
Modeling of Advanced Silicon Nanomaterial Synthesis Approach: From Reactive Thermal Plasma Jet to Nanosized Particles

 , , , and
, , , and
Abstract
:1. Introduction
2. Nanoparticles Synthesis
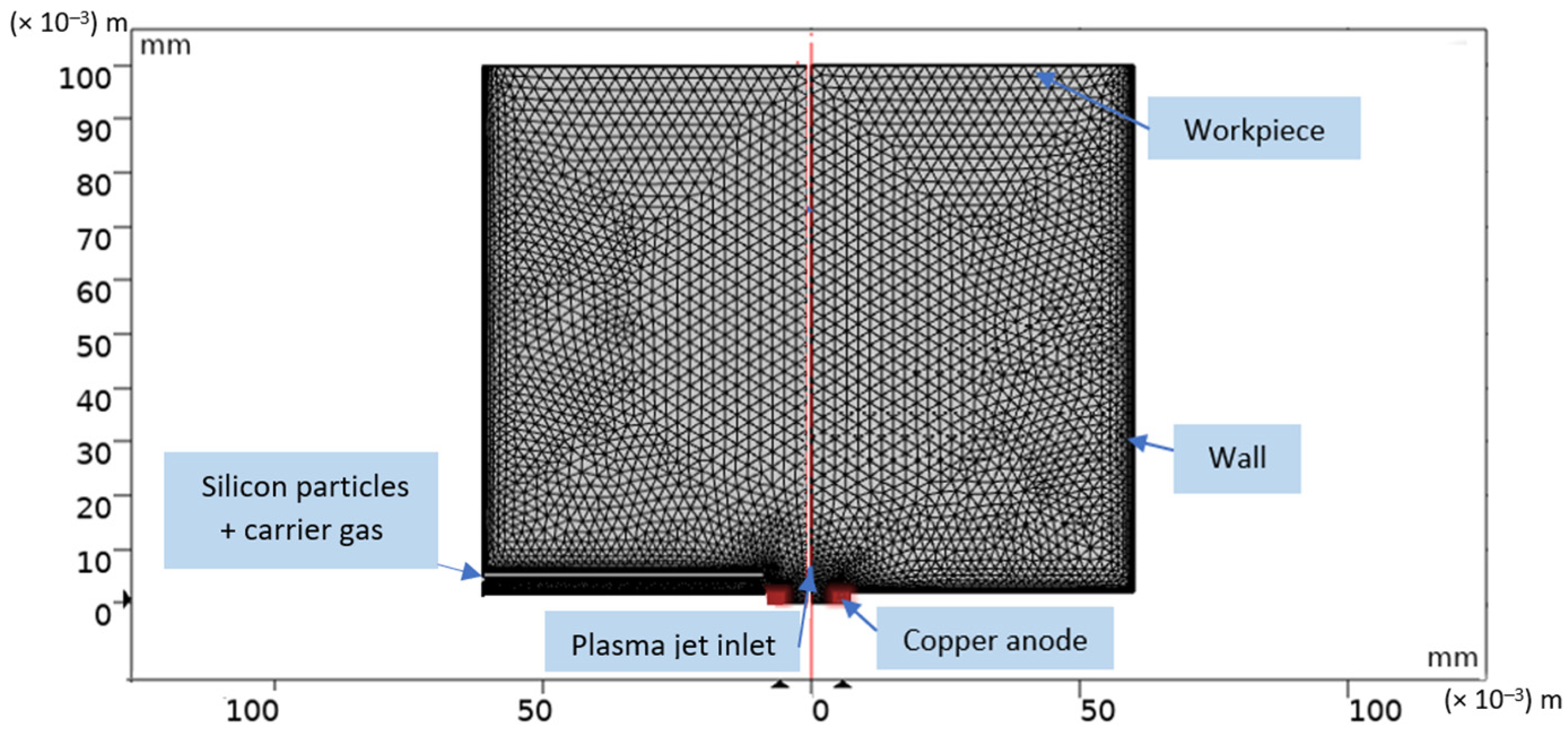
3. Modeling Approach
3.1. Plasma Jet Model
3.2. Nanopowder Transport Model
4. Numerical Results
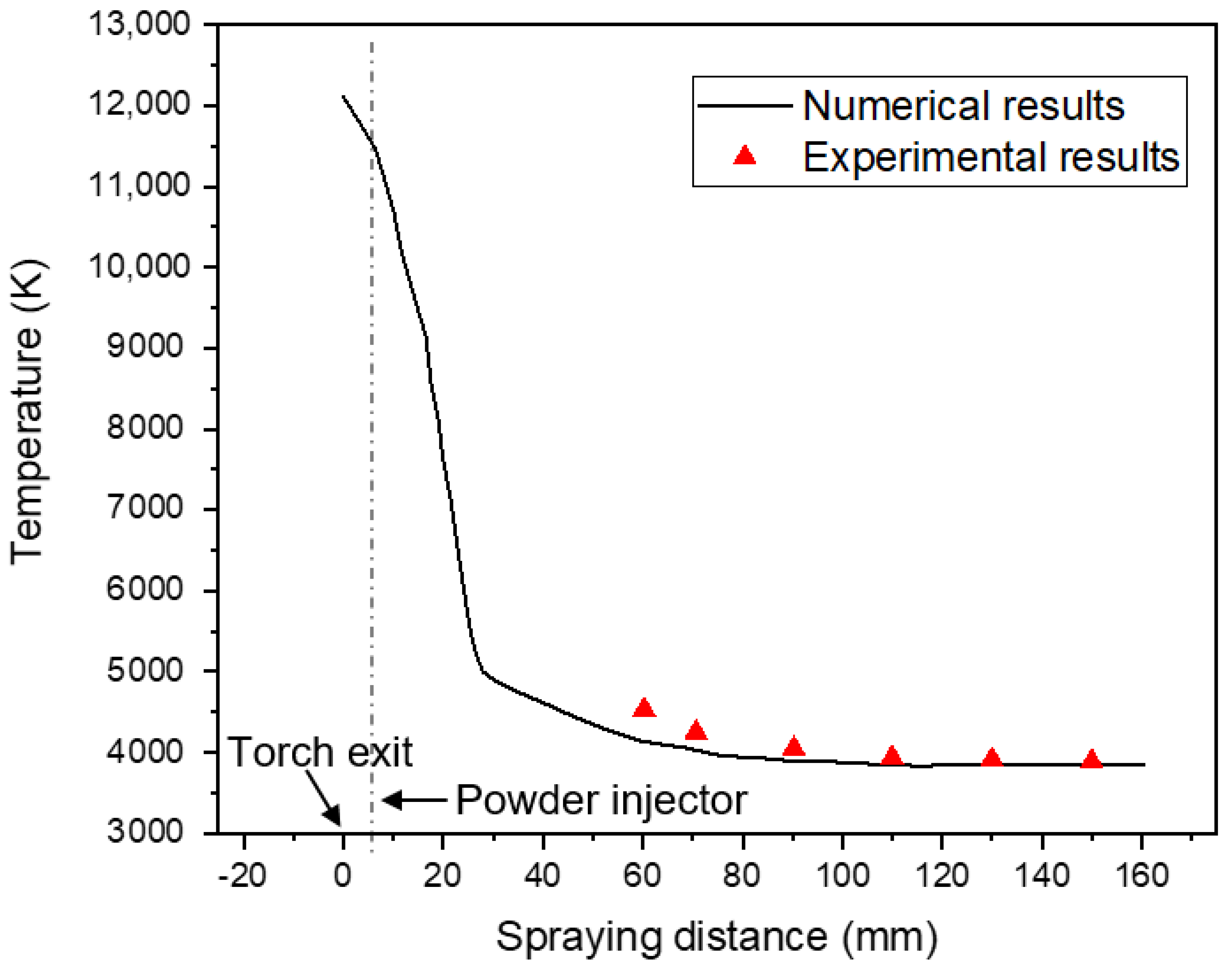
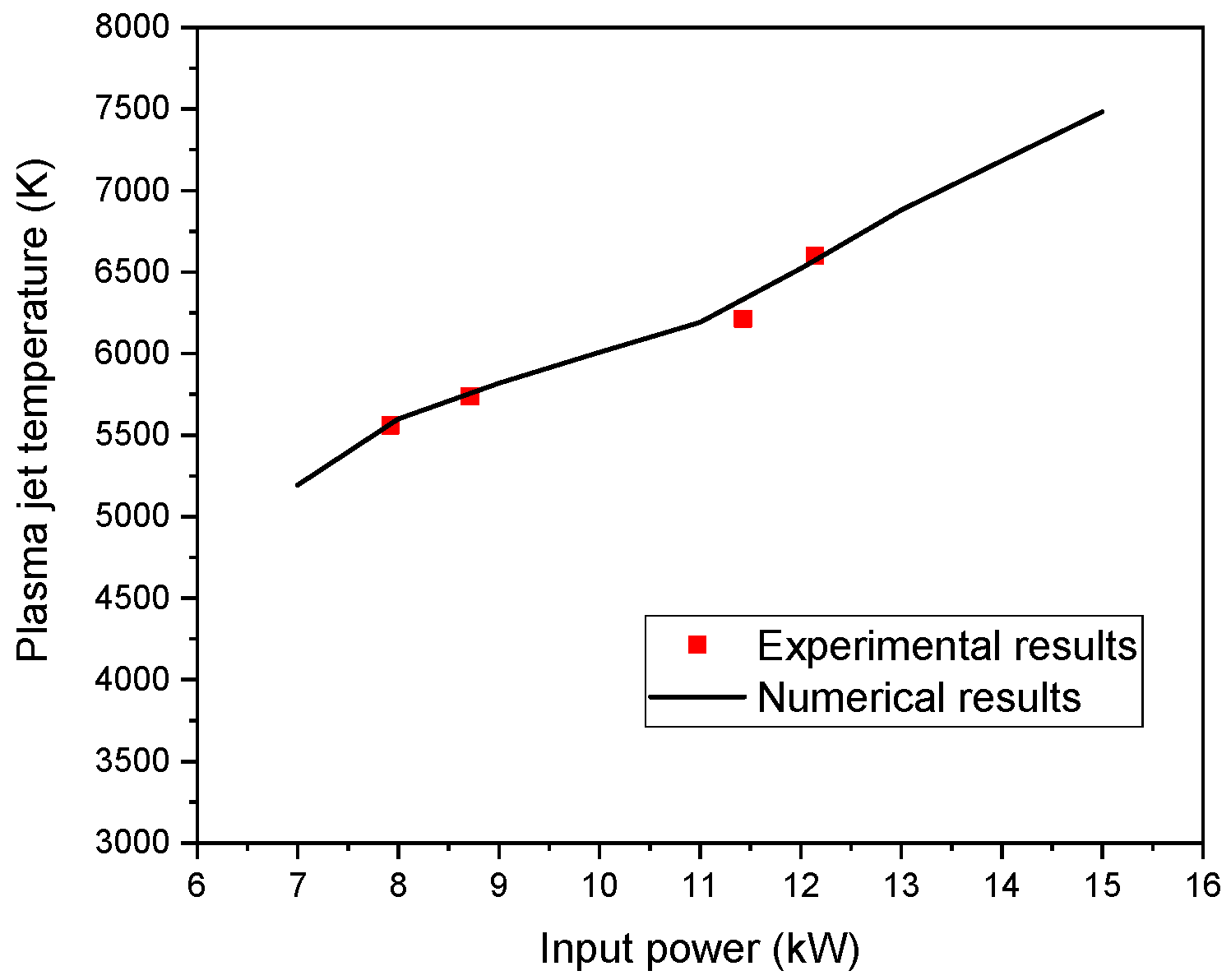
4.1. Validation
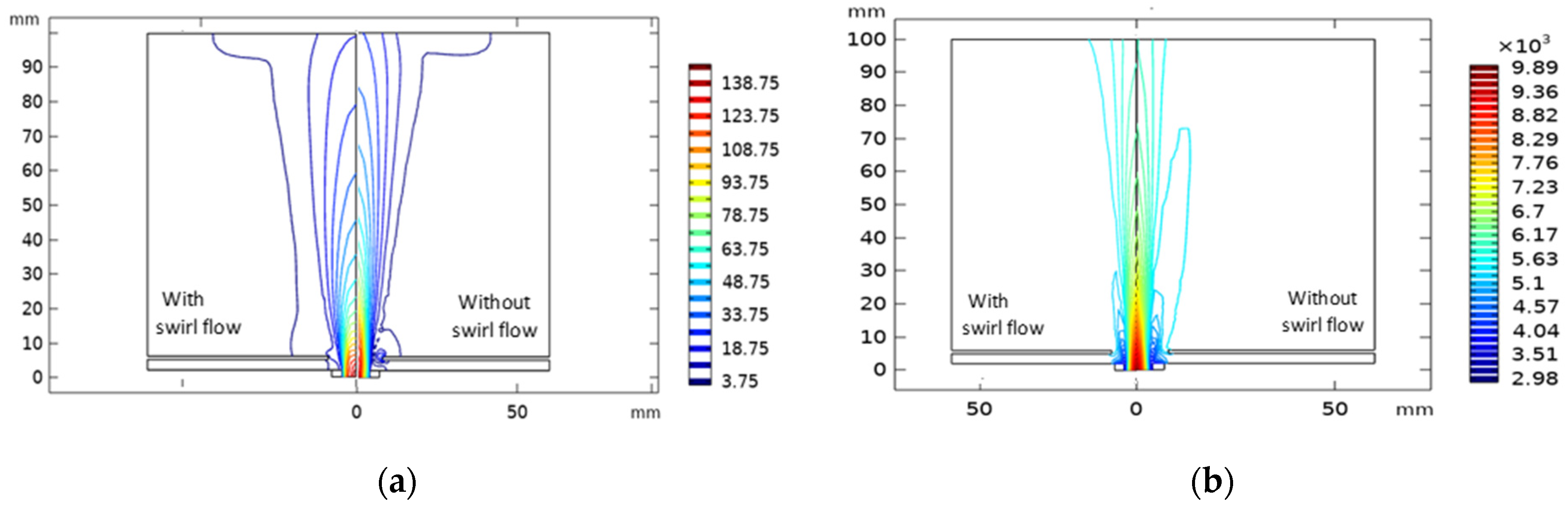
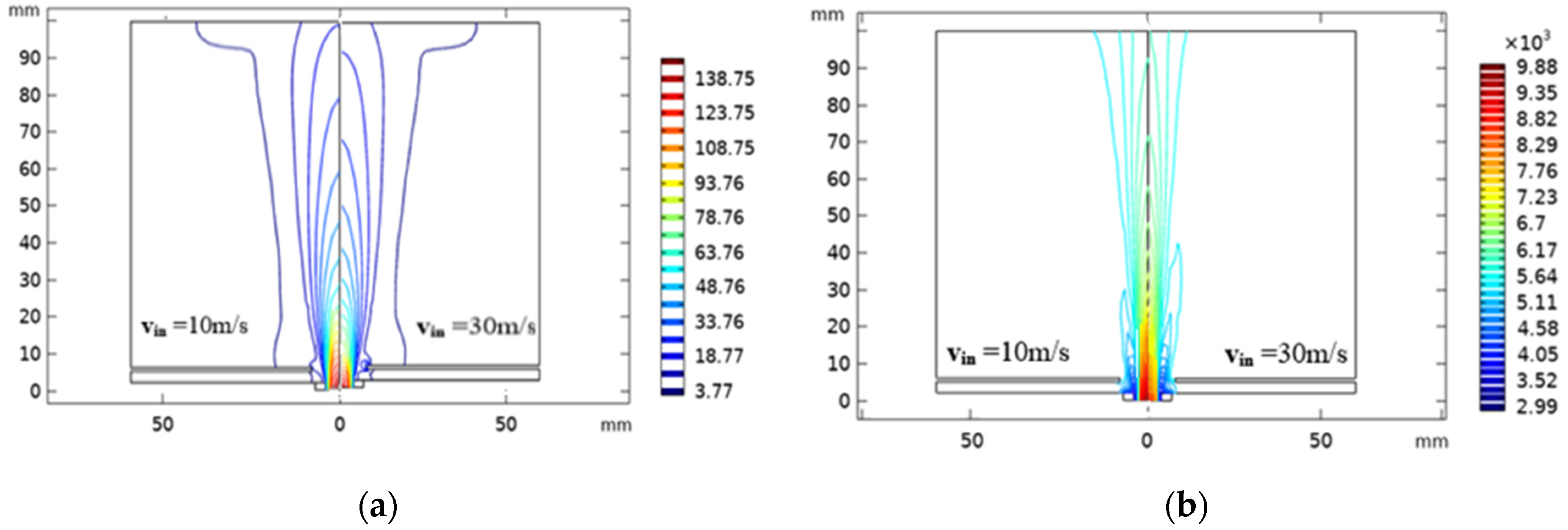
4.2. Plasma Jet Distribution
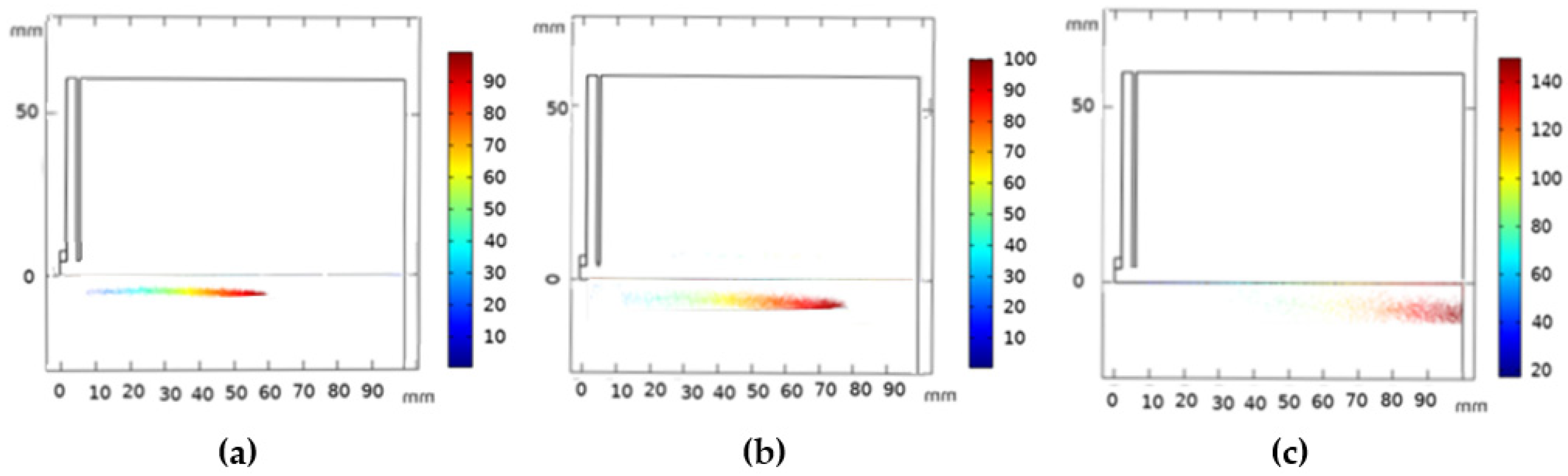
4.3. Particles Distribution
4.4. Influence of Parametric Study on Characteristic of Particles Distribution
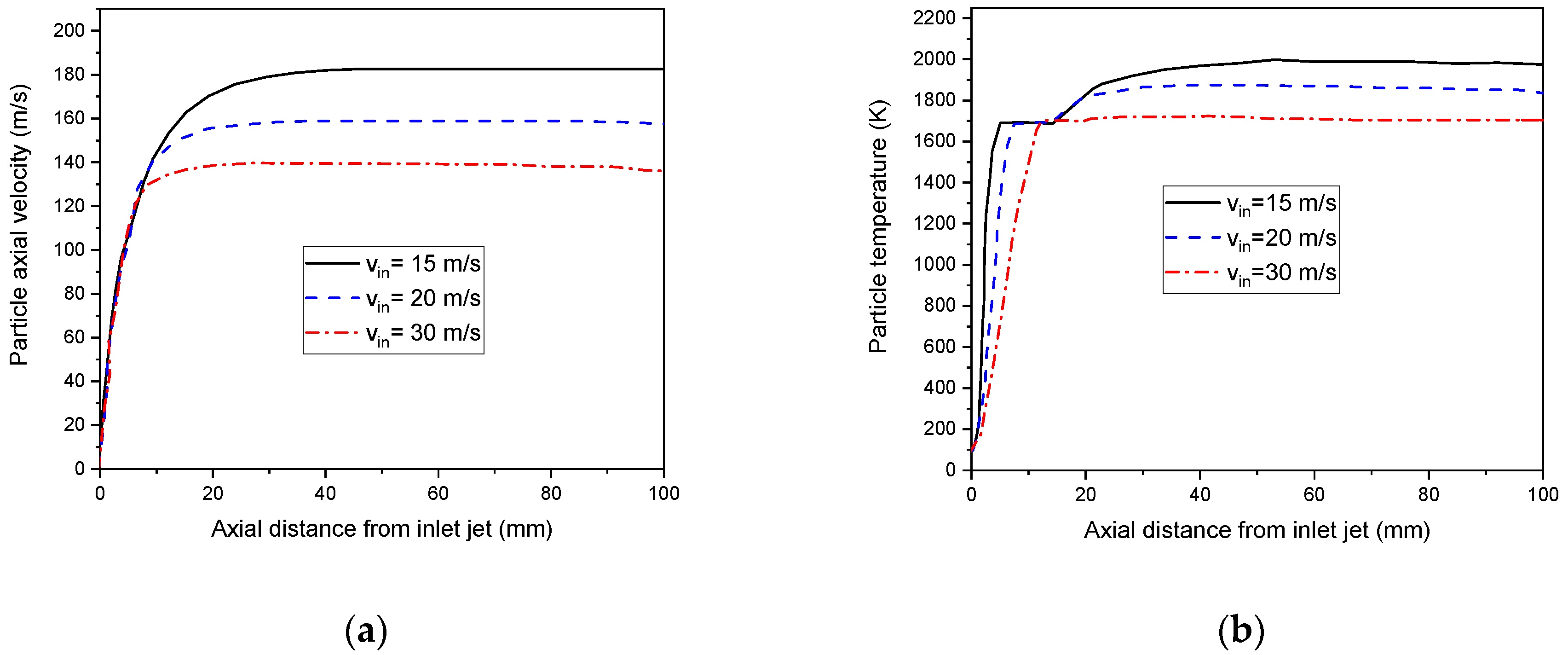
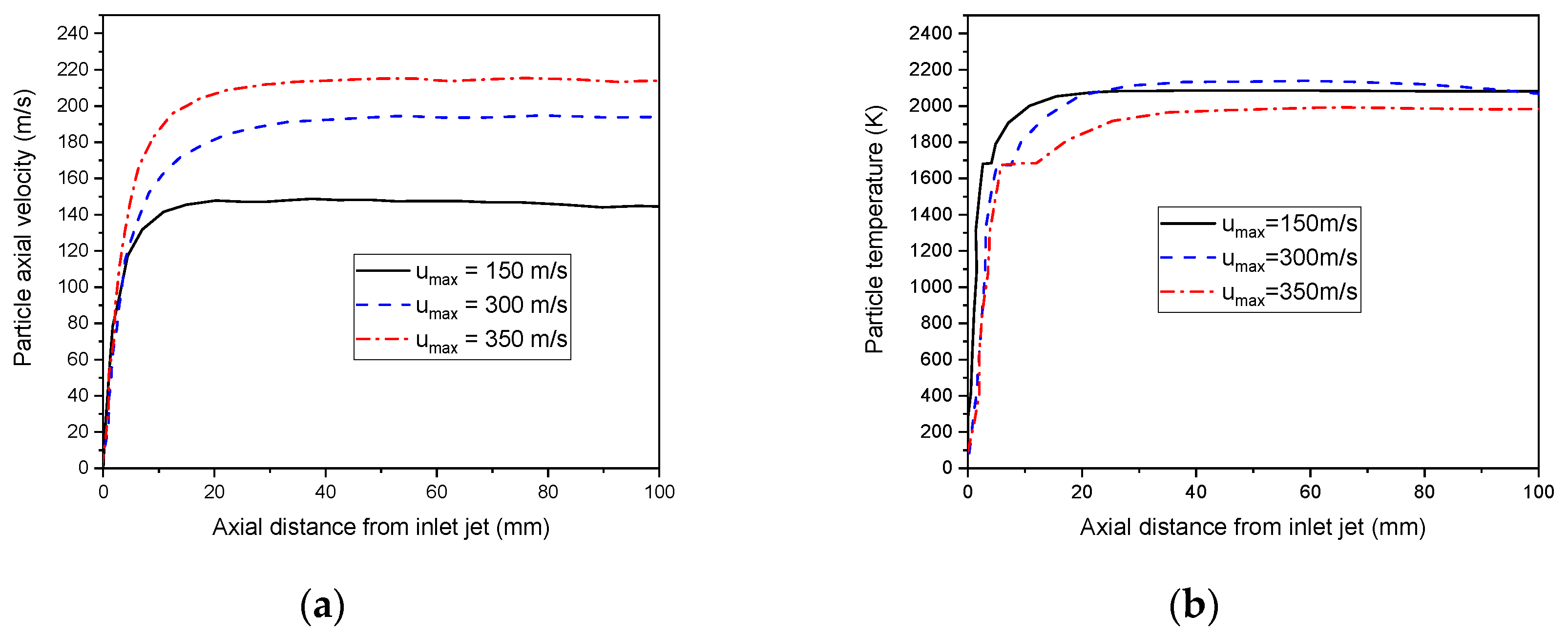
4.4.1. Injected Particle Velocity
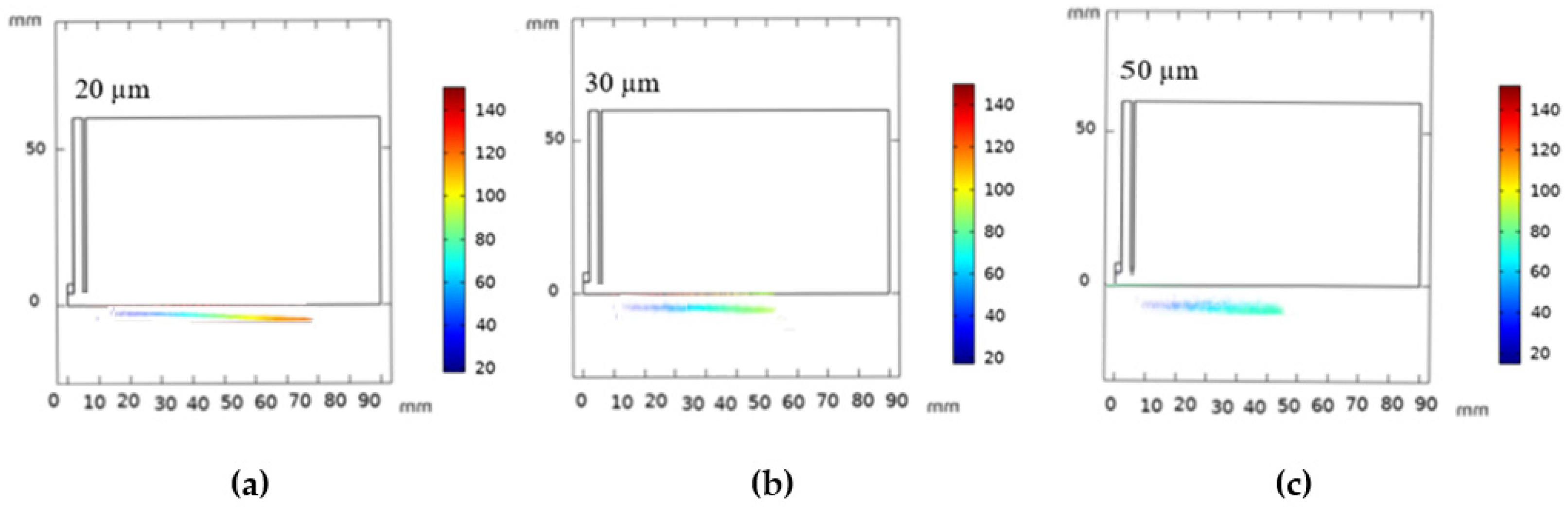
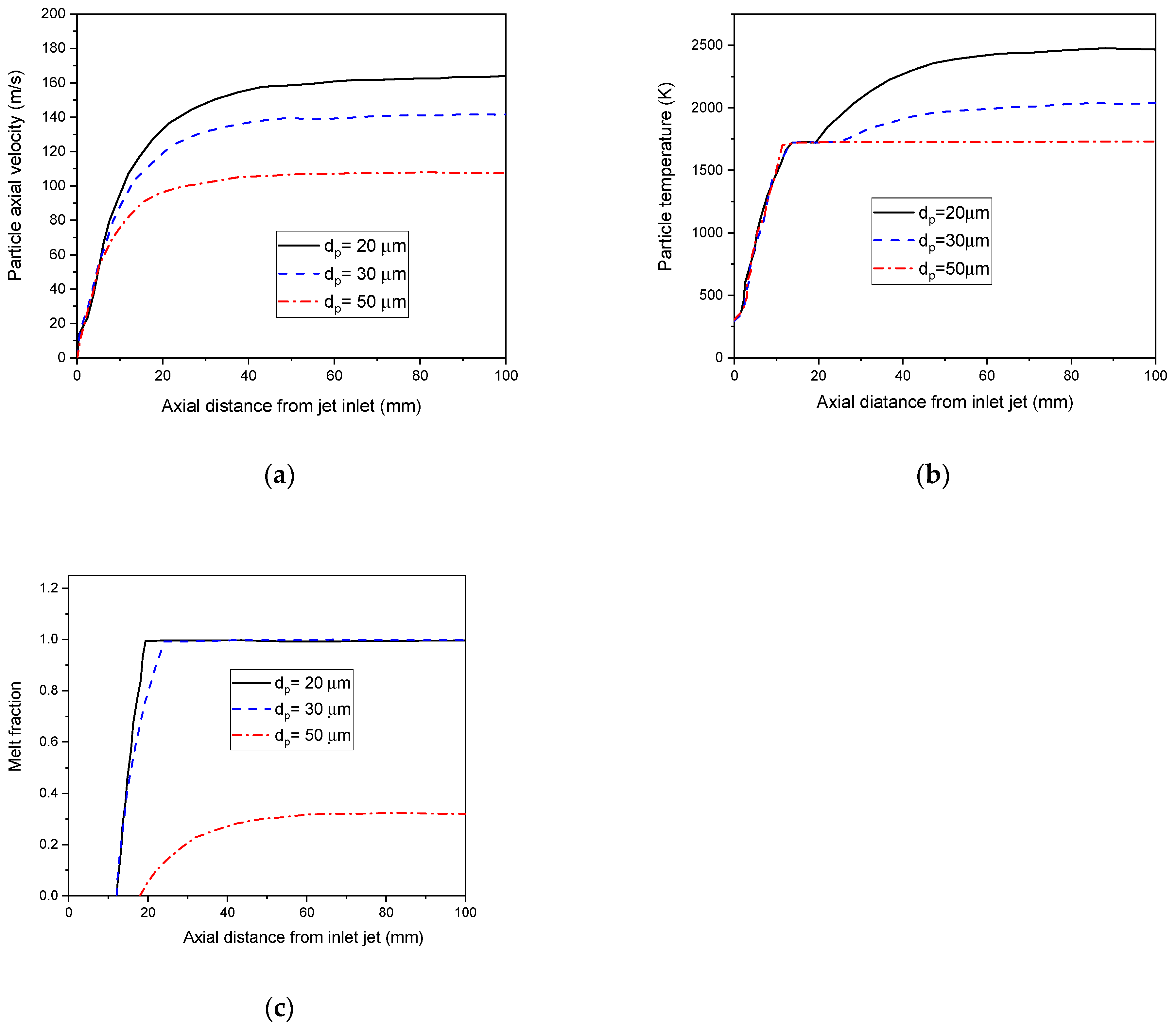
4.4.2. Particle Size
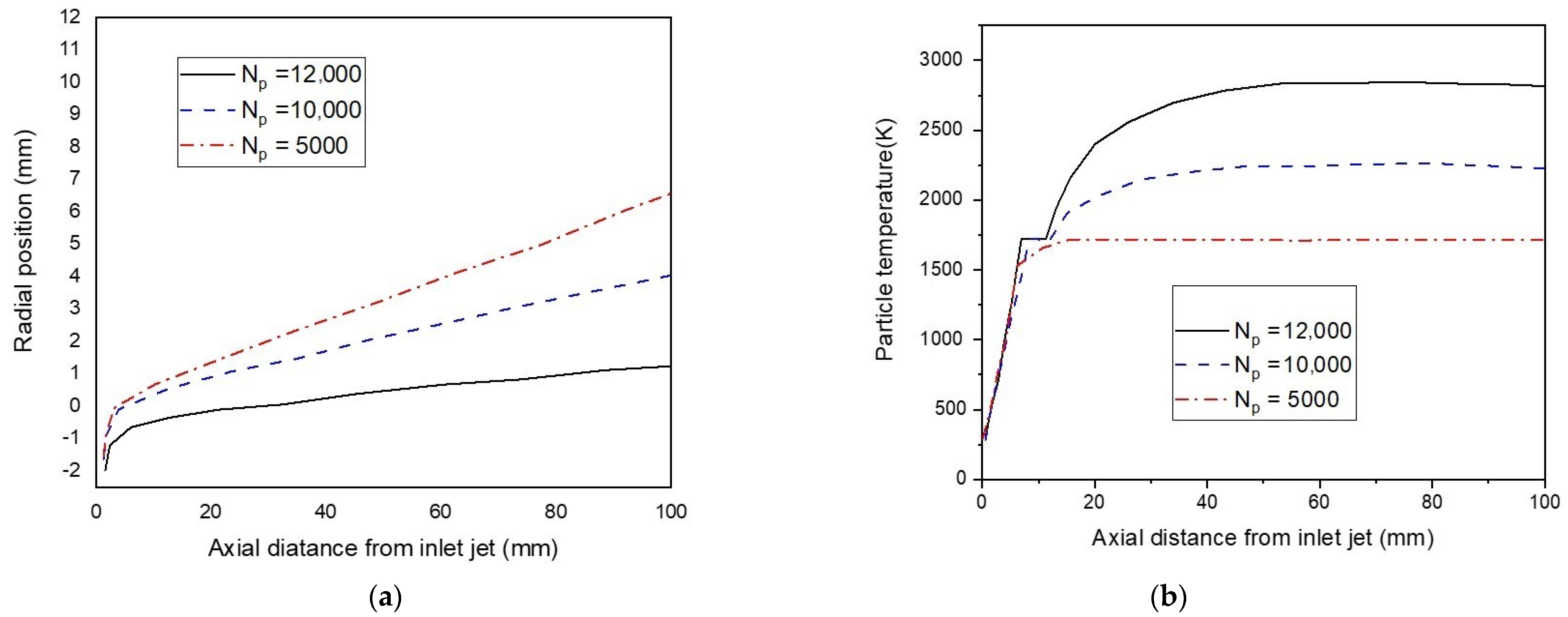
4.4.3. Particles Number
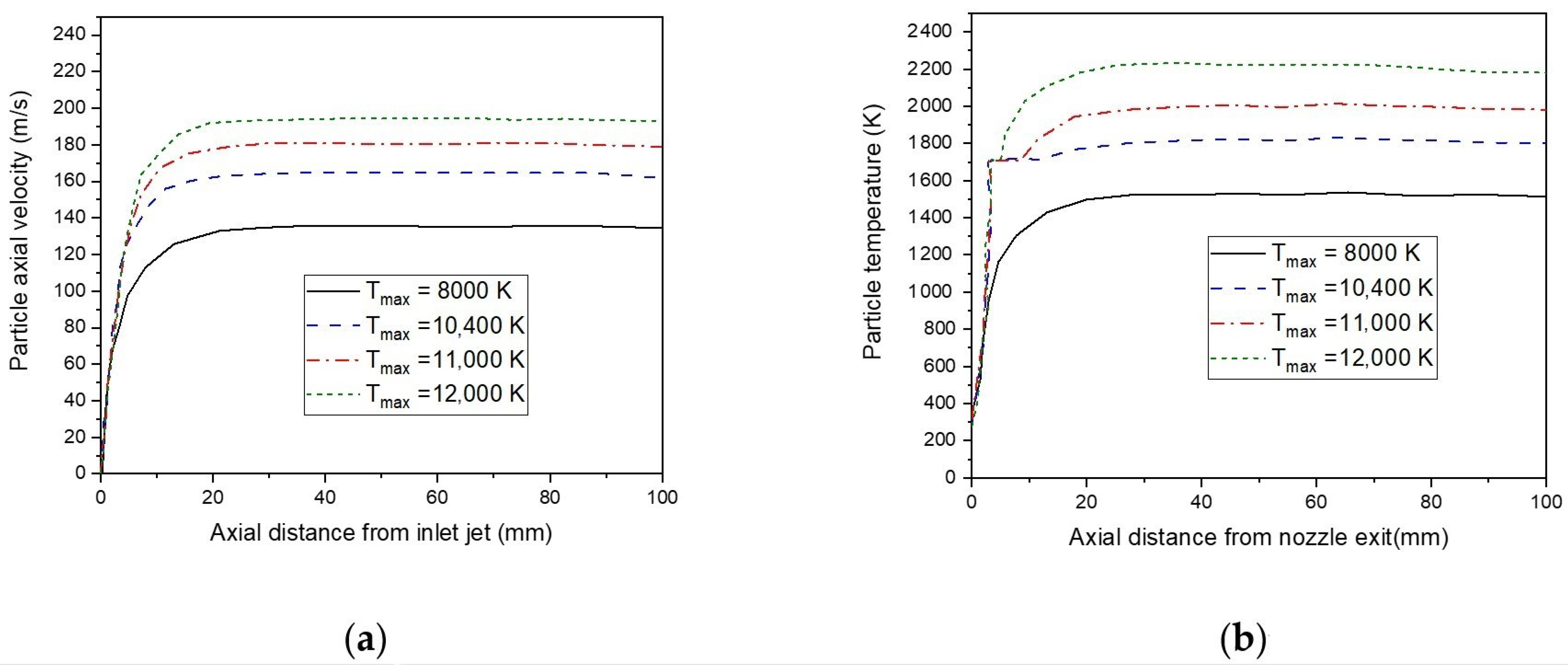
4.4.4. Plasma Flow Rate
4.4.5. Particle Turbulent Dispersion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alsaad, M.; Al-Bataineh, Q.M.; Telfah, M.; Ahmad, A.A.; Albataineh, Z.; Telfah, A. Optical properties and photo-isomerization processes of PMMA–BDK–MR nanocomposite thin films doped by silica nanoparticles. Polym. Bull. 2021, 78, 3425–3441. [Google Scholar] [CrossRef]
- Grieve, K.; Mulvaney, P.; Grieser, F. Synthesis and electronic properties of semiconductor nanoparticles/quantum dots. Curr. Opin. Colloid Interface Sci. 2000, 5, 168–172. [Google Scholar] [CrossRef]
