Influence of the Long-Term Oven Aging on the Performance of the Reinforced Asphalt Mixtures
by
 ,
,
Adham Mohammed Alnadish
1,* ,
,
Mohamad Yusri Aman
1,
Herda Yati Binti Katman
2,* and
Mohd Rasdan Ibrahim
3 1
Department of Civil Engineering and Built Environment, Universiti Tun Hussein Onn Malaysia, Parit Raja 86400, Malaysia
2
Department of Civil Engineering, Universiti Tenaga Nasional, Kajang 43000, Malaysia
3
Department of Civil Engineering, Universiti Malaya, Kuala Lumpur 50603, Malaysia
*
Authors to whom correspondence should be addressed.
Coatings 2020, 10(10), 953; https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10100953
Submission received: 9 August 2020
/
Revised: 27 August 2020
/
Accepted: 27 August 2020
/
Published: 2 October 2020
(This article belongs to the Collection Pavement Surface Coatings)
Abstract
:The long-term aging of the asphalt mixtures has become a major concern because it decreases the lifespan of the asphalt layer. In this study, the asphalt mixtures incorporating steel slag aggregates were reinforced with synthetic fibers as a novel contribution in terms of decreasing the effect of aging on the performance of the asphalt mixtures. However, different mixtures—namely, Mix0, Mix1, and Mix2—were subjected to long-term oven aging to study the effect of the aging on the performance of the asphalt mixes. Mix0 consisted of coarse and fine granite aggregates, while Mix1 was composed of coarse steel slag aggregate and fine granite aggregate. Mix2 represents the reinforced asphalt mixtures incorporating coarse steel slag aggregate and reinforced with the synthetic fibers of polyvinyl alcohol, acrylic, and polyester at the proportion of 0.3% by weight of the aggregates. The conducted performance tests were resilient modulus, rutting depth, and cracking resistance. The outputs of the performance tests for the unaged asphalt mixes displayed that the mixtures incorporating coarse steel slag aggregate exhibited better performance than the mixtures containing granite aggregate. Meanwhile, the reinforced asphalt mixtures have shown a lower resilient modulus and a higher permanent deformation than the unreinforced asphalt mixes due to the elastic behavior. Otherwise, the reinforced asphalt mixtures have shown superior resistance to cracking in comparison to the unreinforced mixtures. On the other hand, the performance of the aged asphalt mixtures demonstrated that the mixtures containing granite aggregates exhibited a lower susceptibility to aging than the mixtures incorporating steel slag aggregate. Meanwhile, the performance of the aged reinforced asphalt mixtures showed that introducing synthetic fibers has decreased the effect of the long-term oven aging.
1. Introduction
Bitumen is a critical component in the asphalt mixtures, as some of the damages in the asphalt layer are attributed to the binder performance. The failures of moisture sensitivity, cracking, and permanent deformation might occur due to the loss of the bonding between the aggregates and the bitumen. In some cases, he weakness of the adhesion between the aggregate and the bitumen occurs when the bitumen becomes aged, and thus, the asphalt layer is subjected to longitudinal cracking. However, aging of the asphalt mixtures became the main concern because it decreases the lifespan of the asphalt layer due to the damages associated with aging [1]. The mechanism of the aging is as follows: the asphaltenes content of the bitumen increases due to the aging of the bitumen by the volatilization that occurs due to evaporation of the low molecular weight during production, transportation, and placing of the mixtures; this aging is described as the short-term aging. The long-term aging occurs due to the bitumen oxidation for a long period (more than 5 years). As a result of the increase in the asphaltenes content, the viscosity and softening point of the binder increases, and thus, the bitumen becomes stiff. In addition, aging of the bitumen decreases the content of the maltenes (resins and oils), which are responsible for the elastic behavior of the bitumen. Thus, the mixtures lose their elasticity behavior (ductility) and become susceptible to cracking and permanent deformation [2,3,4].
On the other hand, coarse steel slag aggregates have been used in the asphalt mixtures as a successful approach regarding enhancing the performance of the asphalt mixes [5,6]. In addition, utilizing steel slag aggregates in pavement applications contributes to maintaining environmental sustainability by minimizing the use of natural resources [7,8,9,10]. However, the asphalt mixtures incorporating coarse steel slag aggregate are susceptible to aging in comparison with the conventional asphalt mixtures due to the thermal capacity of the steel slag aggregate [11]. Thus, utilizing steel slag aggregates in asphalt mixtures may have a negative effect in terms of decreasing the service life of the asphalt layer due to the aging.
In this regard, modifying the asphalt mixtures with fibers may produce mixtures that are less susceptible to aging. This is because the microfiber in the diameter works as a filler that passes a sieve size of 0.063 mm, which is used to decrease the effect of the aging in the asphalt mixtures. The mechanism of the filler in the asphalt mixtures is when the filler blended with the bitumen the voids in the mineral aggregate (VMA) that correspond to the volume of the binder, and the air voids in the compacted sample increase due to the increase in the film thickness [12]. The increase in the film thickness is attributed to the high surface area of the filler, and thus, it requires a higher bitumen content. Accordingly, the volume of the bitumen in the mixtures increases. The higher the VMA at the optimum bitumen content, the higher the film thickness and the less susceptible the mixture is to aging [13,14,15,16].
Consequently, it is proven that adding fibers to the asphalt mixtures increases the VMA content at the optimum bitumen content, particularly for the mixtures incorporating a high content of the lightweight fibers [17]. The increase in the content of the VMA in the reinforced asphalt mixtures is attributed to the slight decrease in the density due to the lightweight fibers. Additionally, the fiber-modified asphalt mixtures has a slight effect on the air voids content, while it affects the specific gravity of the mixtures. Thus, the increase in the VMA is attributed to the slight decrease in the density of the reinforced asphalt mixtures. The slight increase in the content of the VMA in the reinforced asphalt mixtures implies that the coated fibers with bitumen increase the film thickness. In addition, the reinforced asphalt mixtures with fibers are characterized by their high elastic (flexible) behavior, which in turn decreases the effect of the aging. This is because the high elastic behavior of the reinforced mixtures improves the ductility of the asphalt mixtures.
Moreover, reinforcing the asphalt mixtures with fibers is one of the common strategies in terms of enhancing the performance of the asphalt mixtures as well as extending the lifespan of the asphalt layer. The main purpose of the fibers as reinforcing materials is to enhance the tensile strength of the asphalt mixtures by improving the energy absorption of the asphalt mixtures [18]. The reinforced asphalt mixture with fibers is characterized by its high elastic behavior compared to the modified asphalt mixtures with the additives of polymer and copolymer. Therefore, the fiber-modified asphalt mixtures have become a focus of the attention of the researchers due to the high performance of the reinforced asphalt mixtures. Kim et al. [19] investigated reinforced asphalt mixtures with polyester fiber at the dosage of 0.3% by weight of the aggregates. They observed that the Marshal properties have increased compared to the unreinforced asphalt mixtures. Similarly, Wu and Li [20] studied the ability of the polyester fiber to enhance the asphalt mixture’s resistance to fatigue. The researchers concluded that adding polyester fiber at the dosage of 0.3% by weight of the aggregates has remarkably enhanced the resistance of the asphalt mixtures to fatigue in comparison with the unreinforced mixtures. Xu et al. [18] indicated that the resistance of the asphalt mixtures to rutting, moisture sensitivity, and the Marshal properties were linearly enhanced by the addition of polyester fiber from 0 to 0.35% by the total weight of the mixture. Moreover, a number of studies have evaluated the performance of the reinforced asphalt mixtures with acrylic fibers. Moreno-Navarro et al. [21] studied the resistance of the reinforced asphalt mixture with acrylic fiber to permanent deformation at the proportion of 0.3% by weight of the mix using immersed wheel tracking and dynamic creep tests. The outputs of the study showed that the fiber-modified asphalt mixtures exhibited a lower permanent deformation than the unreinforced asphalt mixtures. In similar content, Wang et al. [22] modified the asphalt mixtures with acrylic fiber at the proportions of 0.15%, 0.3%, and 0.45% by weight of the aggregates to study the resistance of the modified asphalt mixtures to cracking. The authors concluded that adding acrylic fiber at the dosages of 0.15% and 0.3% have improved the resistance of the asphalt mixes to cracking. Meanwhile, introducing the acrylic fiber at the percentage of 0.45% exhibited the worst resistance to cracking. On the other hand, Alnadish and Aman [23] studied the performance of the modified asphalt mixtures with polyvinyl alcohol fiber (PVA) at the proportions of 0.05%, 0.15%, and 0.3% by weight of the aggregates. The performed tests were dynamic creep and resilient modulus. The study highlighted that the reinforced asphalt mixtures have shown better resistance to the permanent deformation than the reference mixtures. In addition, the resilient modulus of the reinforced asphalt mixtures has slightly increased.
