Analysis on Transporting Methods of Cultivation Unit for Vertical Cultivation in Plant Factory

Abstract
:1. Introduction
2. Materials and Methods
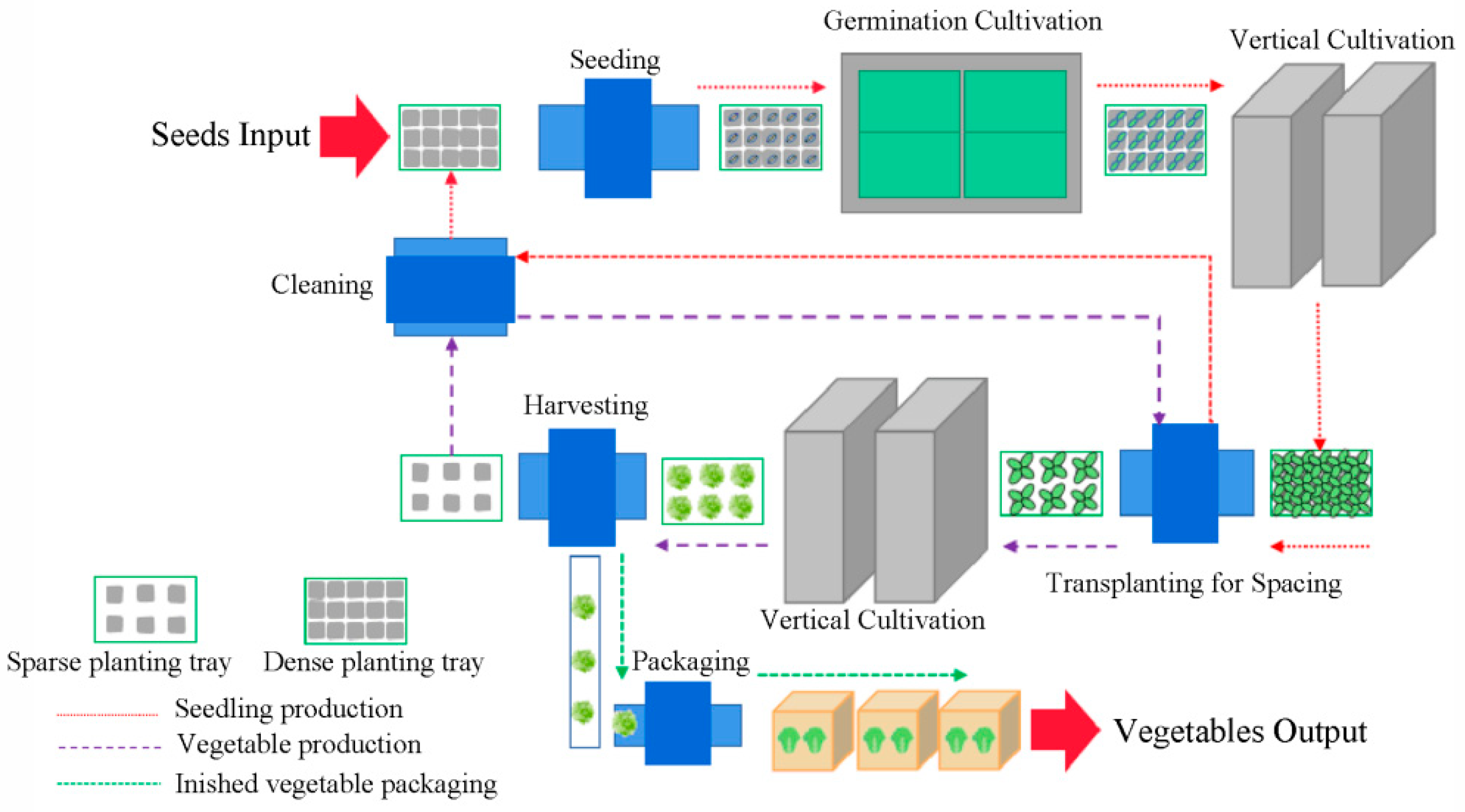
2.1. Production Process of Hydroponic Leafy Vegetables
2.2. Cultivation Unit
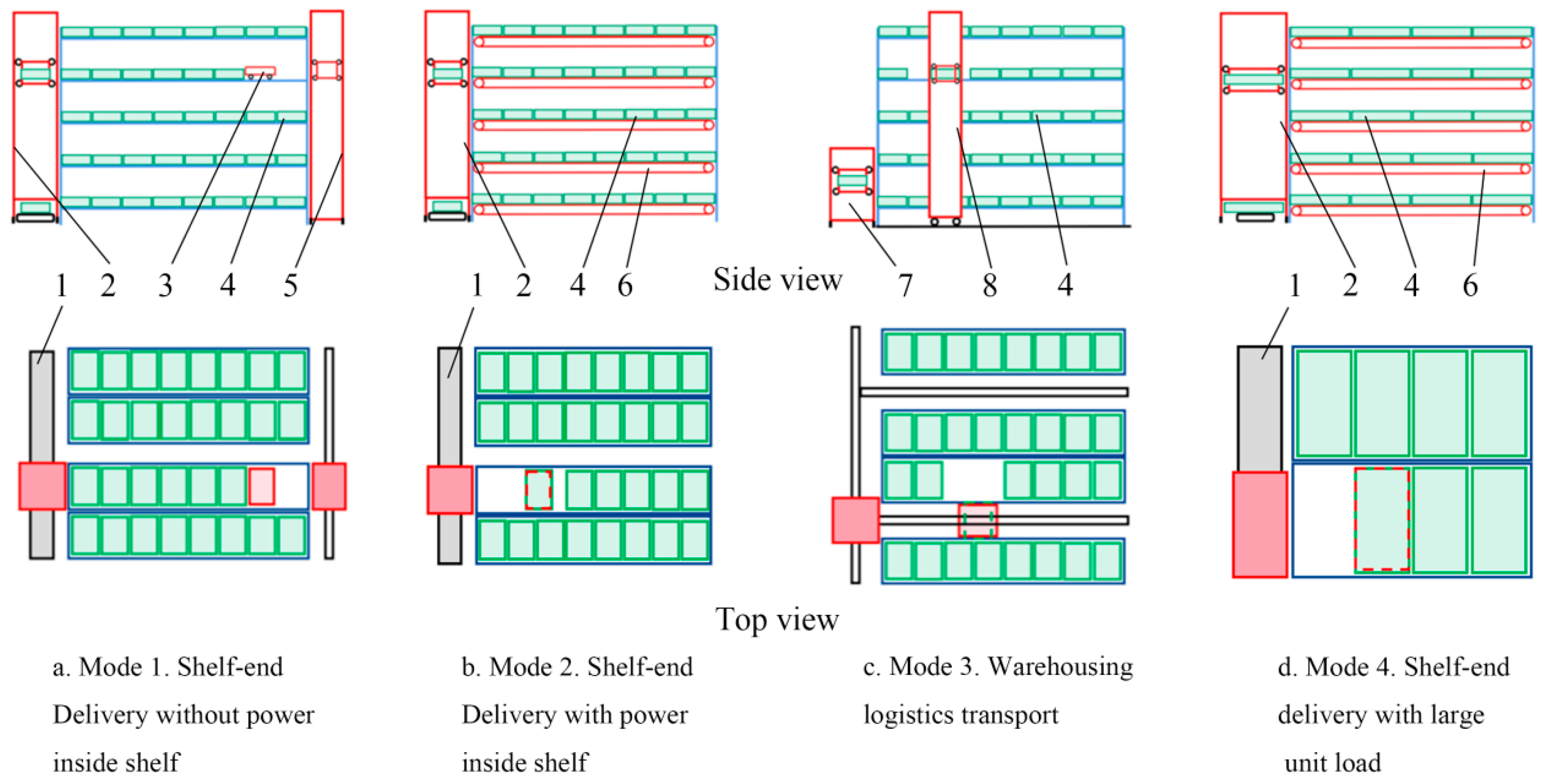
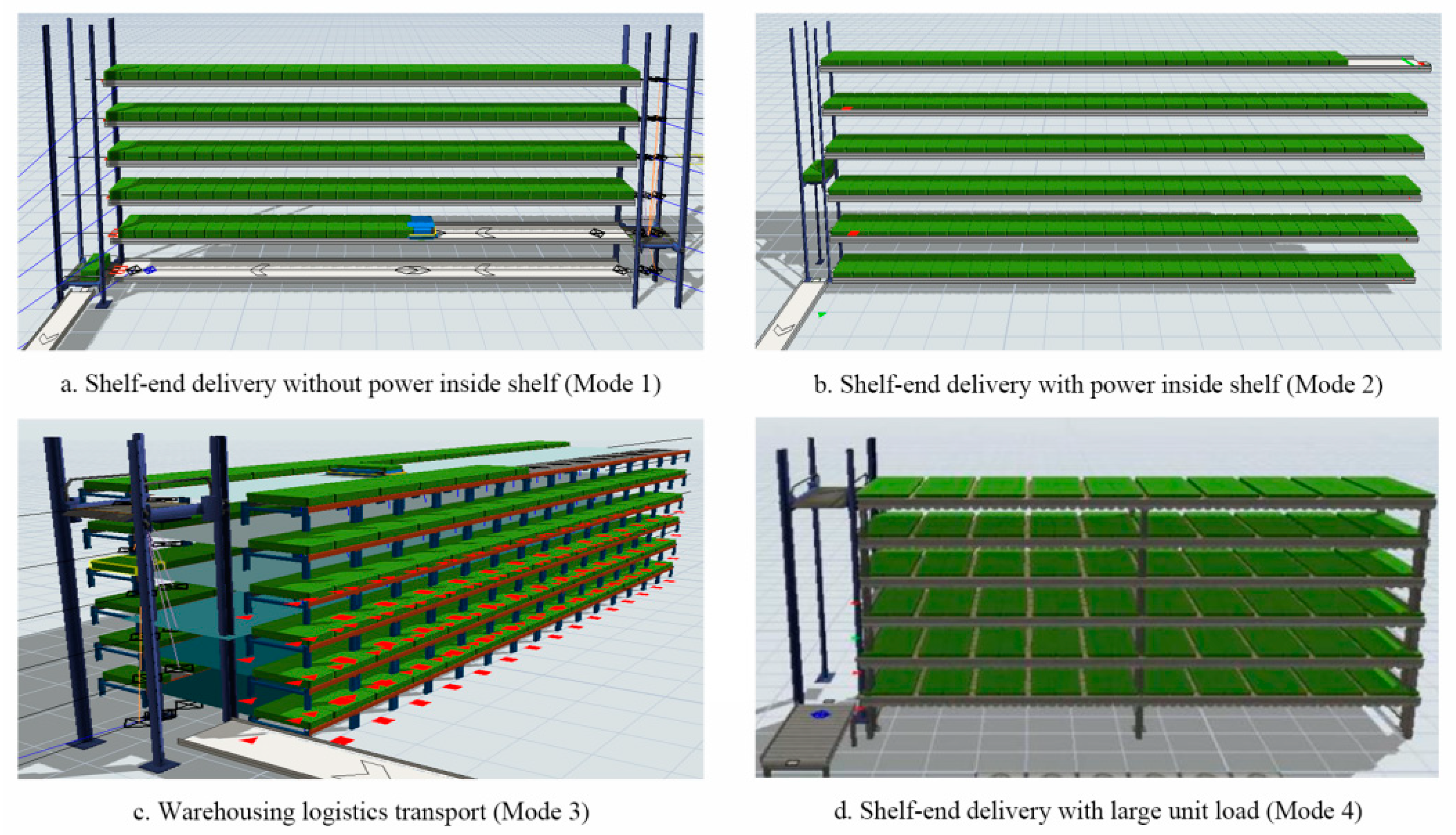
2.3. Transporting Methods of Cultivation Unit for Vertical Cultivation Shelf
