
Semiconductor Chip Electrical Interconnection and Bonding by Nano-Locking with Ultra-Fine Bond-Line Thickness

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
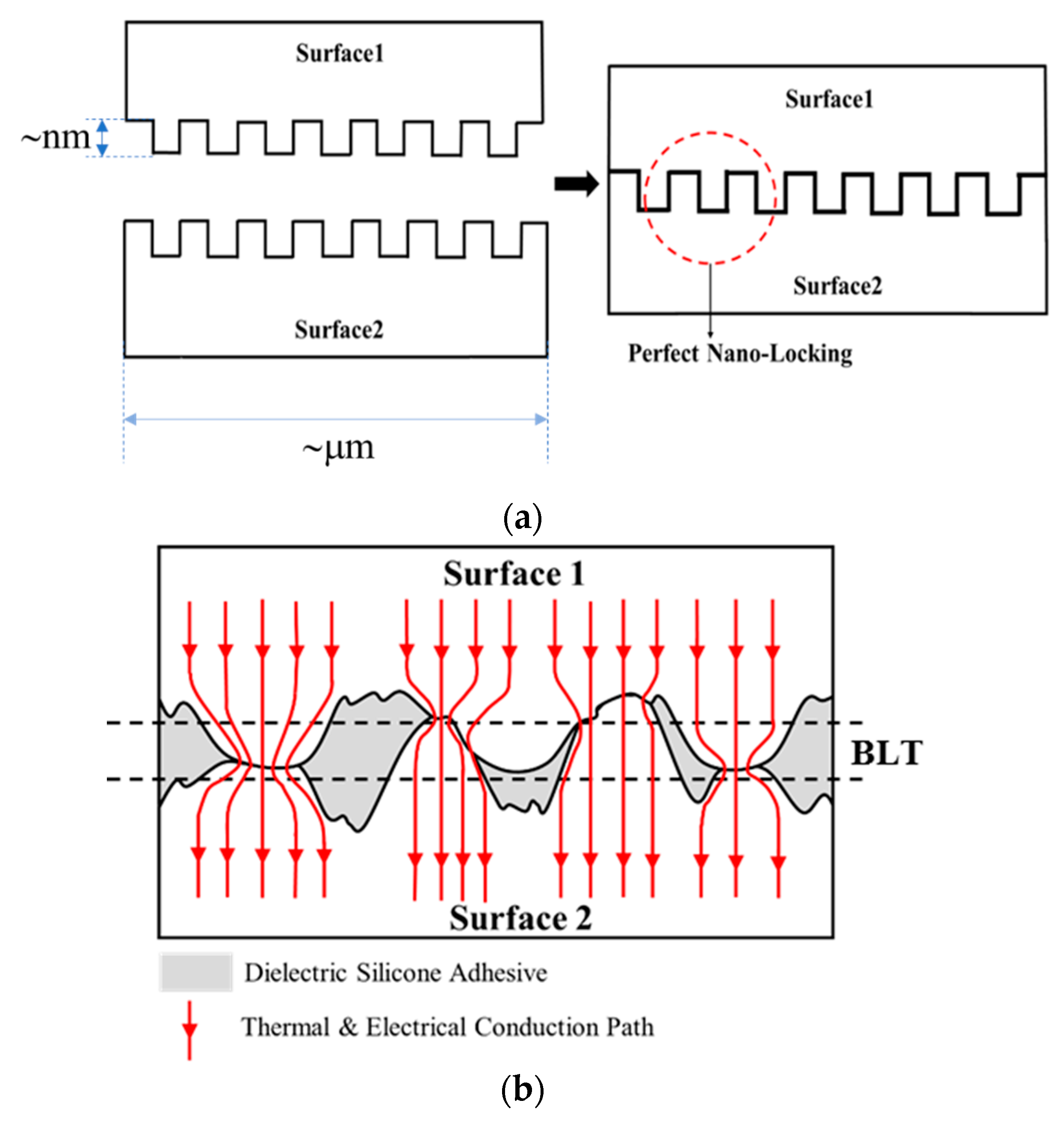
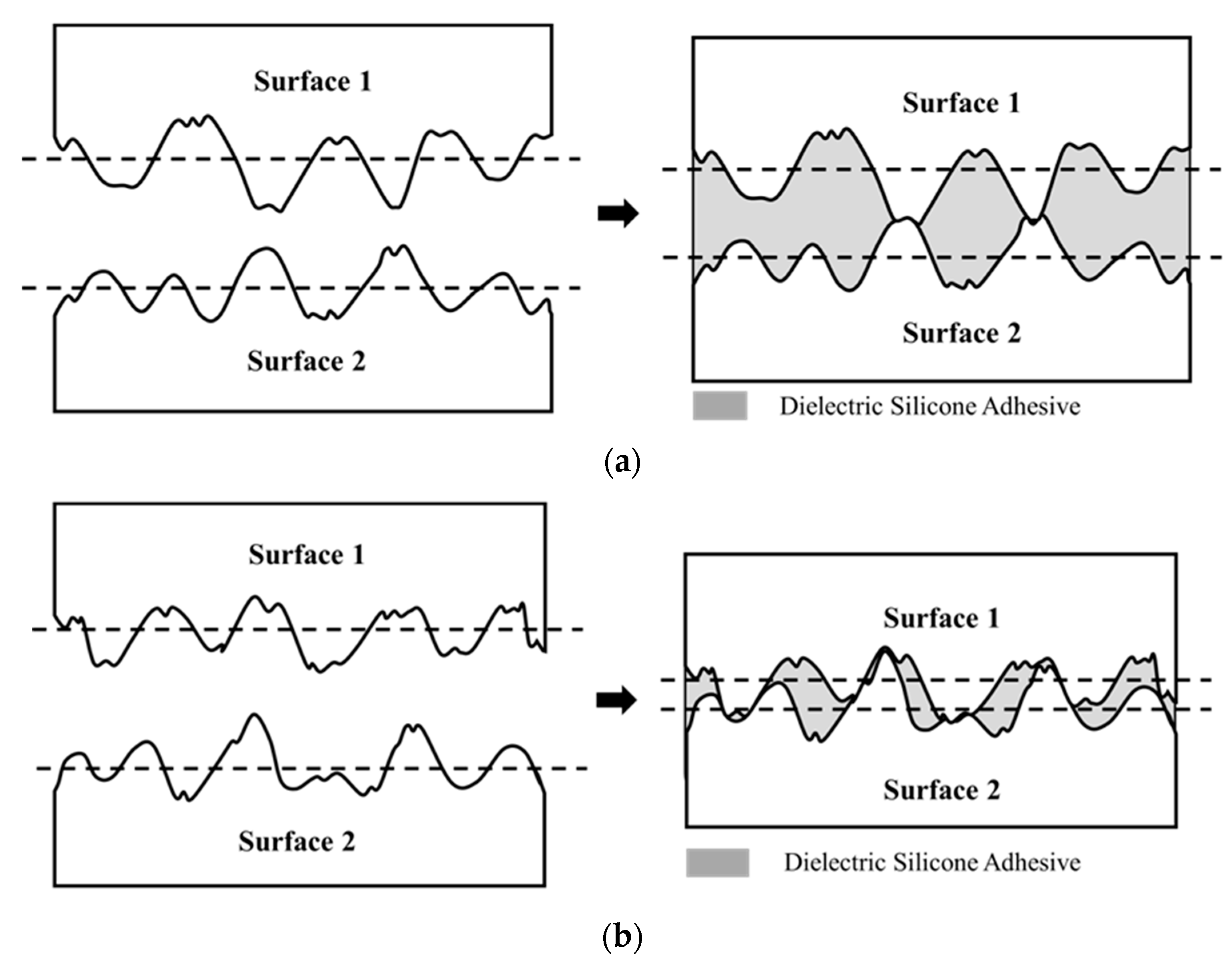
2.1. Nano-Locking (NL) Electrical Interconnection Method
2.2. Fabrication of Packaged Devices
