
Effect of De-Twinning on Tensile Strength of Nano-Twinned Cu Films

Abstract
:1. Introduction
2. Materials and Methods
3. Results
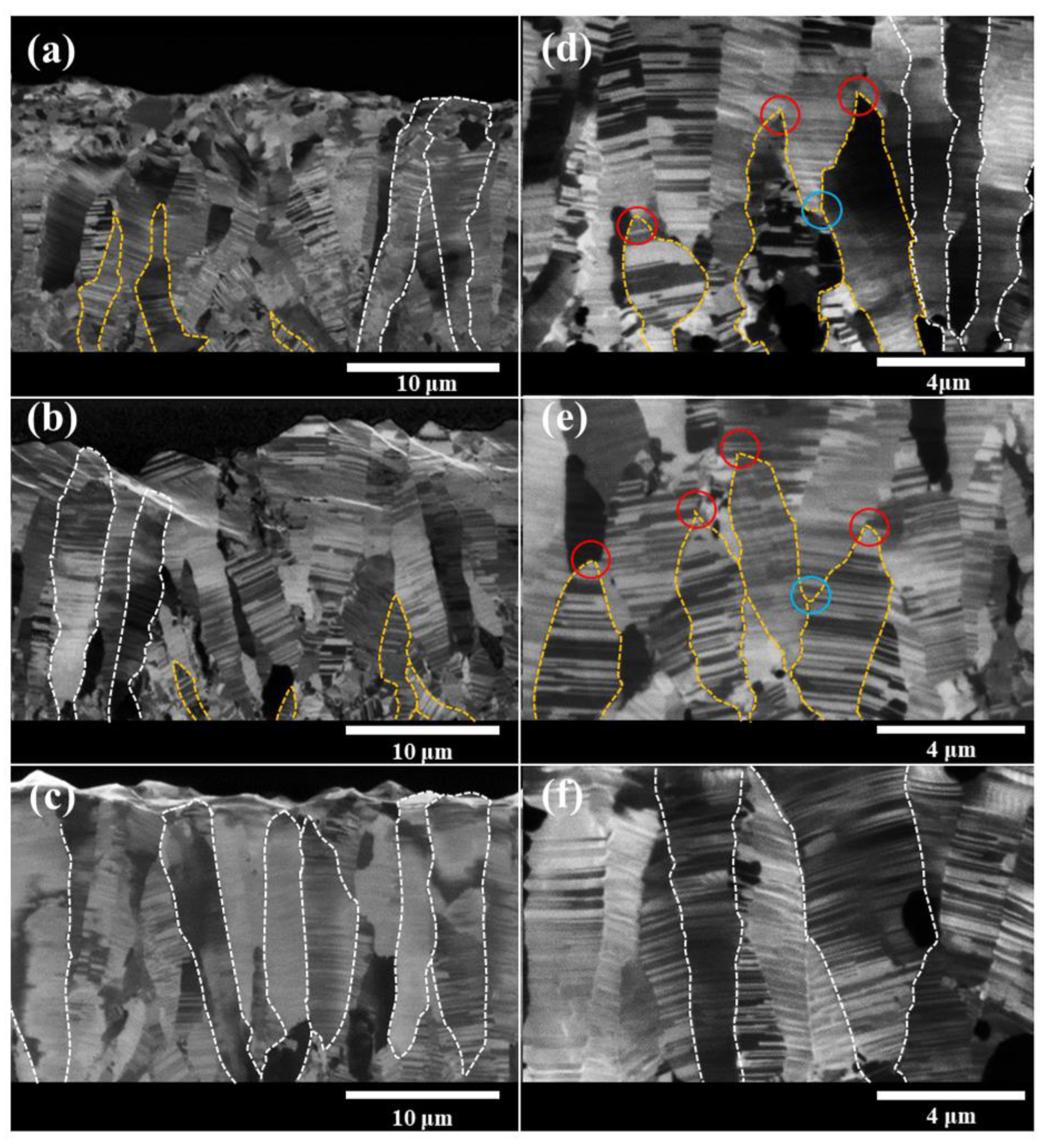
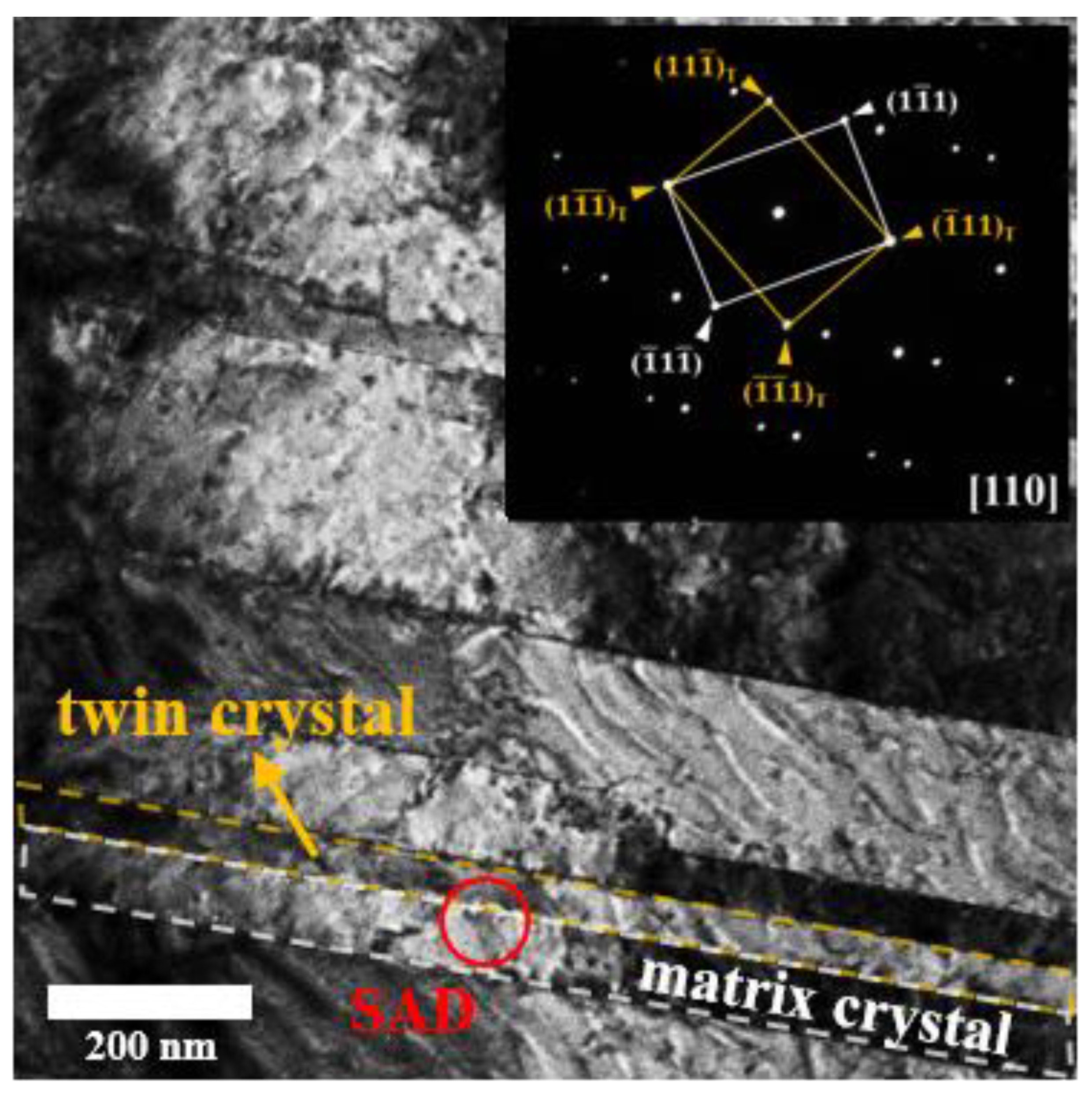
3.1. Microstructure of nt-Cu Films
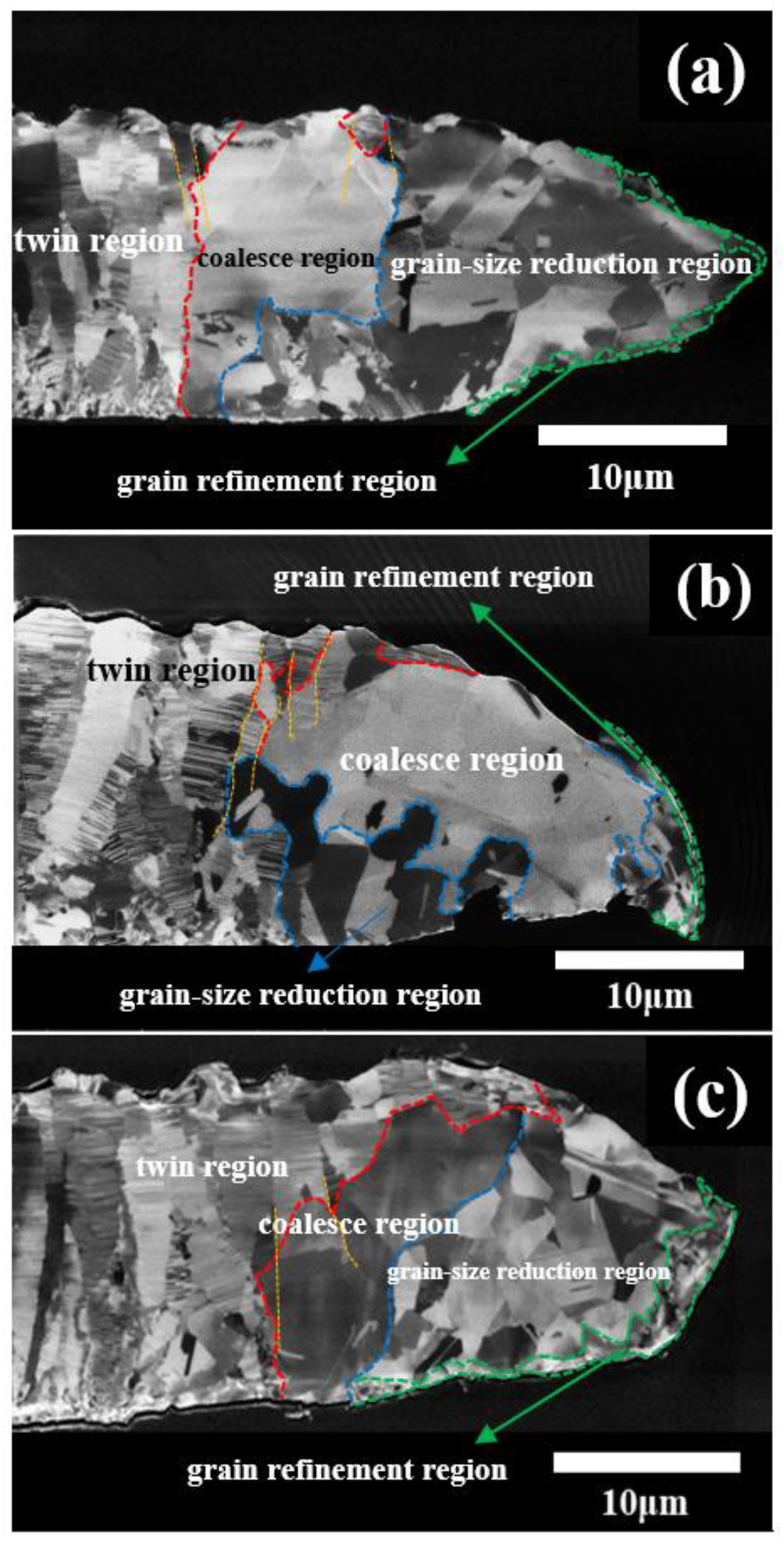
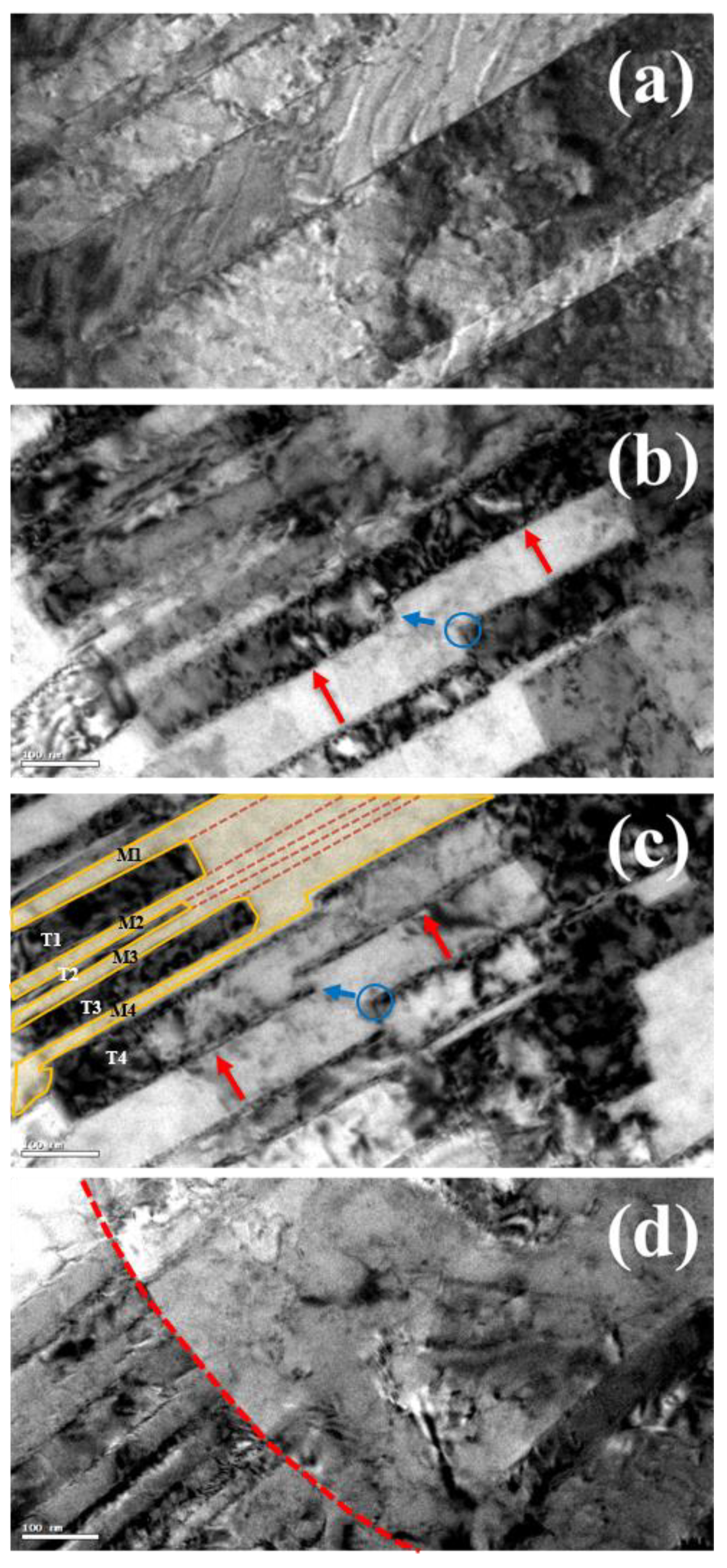
3.2. Microstructure Evolution of nt-Cu Films with Tensile Test
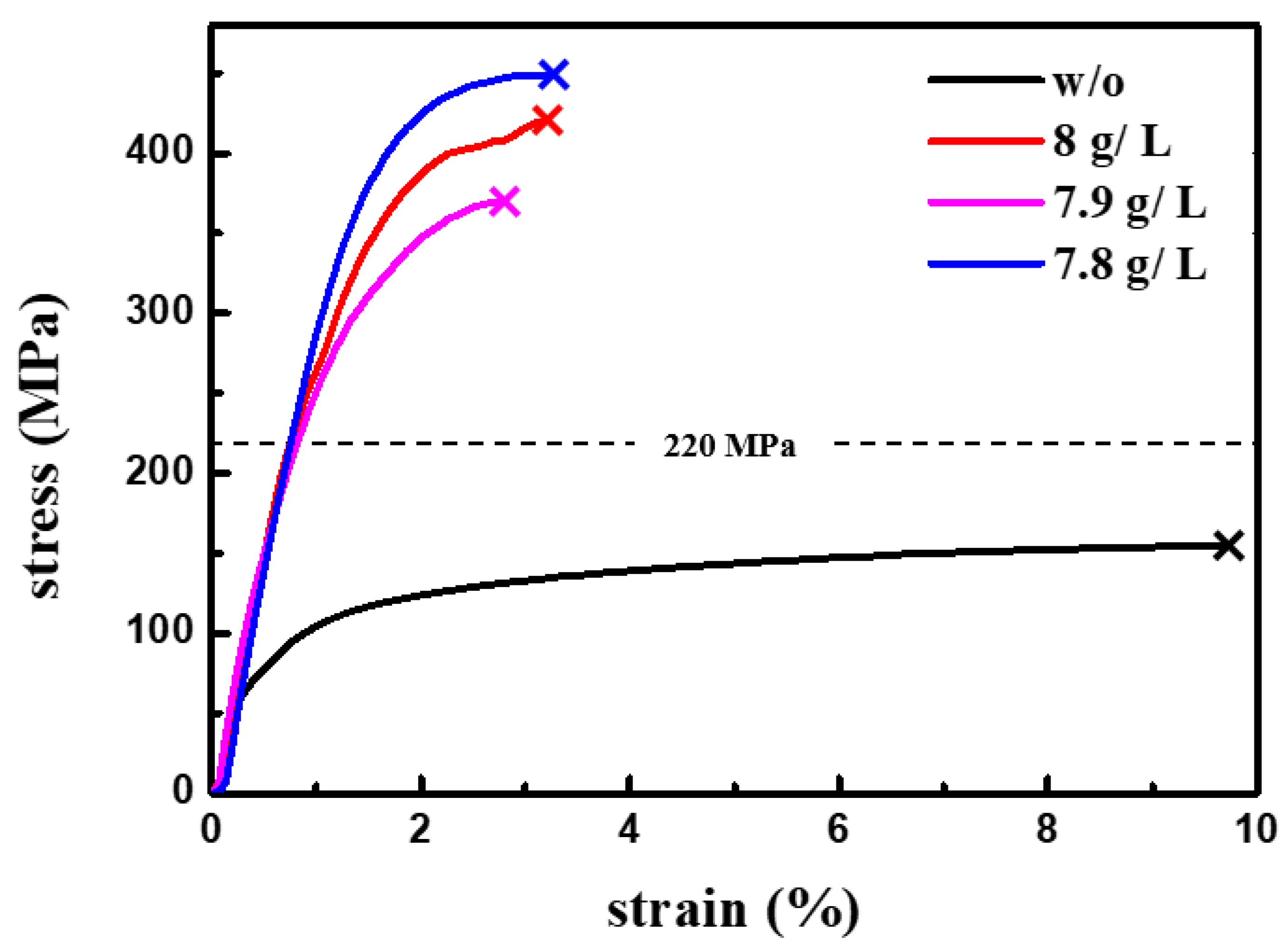
3.3. Tensile Tests of nt-Cu Films with Different Twin-Boundary Density
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Richter, N.A.; Zhang, Y.F.; Xie, D.Y.; Su, R.; Li, Q.; Xue, S.; Niu, T.; Wang, J.; Wang, H.; Zhang, X. Microstructural evolution of nanotwinned Al-Zr alloy with significant 9R phase. Mater. Res. Lett. 2021, 9, 91–98. [Google Scholar] [CrossRef]
- Cai, J.; Shekhar, S.; Wang, J.; Shankar, M.R. Nanotwinned microstructures from low stacking fault energy brass by high-rate severe plastic deformation. Scr. Mater. 2009, 60, 599–602. [Google Scholar] [CrossRef]
- Velasco, L.; Polyakov, M.N.; Hodge, A.M. Influence of stacking fault energy on twin spacing of Cu and Cu-Al alloys. Scr. Mater. 2014, 83, 33–36. [Google Scholar] [CrossRef]
- Youssef, K.; Sakaliyska, M.; Bahmanpour, H.; Scattergood, R.; Koch, C. Effect of stacking fault energy on mechanical behavior of bulk nanocrystalline Cu and Cu alloys. Acta Mater. 2011, 59, 5758–5764. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh strength and high electrical conductivity in copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [Green Version]