- Mode 1—Shelf-end delivery without power inside shelf
- Mode 2—Shelf-end delivery with power inside shelf
- Mode 3—Warehousing logistics transport
- Mode 4—Shelf-end delivery with large container
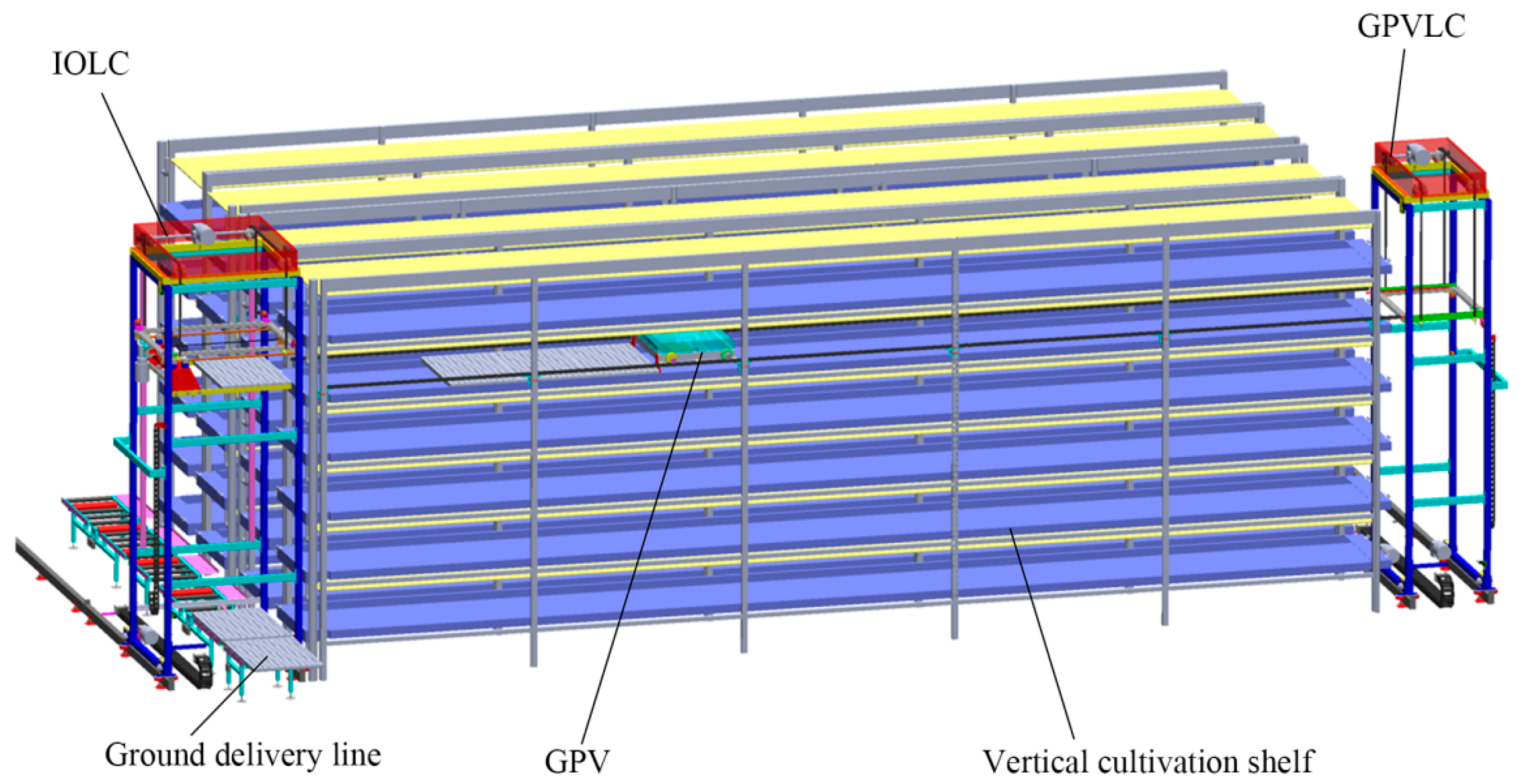
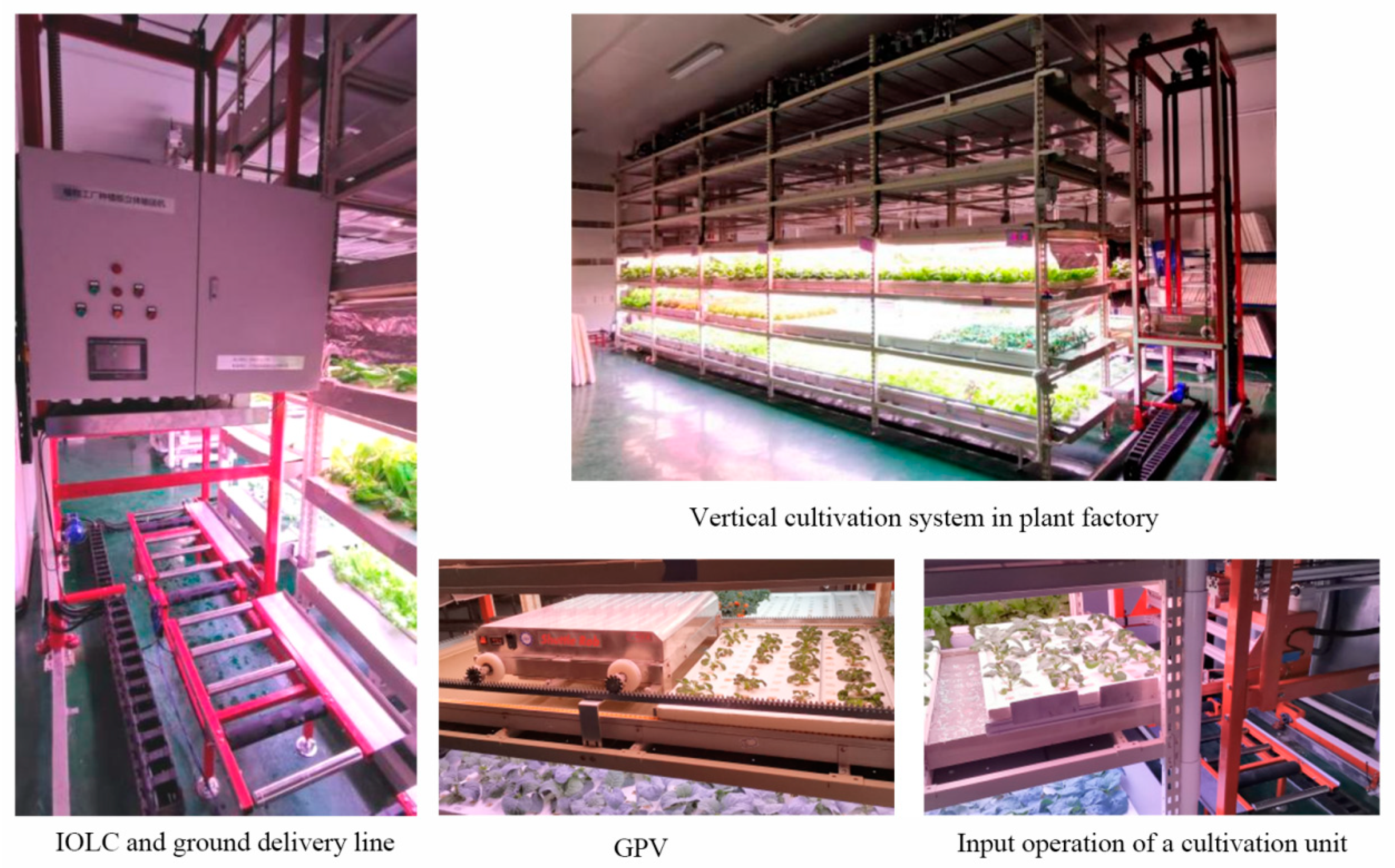
2.4. Establishing an Efficient Logistics Transport System
2.5. Productivity Simulation Using Flexsim