In this study, the asphalt mixtures incorporating coarse steel slag aggregate were reinforced with the synthetic fibers of polyvinyl alcohol (PVA), acrylic, and polyester at the proportion of 0.3% by weight of the aggregates as a contribution in terms of decreasing the effect of the long-term oven aging (LTOA) on the performance of the asphalt mixtures. The asphalt mixtures were evaluated through the tests of resilient modulus at the temperatures of 25 and 40 °C, permanent deformation (rut depth), and cracking test.
2. Materials and Methods
2.1. Materials
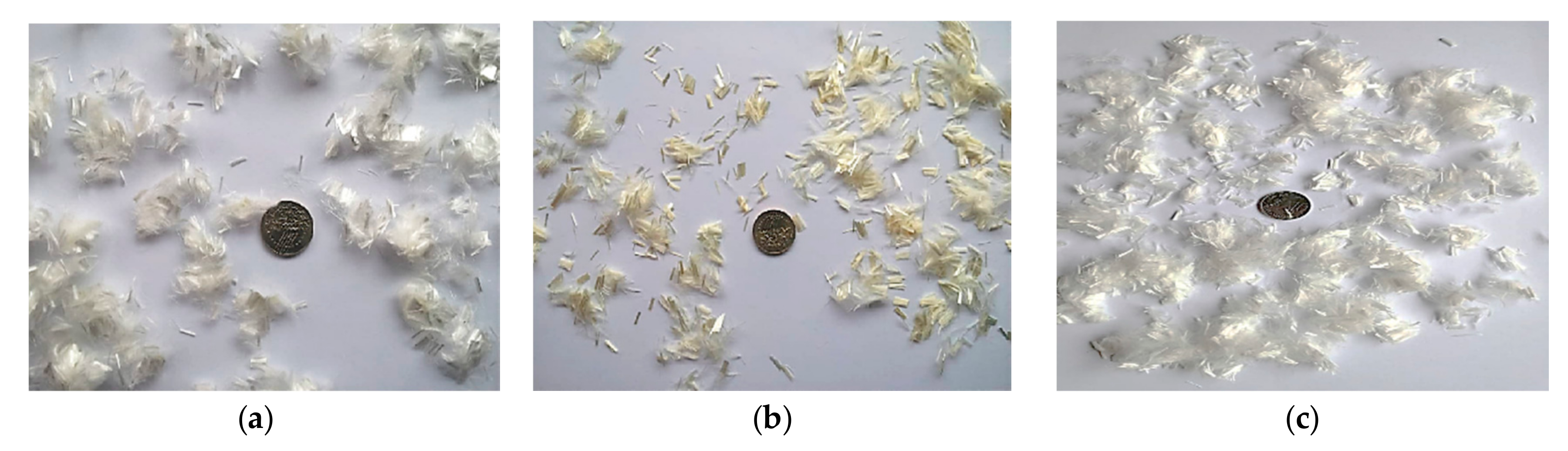
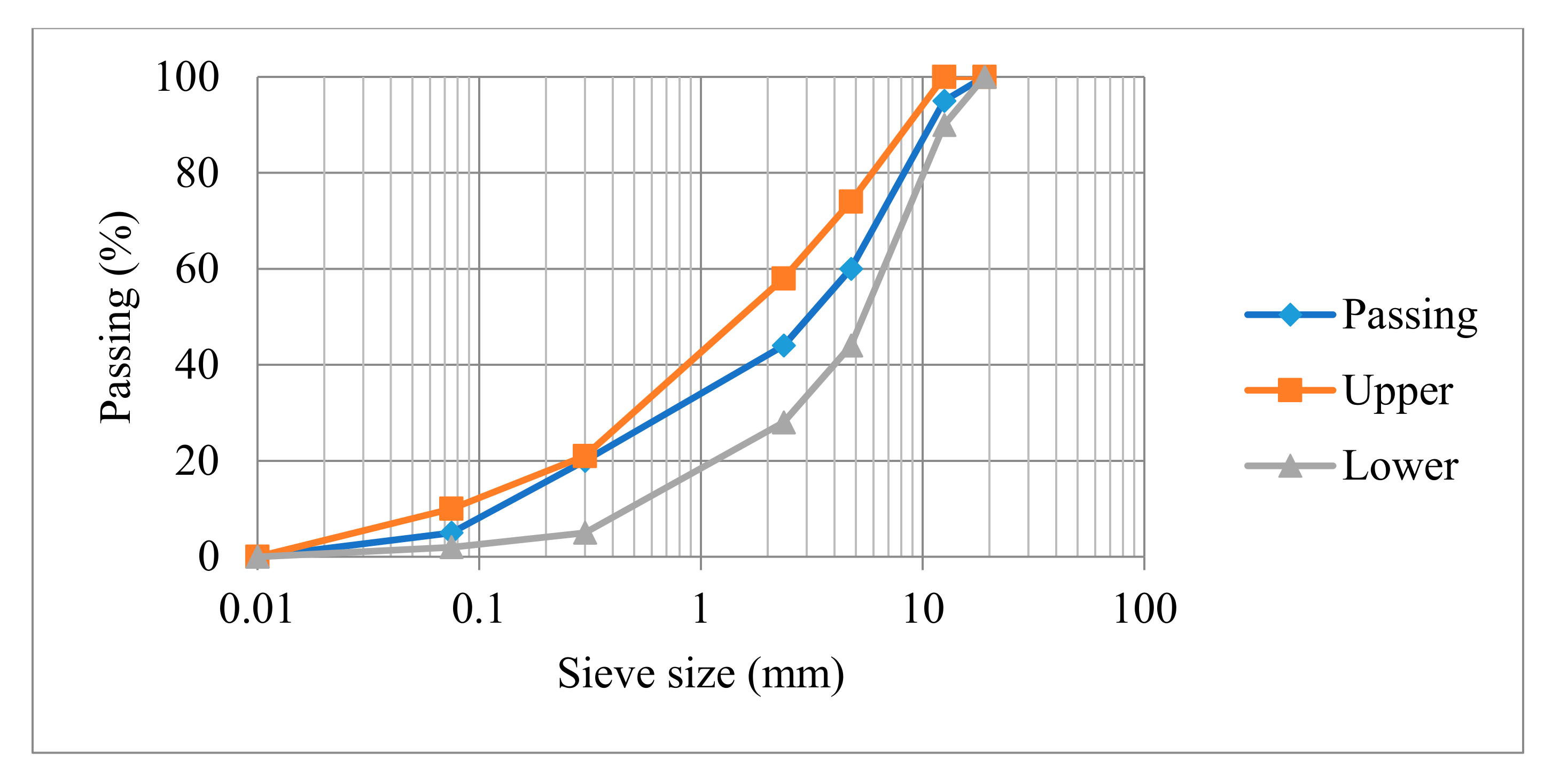
The binder grade used in this study is 80/100 produced by PETRONAS Malaysia (Kuala Lumpur, Malaysia). Electric arc furnace (EAF) coarse steel slag aggregate obtained from NCL chemicals Ltd. chemical products, Singapore was used as a replacement for the natural coarse aggregate (granite aggregates). Meanwhile, the granite aggregates were sourced from Hanson Quarry, Batu Pahat (Johor, Malaysia). Table 1 and Table 2 summarize the properties of the binder, granite, and steel slag aggregates, respectively. The synthetic fibers of polyvinyl alcohol (PVA), acrylic, and polyester were supplied by Taian Tongban Fiber Co., Ltd. (Taian, China). Figure 1 displays the synthetic fibers utilized in this study. Table 3 summarizes the properties of the synthetic fibers as provided by the supplier. The finer gradation for the nominal maximum size aggregate of 12.5 mm was adopted. Figure 2 displays the adopted gradation for this study.