2.3. Devices Performance Evaluation
3. Results and Discussion
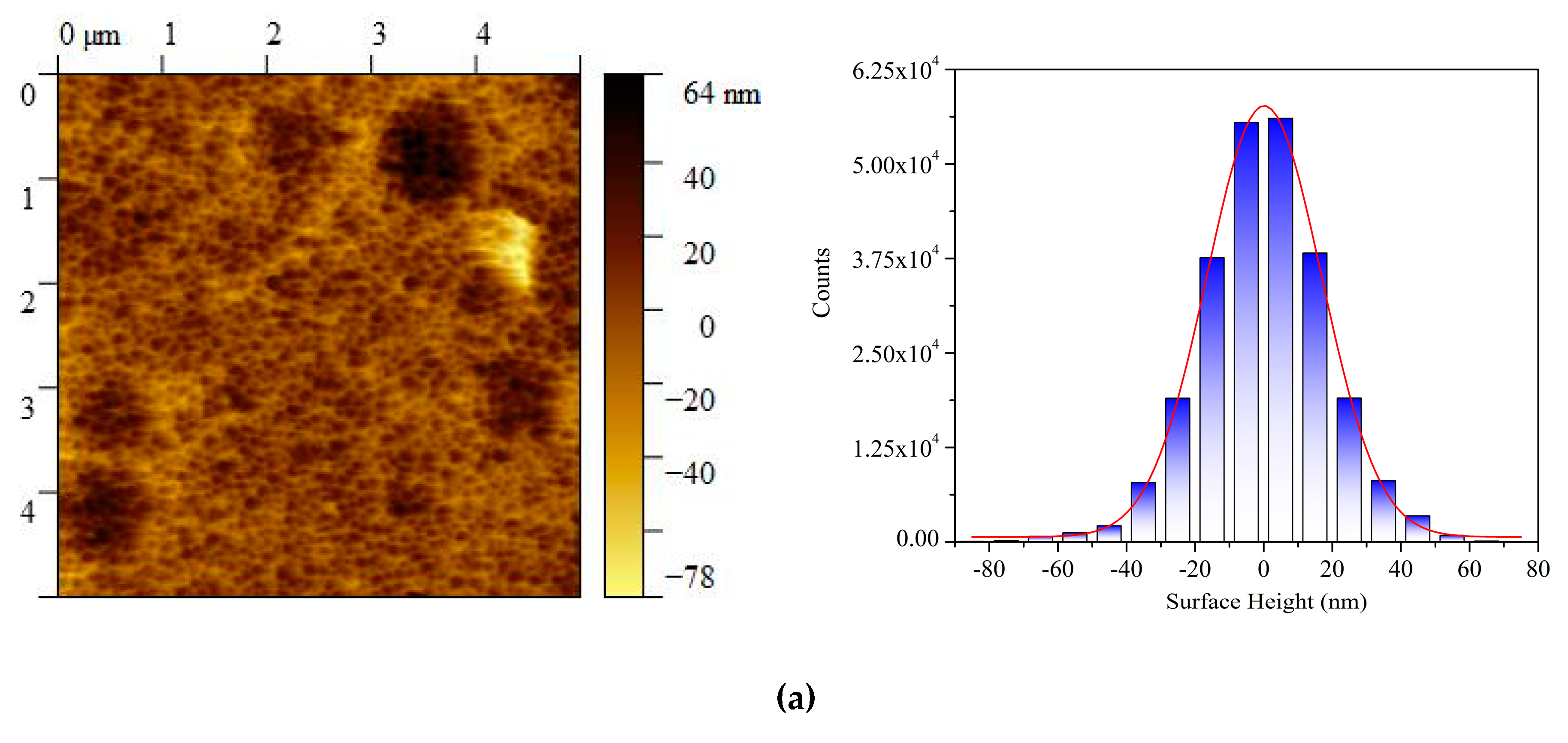
3.1. Pad Surface Morphology
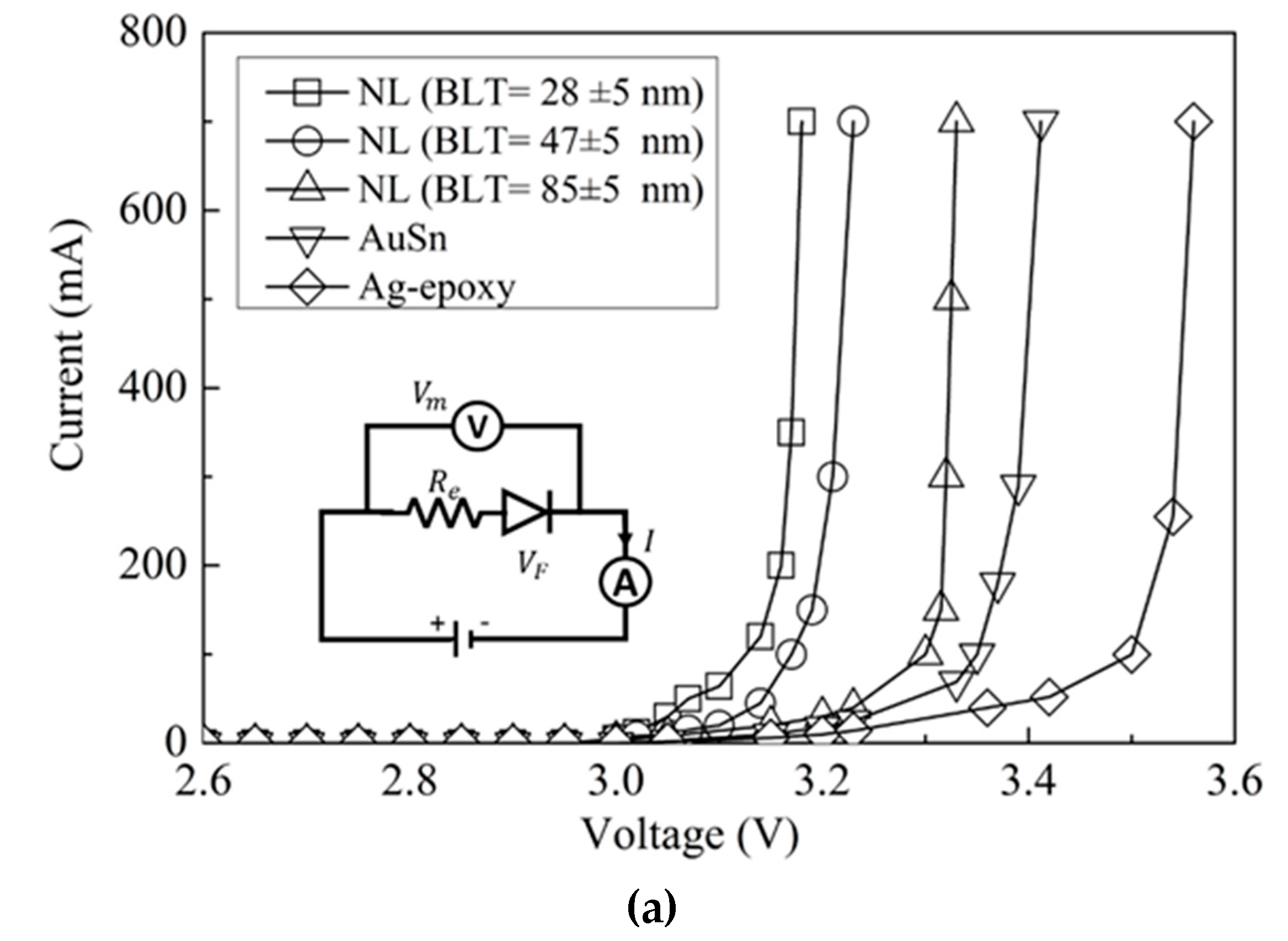
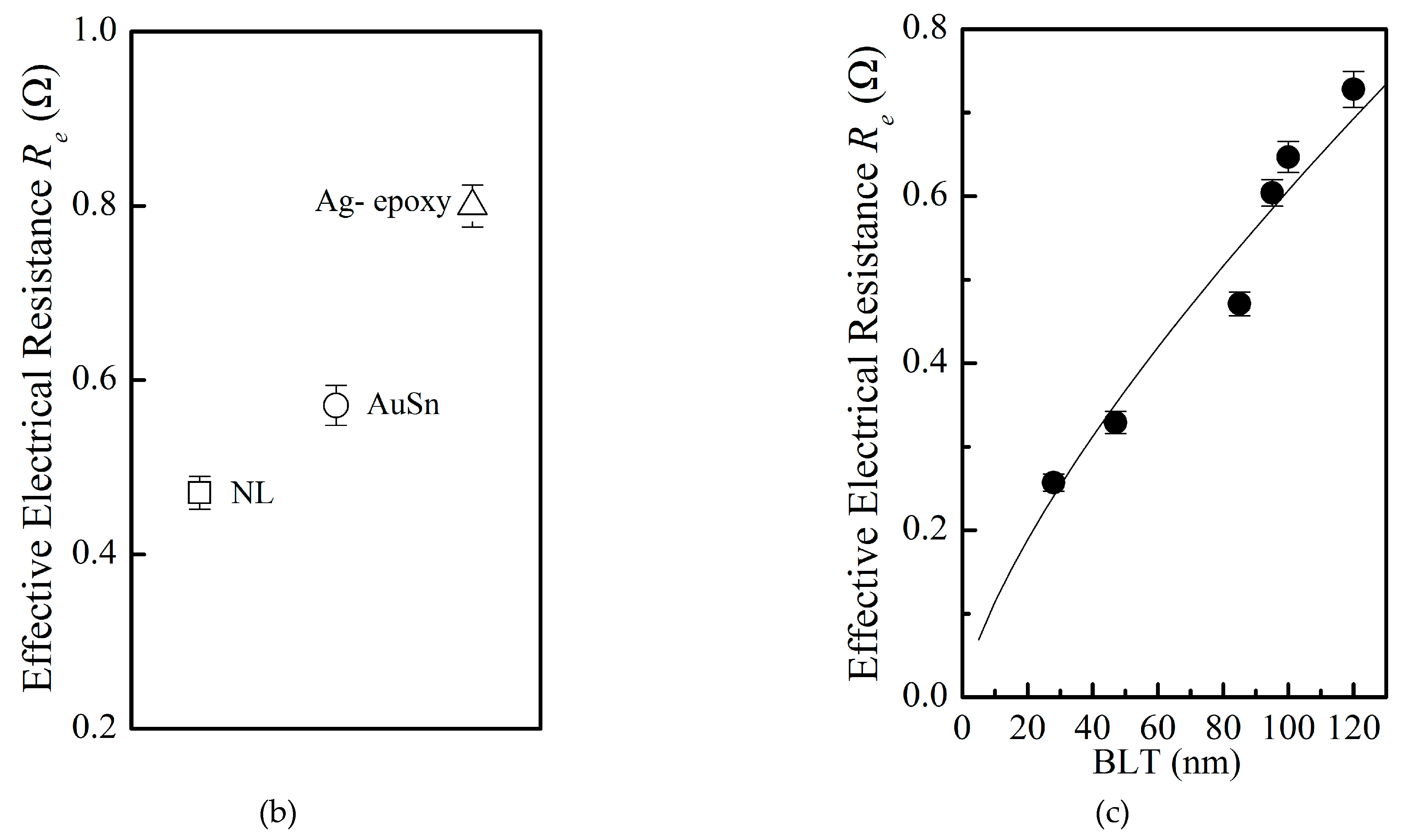
3.2. Devices Performance: Electrical
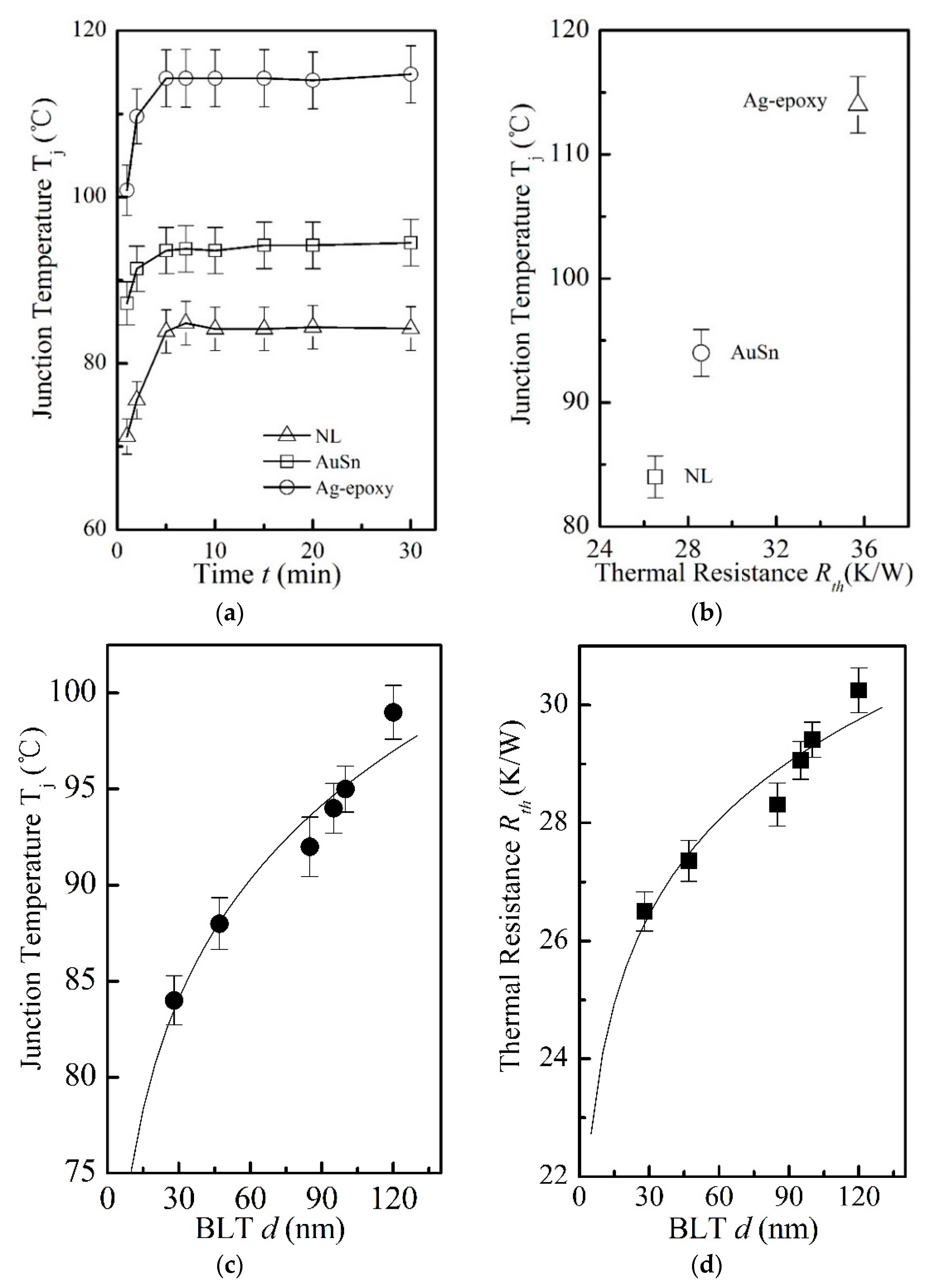
3.3. Device Performance: Thermal
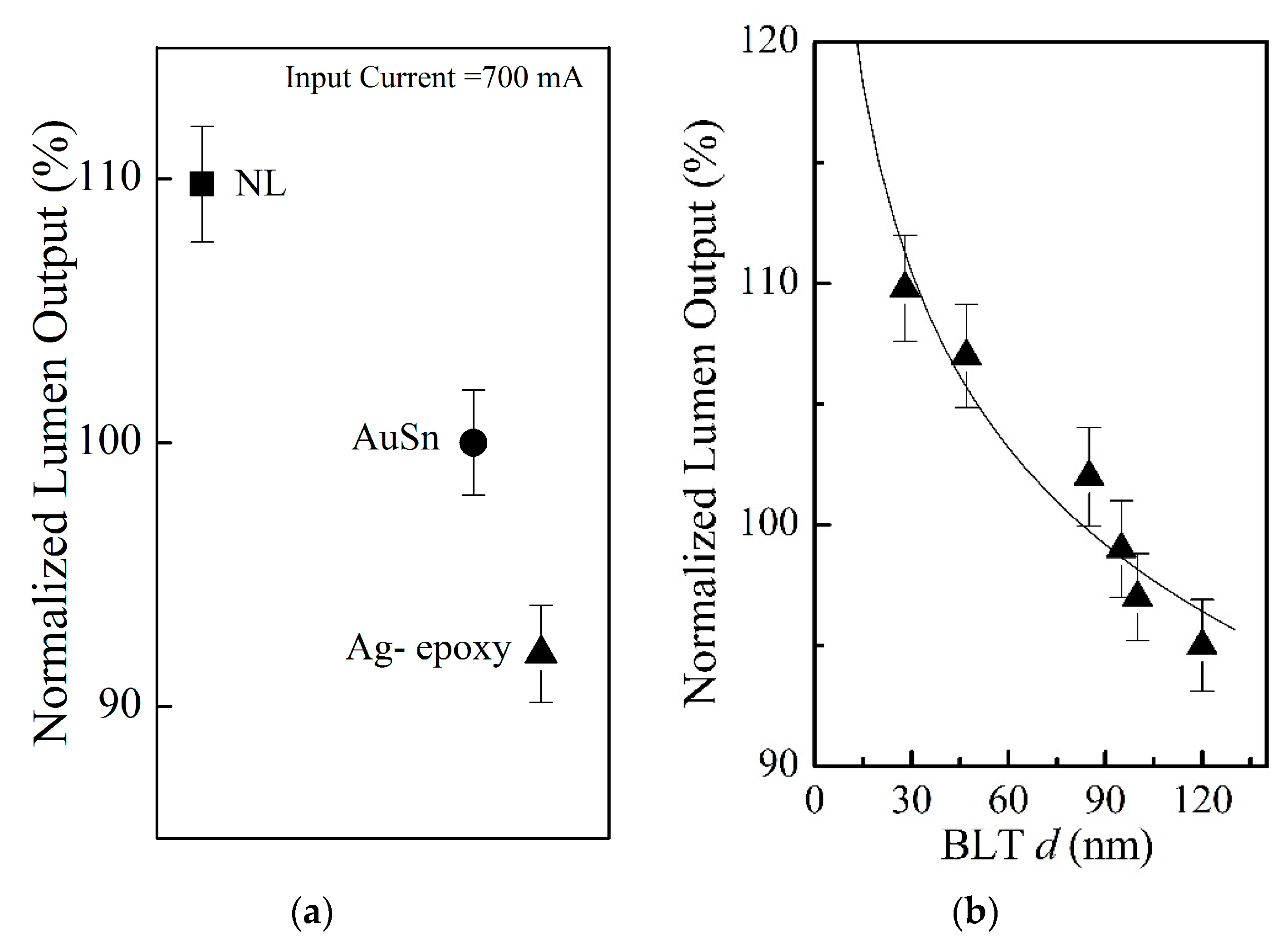
