
Image Analysis Methods in Classifying Selected Malting Barley Varieties by Neural Modelling

 , , and
, , and
Abstract
:1. Introduction
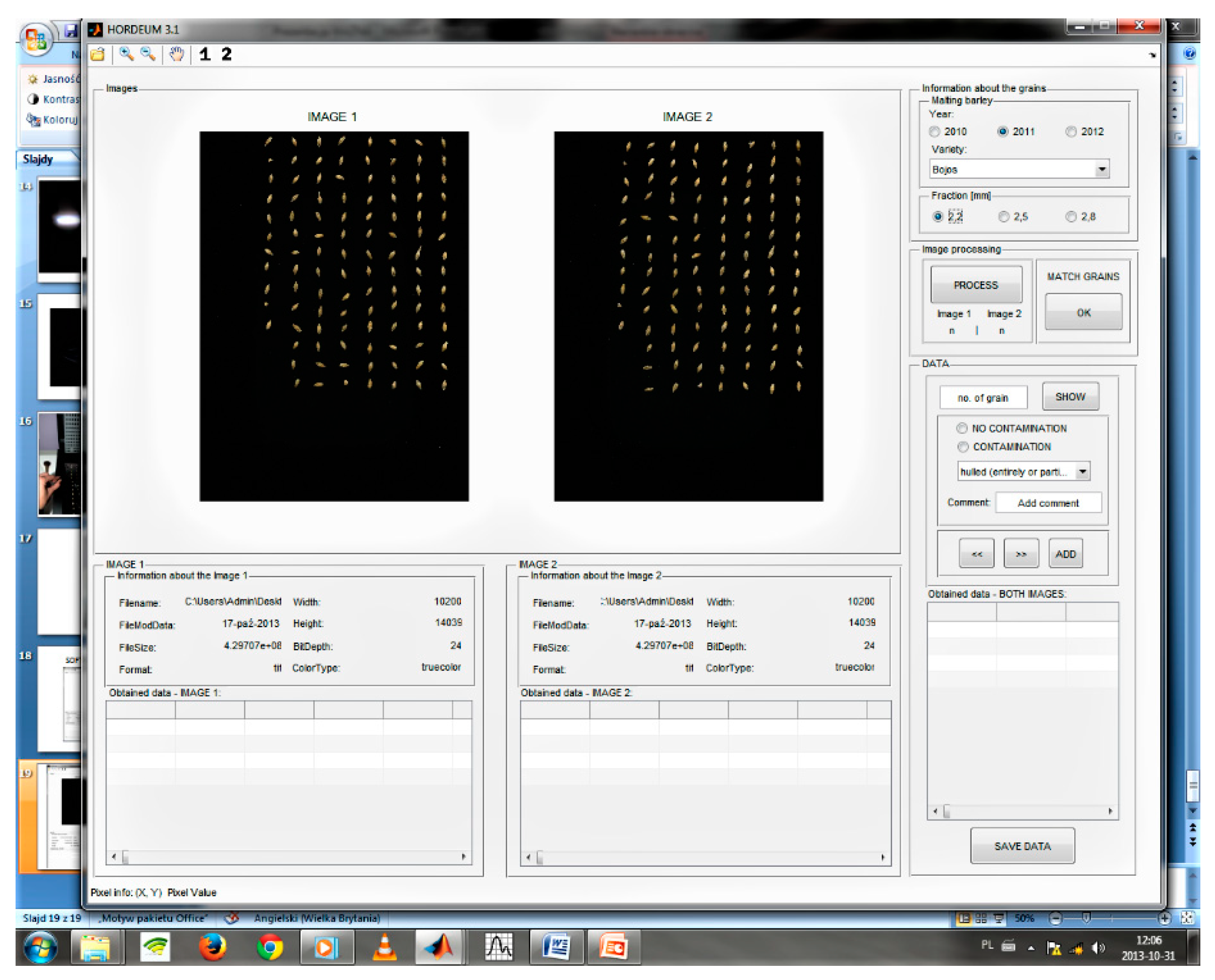
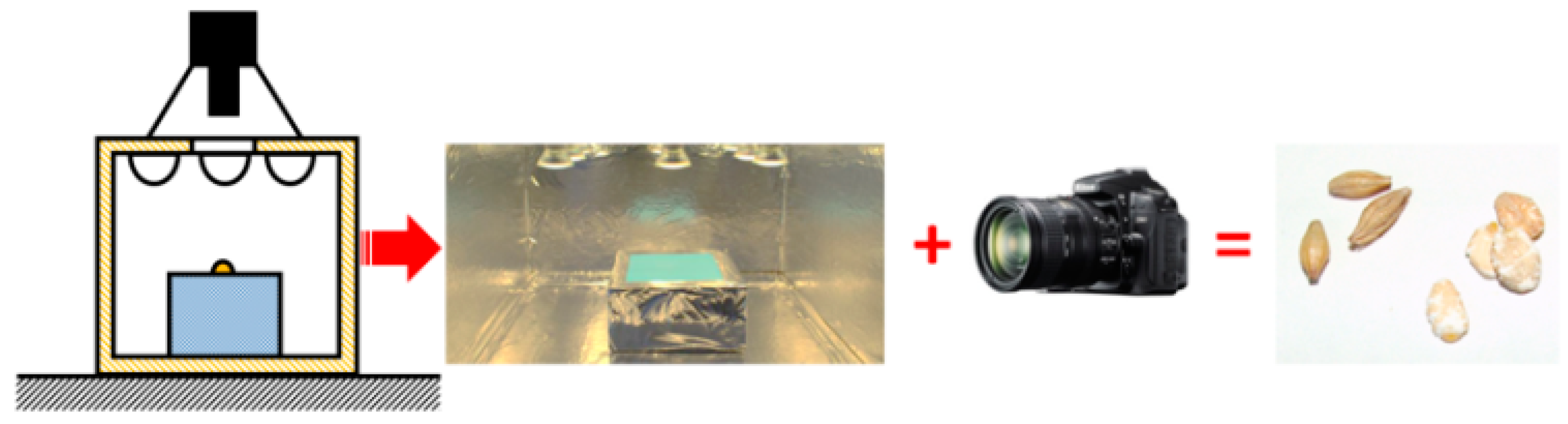
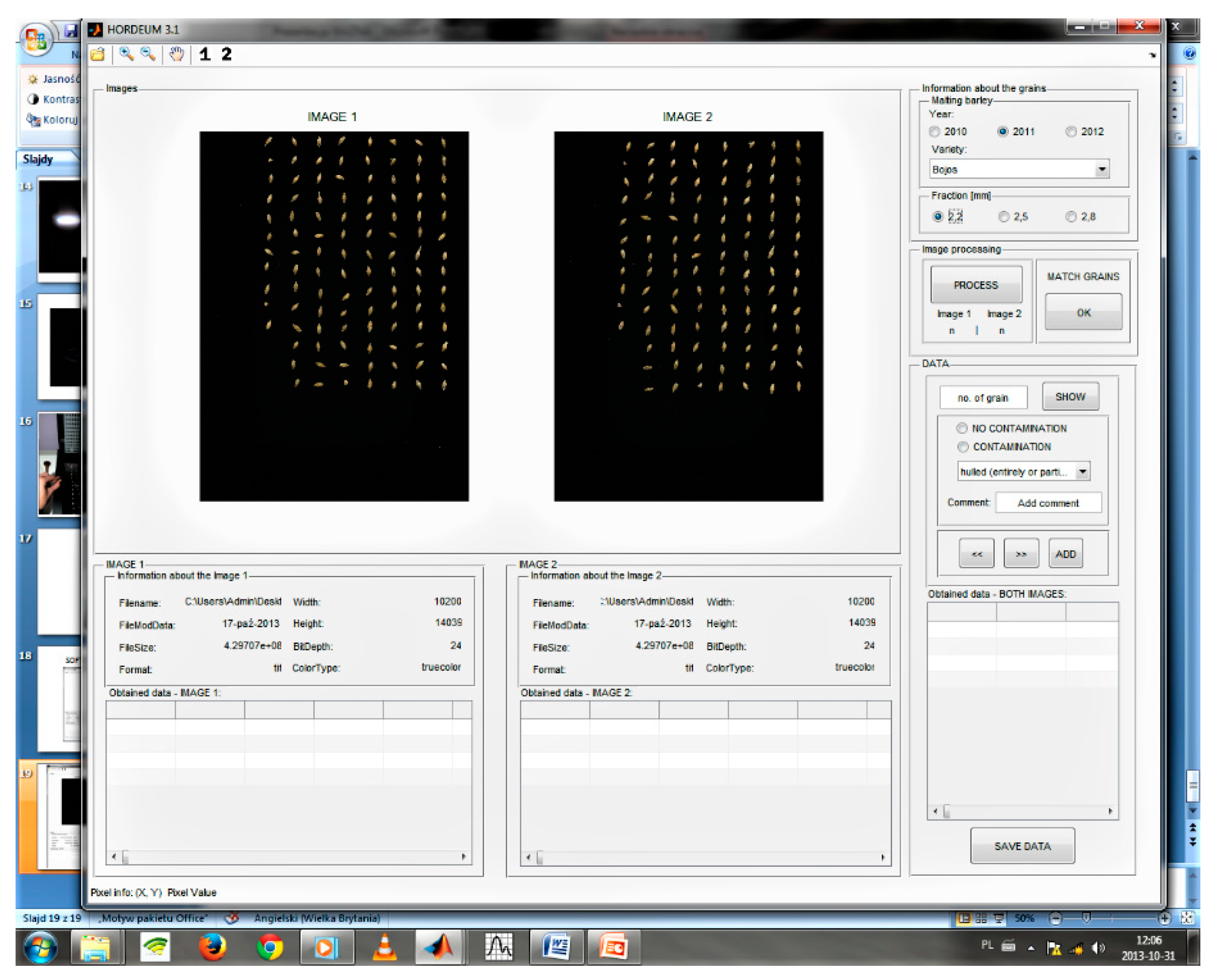
2. Materials and Methods
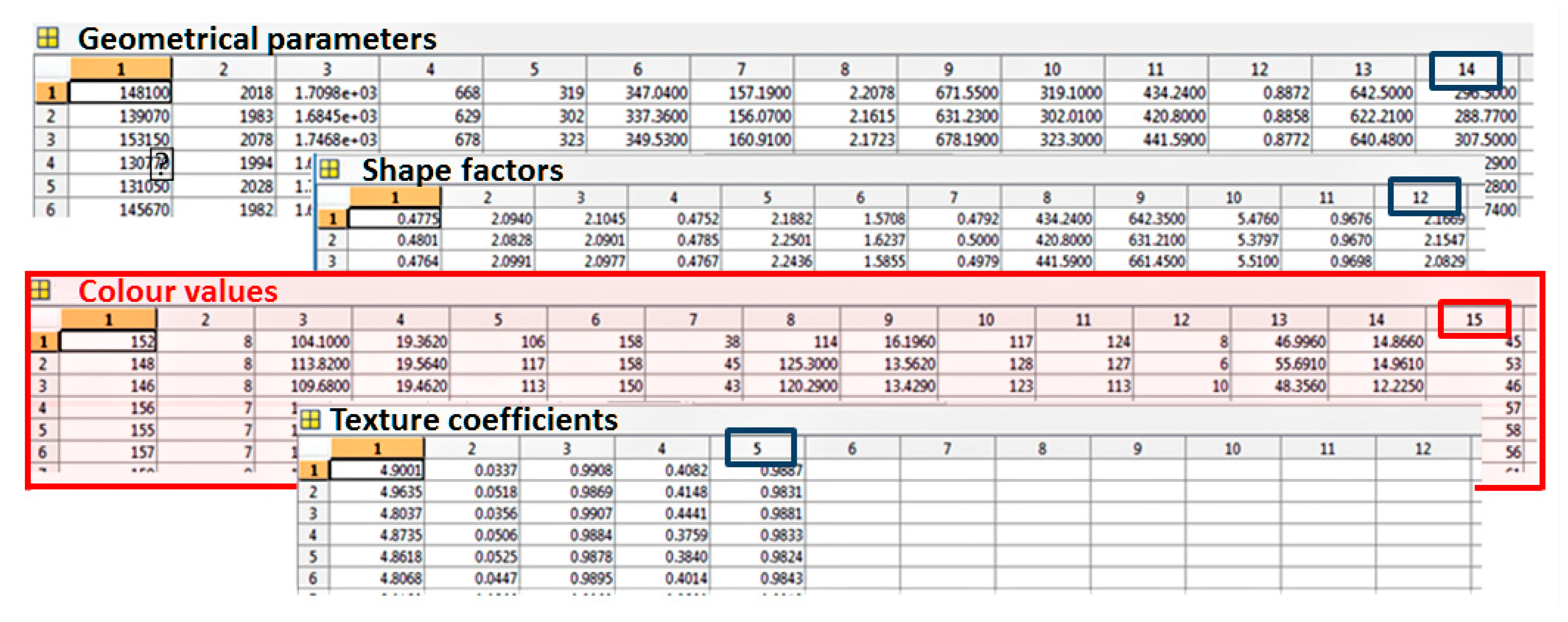
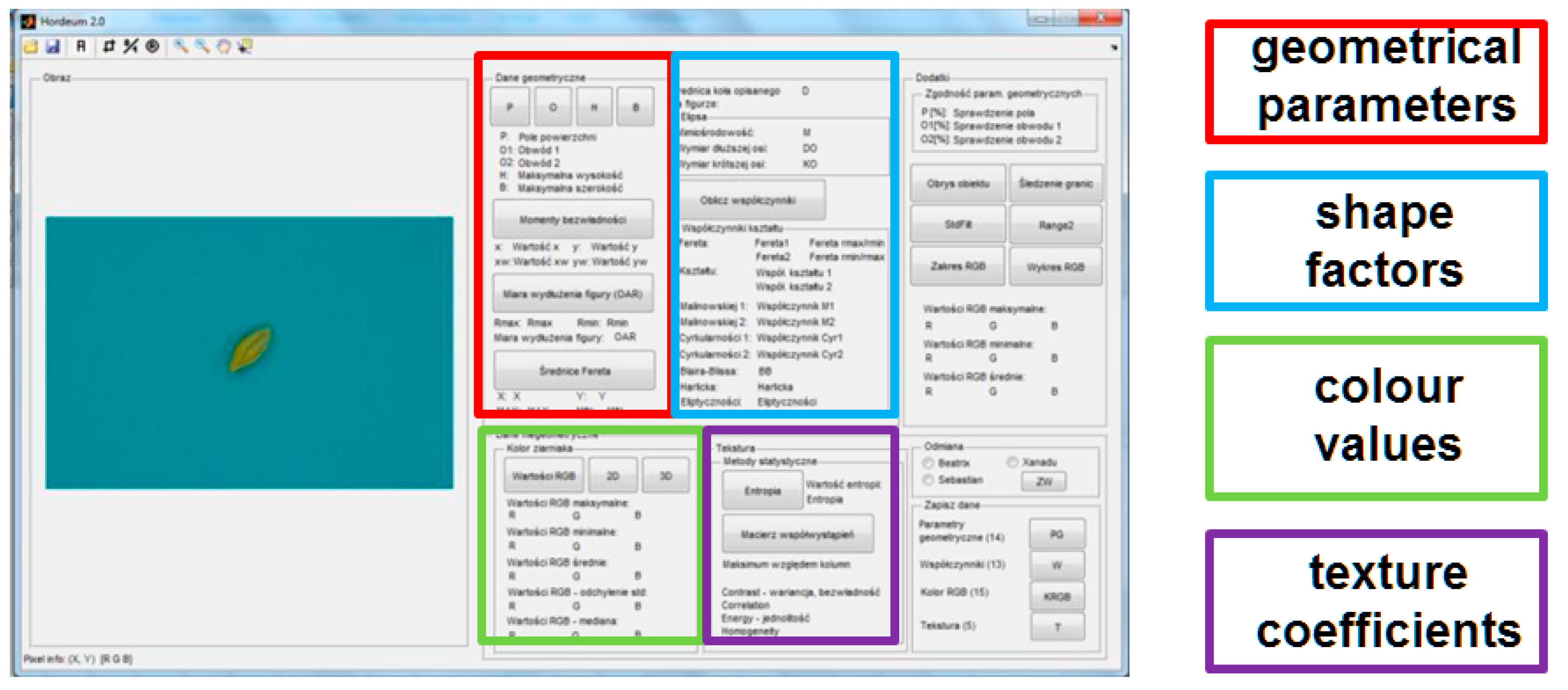
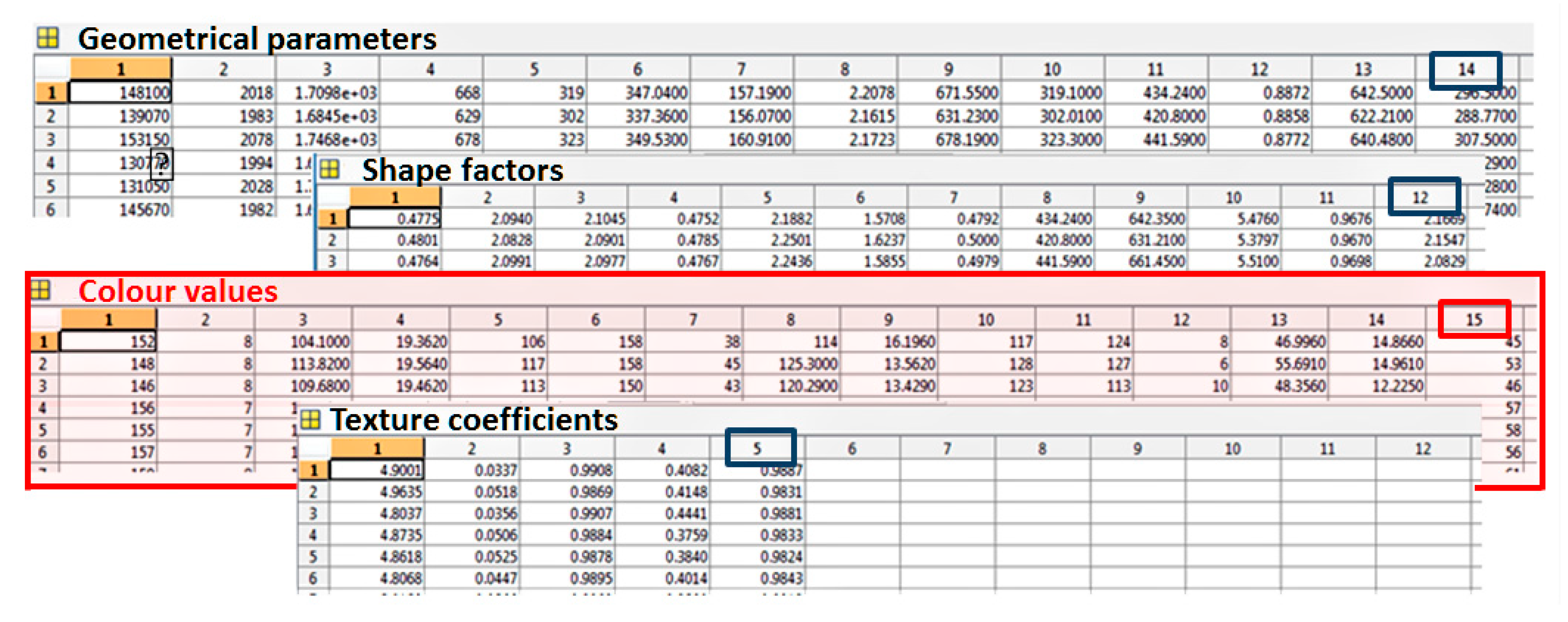
- − Geometrical parameters, such as the grain area, circumference, height, width, inertia moments, Feret’s diameter, (maximum and minimum) radius from the centre of gravity, aspect ratio and dimensionless quantities (14 variables);
- − Shape-related factors, such as Feret’s, Malinowska, circularity, Blair–Bliss, Haralick and ellipticity (12 variables);
- − Colour values, such as the maximum and minimum values, mean and median and standard deviation (15 variables);
- − Texture-related coefficients, such as a breakup and coefficients of the co-matrix (five variables).

- N—number of cases;
- yi—real values;
- zi—values determined using the network.
