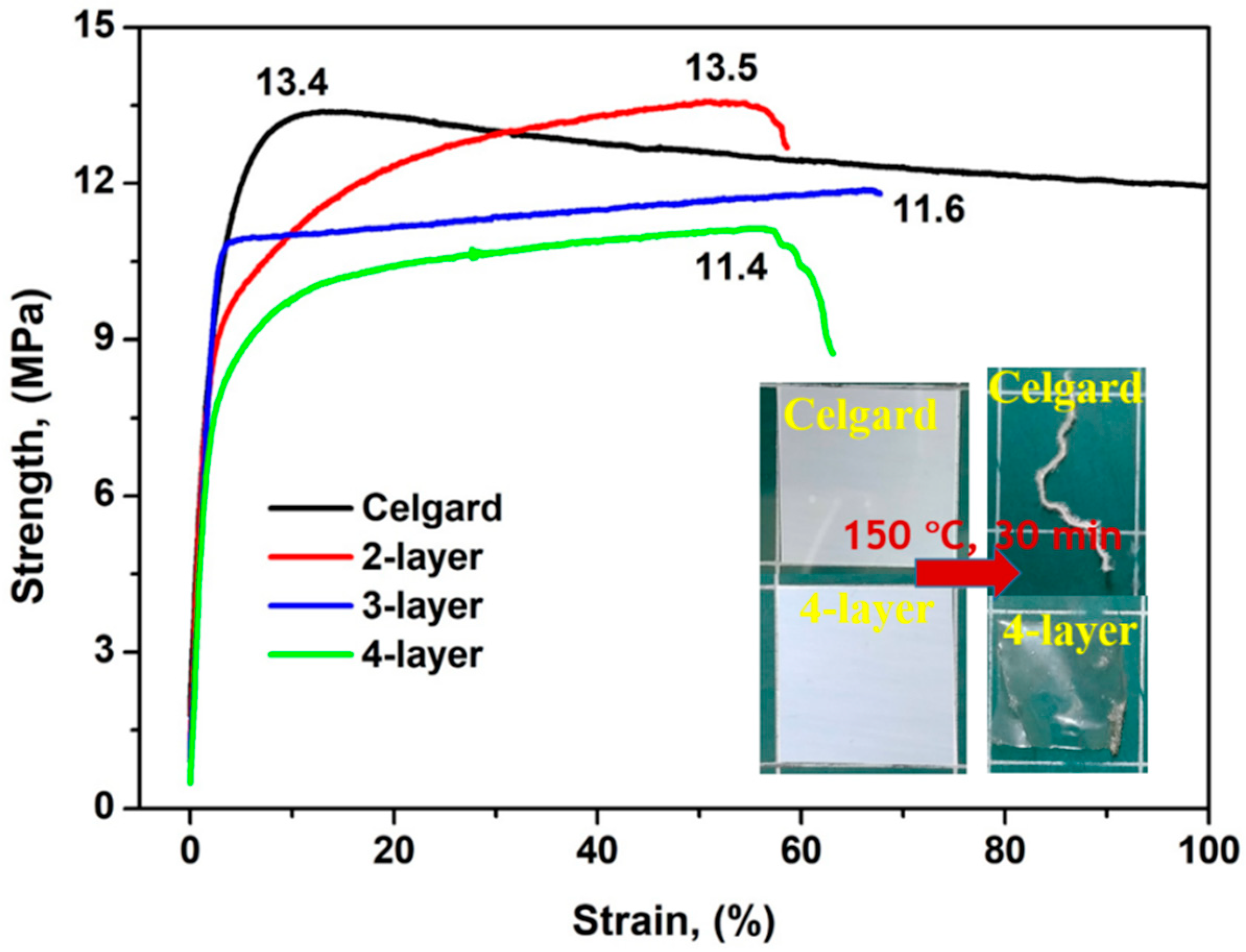
3.3. Physical Properties of the Multilayered Porous PVDF-HFP Film
3.4. Cell Performance of the Fabricated PVDF-HFP Multilayered Porous Film
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nejati, S.; Boo, C.; Osuji, C.O.; Elimelech, M. Engineering flat sheet microporous PVDF films for membrane distillation. J. Membr. Sci. 2015, 492, 355–363. [Google Scholar] [CrossRef]
- Huang, X. Separator technologies for lithium-ion batteries. J. Solid State Electrochem. 2010, 15, 649–662. [Google Scholar] [CrossRef]
- Suzaimi, N.D.; Goh, P.S.; Ismail, A.; Mamah, S.C.; Malek, N.A.N.N.; Lim, J.W.; Lim, J.W.; Hilal, N. Strategies in Forward Osmosis Membrane Substrate Fabrication and Modification: A Review. Membranes 2020, 10, 332. [Google Scholar] [CrossRef]
- Améduri, B. From Vinylidene Fluoride (VDF) to the Applications of VDF-Containing Polymers and Copolymers: Recent Developments and Future Trends. Chem. Rev. 2009, 109, 6632–6686. [Google Scholar] [CrossRef] [Green Version]
- Nawi, N.I.M.; Chean, H.M.; Shamsuddin, N.; Bilad, M.R.; Narkkun, T.; Faungnawakij, K.; Khan, A.L. Development of Hydrophilic PVDF Membrane Using Vapour Induced Phase Separation Method for Produced Water Treatment. Membranes 2020, 10, 121. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.M.; Park, N.-G.; Ryu, K.S.; Chang, S.H. Characteristics of PVdF-HFP/TiO2 composite membrane electrolytes prepared by phase inversion and conventional casting methods. Electrochim. Acta 2006, 51, 5636–5644. [Google Scholar] [CrossRef]
- Subramania, A.; Sundaram, N.K.; Priya, A.S.; Kumar, G.V. Preparation of a novel composite micro-porous polymer electrolyte membrane for high performance Li-ion battery. J. Membr. Sci. 2007, 294, 8–15. [Google Scholar] [CrossRef]
- Nunes-Pereira, J.; Lopes, A.C.; Costa, C.M.; Leones, R.; Silva, M.M.; Lanceros-Méndez, S. Porous Membranes of Montmorillonite/Poly(vinylidene fluoride-trifluorethylene) for Li-Ion Battery Separators. Electroanalysis 2012, 24, 2147–2156. [Google Scholar] [CrossRef]
- Pereira, J.N.; Costa, C.M.; Costa, R.E.; Machado, A.V.; Silva, M.M.; Méndez, S.L. Li-ion battery separator membranes based on barium titanate and poly(vinylidene fluoride-co-trifluoroethylene): Filler size and concentration effects. Electrochim. Acta 2014, 117, 276–284. [Google Scholar] [CrossRef]