3.4. Device Performance: Optical
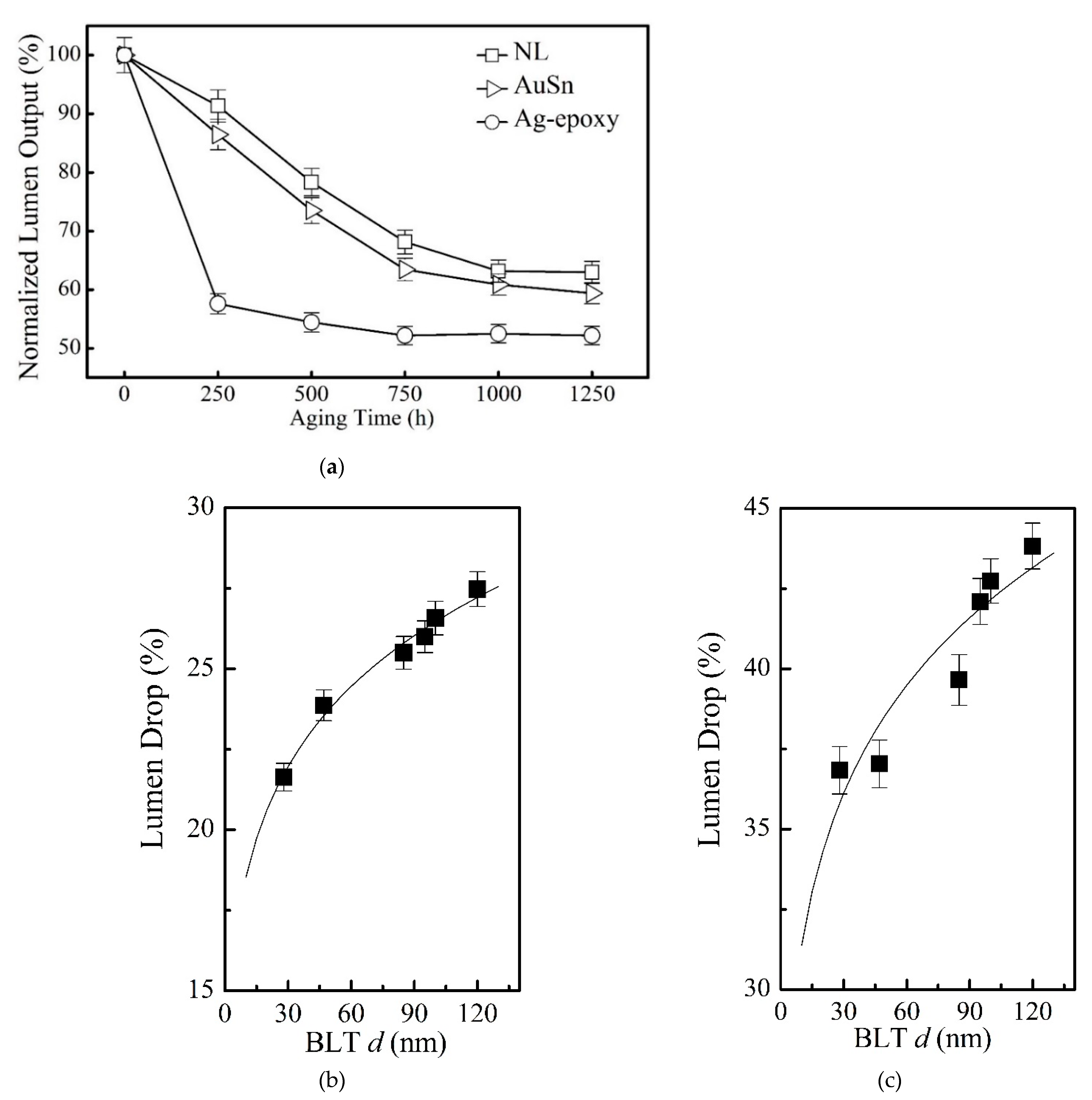
3.5. Device Performance: Reliability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- More Moore, Int’l Roadmap for Devices and Systems, IEEE 2020 Update. Available online: https://0-irds-ieee-org.brum.beds.ac.uk/editions/2020 (accessed on 19 November 2020).