2.2. Preparation of the Samples
In this study, different mixtures were prepared—namely, Mix0, Mix1, and Mix2. Mix0 represents the asphalt mixtures incorporating coarse and fine granite aggregate. Mix1 consists of coarse steel slag and fine granite aggregates, while Mix2 corresponds to the asphalt mixes incorporating coarse steel aggregate and reinforced with the synthetic fibers of polyvinyl alcohol, acrylic, and polyester, respectively. The specimens were prepared in accordance with the Superpave specification (SHRP-A-407) [34]. Prior to mixing, the sieved aggregates were heated at the mixing temperature of 160 °C that produces a kinematic viscosity of 0.17 ± 0.02 Pa·s. Thereafter, the heated bitumen and aggregates were mixed in an auto mixer at the mixing temperature of 160 °C. The bitumen was introduced at different proportions, i.e., 4%, 4.5%, 5%, 5.5% to determine the optimum bitumen content, which produces asphalt mixtures with the air voids content of 4%. The aggregates were mixed with the bitumen in an auto mixer for one minute. Then, the synthetic fibers were introduced to the mix and thoroughly blended with the bitumen and aggregate for another two minutes.
The loose asphalt mixtures were conditioned in the forced draft oven for at least two hours at the compaction temperature of 150 °C that produces a kinematic viscosity of 0.28 ± 0.03 Pa·s. Subsequently, the conditioned mixtures were placed in the preheated molds of the gyratory compactor. The Superpave gyratory compactor (SGC, Controls Group, Milan, Italy) at 600 kPa with 1.25° angle and 30 rpm was employed to compact the loose mixtures to produce samples with the dimensions of 100 mm in diameter and 63 ± 2.5 mm in height. The number of revolutions of 100 at N (des) was selected based on the level of traffic of 10 to <30 million Equivalent Single Axle Load (ESALs).
Prior to the test, the volumetric properties of the mixtures were determined to ensure that they meet the requirement of the Superpave specifications. Table 4 summarizes the volumetric properties of the asphalt mixtures. As reported in Table 4, the optimum bitumen content (OBC) of the asphalt mixtures containing steel slag aggregates was slightly higher than the optimum content of the asphalt mixtures incorporating granite aggregates. This is because the finer gradation have decreased the negative effect of the porosity of the steel slag aggregate on the optimum bitumen content.
On the other hand, the addition of synthetic fibers has slightly increased the optimum bitumen content of the asphalt mixtures in comparison with the control mixtures. Additionally, the voids in the mineral aggregate (VMA) of the reinforced mixtures have increased in comparison with the unreinforced mixes, while the density of the reinforced mixtures was slightly lower than the control mixes. This is because of the slight increase in the thickness of the samples, which slightly decreased the density of the mixtures due to the lightweight and elastic behavior of the fibers. The voids filled with asphalt (VFA) of the reinforced asphalt mixtures were slightly higher than the specification of the Superpave design. This is attributed to the slight decrease in the density of the reinforced asphalt mixtures. Since the VFA is calculated by VMA and the air voids in the asphalt mixtures, as the VMA increase, the VFA increases. Therefore, it is possible to change the content of VFA up to 78%. This is because the VMA content in the mix may change during production due to the generated dust by the broken aggregates because of compaction [35]. In this case, the slight change in the content of VFA is attributed to the slight decrease in the specific gravity of the reinforced asphalt mixtures.
Regarding the long-term oven aging (LTOA), the asphalt mixtures were prepared in accordance with AASHTO R30 [36]. The loose mixes were conditioned in the forced draft oven for at least 4 h at the temperature of 135 °C. This is to simulate the short-term aging. The mixtures were stirred every 60 min to ensure uniform conditioning. Thereafter, the loose mixtures were compacted at the compaction temperature of 150 °C using the Superpave gyratory compactor. The compacted asphalt mixtures were conditioned in the forced draft oven for 5 days (120 h) at the temperature of 85 °C to simulate the long-term aging. Then, the aged compacted asphalt mixtures were removed from the oven, and the tests for the scope of this study were conducted.
2.3. Resilinet Modulus Test
The resilient modulus test is one of the main tests that gives an indication of the performance of the asphalt mixtures. The higher the resilient modulus, the better the performance of the asphalt mixtures. Otherwise, the higher the resilient modulus, the lower the elastic behavior. In addition, the resilient modulus is considered as the main input in the mechanistic-empirical pavement design (MEPD) approach. The resilient modulus is used to calculate the developed horizontal strain at the bottom of the asphalt layer and the vertical strain at the top of the subgrade layer. Accordingly, the thickness and the lifespan of the asphalt layer are determined based on the calculated vertical and horizontal strains [37]. The test of resilient modulus was performed under the specification of ASTM D7369 [38]. This test is non-destructive; the samples were conditioned in the environmental chamber for at least 4 h at the testing temperatures of 25 and 40 °C to ensure temperature equilibrium within the specimens. The applied load with a haversine wave pulse was 1000 N. The load was applied at the frequency of 1 HZ. The frequency consisted of 0.1 s of load width and 0.9 s of the remaining period. However, the linear variable differential transducer (LVDT, Inopave Group, Singapore) was used to measure the horizontal deformation.
2.4. Wheel Tracking Test
Permanent deformation in the asphalt layer is documented as major damage. The distress of permanent deformation occurs through different mechanisms such as densification, lateral flow, and the subsistence of the subgrade layer. The level of permanent deformation that occurs by the dandification is considered low, while the moderate level of the permanent deformation is caused by the lateral flow of the layers due to the repeated heavy loads. The significant rut depth is occurred by the subsistence of the subgrade. The significant permanent deformation in most cases occurs when the asphalt layer is aged [39].