- Singh, S.; Karakoti, A.S.; Kumar, A.; Seal, S.; Self, W.T. A phosphate-dependent shift in redox state of cerium oxide nanoparticles and its effects on catalytic properties. Biomaterials 2011, 32, 6745–6753. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shahidi, S. Magnetic nanoparticles application in the textile industry—A review. J. Ind. Text. 2021, 50, 970–989. [Google Scholar] [CrossRef]
- A-Maleki, A.; Dolati, S.; Ahmadi, M.; Baghbanzhadeh, A.; Asadi, M.; Fotouhi, A.; Yousefi, M.; A-Maleki, L. Nanoparticles and cancer therapy: Perspectives for application of nanoparticles in the treatment of cancers. J. Cell. Physiol. 2020, 235, 1962–1972. [Google Scholar] [CrossRef]
- Kefeni, K.K.; Mamba, B.B. Photocatalytic application of spinel ferrite nanoparticles and nanocomposites in wastewater treatment: Review. Sustain. Mater. Technol. 2020, 23, e00140. [Google Scholar] [CrossRef]
- Bouafia, A.; Laouini, S.E. Plant-Mediated Synthesis of Iron Oxide Nanoparticles and Evaluation of the Antimicrobial Activity: A Review. Mini-Rev. Org. Chem. 2021, 18, 725–734. [Google Scholar] [CrossRef]
- Saravanan, S.; Dubey, R.S. Study of ultrathin-film amorphous silicon solar cell performance using photonic and plasmonic nanostructure. Int. J. Energy Res. 2021, 46, 2558–2566. [Google Scholar] [CrossRef]
- Huang, X.; Guo, X.; Ding, Y.; Wei, R.; Mao, S.; Zhu, Y.; Bao, Z. Amorphous silicon from low-temperature reduction of silica in the molten salts and its lithium-storage performance. Chin. Chem. Lett. 2021, 32, 598–603. [Google Scholar] [CrossRef]