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Boniecki, P.; Idzior-Haufa, M.; Pilarska, A.A.; Pilarski, K.; Kolasa-Więcek, A. Neural classification of compost maturity by means of the Self-Organizing Feature Map artificial neural network and Learning Vector Quantization algorithm. Int. J. Environ. Res. Public Health 2019, 16, 3294. [Google Scholar] [CrossRef] [Green Version]
- Nowakowski, K.; Boniecki, P.; Tomczak, R.J. Identification process of corn and barley kernels damages using neural image analysis. In Proceedings of the 3rd International Conference on Digital Image Processing, Chengdu, China, 8 July 2011; Volume 8009, pp. 15–17. [Google Scholar]
- Zaborowicz, M.; Boniecki, P.; Piekarska-Boniecka, H.; Koszela, K.; Mueller, W.; Górna, K.; Okoń1, P. Neural classification of the selected family of butterflies. In Proceedings of the 9th International Conference on Digital Image Processing (ICDIP), Hong Kong, China, 21 July 2017; Volume 10420/1. [Google Scholar]
- Boniecki, P.; Koszela, K.; Piekarska-Boniecka, H.; Nowakowski, K.; Przybył, J.; Zaborowicz, M.; Raba, B.; Dach, J. Identification of selected apple pests, based on selected graphical parameters. In Proceedings of the 5th International Conference on Digital Image Processing, Beijing, China, 19 July 2013; Volume 8878. [Google Scholar]