3. Results and Discussion
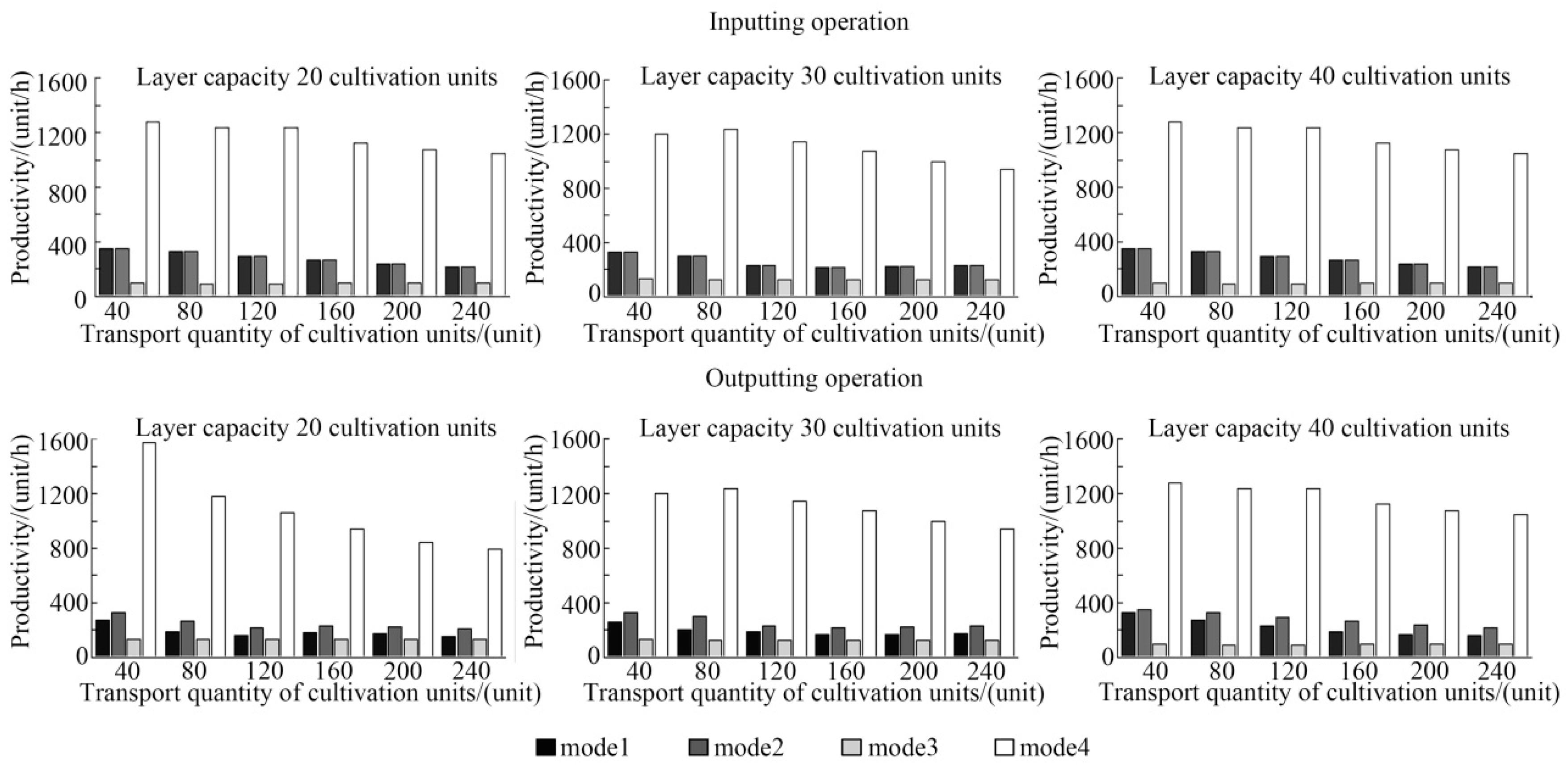
3.1. Productivity
3.2. Investment
3.3. Area Covered
3.4. Automatic Level of Transport System
3.5. Integration of All Production Links
3.6. General Analysis
4. Conclusions
- In this study, a set of logistics transport systems for cultivation units was developed for plant factories, using a mode comprising shelf-end delivery without power inside the shelf. The system had low investment costs, a simple structure, and expandable units. From comparing the progressive transport type and warehousing reciprocating transport type for cultivation units, the transport productivity of the former is higher than that the of the latter, and the difference between the two transport productivities is proportional to the capacity for the cultivation units in each layer for the vertical cultivation shelf. When the capacity for cultivation units in each layer is 20, the transport productivity of the former is 115–200% higher than that of the latter. When the capacity for cultivation units in each layer is 40, the transport productivity of the former is 130–250% higher than that of the latter.