- Sakabe, J.; Ohta, N.; Ohnishi, T.; Mitsuishi, K.; Takada, K. Porous amorphous silicon film anodes for high-capacity and stable all-solid-state lithium batteries. Commun. Chem. 2018, 1, 24. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Nava, G.; Biswas, P.; Dulalia, I.; Wang, H.; Alibay, Z.; Gale, M.; Kline, D.J.; Wagner, B.; Mangolini, L.; et al. Energetic characteristics of hydrogenated amorphous silicon nanoparticles. Chem. Eng. J. 2022, 430, 133140. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Wang, Q.; Xu, A.; Zhai, Y.; Luo, J.; Jiang, Y.; He, N.; Wang, Z. Wet Chemical Synthesis of Silica Nanosheets via Ethyl Acetate-Mediated Hydrolysis of Silica Precursors and Their Applications. Small 2017, 13, 1603369. [Google Scholar] [CrossRef] [PubMed]
- Juneja, S.; Sudhakar, S.; Srivastava, A.K.; Kumar, S. Morphology and micro-structural studies of distinct silicon thin films deposited using very high frequency plasma enhanced chemical vapor deposition process. Thin Solid Film. 2016, 619, 273–280. [Google Scholar] [CrossRef]
- Bruno, P.; Salve, T.; Russo, V.; Dellasega, D.; Filoni, G.; Casari, C.S.; Bottani, C.E.; Li Bassi, A. Pulsed Laser Deposition of Silicon Nanostructures. MRS Online Proc. Libr. Arch. 2011, 1322, 141–146. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Tanaka, M.; Watanabe, T. Formation mechanism of amorphous silicon nanoparticles with additional counter-flow quenching gas by induction thermal plasma. Chem. Eng. J. 2021, 230, 116217. [Google Scholar] [CrossRef]
- Shigeta, M.; Hirayama, Y.; Ghedini, E. Computational Study of Quenching Effects on Growth Processes and Size Distributions of Silicon Nanoparticles at a Thermal Plasma Tail. Nanomaterials 2021, 11, 1370. [Google Scholar] [CrossRef] [PubMed]