- Pilarski, K.; Pilarska, A.A.; Witaszek, K.; Dworecki, Z.; Żelaziński, T.; Ekielski, A.; Makowska, A.; Michniewicz, J. The impact of extrusion on the biogas and biomethane yield of plant substrates. J. Ecol. Eng. 2016, 17, 264–272. [Google Scholar] [CrossRef]
- Pilarska, A.A.; Pilarski, K.; Ryniecki, A.; Tomaszyk, K.; Dach, J.; Wolna-Maruwka, A. Utilization of vegetable dumplings waste from industrial production by anaerobic digestion. Int. Agrophys. 2017, 31, 93–102. [Google Scholar] [CrossRef]
- Pilarska, A.A.; Wolna-Maruwka, A.; Pilarski, K. Kraft lignin grafted with polyvinylpyrrolidone as a novel microbial carrier in biogas production. Energies 2018, 11, 3246. [Google Scholar] [CrossRef] [Green Version]
- Przybył, K.; Pilarska, A.; Duda, A.; Wojcieszak, D.; Frankowski, J.; Koszela, K.; Boniecki, P.; Kujawa, S.; Mueller, W.; Zaborowicz, M. Health properties and evaluation of quality of dried strawberry fruit produced using the convective drying method with neural image analysis. In Proceedings of the 18th International Conference on Digital Image Processing, Guangzhou, China, 29–31 October 2019; Volume 11179. [Google Scholar]
- Boniecki, P.; Zaborowicz, M.; Pilarska, A.; Piekarska-Boniecka, H. Identification process of selected graphic features apple tree pests by neural models type MLP, RBF and DNN. Agriculture 2020, 10, 218. [Google Scholar] [CrossRef]