- Heterogeneous Integration Roadmap, IEEE 2019 Ed. Available online: https://0-eps-ieee-org.brum.beds.ac.uk/technology/heterogeneous-integration-roadmap/2019-edition.html (accessed on 23 July 2019).
- Lau, J.H. Recent advances and trends in advanced packaging. Chip Scale Rev. 2017, 21, 46–54. [Google Scholar]
- Shigetou, A.; Itoh, T.; Matsuo, M.; Hayasaka, N.; Okumura, K.; Suga, T. Bumpless interconnect through ultrafine Cu electrodes by means of surface-activated bonding (SAB) method. IEEE Trans. Adv. Pack. 2006, 29, 218–226. [Google Scholar] [CrossRef]
- Mallik, D.; Mahajan, R.; Raravikar, N.; Radhakrishnan, K.; Aygun, K.; Sankman, B. Flip-Chip packaging for nanoscale silicon logic devices: Challenges and opportunities. In Nanopackaging, 2nd ed.; Morris, J.E., Ed.; Springer: Cham, Switzerland, 2018; pp. 921–954. [Google Scholar]
- Li, Y.; Lu, D.; Wong, C.P. Future trend of conductive adhesive technology. In Electrically Conductive Adhesives with Nanotechnologies; Springer: New York, NY, USA, 2010; pp. 425–431. [Google Scholar]
- Stagon, S.P.; Huang, H. Airtight metallic sealing at room temperature under small mechanical pressure. Sci. Rep. 2013, 3, 3066. [Google Scholar] [CrossRef] [PubMed]
- Int’l Technology Roadmap for Semiconductors, IEEE 2015 Edition. Available online: http://www.itrs2.net/itrs-reports.html (accessed on 5 June 2015).