- Czosnek, C.; Bućko, M.M.; Janik, J.F.; Olejniczak, Z.; Bystrzejewski, M.; Łabędź, O.; Huczko, A. Preparation of silicon carbide SiC-based nanopowders by the aerosol-assisted synthesis and the DC thermal plasma synthesis methods. Mater. Res. Bull. 2015, 63, 164–172. [Google Scholar] [CrossRef]
- Kim, K.S.; Kim, T.H. Nanofabrication by thermal plasma jets: From nanoparticles to low-dimensional nanomaterials. J. Appl. Phys. 2019, 125, 070901. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.W.; Kim, T.H.; Choi, S.; Kim, K.S.; Park, D.W. Preparation of silica coated iron oxide nanoparticles using non-transferred arc plasma. Adv. Powder Technol. 2012, 23, 701–707. [Google Scholar] [CrossRef]
- Fabrobi, R.; Salahuddin, J.; Mahros, D. Synthesis of zinc oxide (ZnO) nanoparticle using non-transferred Dc thermal plasma method: A morphology review. Int. J. Emerg. Trends Eng. Res. 2021, 9, 983–987. [Google Scholar]
- Kambara, M.; Kitayama, A.; Homma, K.; Hideshima, T.; Kaga, M.; Sheem, K.-Y.; Ishida, S.; Yoshida, T. Nano-composite Si particle formation by plasma spraying for negative electrode of Li ion batteries. J. Appl. Phys. 2014, 115, 143302. [Google Scholar] [CrossRef]
- Ohta, R.; Fukada, K.; Tashiro, T.; Dougakiuchi, M.; Kambara, M. Effect of PS-PVD production throughput on Si nanoparticles for negative electrode of lithium-ion batteries. J. Phys. D Appl. Phys. 2018, 51, 105501. [Google Scholar] [CrossRef]
- Zhang, X.; Hayashida, R.; Tanaka, M.; Watanabe, T. Synthesis of carbon-coated silicon nanoparticles by induction thermal plasma for lithium-ion battery. Powder Technol. 2020, 371, 26–36. [Google Scholar] [CrossRef]
- Tanaka, Y.; Shimizu, K.; Akashi, K.; Onda, K.; Uesugi, Y.; Ishijima, T.; Watanabe, S.; Sueyasu, S.; Nakamura, K. High-rate synthesis of graphene-encapsulated silicon nanoparticles using pulse-modulated induction thermal plasmas with intermittent feedstock feeding. Jpn. J. Appl. Phys. 2020, 59, SHHE07. [Google Scholar] [CrossRef] [Green Version]