- Boniecki, P.; Piekarska-Boniecka, H.; Koszela, K.; Nowakowski, K.; Kujawa, S.; Majewski, A.; Weres, J.; Raba, B. Neural identification of selected apple pests. Comput. Electron. Agric. 2015, 110, 9–16. [Google Scholar] [CrossRef]
- Goode, D.L.; Lalor, E. The malt and hop crisis tech-nologies to maximise proces ability and cost effciency. Brew. Distill. Int. 2008, 4, 37–40. [Google Scholar]
- Aroh, K. Review: Beer Production. SSRN Electron. J. 2019, 24, 1568. [Google Scholar] [CrossRef]
- Mildner-Szkudlarz, S.; Bajerska, J.; Górnaś, P.; Segliņa, D.; Pilarska, A.; Jesionowski, T. Physical and bioactive properties of muffins enriched with raspberry and cranberry pomace powder: A promising application of fruit by-products rich in biocompounds. Plant Foods Hum. Nutr. 2016, 71, 165–173. [Google Scholar] [CrossRef] [Green Version]
- Raba, B. Determination of Malting Barley Grain Impurities Using Computer Image Analysis and Artificial Intelligence Methods. Ph.D. Thesis, Institute of Biosystem Engineering, Faculty of Agriculture and Bioengineering, Poznan University of Life Sciences, Poznan, Poland, 2014. [Google Scholar]