- Stukowski, A.; Albe, K.; Farkas, D. Nanotwinned fcc metals: Strengthening versus softening mechanisms. Phys. Rev. B 2010, 82, 224103. [Google Scholar] [CrossRef] [Green Version]
- Tucker, G.J.; Foiles, S.M. Quantifying the influence of twin boundaries on the deformation of nanocrystalline copper using atomistic simulations. Int. J. Plast. 2015, 65, 191–205. [Google Scholar] [CrossRef] [Green Version]
- Xu, D.; Sriram, V.; Ozolins, V.; Yang, J.-M.; Tu, K.; Stafford, G.R.; Beauchamp, C.; Zienert, I.; Geisler, H.; Hofmann, P.; et al. Nanotwin formation and its physical properties and effect on reliability of copper interconnects. Microelectron. Eng. 2008, 85, 2155–2158. [Google Scholar] [CrossRef]
- Jia, F.; Wei, K.X.; Wei, W.; Du, Q.B.; Alexandrov, I.V.; Hu, J. Effect of sodium dodecyl sulfate on mechanical properties and electrical conductivity of nanotwinned copper. J. Mater. Eng. Perform. 2020, 29, 897–904. [Google Scholar] [CrossRef]
- Pei, L.; Lu, C.; Zhao, X.; Zhang, L.; Cheng, K.; Michal, G.; Tieu, K. Brittle versus ductile behaviour of nanotwinned copper: A molecular dynamics study. Acta Mater. 2015, 89, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Hu, L.; Ruan, H.; Li, X.; Dao, M.; Gao, H.; Lu, J. Modeling grain size dependent optimal twin spacing for achieving ultimate high strength and related high ductility in nanotwinned metals. Acta Mater. 2011, 59, 5544–5557. [Google Scholar]