- Samokhin, A.; Alekseev, N.; Sinayskiy, M.; Astashov, A.; Kirpichev, D.; Fadeev, A.; Tsvetkov, Y.; Kolesnikov, A. Nanopowders Production and Micron-Sized Powders Spheroidization. In Powder Technology; Cavalheiro, A.A., Ed.; IntechOpen: London, UK, 2018; p. 160. Available online: https://www.intechopen.com/books/6737 (accessed on 7 November 2021). [CrossRef] [Green Version]
- Meierhofer, F.; Fritsching, U. Synthesis of metal oxide nanoparticles in flame sprays: Review on process technology, modelling, and diagnostics. Energy Fuels 2021, 35, 5495–5537. [Google Scholar] [CrossRef]
- Xiong, H.; Zhang, C.; Zhang, K.; Shao, X. Effects of Atomization Injection on Nanoparticle Processing in Suspension Plasma Spray. Nanomaterials 2016, 6, 94. [Google Scholar] [CrossRef] [PubMed]
- Shigeta, M.; Watanabe, T. Effect of Saturation Pressure Difference on Metal-Silicide Nanopowder Formation in Thermal Plasma Fabrication. Nanomaterials 2016, 6, 43. [Google Scholar] [CrossRef] [Green Version]
- Elaissi, S.; Alshunaifi, I.; Alyousef, H.; Ghiloufi, I. Magnetohydrodynamic Simulation of plasma torch used for waste treatment. Plasma Phys. Rep. 2021, 47, 704–714. [Google Scholar] [CrossRef]
- Boulos, M.I. Thermal plasma processing. IEEE Trans. Plasma Sci. 1991, 19, 1078–1089. [Google Scholar] [CrossRef]