- Deme, G.D.; Asfaw, B.T.; Gari, M.T. Evaluation of malting potential of different barley varieties. J. Water Pollut. Purific. Res. 2019, 6, 24–35. [Google Scholar]
- Bokulichn, N.A.; Bamforth, C.W. The Microbiology of malting and brewing. Microbiol. Mol. Biol. Rev. 2013, 2, 157–172. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- da Costa Jardim, C.; de Souza, D.; Machado, I.C.K.M.; Massochin Nunes Pinto, L.; de Souza Ramos, R.C.; Garavaglia, J. Sensory profile, consumer preference and chemical composition of craft beers from Brazil. Beverages 2018, 4, 106. [Google Scholar] [CrossRef] [Green Version]
- Siller, A.; Hashemi, M.; Wise, C.; Smychkovich, A.; Darby, H. Date of planting and nitrogen management for winter malt barley production in the Northeast, USA. Agronomy 2021, 11, 797. [Google Scholar] [CrossRef]
- Scobie, M.N.; Jones, M.G.K. Identification of barley varieties by protein profiling. In Genetics and Improvement of Barley Malt Quality; SpringerLink: New York, NY, USA, 2010; pp. 99–112. [Google Scholar]
- Szczypiński, P.M.; Klepaczko, A.; Zapotoczny, P. Identifying barley varieties by computer vision. Comp. Electron. Agric. 2015, 110, 1–8. [Google Scholar] [CrossRef]