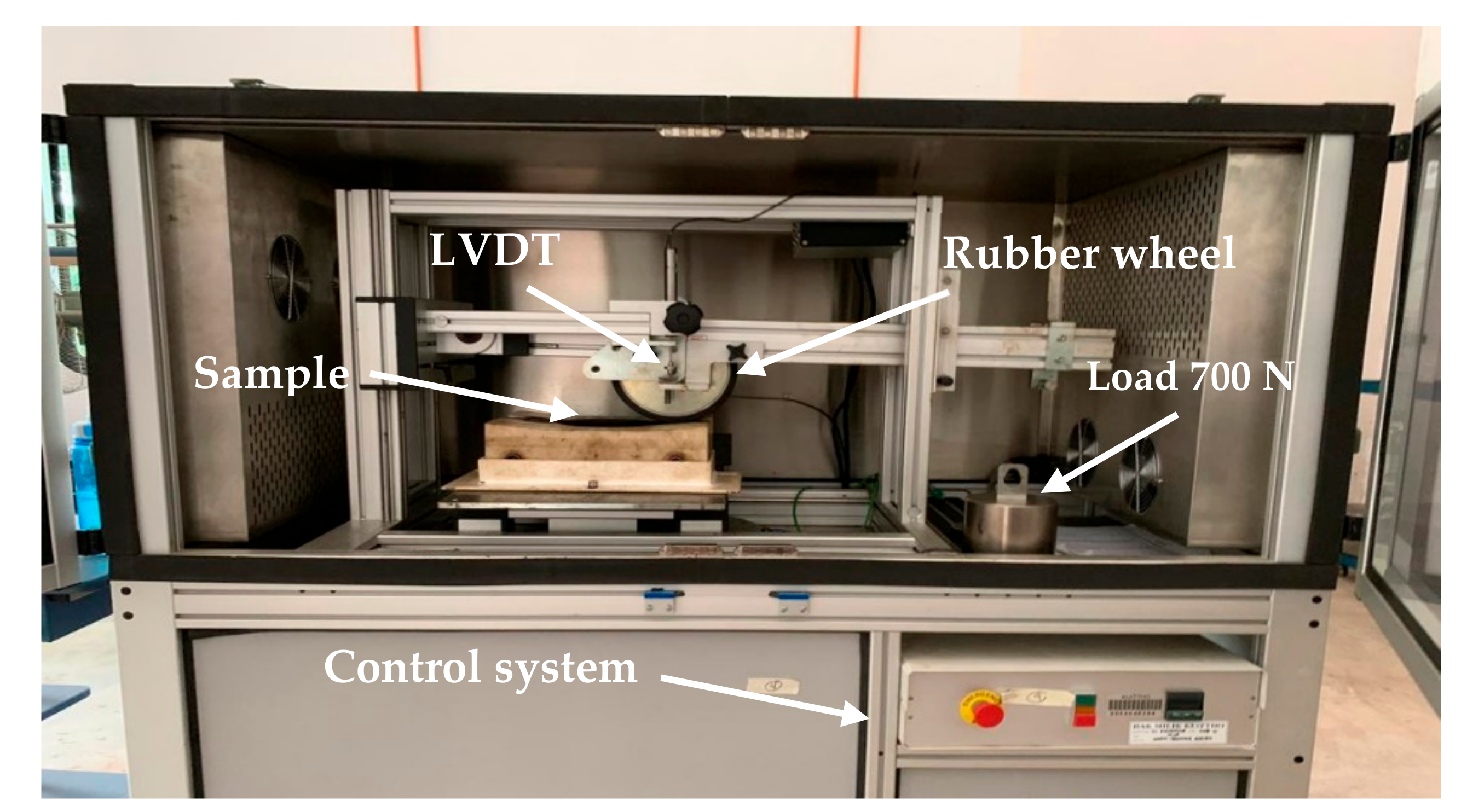
However, the wheel-tracking test is widely used to assess the mixture’s resistance to the permanent deformation due to its ability to simulate the tire pressure of the vehicles on the surface layer. The wheel-tracking device shown in Figure 3 is used to measure the rut depth in the compacted asphalt mixtures. The generated rut depth by the rubber rolling is directly related with a strong relationship to the in-service pavement performance. The single-arm wheel-tracking test was performed according to the procedures stated in BS 598-110 [40]. The test temperature and the applied load were 60 °C and 700 N. The rubber rolling crossed the samples for 45 min. The cycles/passes during the first 35 min represent the preloading to ensure the contact between the samples and the rubber rolling, while the last 15 min corresponds to the actual deformation. The number of passes at the last 15 min is 26.5 passes/min.
2.5. Cracking Test
Cracking in the asphalt layer is one of the major damages that decreases the lifespan of the asphalt layer. The macro-cracks in the asphalt layer are considered critical damage, which requires a full-depth rehabilitation by paving a new layer, while the micro-cracks in the asphalt layer could be treated through paving an overlay (thin asphalt layer). This layer is recommended for the existed asphalt layer that exposed to micro-cracks. Therefore, the asphalt layer should be designed with superior materials to minimize the crack effect on the service life of the asphalt layer as well as to save maintenance costs and contributing toward sustainability [41].
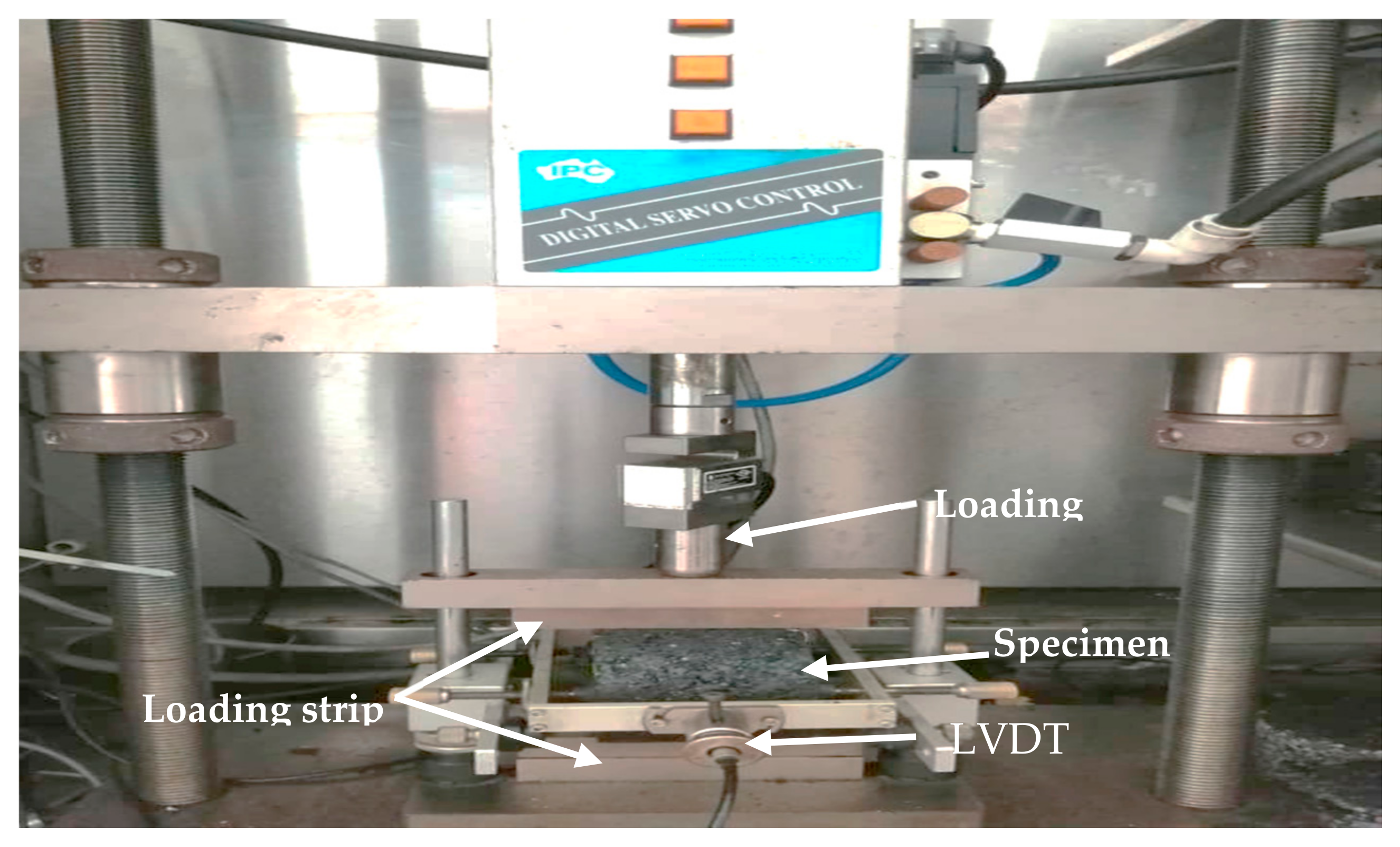
However, the repeated indirect tensile strength is a common test employed to evaluate the mixture’s resistance to cracking due to its availability and lower cost compared to the other devices such as an overlay tester, beam fatigue test, and direct tension. Additionally, it provides results with a good coefficient of variation as well as saves time [42]. The main outputs in this test are the number of cycles that cause the ultimate crack. In addition, the strain is another output if the linear variable differential transducer (LDTVs) are prepared. In this study, the cracking (top–bottom) test using the machine of UTM-5P (Inopave Group, Singapore) shown in Figure 4 with the controlled stress mode pulse was employed to damage the specimens, which is specified in BS EN 12697 BS EN 12697 [43]. The applied stress was 500 kPa at the testing temperature of 25 °C, and the type of the pulse was haversine with the width load of 100 ms and a rest period of 400 ms.