- Lee, S.J.; Choi, J.; Park, D.W. Synthesis of ZnO nanopowders by DC thermal plasma dye-sensitized solar cells. Mater. Sci. Eng. B 2013, 178, 489–495. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A.; Denoirjean, A. Reactive thermal plasmas: Ultrafine particle synthesis and coating deposition. Surf. Coat. Technol. 1997, 97, 66–78. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Murali, A. Plasma synthesis of advanced metal oxide nanoparticles and their applications as a transparent conducting oxide thin film. Molecules 2021, 26, 1456. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.H.; Oh, J.H.; Kim, M.; Hong, S.H.; Choi, S. Thermal Plasma Synthesis of Ceramic Nanomaterials. Appl. Sci. Converg. Technol. 2020, 29, 117–123. [Google Scholar] [CrossRef]
- Shigeta, M. Turbulence modelling of thermal plasma flows. J. Phys. D Appl. Phys. 2016, 49, 493001–493019. [Google Scholar] [CrossRef]
- Ramachandran, K.; Nishiyama, H. Three-dimensional effects of carrier gas and particle injections on the thermo-fluid fields of plasma jets. J. Phys. D Appl. Phys. 2002, 35, 307–317. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, T.; Gawne, D.T. Computational analysis of the influence of process parameters on the flow field of a plasma jet. Surf. Coat. Technol. 2000, 132, 202–216. [Google Scholar] [CrossRef]
- Trelles, J.P.; Chazelas, C.; Vardelle, A.; Heberlein, J.V.R. Arc plasma torch modelling. J. Therm. Spray Technol. 2009, 18, 728–752. [Google Scholar] [CrossRef] [Green Version]
- Ye, R.; Proulx, P.; Boulos, M.I. Turbulence phenomena in the radio frequency induction plasma torch. Int. J. Heat Mass Transf. 1999, 42, 1585–1595. [Google Scholar] [CrossRef]
- Boulos, M.I.; Fauchais, P.; Pfender, E. Thermal Plasmas: Fundamentals and Applications; Plenum Press: New York, NY, USA, 1994; p. 452. [Google Scholar]