- Hsiao, H.Y.; Liu, C.M.; Lin, H.W.; Liu, T.C.; Lu, C.L.; Huang, Y.S.; Chen, C.; Tu, K.N. Unidirectional growth of microbumps on (111)-oriented and nanotwinned copper. Science 2012, 336, 1007–1010. [Google Scholar] [CrossRef] [Green Version]
- Tseng, I.H.; Lin, B.; Chang, C.C.; Chen, C. High electromigration resistance of nanotwinned cu used in redistribution layers of fan-out. In Proceedings of the 2020 15th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 21–23 October 2020; pp. 1–4. [Google Scholar]
- Tseng, I.H.; Li, Y.J.; Lin, B.; Chang, C.C.; Chen, C. High electromigration lifetimes of nanotwinned Cu redistribution lines. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 1328–1332. [Google Scholar]
- Baudin, T.; Etter, A.L.; Penelle, R. Annealing twin formation and recrystallization study of cold-drawn copper wires from EBSD measurements. Mater. Charact. 2007, 58, 947–952. [Google Scholar] [CrossRef]
- Field, D.P.; Eames, R.C.; Lillo, T.M. The role of shear stress in the formation of annealing twin boundaries in copper. Scr. Mater. 2006, 54, 983–986. [Google Scholar] [CrossRef]
- Kopezky, C.V.; Novikov, V.; Fionova, L.K.; Bolshakova, N.A. Investigation of annealing twins in fcc metals. Acta Metall. 1985, 33, 873–879. [Google Scholar] [CrossRef]