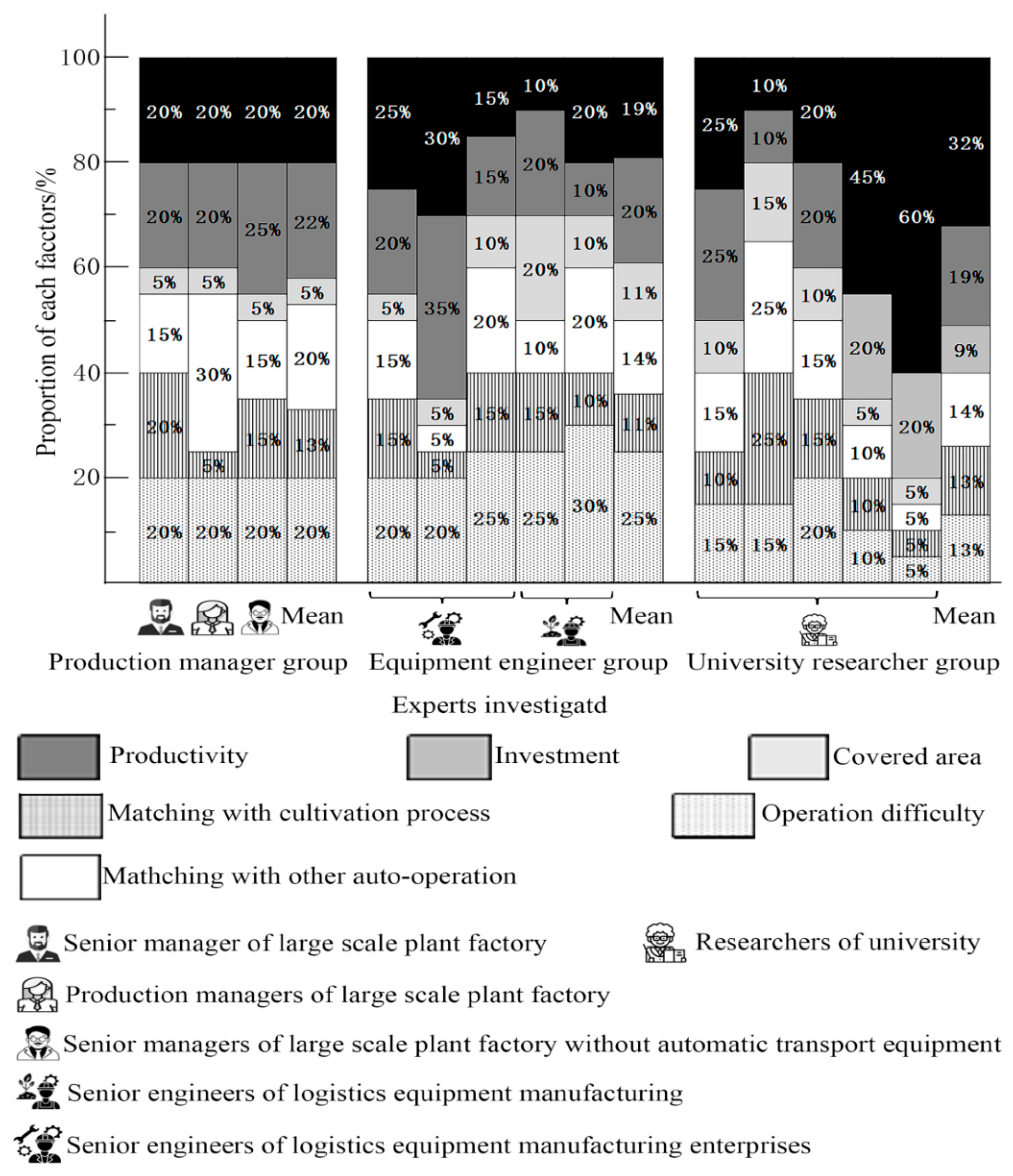
- In regards to the construction of logistics transport equipment systems for cultivation units in plant factories, plant factory planting enterprises pay more attention to the capital investment, productivity, equipment operation difficulty, matching of transport equipment, and cultivation process. The automation operation of a plant factory involves many complex factors, and it is difficult to set fixed selection criteria. The selection criteria must be comprehensively considered according to the production quantity demand per day of the plant factory, financial ability, operator technician level, operation automation level demand, and other factors. The capital investment, productivity, equipment operation difficulty and matching of the transport equipment are considered mainly for setting up a plant factory.