- Bietz, J.A. Separation of cereal proteins by reversed-phase high-performance liquid chromatography. J. Chromatogr. 1983, 255, 219–238. [Google Scholar] [CrossRef]
- Kotal, F.; Radová, Z. A simple method for determination of deoxynivalenol in cerealsand flours. Czech J. Food Sci. 2002, 20, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Porker, K.; Zerner, M.; Cozzolino, D. Classification and authentication of barley (Hordeum vulgare) malt varieties: Combining attenuated total reflectance mid-infrared spectroscopy with chemometrics. Food Anal. Methods 2017, 10, 675–682. [Google Scholar] [CrossRef]
- Pantano, P.; La Scala, L.; Olibrio, F.; Galluzzo, F.G.; Bongiorno, C.; Buscemi, M.D.; Macaluso, A.; Vella, A. QuEChERS LC–MS/MS screening method for mycotoxin detection in cereal products and spices. Int. J. Environ. Res. Public Health 2021, 18, 3774. [Google Scholar] [CrossRef]
- Wang, J.; Xiaojian Wu, X.; Yue, W.; Zhao, C.; Yang, J.; Zhou, M. Identification of QTL for barley grain size. PeerJ 2021, 9, e11287. [Google Scholar] [CrossRef]
- International Seed Testing Association–ISTA International Rules for Seed Testing 2021; International Seed Testing Association–ISTA: Bassersdorf, Switzerland, 2021.