- Shan, Z.W.; Lu, L.; Minor, A.M.; Stach, E.A.; Mao, S.X. The effect of twin plane spacing on the deformation of copper containing a high density of growth twins. Jom 2008, 60, 71–74. [Google Scholar] [CrossRef]
- Huang, J.Y.; Wu, Y.K.; Ye, H.Q. Deformation structures in ball milled copper. Acta Mater. 1996, 44, 1211–1221. [Google Scholar] [CrossRef]
- Wang, J.Y.; Lin, Y.X.; Wu, C.Y.; Chiu, C.Y.; Lee, C.H.; Yeh, C.Y.; Huang, B.R.; Liu, C.Y. Effect of mixing glass frits on electrical property and microstructure of sintered Cu conductive thick film. J. Am. Ceram. Soc. 2021, 104, 1707–1715. [Google Scholar] [CrossRef]
- Li, S.; Zhu, Q.; Zheng, B.; Yuan, J.; Wang, X. Nano-scale twinned Cu with ultrahigh strength prepared by direct current electrodeposition. Mater. Sci. Eng. A 2019, 758, 1–6. [Google Scholar] [CrossRef]
- Liu, T.C.; Liu, C.M.; Hsiao, H.Y.; Lu, J.L.; Huang, Y.S.; Chen, C. Fabrication and characterization of (111)-oriented and nanotwinned Cu by DC electrodeposition. Cryst. Growth Des. 2012, 12, 5012–5016. [Google Scholar] [CrossRef]
- Singh, A.; Dao, M.; Lu, L.; Suresh, S. Deformation, structural changes and damage evolution in nanotwinned copper under repeated frictional contact sliding. Acta Mater. 2011, 59, 7311–7324. [Google Scholar] [CrossRef]