- Wu, Y.-S.; Yang, C.-C.; Luo, S.-P.; Chen, Y.-L.; Wei, C.-N.; Lue, S.J. PVDF-HFP/PET/PVDF-HFP composite membrane for lithium-ion power batteries. Int. J. Hydrogen Energy 2017, 42, 6862–6875. [Google Scholar] [CrossRef]
- Jeong, H.-S.; Choi, E.-S.; Choi, J.H.; Lee, S.Y. Potential application of microporous structured poly(vinylidenefluoride-hexafluoropropylene)/poly(ethylene terephthalate) composite nonwoven separators to high-voltage and high-power lithium-ion batteries. Electrochim. Acta 2011, 56, 5201–5204. [Google Scholar] [CrossRef]
- Xia, M.; Liu, Q.; Zhou, Z.; Tao, Y.; Li, M.; Liu, K.; Wu, Z.; Wang, D. A novel hierarchically structured and highly hydrophilic poly(vinyl alcohol-co-ethylene)/poly(ethylene terephthalate) nanoporous membrane for lithium-ion battery separator. J. Power Sources 2014, 266, 29–35. [Google Scholar] [CrossRef]
- Lu, Q.; Yang, J.; Lu, W.; Wang, J.; Nuli, Y. Advanced semi-interpenetrating polymer network gel electrolyte for rechargeable lithium batteries. Electrochim. Acta 2015, 152, 489–495. [Google Scholar] [CrossRef]
- Choi, J.-A.; Yoo, J.-H.; Yoon, W.Y.; Kim, D.-W. Cycling characteristics of lithium powder polymer cells assembled with cross-linked gel polymer electrolyte. Electrochim. Acta 2014, 132, 1–6. [Google Scholar] [CrossRef]
- Kuo, P.-L.; Wu, C.-A.; Lu, C.-Y.; Tsao, C.-H.; Hsu, C.-H.; Hou, S.-S. High Performance of Transferring Lithium Ion for Polyacrylonitrile-Interpenetrating Crosslinked Polyoxyethylene Network as Gel Polymer Electrolyte. ACS Appl. Mater. Interfaces 2014, 6, 3156–3162. [Google Scholar] [CrossRef]
- Ha, H.-J.; Kil, E.-H.; Kwon, Y.H.; Kim, J.Y.; Lee, C.K.; Lee, S.-Y. UV-curable semi-interpenetrating polymer network-integrated, highly bendable plastic crystal composite electrolytes for shape-conformable all-solid-state lithium ion batteries. Energy Environ. Sci. 2012, 5, 6491–6499. [Google Scholar] [CrossRef]
- Beaudin, M.; Zareipour, H.; Schellenberglabe, A.; Rosehart, W. Energy storage for mitigating the variability of renewable electricity sources: An updated review. Energy Sustain. Dev. 2010, 14, 302–314. [Google Scholar] [CrossRef]
- Chang, Z.; Qiao, Y.; Deng, H.; Yang, H.; He, P.; Zhou, H. A stable high-voltage lithium-ion battery realized by an in-built water scavenger. Energy Environ. Sci. 2020, 13, 1197–1204. [Google Scholar] [CrossRef]
- Lai, Y.; Wan, L.; Wang, B. PVDF/Graphene Composite Nanoporous Membranes for Vanadium Flow Batteries. Membranes 2019, 9, 89. [Google Scholar] [CrossRef] [Green Version]