3. Results and Discussion
3.1. Resilient Modulus of the Asphalt Mixtures
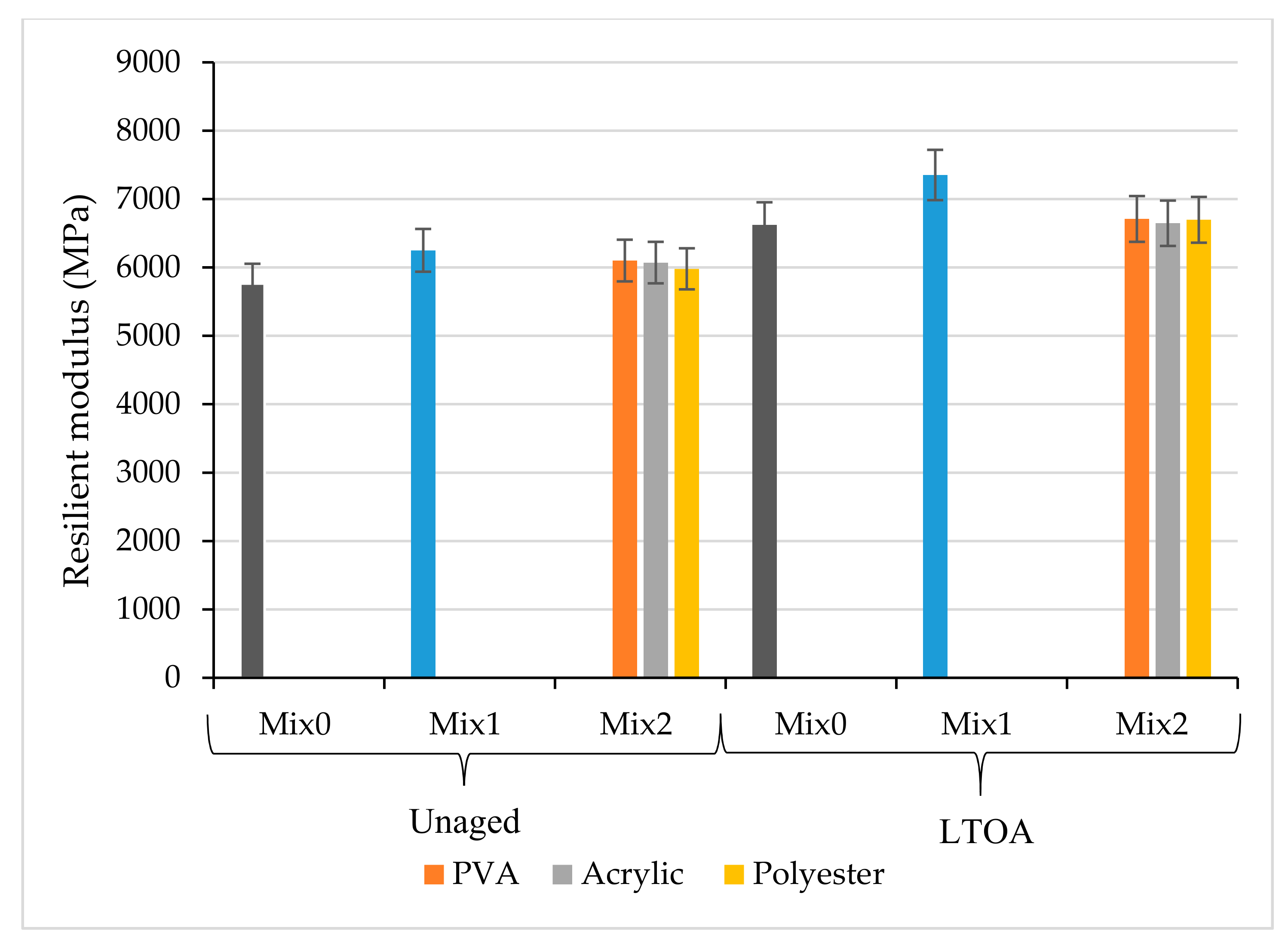
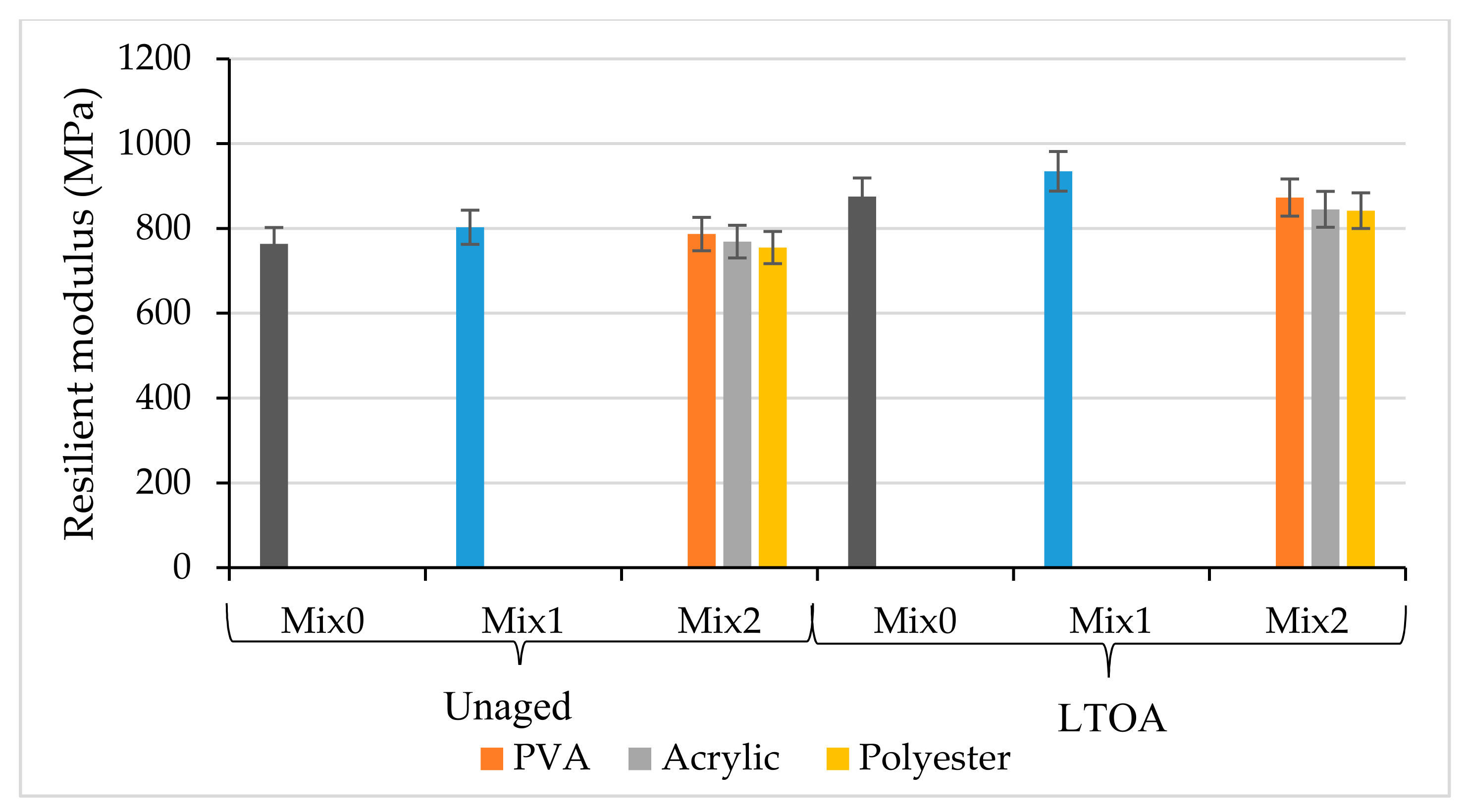
Figure 5 and Figure 6 demonstrate the results of the resilient modulus test at the temperatures of 25 and 40 °C. As shown in the figures, Mix1 showed a higher resilient modulus than Mix0. This is attributed to the angular shape and toughness of the steel slag aggregates. The angular shape of steel slag aggregates offers a superior interlocking between the aggregates in comparison with conventional aggregates. However, the reinforced asphalt mixtures (Mix2) have shown a slight decrease in the resilient modulus compared to the unreinforced mixtures. This is because of the elastic behavior of the reinforced mixtures. The higher the elastic behavior, the lower the resilient modulus. On the other hand, Mix0 showed a lower effect of aging than Mix1 by about 3% and 2% in terms of the resilient modulus at the temperatures of 25 and 40 °C, respectively. The susceptibility of the mixes incorporating coarse steel slag aggregate to aging is attributed to the thermal capacity of the steel slag aggregates. Additionally, the high porosity of the steel slag aggregates decreases the film thickness, which increases the susceptibility of the asphalt mixtures to aging.