- Bufford, D.; Wang, H.; Zhang, X. Thermal stability of twins and strengthening mechanisms in differently oriented epitaxial nanotwinned Ag films. J. Mater. Res. 2013, 28, 1729. [Google Scholar] [CrossRef]
- Barmak, K.; Liu, X.; Darbal, A.; Nuhfer, N.T.; Choi, D.; Sun, T.; Warren, A.P.; Coffey, K.R.; Toney, M.F. On twin density and resistivity of nanometric Cu thin films. J. Appl. Phys. 2016, 120, 065106. [Google Scholar] [CrossRef] [Green Version]
- Marchenko, A.; Zhang, H. Effects of location of twin boundaries and grain size on plastic deformation of nanocrystalline copper. Metall. Mater. Trans. A 2012, 43, 3547–3555. [Google Scholar] [CrossRef]
- Ustinov, A.I.; Skorodzievski, V.S.; Fesiun, E.V. Damping capacity of nanotwinned copper. Acta Mater. 2008, 56, 3770–3776. [Google Scholar] [CrossRef]
- Chen, K.J.; Wu, J.A.; Chen, C. Effect of reverse currents during electroplating on the <111>-oriented and nanotwinned columnar grain growth of copper films. Cryst. Growth Des. 2020, 20, 3834–3841. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Hodge, A.; Furnish, T.; Shute, C.; Liao, Y.; Huang, X.; Hong, C.; Zhu, Y.; Barbee, T.B., Jr.; Weertman, J. Twin stability in highly nanotwinned Cu under compression, torsion and tension. Scr. Mater. 2012, 66, 872–877. [Google Scholar] [CrossRef] [Green Version]
- You, Z.S.; Lu, L.; Lu, K. Tensile behavior of columnar grained Cu with preferentially oriented nanoscale twins. Acta Mater. 2011, 9, 6927–6937. [Google Scholar] [CrossRef]