- Goodenough, J.B.; Park, K.-S. The Li-Ion Rechargeable Battery: A Perspective. J. Am. Chem. Soc. 2013, 135, 1167–1176. [Google Scholar] [CrossRef] [PubMed]
- Scrosati, B.; Hassoun, J.; Sun, Y.-K. Lithium-ion batteries. A look into the future. Energy Environ. Sci. 2011, 4, 3287–3295. [Google Scholar] [CrossRef]
- Zhang, S.S. A review on the separators of liquid electrolyte Li-ion batteries. J. Power Sources 2007, 164, 351–364. [Google Scholar] [CrossRef]
- Choudhury, S.; Tu, Z.; Nijamudheen, A.; Zachman, M.J.; Stalin, S.; Deng, Y.; Zhao, Q.; Vu, D.; Kourkoutis, L.F.; Mendoza-Cortes, J.L.; et al. Stabilizing polymer electrolytes in high-voltage lithium batteries. Nat. Commun. 2019, 10, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Kravchyk, K.V.; Filippin, A.N.; Widmer, R.; Tiwari, A.N.; Buecheler, S.; Bodnarchuk, M.I.; Kovalenko, M.V. Overcoming the High-Voltage Limitations of Li-Ion Batteries Using a Titanium Nitride Current Collector. ACS Appl. Energy Mater. 2019, 2, 974–978. [Google Scholar] [CrossRef] [Green Version]
- Palacin, M. Recent advances in rechargeable battery materials: A chemist’s perspective. Chem. Soc. Rev. 2009, 38, 2565–2575. [Google Scholar] [CrossRef]
- Lee, H.; Yanilmaz, M.; Toprakci, O.; Fu, K.; Zhang, X. A review of recent developments in membrane separators for rechargeable lithium-ion batteries. Energy Environ. Sci. 2014, 7, 3857–3886. [Google Scholar] [CrossRef]
- Xiang, Y.; Li, J.; Lei, J.; Liu, D.; Xie, Z.; Qu, D.; Li, K.; Deng, T.; Tang, H. Advanced Separators for Lithium-Ion and Lithium-Sulfur Batteries: A Review of Recent Progress. ChemSusChem 2016, 9, 3023–3039. [Google Scholar] [CrossRef] [PubMed]
- Arora, P.; Zhang, Z. Battery separators. Chem. Rev. 2004, 104, 4419–4462. [Google Scholar] [CrossRef] [PubMed]
- Deimede, V.; Elmasides, C. Separators for Lithium-Ion Batteries: A Review on the Production Processes and Recent Developments. Energy Technol. 2015, 3, 453–468. [Google Scholar] [CrossRef]
- Zheng, H.; Wang, Z.; Shi, L.; Zhao, Y.; Yuan, S. Enhanced thermal stability and lithium ion conductivity of polyethylene separator by coating colloidal SiO2 nanoparticles with porous shell. J. Colloid Interface Sci. 2019, 554, 29–38. [Google Scholar] [CrossRef]
- Wang, W.; Yang, Y.; Luob, H.; Lic, S.; Zhang, J. A separator based on natural illite/smectite clay for highly stable lithium-sulfur batteries. J. Colloid Interface Sci. 2020, 576, 404–411. [Google Scholar] [CrossRef] [PubMed]