- Stagon, S.; Knapp, A.; Elliott, P.; Huang, H. Metallic glue for ambient environments making strides. Adv. Mater. Process. 2016, 174, 22–25. [Google Scholar]
- Baytekin-Gerngross, M.; Gerngross, M.D.; Carstensen, J.; Adelung, R. Making metal surfaces strong, resistant, and multifunctional by nanoscale-sculpturing. Nanoscale Horiz. 2016, 1, 467–472. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, F.; Mao, P.; He, H. Dispensing of high concentration Ag nano-particles ink for ultra-low resistivity paper-based writing electronics. Sci. Rep. 2016, 6, 21398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lang, X.; Hirata, A.; Fujita, T.; Chen, M. Nanoporous metal/oxide hybrid electrodes for electrochemical supercapacitors. Nat. Nanotechnol. 2011, 6, 232. [Google Scholar] [CrossRef]
- Lu, D.; Wong, C.P. Electrically Conductive Adhesives (ECAs) in Materials for Advanced Packaging, 2nd ed.; Lu, D., Wong, C.P., Eds.; Springer: Gewerbestrasse, Switzerland, 2017; pp. 421–427. [Google Scholar]
- Yap, C.C.; Brun, C.; Tan, D.; Li, H.; Teo, E.H.; Baillargeat, D.; Tay, B.K. Carbon nanotube bumps for the flip-chip packaging system. Nanoscale Res. Lett. 2012, 7, 105. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Suganuma, K.; Jiu, J. Advanced Bonding Technology Based on Nano- and Micro-metal Pastes. In Materials for Advanced Packaging, 2nd ed.; Lu, D., Wong, C.P., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 594–599. [Google Scholar]
- Mikrajuddin, A.; Shi, F.G.; Kim, H.K.; Okuyama, K. Size-dependent electrical constriction resistance for contacts of arbitrary size: From Sharvin to Holm limits. Mater. Sci. Semicond. Process. 1999, 2, 321–327. [Google Scholar] [CrossRef]
- Shahil, K.M.; Balandin, A.A. Graphene–multilayer graphene nanocomposites as highly efficient thermal interface materials. Nano Lett. 2012, 12, 861–867. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Wong, C.P. Recent advances of conductive adhesives as a lead-free alternative in electronic packaging: Materials, processing, reliability and applications. Mater. Sci. Eng. Rep. 2006, 51, 1–35. [Google Scholar] [CrossRef]
- You, J.P.; Lin, Y.H.; Tran, N.T.; Shi, F.G. Phosphor concentration effects on optothermal characteristics of phosphor converted white light-emitting diodes. J. Electron. Packag. 2010, 132, 03101. [Google Scholar] [CrossRef]
- Shi, F.G.; Abdullah, M.; Chungpaiboonpatana, S.; Okuyama, K.; Davidson, C.; Adams, J.M. Electrical conduction of anisotropic conductive adhesives: Effect of size distribution of conducting filler particles. Mater. Sci. Semicond. Process. 1999, 2, 263–269. [Google Scholar] [CrossRef]
- Lüpke, F.; Eschbach, M.; Heider, T.; Lanius, M.; Schüffelgen, P.; Rosenbach, D.; Von Den Driesch, N.; Cherepanov, V.; Mussler, G.; Plucinski, L.; et al. Electrical resistance of individual defects at a topological insulator surface. Nat. Commun. 2017, 8, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mikrajuddin, A.; Shi, F.G.; Chungpaiboonpatana, S.; Okuyama, K.; Davidson, C.; Adams, J.M. Onset of electrical conduction in isotropic conductive adhesives: A general theory. Mater. Sci. Semicond. Process. 1999, 2, 309–319. [Google Scholar] [CrossRef]
- Tian, X.; Itkis, M.E.; Bekyarova, E.B.; Haddon, R.C. Anisotropic thermal and electrical properties of thin thermal interface layers of graphite nanoplatelet-based composites. Sci. Rep. 2013, 3, 1–6. [Google Scholar] [CrossRef] [Green Version]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Shih, Y.-C.; Sheikhi, R.; You, J.-P.; Shi, F.G. Semiconductor Chip Electrical Interconnection and Bonding by Nano-Locking with Ultra-Fine Bond-Line Thickness. Nanomaterials 2021, 11, 1901. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11081901
Guo J, Shih Y-C, Sheikhi R, You J-P, Shi FG. Semiconductor Chip Electrical Interconnection and Bonding by Nano-Locking with Ultra-Fine Bond-Line Thickness. Nanomaterials. 2021; 11(8):1901. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11081901
Chicago/Turabian StyleGuo, Jielin, Yu-Chou Shih, Roozbeh Sheikhi, Jiun-Pyng You, and Frank G. Shi. 2021. "Semiconductor Chip Electrical Interconnection and Bonding by Nano-Locking with Ultra-Fine Bond-Line Thickness" Nanomaterials 11, no. 8: 1901. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11081901