- Liu, Y.; Li, N.; Bufford, D.; Lee, J.H.; Wang, J.; Wang, H.; Zhang, X. In situ nanoindentation studies on detwinning and work hardening in nanotwinned monolithic metals. Jom 2016, 68, 127–135. [Google Scholar] [CrossRef]
- Choi, I.C.; Kim, Y.J.; Wang, Y.M.; Ramamurty, U.; Jang, J.I. Nanoindentation behavior of nanotwinned Cu: Influence of indenter angle on hardness, strain rate sensitivity and activation volume. Acta Mater. 2013, 61, 7313–7323. [Google Scholar] [CrossRef]
- Sun, F.-L.; Liu, Z.-Q.; Li, C.-F.; Zhu, Q.-S.; Zhang, H.; Suganuma, K. Bottom-up electrodeposition of large-scale nanotwinned copper within 3D through silicon via. Materials 2018, 11, 319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeng, Z.; Li, X.; Lu, L.; Zhu, T. Fracture in a thin film of nanotwinned copper. Acta Mater. 2015, 98, 313–317. [Google Scholar] [CrossRef] [Green Version]
- Lu, L.; Zhu, T.; Shen, Y.; Dao, M.; Lu, K.; Suresh, S. Stress relaxation and the structure size-dependence of plastic deformation in nanotwinned copper. Acta Mater. 2009, 57, 5165–5173. [Google Scholar] [CrossRef]
- Tschopp, M.A.; McDowell, D.L. Structures and energies of Σ3 asymmetric tilt grain boundaries in copper and aluminium. Philos. Mag. 2007, 87, 3147–3173. [Google Scholar] [CrossRef]
- Jeon, J.B.; Dehm, G. Formation of dislocation networks in a coherent Cu Σ3 (1 1 1) twin boundary. Scr. Mater. 2015, 102, 71–74. [Google Scholar] [CrossRef]