- Buiab, V.-T.; Dao, V.-D.; Choi, H.S. Transferable thin films with sponge-like porous structure via improved phase separation. Polymer 2016, 101, 184–191. [Google Scholar] [CrossRef]
- Buiab, V.-T.; Thuy, L.T.; Tran, Q.C.; Nguyen, V.-T.; Dao, V.-D.; Choi, J.S.; Choi, H.S. Ordered honeycomb biocompatible polymer films via a one-step solution-immersion phase separation used as a scaffold for cell cultures. Chem. Eng. J. 2017, 320, 561–569. [Google Scholar] [CrossRef]
- Liang, G.; Peterson, V.K.; See, K.W.; Guo, Z.; Pang, W.K. Developing high-voltage spinel LiNi0.5Mn1.5O4 cathodes for high-energy-density lithium-ion batteries: Current achievements and future prospects. J. Mater. Chem. A 2020, 8, 15373–15398. [Google Scholar] [CrossRef]
- Li, L.; Zhao, R.; Xu, T.; Wang, D.; Pan, D.; Zhang, K.; Yu, C.; Lu, X.; He, G.; Bai, Y. Stabilizing a high-voltage LiNi0.5Mn1.5O4 cathode towards all solid state batteries: A Li–Al–Ti–P–O solid electrolyte nano-shell with a host material. Nanoscale 2019, 11, 8967–8977. [Google Scholar] [CrossRef]
- Lv, S.; Li, M.; Luo, X.; Cheng, J.; Li, Z. High-voltage LiNi0.5Mn1.5O4 thin film cathodes stabilized by LiPON solid electrolyte coating to enhance cyclic stability and rate capability. J. Alloys Compd. 2020, 815, 151636. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, H.D.; Yang, D.G.; Kim, H.S. High-voltage LiNi0.5Mn1.5O4 thin film cathode prepared by RF sputtering. ECS Trans. 2017, 80, 331. [Google Scholar] [CrossRef]
- Wan, L.; Li, J.-W.; Ke, B.-B.; Xu, Z.-K. Ordered Microporous Membranes Templated by Breath Figures for Size-Selective Separation. J. Am. Chem. Soc. 2012, 134, 95–98. [Google Scholar] [CrossRef]
- Cong, H.; Wang, J.; Yu, B.; Tang, J. Preparation of a highly permeable ordered porous microfiltration membrane of brominated poly(phenylene oxide) on an ice substrate by the breath figure method. Soft Matter 2012, 8, 8835–8839. [Google Scholar] [CrossRef]
- Bui, V.-T.; Ko, S.H.; Choi, H.-S. Large-Scale Fabrication of Commercially Available, Nonpolar Linear Polymer Film with a Highly Ordered Honeycomb Pattern. ACS Appl. Mater. Interfaces 2015, 7, 10541–10547. [Google Scholar] [CrossRef]
- Pu, W.; He, X.; Wang, L.; Jiang, C.; Wan, C. Preparation of PVDF–HFP microporous membrane for Li-ion batteries by phase inversion. J. Membr. Sci. 2006, 272, 11–14. [Google Scholar] [CrossRef]