However, reinforcing of the asphalt mixes that incorporating steel slag aggregates (Mix2) have decreased the effect of the aging on the performance of the reinforced asphalt mixtures. Introducing the synthetic fibers of polyvinyl alcohol, acrylic, and polyester have decreased the effect of LTOA on the resilient modulus at the temperature of 25 °C by 6%, 6.4%, and 4.3%, respectively. In addition, the reinforced asphalt mixtures with polyvinyl alcohol, acrylic, and polyester have reduced the effect of LTOA on the resilient modulus at the temperature of 40 °C by 5.6%, 6.6%, and 4.9%, respectively. This is attributed to the high elastic behavior of the modified asphalt mixtures with fibers that improve the ductility of the asphalt mixes. The higher the ductile behavior, the lower the effect of the aging.
3.2. The Resistance of the Asphalt Mixtures to Permanent Deformation
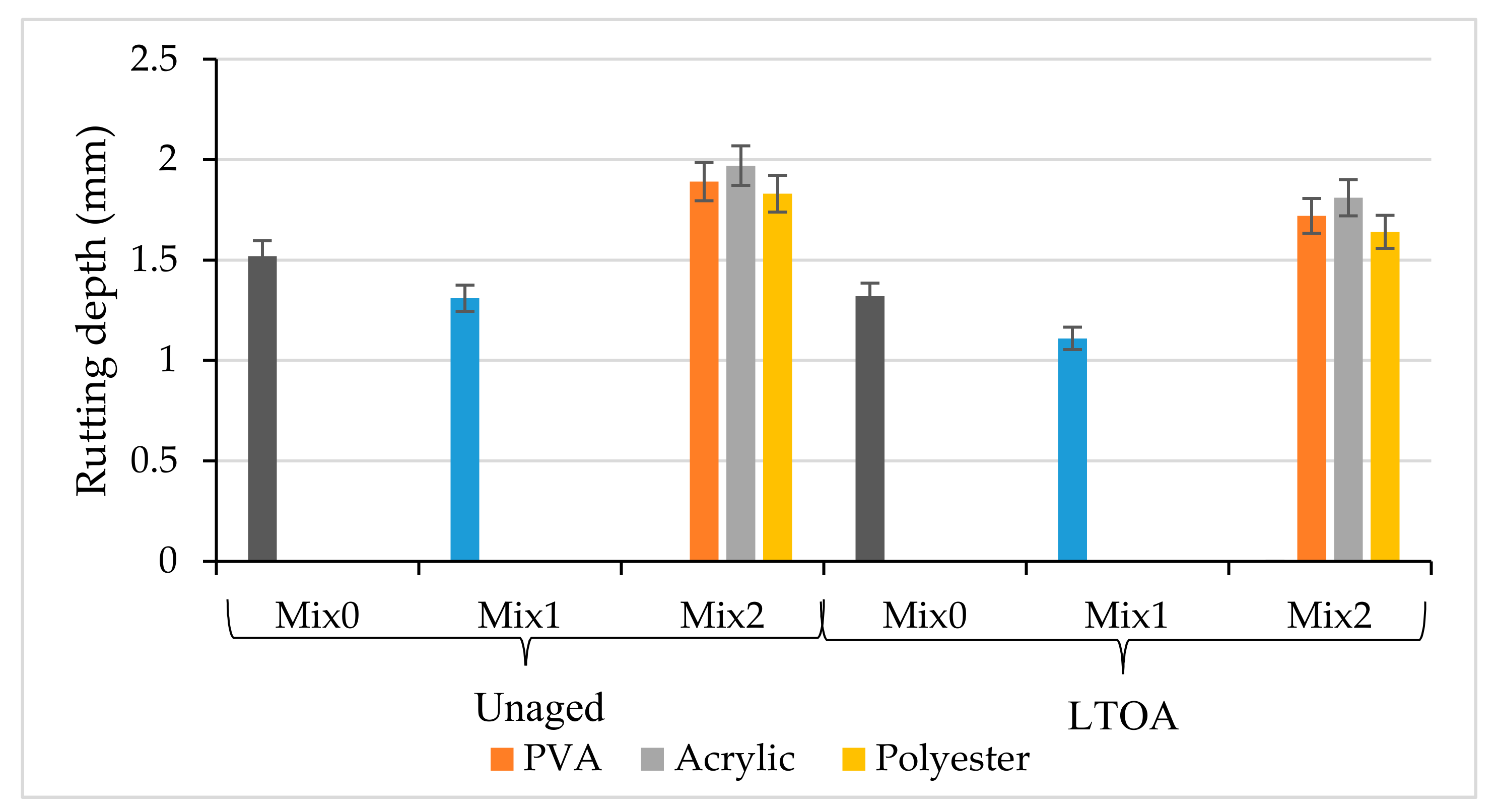
In this study, the single-arm wheel-tracking test was employed to evaluate the resistance of the asphalt mixtures to permanent deformation (rut depth). Figure 7 displays the outputs of the wheel-tracking test. As seen in Figure 7, the asphalt mixes incorporating steel slag aggregate displayed the highest resistance to permanent deformation than the other mixtures. This is attributed to the angularity of the steel slag that improves the interlocking between the aggregates. Additionally, the reinforced asphalt mixtures with PVA, acrylic, and polyester fibers (Mix2) exhibited higher rutting depth than the unreinforced mixtures. The high rut depth in the reinforced asphalt mixes is attributed to the densification. The densification is caused by the slight decrease in the thickness of the samples, which in turn increases the density of the specimens [44].
On the other hand, Mix0 showed less susceptibility to aging than Mix1 by about 3.2%, while the reinforced asphalt mixtures have shown the lowest susceptibility to aging. This is because of the high elastic behavior of the reinforced asphalt mixtures. Furthermore, subjecting Mix0 and Mix1 to the long-term oven aging has increased the resistance of the mixtures to permanent deformation by 15.2% and 18%, respectively. While the mixtures comprising PVA, acrylic, and polyester showed higher resistance to permanent deformation by 9.8%, 8.8%, and 11.6%, respectively. The higher resistance of the asphalt mixtures to permanent deformation is highly attributed to the oxidation of the bitumen that makes the binder stiff. However, introducing the synthetic fibers of PVA, acrylic, and polyester have decreased the effect of the aging on the asphalt mixtures containing steel slag aggregate by about 9%, 9.2%, and 8%, respectively.