- Wolf, U.; Ernst, F.; Muschik, T.; Finnis, M.W.; Fischmeister, H.F. The influence of grain boundary inclination on the structure and energy of σ= 3 grain boundaries in copper. Philos. Mag. A 1992, 66, 991–1016. [Google Scholar] [CrossRef]
- Wang, J.; Li, N.; Anderoglu, O.; Zhang, X.; Misra, A.; Huang, J.Y.; Hirth, J.P. Detwinning mechanisms for growth twins in face-centered cubic metals. Acta Mater. 2010, 58, 2262–2270. [Google Scholar] [CrossRef]
- Shute, C.J.; Myers, B.D.; Xie, S.; Li, S.Y.; Barbee, T.W., Jr.; Hodge, A.M.; Weertman, J.R. Detwinning, damage and crack initiation during cyclic loading of Cu samples containing aligned nanotwins. Acta Mater. 2011, 59, 4569–4577. [Google Scholar] [CrossRef]
- Zhu, T.; Gao, H. Plastic deformation mechanism in nanotwinned metals: An insight from molecular dynamics and mechanistic modeling. Scr. Mater. 2012, 66, 843–848. [Google Scholar] [CrossRef]
- An, X.; Ni, S.; Song, M.; Liao, X. Deformation twinning and detwinning in face-centered cubic metallic materials. Adv. Eng. Mater. 2020, 22, 1900479. [Google Scholar] [CrossRef]
- Wang, Y.B.; Sui, M.L.; Ma, E. In situ observation of twin boundary migration in copper with nanoscale twins during tensile deformation. Philos. Mag. Lett. 2007, 87, 935–942. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration of Gelation | 8 g/L | 7.9 g/L | 7.8 g/L |