- Neuman, M.; Sapirstein, H.D.; Shwedyk, E.; Bushuk, W. Discrimination of wheat class and variety by digital image analysis of whole grain samples. J. Cereal Sci. 1987, 6, 125–132. [Google Scholar] [CrossRef]
- Visen, N.S.; Paliwal, J.; Jayas, D.S.; White, N.D.G. AE—Automation and emerging technologies: Specialist neural networks for cereal grain classification. Biosyst. Eng. 2002, 82, 151–159. [Google Scholar] [CrossRef]
- Zapotoczny, P. Discrimination of wheat grain varieties using image analysis and neural networks. Part, I. Single kernel texture. J. Cereal Sci. 2011, 54, 60–68. [Google Scholar] [CrossRef]
- Mebatsion, H.K.; Paliwal, J.; Jayas, D.S. Automatic classification of non-touching cereal grains in digital images using limited morphological and color features. Comput. Electron. Agric. 2013, 90, 99–105. [Google Scholar] [CrossRef]
- Ramirez-Paredes, J.-P.; Hernandez-Belmonte, U.-H. Visual quality assessment of malting barley using color, shape and texture descriptors. Comput. Electron. Agric. 2020, 168, 105110. [Google Scholar] [CrossRef]
- Szczypiński, P.M.; Zapotoczny, P. Computer vision algorithm for barley kernel identification, orientation estimation and surface structure assessment. Comput. Electron. Agric. 2012, 87, 32–38. [Google Scholar] [CrossRef]
- Kociołek, M.; Szczypiński, P.M.; Klepaczko, A. Preprocessing of barley grain images for defect identification. In Proceedings of the Signal Processing: Algorithms, Architectures, Arrangements, and Applications (SPA), Poznan, Poland, 20–22 September 2017; pp. 365–370. [Google Scholar]
- Zaborowicz, M.; Fojud, A.; Koszela, K.; Mueller, W.; Gorna, K.; Okon, P.; Piekarska-Boniecka, H. Dedicates computer system AOTK for image processing and analysis of horse navicular bone. In Proceedings of the 9th International Conference on Digital Image Processing (ICDIP), Hong Kong, China, 21 July 2017; Volume 10420. [Google Scholar]
- Neuman, M.R.; Sapirstein, H.D.; Shwedyk, E.; Bushuk, W. Wheat grain colour analysis by digital image processing I. Methodology. J. Cereal Sci. 1989, 10, 175–182. [Google Scholar] [CrossRef]
- Paliwal, J.; Shashidhar, N.S.; Jayas, D.S. Grain kernel identification using kernel signature. Trans. ASAE 1999, 42, 1921–1924. [Google Scholar] [CrossRef]
- Sabanci, K.; Toktas, A.; Kayabasi, A. Grain classifier with computer vision using adaptive neuro-fuzzy inference system. J. Sci. Food Agric. 2017, 97, 3994–4000. [Google Scholar] [CrossRef]
- Szturo, K.; Szczypiński, P.M. Ontology based expert system for barley grain classification. In Proceedings of the Signal Processing: Algorithms, Architectures, Arrangements, and Applications (SPA), Poznan, Poland, 20–22 September 2017; pp. 360–364. [Google Scholar]
- Guevara-Hernandez, F.; Gil, J.G. A machine vision system for classification of wheat and barley grain kernels. Span. J. Agric. Res. 2011, 9, 672–680. [Google Scholar] [CrossRef]
- Goyal, S. Predicting properties of cereals using artificial neural networks: A review. Sci. J. Crop Sci. 2013, 2, 95–115. [Google Scholar]