- Shigeta, M. Modelling and Simulation of a Turbulent-like Thermal Plasma Jet for Nano powder Production. IEEJ Trans. Electr. Electron. Eng. 2019, 14, 16–28. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T.; Honda, T.; Kanzawa, A. Concentration of a plasma energy flow by a blowing gas. Int. Chem. Eng. 1989, 29, 663–670. [Google Scholar] [CrossRef] [Green Version]
- AlShunaifi, I.; Elaissi, S.; Ghiloufi, I.; Alterary, S.S.; Alharbi, A.A. Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production. Appl. Sci. 2021, 11, 9842. [Google Scholar] [CrossRef]
- Li, H.P.; Chen, X. Three-Dimensional Modelling of the Turbulent Plasma Jet Impinging upon a Flat Plate and with Transverse Particle and Carrier-Gas Injection. Plasma Chem. Plasma Process. 2002, 22, 27–58. [Google Scholar] [CrossRef]
- Trelles, J.P. Computational study of flow dynamics from a dc arc plasma jet. J. Phys. D Appl. Phys. 2013, 46, 255201. [Google Scholar] [CrossRef]
- Li, H.P.; Pfender, E. Three-Dimensional Modelling of the Plasma Spray Process. J. Therm. Spray Technol. 2007, 16, 245–260. [Google Scholar] [CrossRef] [Green Version]
- Thiyagarajan, T.K.; Sreekumar, K.P.; Selvan, V.; Ramachandran, K.; Ananthapadmanabhan, P.V. Simulation studies to optimize the process of plasma spray deposition of yttrium oxide. In Proceedings of the 23rd National Symposium on Plasma Science & Technology (PLASMA-2008), Bhabha Atomic Research Center, Mumbai, India, 10–13 December 2008. [Google Scholar] [CrossRef]
- COMSOL AB. COMSOL Multiphysics V5.4. Multiphysics Particle Tracing Module User’s Guide; COMSOL AB: Stockholm, Sweden, 2019; Available online: https://doc.comsol.com/5.3/doc/com.comsol.help.particle/ParticleTracingModuleUsersGuide.pdf (accessed on 8 November 2021).