|---|---|---|---|
| Twin Spacing (nm) | 117.7 | 131.4 | 133.7 |
| TB Density (1/μm) | 4.3 | 2.5 | 4.8 |
| Type | Slip System |
|---|---|
| Type I | |
| Type 2 | |
| Type 3 | |
| Concentration of Gelatin | 8 g/L | 7.9 g/L | 7.8 g/L |
|---|---|---|---|
| Young’s Modulus (MPa) | 315.4 ± 15 | 308.6 ± 9 | 318.9 ± 16 |
| Yield Strength (MPa) | 274.3 ± 13 | 256.5 ± 7 | 347.9 ± 17 |
| Fracture Strength (MPa) | 420 ± 20 | 369 ± 10 | 449 ± 23 |
| Elongation to Failure (%) | 3.1 ± 0.1 | 2.7 ± 0.1 | 3.2 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, C.-H.; Lin, E.-J.; Wang, J.-Y.; Lin, Y.-X.; Wu, C.-Y.; Chiu, C.-Y.; Yeh, C.-Y.; Huang, B.-R.; Fu, K.-L.; Liu, C.-Y. Effect of De-Twinning on Tensile Strength of Nano-Twinned Cu Films. Nanomaterials 2021, 11, 1630. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11071630
Lee C-H, Lin E-J, Wang J-Y, Lin Y-X, Wu C-Y, Chiu C-Y, Yeh C-Y, Huang B-R, Fu K-L, Liu C-Y. Effect of De-Twinning on Tensile Strength of Nano-Twinned Cu Films. Nanomaterials. 2021; 11(7):1630. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11071630
Chicago/Turabian StyleLee, Chia-Hung, Erh-Ju Lin, Jyun-Yang Wang, Yi-Xuan Lin, Chen-Yu Wu, Chung-Yu Chiu, Ching-Yu Yeh, Bo-Rong Huang, Kuan-Lin Fu, and Cheng-Yi Liu. 2021. "Effect of De-Twinning on Tensile Strength of Nano-Twinned Cu Films" Nanomaterials 11, no. 7: 1630. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11071630