- In this study, the logistics transport system developed for cultivation units for a vertical cultivation shelf using shelf-end delivery without power inside the shelf; the system reached 330 cultivation units h-1 for the input transport productivity, and 270 cultivation units h-1 for the output transport productivity. The cultivation construction comprised set of two vertical cultivation shelves, in which each shelf had six layers with 30 cultivation units in each layer. The size of each cultivation unit was 596 mm × 954 mm.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hu, W.-P.; Lin, C.-B.; Yang, C.-Y.; Hwang, M.-S. A framework of the intelligent plant factory system. Procedia Comput. Sci. 2018, 131, 579–584. [Google Scholar] [CrossRef]
- Lu, C.; Grundy, S. Urban agriculture and vertical farming. Encycl. Sustain. Technol. 2017, 393–402. [Google Scholar] [CrossRef]
- Pinstrup-Andersen, P. Is it time to take vertical indoor farming seriously? Glob. Food Secur. 2018, 17, 233–235. [Google Scholar] [CrossRef]
- Oliveira, F.; Forbes, H.; Schaefer, D.; Milisavljevic-Syed, J. Lean principles in vertical farming: A case study. Procedia CIRP 2020, 93, 712–717. [Google Scholar] [CrossRef]
- Al-Kodmany, K. The Vertical Farm: A Review of Developments and Implications for the Vertical City. Buildings 2018, 8, 24. [Google Scholar] [CrossRef] [Green Version]
- Goto, E. Plant Production in a Closed Plant Factory with Artificial Lighting. Acta Hortic. 2012, 956, 37–49. [Google Scholar] [CrossRef]
- Avgoustaki, D.D.; Xydis, G. Energy cost reduction by shifting electricity demand in indoor vertical farms with artificial lighting. Biosyst. Eng. 2021, 211, 219–229. [Google Scholar] [CrossRef]
- Pennisi, G.; Pistillo, A.; Orsini, F.; Cellini, A.; Marcelis, L. Optimal light intensity for sustainable water and energy use in indoor cultivation of lettuce and basil under red and blue LEDs. Sci. Hortic. 2020, 272, 109508. [Google Scholar] [CrossRef]
- He, R.; Zhang, Y.; Song, S.; Su, W.; Liu, H. UV-A and FR irradiation improves growth and nutritional properties of lettuce grown in an artificial light plant factory. Food Chem. 2021, 345, 128727. [Google Scholar] [CrossRef]
- Zhang, Y.; Kacira, M.; An, L. A CFD study on improving air flow uniformity in indoor plant factory system. Biosyst. Eng. 2016, 147, 193–205. [Google Scholar] [CrossRef]
- Ahmed, H.A.; Tong, Y.; Yang, Q.C. Lettuce plant growth and tipburn occurrence as affected by airflow using a multi-fan system in a plant factory with artificial light. J. Therm. Biol. 2020, 88, 102496. [Google Scholar] [CrossRef]
- Avgoustaki, D.D.; Xydis, G. Chapter One—How energy innovation in indoor vertical farming can improve food security, sustainability, and food safety? Adv. Food Secur. Sustain. 2020, 5, 2452–2635. [Google Scholar]
- Yi, L.T.; Yun, I.G. Techno-economic-environmental analysis of solar/hybrid/storage for vertical farming system: A case study, malaysia. Renew. Energy Focus 2021, 37, 34. [Google Scholar]
- Kozai, T. Resource use efficiency of closed plant production system with artificial light: Concept, estimation and application to plant factory. Proc. Jpn. Acad. 2013, 89, 447–461. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gülçin, B.; Fethullah, G.; Deniz, U. A novel pythagorean fuzzy set integrated choquet integral approach for vertical farming technology assessment. Comput. Ind. Eng. 2021, 158, 107384. [Google Scholar]
- Nicola, T.; Roberto, P.; Luisa Dalla, C.; Giovanni, C.; Roberto, T.; Tanja, M.; Matteo, S.; Stefano, C. New ’solutions’ for floating cultivation system of ready-to-eat salad: A review. Trends Food Sci. Technol. 2015, 46, 267–276. [Google Scholar]
- Quan, L.; Peng, T.; Shen, L.; An, S.; Sun, T. Parameter optimization and experiment of manipulator for three-dimensional seedling tray management robot. Nongye Gongcheng Xuebao/Trans. Chin. Soc. Agric. Eng. 2017, 33, 10–19. [Google Scholar]
- Takatsuji, M. Plant Factory System; CMC Academic Press: Tokyo, Japan, 2001. [Google Scholar]
- Park, J.; Nakamura, K.; Nishiura, Y.; Murase, H. Cultivation of lettuce and considerations of suitable item in plant factory adopted automatic transportation system. IFAC Proc. Vol. 2013, 46, 328–331. [Google Scholar] [CrossRef]
- Kozai, T. Plant factory in japan—Current situation and perspectives. Chron. Hortic. 2013, 53, 8–11. [Google Scholar]
- Masuda, M.; Isozaki, M.; Suzuki, K.; Konishi, N. Research Centers for Intelligent Plant Production Systems in Japan (10) MIE Plant Factory. Shokubutsu Kankyo Kogaku 2013, 25, 70–76. [Google Scholar] [CrossRef] [Green Version]
- Kozai, T.; Niu, G.; Takagaki, M. Plant Factory, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Urbanagnews. Urban Produce Now under New Management. 2017. Available online: https://urbanagnews.com/blog/news/urban-produce-now-under-new-management/ (accessed on 24 March 2021).
- Michael, C. Powered by Plenty. 9 Reasons Why Vertical Farms Fail. 2017. Available online: https://university.upstartfarmers.com/blog/9-reasons-why-vertical-farms-fail (accessed on 24 March 2021).
- Zhao, J.; Zhou, Z.; Bu, Y.; Liang, L.; Fang, X.; Yao, T. Research and Derelopment of Automatic Transmission System of Stereo Cultivation Bed. Trans. Chin. Soc. Agric. Eng. 2018, 8, 18–21. [Google Scholar]
- Zhou, Y.; Mao, H.; Hu, S. Design and Experiment of Transportation Logistics System for Cultivation Plate in Plant Factory. J. Agric. Mech. Res. 2017, 39, 135–139. [Google Scholar]
- SANANBIO. Introducing the SANANBIO Uplift-A Fully-Automated Vertical Farming Platform. 2019. Available online: https://www.youtube.com/watch?v=0s4YwzbUzhw (accessed on 24 March 2021).