- Ronge, R.V.; Sardeshmukh, M.M. Comparative analysis of Indian wheat seed classification. In Proceedings of the International Conference on Advances in Computing, Communications and Informatics, ICACCI 2014, IEEE, Delhi, India, 24–27 September 2014; pp. 937–942. [Google Scholar]
- Kaur, H.; Baljit, S. Classification and grading rice using multi-class SVM. Int. J. Scient. Res. Publ. 2013, 3, 1–5. [Google Scholar]
- Le, V.N.T.; Apopei, B.; Alameh, K. Effective plant discrimination based on the combination of local binary pattern operators and multiclass support vector machine methods. Inf. Process. Agric. 2019, 6, 116–131. [Google Scholar]
- Rezvani, R.; Katiraee, M.; Jamalian, A.H.; Mehrabi, S.H.; Vezvaei, A. A new method for hardware design of Multi-Layer Perceptron neural networks with online training, Conference Paper. In Proceedings of the 2012 IEEE 11th International Conference on Cognitive Informatics and Cognitive Computing, Kyoto, Japan, 22–24 August 2012. [Google Scholar]
- Sildir, H.; Aydin, E.; Kavzoglu, T. Design of feedforward neural networks in the classification of hyperspectral imagery using superstructural optimization. Remote Sens. 2020, 12, 956. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Beatrix | Sebastian | Xanadu |
|---|---|---|---|
| Brewing quality | 5.10 | 6.85 | 6.60 |
| Extract potential | 3 | 7 | 7 |
| Wort viscosity | 7 | 7 | 7 |
| Kolbach index | 7 | 6 | 6 |
| Model Specification | Geometrical Parameters | Shape Factors | Colour Values | Texture Coefficients |
|---|---|---|---|---|
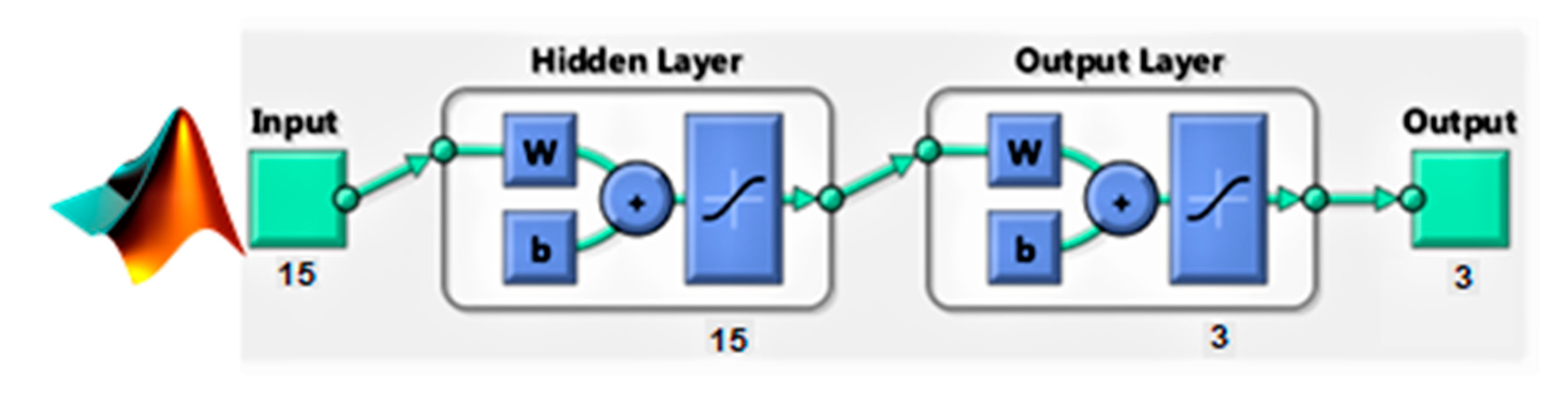
| Best ANN | MLP 14:14-18-3:3 | MLP 12:12-11-3:3 | MLP 15:15-15-3:3 | MLP 5:5-13-3:3 |
| Quality of training | 0.670 | 0.573 | 0.967 | 0.647 |
| Quality of validation | 0.660 | 0.593 | 0.952 | 0.633 |
| Quality of testing | 0.567 | 0.587 | 0.949 | 0.680 |
| Training error | 0.393 | 0.420 | 0.120 | 0.392 |
| Validation error | 0.400 | 0.422 | 0.122 | 0.410 |
| Testing error | 0.434 | 0.428 | 0.135 | 0.377 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pilarska, A.A.; Boniecki, P.; Idzior-Haufa, M.; Zaborowicz, M.; Pilarski, K.; Przybylak, A.; Piekarska-Boniecka, H. Image Analysis Methods in Classifying Selected Malting Barley Varieties by Neural Modelling. Agriculture 2021, 11, 732. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11080732
Pilarska AA, Boniecki P, Idzior-Haufa M, Zaborowicz M, Pilarski K, Przybylak A, Piekarska-Boniecka H. Image Analysis Methods in Classifying Selected Malting Barley Varieties by Neural Modelling. Agriculture. 2021; 11(8):732. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11080732
Chicago/Turabian StylePilarska, Agnieszka A., Piotr Boniecki, Małgorzata Idzior-Haufa, Maciej Zaborowicz, Krzysztof Pilarski, Andrzej Przybylak, and Hanna Piekarska-Boniecka. 2021. "Image Analysis Methods in Classifying Selected Malting Barley Varieties by Neural Modelling" Agriculture 11, no. 8: 732. https://0-doi-org.brum.beds.ac.uk/10.3390/agriculture11080732