- Van De Witte, P.; Dijkstra, P.J.; Van Den Berg, J.W.A.; Feijen, J. Phase separation processes in polymer solutions in relation to membrane formation. J. Membr. Sci. 1996, 117, 1–31. [Google Scholar] [CrossRef] [Green Version]
- Khurana, R.; Schaefer, J.L.; Archer, L.A.; Coates, G.W. Suppression of Lithium Dendrite Growth Using Cross-Linked Polyethylene/Poly(ethylene oxide) Electrolytes: A New Approach for Practical Lithium-Metal Polymer Batteries. J. Am. Chem. Soc. 2014, 136, 7395–7402. [Google Scholar] [CrossRef] [PubMed]
- Bouchet, R.; Maria, S.; Meziane, R.; Aboulaich, A.; Lienafa, L.; Bonnet, J.-P.; Phan, T.N.T.; Bertin, D.; Gigmes, D.; Devaux, D.; et al. Single-ion BAB triblock copolymers as highly efficient electrolytes for lithium-metal batteries. Nat. Mater. 2013, 12, 452–457. [Google Scholar] [CrossRef]
- Agrawal, A.; Choudhury, S.; Archer, L.A. A highly conductive, non-flammable polymer–nanoparticle hybrid electrolyte. RSC Adv. 2015, 5, 20800–20809. [Google Scholar] [CrossRef]
- Long, L.; Wang, S.; Xiao, M.; Meng, Y. Polymer electrolytes for lithium polymer batteries. J. Mater. Chem. A 2016, 4, 10038–10069. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Thickness (µm) | Electrolyte Uptake | Electrolyte Retention |
|---|---|---|---|
| One layer | 4.3 | 1.96 | 0.66 |
| Two layers | 13.5 | 2.28 | 0.70 |
| Three layers | 15.2 | 1.57 | 0.61 |
| Four layers | 23.9 | 1.48 | 0.60 |
| Celgard | 27.0 | 0.81 | 0.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bui, V.-T.; Nguyen, V.-T.; Nguyen, N.-A.; Umapathi, R.; Larina, L.L.; Kim, J.H.; Kim, H.-S.; Choi, H.-S. Multilayered PVDF-HFP Porous Separator via Phase Separation and Selective Solvent Etching for High Voltage Lithium-Ion Batteries. Membranes 2021, 11, 41. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010041
Bui V-T, Nguyen V-T, Nguyen N-A, Umapathi R, Larina LL, Kim JH, Kim H-S, Choi H-S. Multilayered PVDF-HFP Porous Separator via Phase Separation and Selective Solvent Etching for High Voltage Lithium-Ion Batteries. Membranes. 2021; 11(1):41. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010041
Chicago/Turabian StyleBui, Van-Tien, Van-Toan Nguyen, Ngoc-Anh Nguyen, Reddicherla Umapathi, Liudmila L. Larina, Jong Heon Kim, Hyun-Suk Kim, and Ho-Suk Choi. 2021. "Multilayered PVDF-HFP Porous Separator via Phase Separation and Selective Solvent Etching for High Voltage Lithium-Ion Batteries" Membranes 11, no. 1: 41. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010041