3.3. The Resistance of the Asphalt Mixtures to Cracking
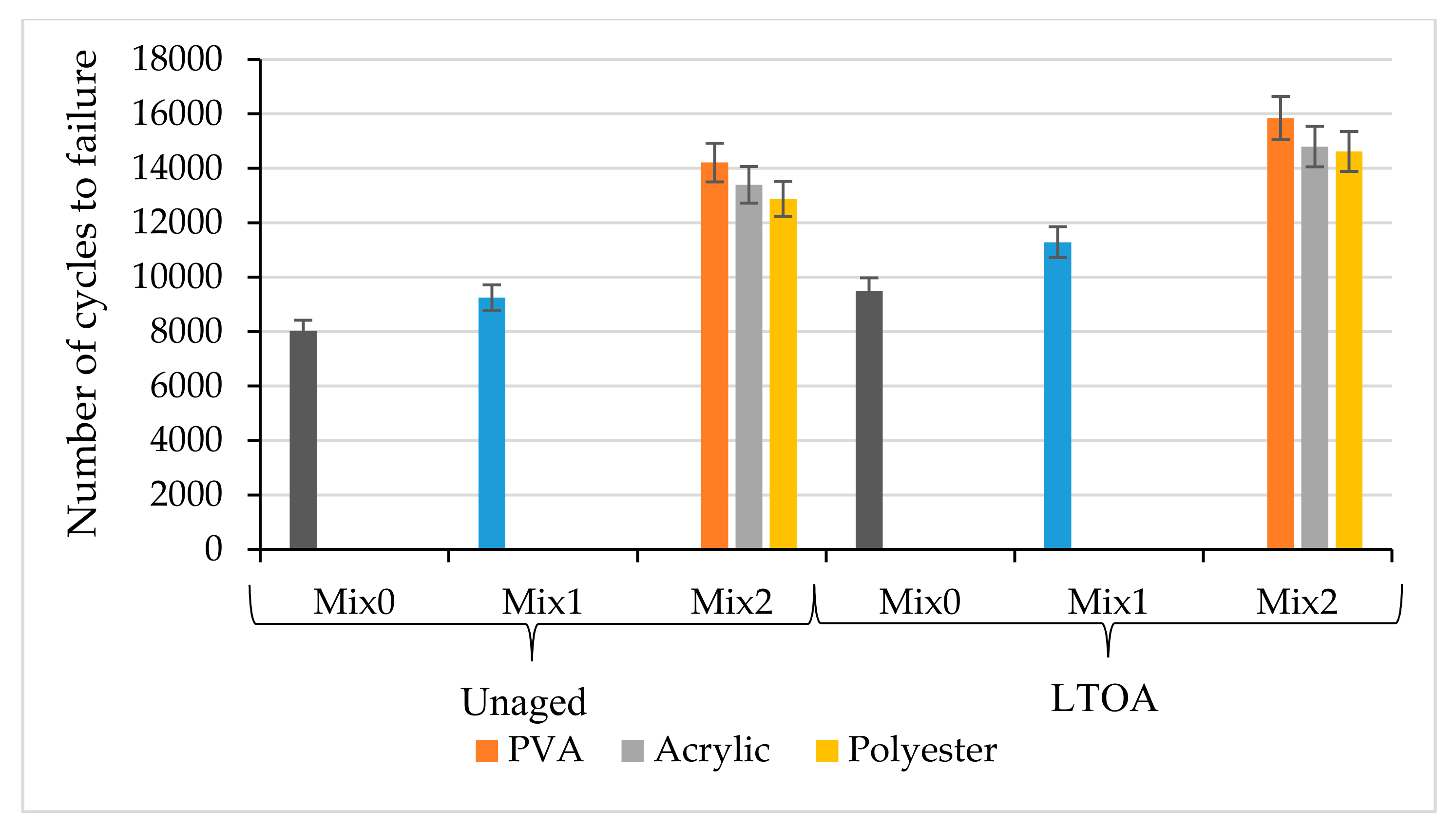
In this study, the resistance of the asphalt mixes to cracking was assessed using the repeated (dynamic) indirect tensile strength. The main parameters in the evaluation are the number of cycles to the failure and the strain. The low number of cycles to failure indicates that the asphalt mixtures are less resistant to cracking. Figure 8 shows the number of cycles to failure. As clearly shown in Figure 8, Mix1 exhibited a higher number of cycles to failure in comparison with Mix0, while the reinforced asphalt mixtures have shown the highest number of cycles to failure. This is because of the high tensile strength of the synthetic fibers that improve the resistance of the asphalt mixes to cracking [45]. On the other hand, the subjected asphalt mixtures to long-term oven aging (LTOA) have increased the number of cycles to failure. As it is shown in Figure 8, the number of cycles to failure for Mix0 has increased by about 16%, while it increased by 18% for the mixture incorporating steel slag aggregate. However, the number of cycles to failure for the aged reinforced asphalt mixtures has increased by 10.3%, 9.5%, and 11.9% compared to the unaged reinforced asphalt mixtures composed of PVA, acrylic, and polyester, respectively.
The high fatigue life of the aged asphalt mixtures is attributed to the mode of the applied load, which was in this study stress-controlled. This finding was similar to the results obtained by Ma et al. [46], in which the stiff asphalt mixtures incorporating 50% of reclaimed asphalt pavement (RAP) exhibited better fatigue life in the stress-controlled mode compared to the reference asphalt mixtures, while it showed the worst fatigue life in the strain-controlled mode. The high stiffness modulus of the asphalt mixtures increases the fatigue life in the stress-controlled mode and decreases the cracking resistance in the strain-controlled mode. Therefore, the type of applying load has a decisive role in terms of evaluating the cracking resistance of the aged asphalt mixtures. Moreover, the high cracking resistance of the aged asphalt mixtures is in good agreement with the findings obtained by Hamedi et al. [47] and Huang et al. [48].
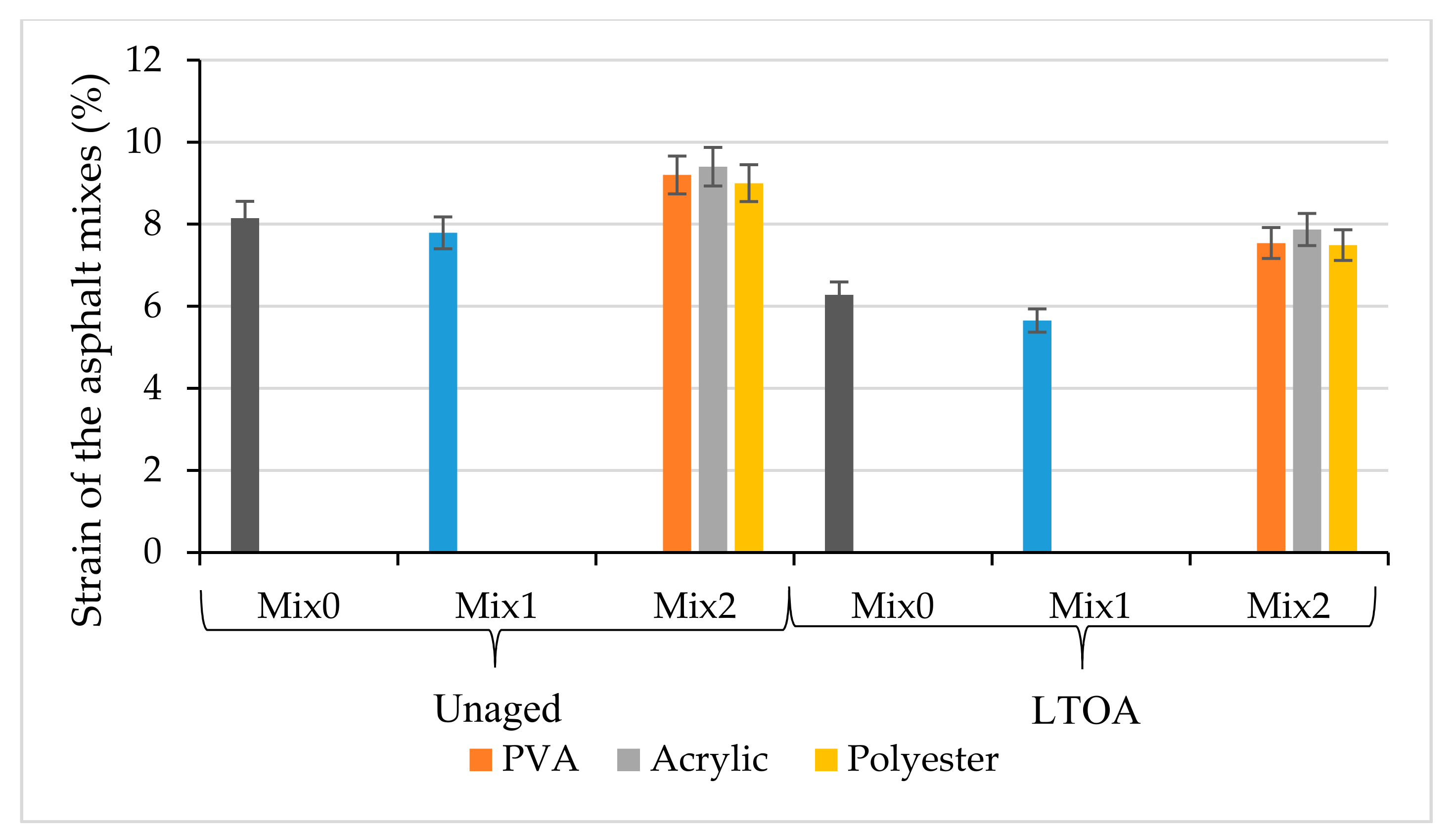
On the other hand, the parameter of strain was studied to evaluate the effect of LTOA on the strain of the asphalt mixtures. The strain of materials describes the deformation that occurs by the applied stress. The strain of asphalt mixtures is one of the most important properties, because it demonstrates the behavior of the asphalt mixtures under applied stress, particularly for the bitumen that becomes stiff due to the aging or because of modifying the binder with certain additives that accelerates the aging of the bitumen. However, strain gives a precise description of two properties for the materials, which are the ductility and brittleness of the materials. Ductility is a measure for the ability of the materials to bear a plastic deformation before failure. In addition, brittle materials fail with a little plastic deformation; in some cases, the plastic deformation does not occur, which implies that it fails at the elastic stage such as glass or ceramic. Therefore, the higher the strain, the higher the ductile (flexible) behavior [49].