- Zhang, T.; Gawne, D.T.; Liu, B. Computer modelling of the influence of process parameters on the heating and acceleration of particles during plasma spraying. Surf. Coat. Technol. 2000, 132, 233–243. [Google Scholar] [CrossRef]
- COMSOL AB. COMSOL Multiphysics V5.4. Multiphysics Reference Manual; COMSOL AB: Stockholm, Sweden, 2019; Available online: https://doc.comsol.com/5.5/doc/com.comsol.help.comsol/COMSOL_ReferenceManual.pdf (accessed on 8 November 2021).
- Li, H.P.; Chen, X. Three-dimensional simulation of a plasma jet with transverse particle and carrier gas injection. Thin Solid Film. 2001, 390, 175–180. [Google Scholar] [CrossRef]
- Onda, K.; Tanaka, Y.; Akashi, K.; Furukawa, R.; Nkano, Y.; Ishijima, T.; Uesugi, Y.; Watanabe, S.; Nakamura, K. Numerical study on evaporation process of feedstock powder under transient states in pulse-modulated induction thermal plasmas for nanoparticle synthesis. J. Phys. D Appl. Phys. 2020, 53, 325201. [Google Scholar] [CrossRef]
- Silicon—Specific Heat, Latent Heat of Fusion, Latent Heat of Vaporization. Available online: https://www.nuclear-power.com/Silicon-specific-heat-latent-heat-vaporization-fusion (accessed on 21 May 2021).
- COMSOL AB. COMSOL Multiphysics® v. 5.4; COMSOL AB: Stockholm, Sweden, 2015; Available online: https://www.comsol.com/ (accessed on 8 November 2021).
- Wen, K.; Liu, X.; Zhou, K.; Liu, M.; Zhu, H.; Huang, J.; Zhang, Z.; Huang, R.; Mao, J.; Yan, X.; et al. 3D time-dependent numerical simulation for atmospheric plasma spraying. Surf. Coat. Technol. 2019, 371, 344–354. [Google Scholar] [CrossRef]
- Shanmugavelayutham, G.; Selvarajan, V.; Padmanabhan, P.V.A.; Sreekumar, K.P.; Joshi, N.K. Effect of powder loading on the excitation temperature of a plasma jet in DC thermal plasma spray torch. Curr. Appl. Phys. 2007, 7, 186–192. [Google Scholar] [CrossRef]
- Punjabi, S.B.; Das, T.K.; Joshi, N.K.; Mangalvedekar, H.A.; Lande, B.K.; Das, A.K. The effect of swirl velocity on ICP torch simulation. J. Phys. Conf. Ser. 2010, 208, 012055. [Google Scholar] [CrossRef]
- Shigeta, M. Numerical study of axial magnetic effects on a turbulent thermal plasma jet for nanopowder production using 3D time-dependent simulation. J. Flow Control Meas. Visual. 2018, 6, 107–123. [Google Scholar] [CrossRef] [Green Version]
- Delluc, G.; Ageorges, H.; Pateyron, B.; Fauchais, P. Fast modelling of plasma jet and particle behaviours in spray conditions. High Temp. Mater. Processes Int. Q. High Technol. Plasma Processes 2005, 9, 1–24. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Li, H.P. Three-dimensional flow and heat transfer in thermal plasma systems. Surf. Coat. Technol. 2003, 171, 124–133. [Google Scholar] [CrossRef]
- Dalir, E.; Moreau, C.; Dolatabadi, A. Three-Dimensional Modelling of Suspension Plasma Spraying with Arc Voltage Fluctuations. J. Therm. Spray Technol. 2018, 27, 1465–1490. [Google Scholar] [CrossRef]
- Amidu, M.A.; Addad, Y.; Riahi, M.K.; Abu-Nada, E. Numerical investigation of nanoparticles slip mechanisms impact on the natural convection heat transfer characteristics of nanofluids in an enclosure. Sci. Rep. 2021, 11, 15678. [Google Scholar] [CrossRef]
- Maev, R.G.; Leshchynsky, V. Cold Gas Dynamic Spray; Taylor & Francis Group: Abingdon-on-Thames, UK, 2016; ISBN-13: 978-1-4664-8443-3. [Google Scholar]
- Shigeta, M.; Murphy, A.B. Thermal plasmas for nanofabrication. J. Phys. D Appl. Phys. 2011, 44, 174025. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Mode | Non-Transferred Plasma Arc |
|---|---|
| Plasma current | 100–200 A |
| Plasma voltage | 80–200 V |
| Working gas | Argon |
| Plasma flow rate | 20 lpm |
| Plasma power range | 8–30 kW |
| Outlet electrode diameter | 8 mm |
| Powder carrier gas flow rate | 1.2–3 lpm |
| Powder feed rate (silicon) | 9 g/min |
| Quenching medium | Argon |
| Working gas pressure | 1 atm |
| Parameters | Value |
|---|---|
| Molecular weight | 28.0855 g/mol |
| Melting point Tmelt | 1685 K |
| Boiling point Tboil | 3504.616 K |
| Specific heat | 0.71 J/g K |
| Mass density | 2329 kg/m3 |
| Thermal conductivity | 148 W/m/k |
| Enthalpy of fusion | 1787.75 kJ/kg |
| Enthalpy of vaporization | 13,690.3 kJ/kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elaissi, S.; Ben Gouider Trabelsi, A.; Alkallas, F.H.; Alrebdi, T.A.; Charrada, K. Modeling of Advanced Silicon Nanomaterial Synthesis Approach: From Reactive Thermal Plasma Jet to Nanosized Particles. Nanomaterials 2022, 12, 1763. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101763
Elaissi S, Ben Gouider Trabelsi A, Alkallas FH, Alrebdi TA, Charrada K. Modeling of Advanced Silicon Nanomaterial Synthesis Approach: From Reactive Thermal Plasma Jet to Nanosized Particles. Nanomaterials. 2022; 12(10):1763. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101763
Chicago/Turabian StyleElaissi, Samira, Amira Ben Gouider Trabelsi, Fatemah H. Alkallas, Tahani A. Alrebdi, and Kamel Charrada. 2022. "Modeling of Advanced Silicon Nanomaterial Synthesis Approach: From Reactive Thermal Plasma Jet to Nanosized Particles" Nanomaterials 12, no. 10: 1763. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101763