- Urban Crop Solutions Offers a Glowing and Growing Global Future for Indoor Farming. 2021. Available online: https://urbancropsolutions.com/2018/09/25/urban-crop-solutions-offers-a-glowing-and-growing-global-future-for-indoor-farming/ (accessed on 24 March 2021).
- Ohara, H.; Hirai, T.; Kouno, K.; Nishiura, Y. Automatic Plant Cultivation System (Automated Plant Factory). Environ. Control Biol. 2015, 53, 93–99. [Google Scholar] [CrossRef]
- Kozai, T.; Niu, G. Plant factory as a resource-efficient closed plant production system. Plant Fact. 2020, 93–115. [Google Scholar] [CrossRef]
- Lu, Z.; Zhuang, Z.; Huang, Z.; Qin, W. A Framework of Multi-Agent Based Intelligent Production Logistics System. Procedia CIRP 2019, 83, 557–562. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, R.; Chu, F.; He, Z.; Li, J. A Flexsim-based Optimization for the Operation Process of Cold-Chain Logistics Distribution Centre. J. Appl. Res. Technol. 2014, 12, 270–278. [Google Scholar] [CrossRef] [Green Version]
- Tong, J.; Jiang, H.; Jiang, Z.; Cui, D. Experiment on parameter optimization of gripper needles clamping seedling plug for automatic transplanter. Trans. Chin. Soc. Agric. Eng. 2014, 30, 8–16. [Google Scholar]
- Bloomberg Quicktake. The High-Tech Vertical Farmer. 2018. Available online: https://www.youtube.com/watch?v=AGcYApKfHuY&t=275s (accessed on 28 April 2021).
- CubicFarm Systems. Feeding a Changing World with CubicFarms’ Automated Vertical-Farming Technology. 2020. Available online: https://www.youtube.com/watch?v=4PbaZE7Nfx0&t=38s (accessed on 28 April 2021).
- Eater. How an Indoor Farm Uses Technology to Grow 80,000 Pounds of Produce per Week—Dan Does. 2021. Available online: https://www.youtube.com/watch?v=gW-21CHDkIU&t=96s (accessed on 28 April 2021).
- Kondo, N.; Ting, K.C. Robotics for Plant Production. Artif. Intell. Biol. Agric. 1998, 12, 227–243. [Google Scholar] [CrossRef]
- Despommier, D. Farming up the city: The rise of urban vertical farms. Trends Biotechnol. 2013, 31, 388–389. [Google Scholar] [CrossRef]
- Park, J.E.; Kim, J.; Ham, J.; Chu, W.N.; Yoo, G. A comparative study of ginseng berry production in a vertical farm and an open field. Ind. Crop. Prod. 2019, 140, 111612. [Google Scholar] [CrossRef]
- Alejandro, G.; María, R.; Teresa, P.; Nuno, G.; Sandra, Š.; Olga, M. A new typology of small farms in europe. Glob. Food Secur. 2020, 26, 100389. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machines | Items | Values |
|---|---|---|
| Input and output lift cart (IOLC) | Mean vertical speed (m/s) | 0.6 |
| Mean horizontal speed (m/s) | 0.5 | |
| Time for putting cultivation unit in or outs (s) | 6.5 | |
| Guided pushing vehicle (GPV) lift cart (GPVLC) | Mean lift speed (m/s) | 0.6 |
| Mean horizontal speed (m/s) | 0.5 | |
| GPV | Mean moving speed (m/s) | 0.5 |
| Level | Transport Mode | Capacity for Cultivation Units in One Layer/Unit | Total Delivery Number of Cultivation Units/Unit |
|---|---|---|---|
| 1 | Mode 1 | 20 | 40 |
| 2 | Mode 2 | 30 | 80 |
| 3 | Mode 3 | 40 | 120 |
| 4 | Mode 4 | 160 | |
| 5 | 200 | ||
| 6 | 240 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, S.; Ji, H.; Yang, Y.; Chu, Q.; Yang, Y.; Liu, H.; Jiang, X. Analysis on Transporting Methods of Cultivation Unit for Vertical Cultivation in Plant Factory. Agriculture 2021, 11, 989. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11100989
Gu S, Ji H, Yang Y, Chu Q, Yang Y, Liu H, Jiang X. Analysis on Transporting Methods of Cultivation Unit for Vertical Cultivation in Plant Factory. Agriculture. 2021; 11(10):989. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11100989
Chicago/Turabian StyleGu, Song, Hanhan Ji, Yanli Yang, Qi Chu, Yi Yang, Houcheng Liu, and Xianping Jiang. 2021. "Analysis on Transporting Methods of Cultivation Unit for Vertical Cultivation in Plant Factory" Agriculture 11, no. 10: 989. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11100989