Figure 9 describes the strain of the asphalt mixtures. It is manifested in Figure 9 that the reinforced asphalt mixtures exhibited the highest ductile behavior in comparison with the other mixtures. The high generated strain of the reinforced mixtures is attributed to the high elastic behavior of the reinforced asphalt mixtures. However, the high flexible behavior offers better resistance to cracking than the mixtures with less flexibility, because it absorbs the energy generated by the cracks. On the other hand, the reinforced asphalt mixtures have shown the lowest susceptibility to aging, while the mixture incorporating coarse steel slag aggregate exhibited the highest susceptibility to aging. Additionally, introducing PVA, acrylic, and polyester fibers to the asphalt mixtures containing steel slag aggregate has decreased the effect of the LTOA on the asphalt containing coarse steel slag aggregate by about 16%, 19%, and 18%, respectively.
3.4. Aging Index
An aging index is used to compare the effect of the aging among different mixtures. The lower the aging index, the less the extent of aging. Otherwise, a higher aging index for the rutting depth indicates a lower susceptibility to aging. This is because the deformation in the asphalt mixtures is decreased after aging. In other words, the improvement in the rutting depth is described by the decrease in the deformation, while the improvements of the resilient modulus and cracking resistance are illustrated by the increase in the performance. The ratio of the aging index is calculated through Equation (1).
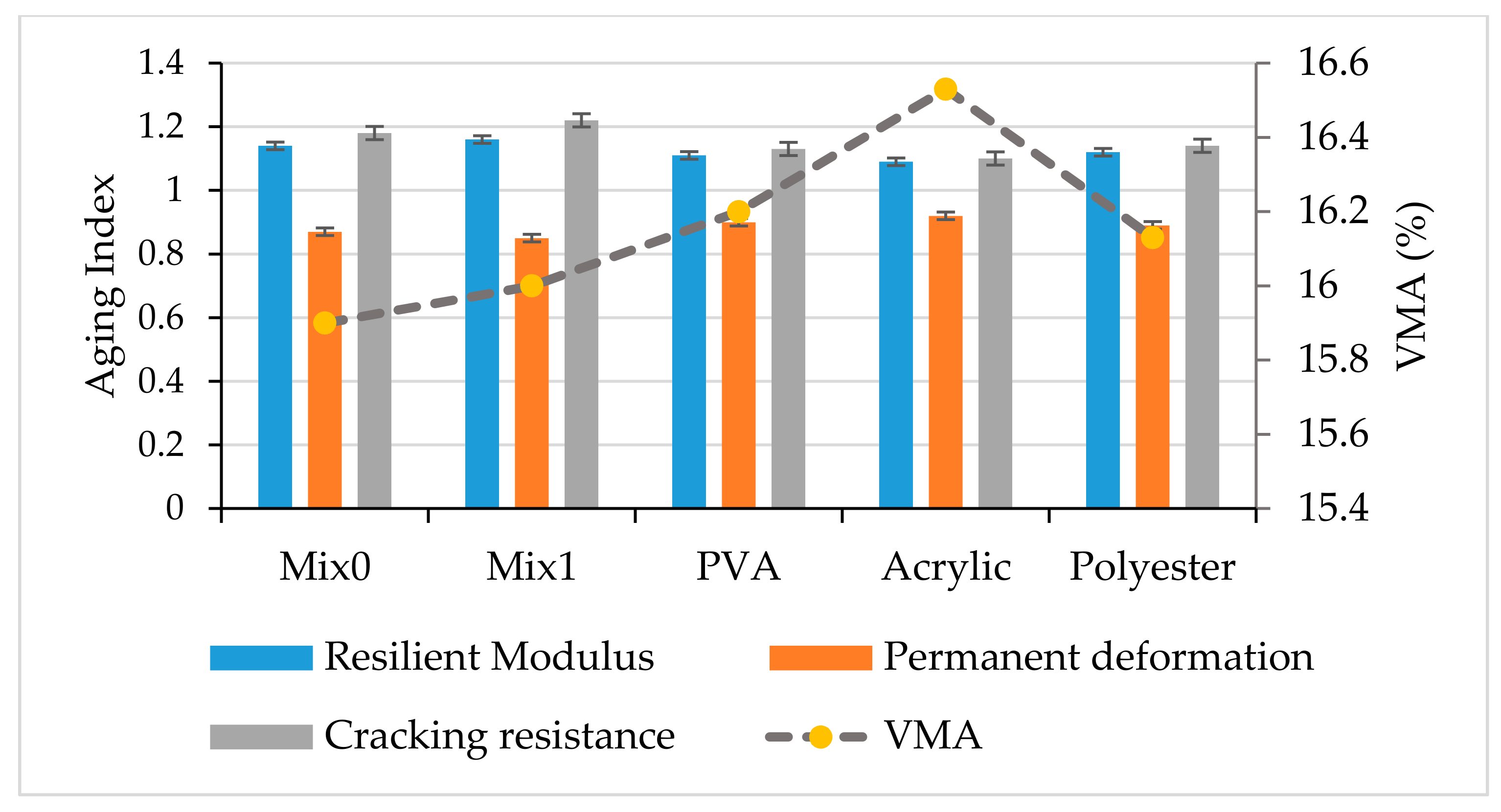
Table 5 summarizes the aging index of the asphalt mixtures through the conduced performance tests. As summarized in Table 5, the reinforced asphalt mixtures have significantly decreased the effect of the long-term oven aging on the performance of the asphalt mixtures in comparison with the other mixtures. This is because of the high ductile behavior of the reinforced asphalt mixtures. Additionally, reinforcing the asphalt mixtures with acrylic fiber exhibited less potential to aging than the other fibers. This is because of the high elasticity of acrylic fiber as well as its low density, while the modified mixes with polyester fiber showed higher potential to aging than the fibers of PVA and acrylic. This is attributed to the slight softening of the polyester fibers.
3.5. Effect of the Voids in the Mineral Aggregate (VMA) of the Asphalt Mixtures on the Aging Index
The voids between the aggregate and the effective asphalt content in the compacted asphalt mixture are defined as the voids in the mineral aggregate (VMA). The low VMA in the asphalt mixtures implies the insufficient space to add bitumen in order to effectively coat the aggregate, and this, in turn, decreases the mixture’s resistance to cracking. However, the excessive voids content in the mineral aggregate will produce asphalt mixtures with low stability due to the high bitumen content. Therefore, the voids in the mineral aggregate (VMA) have a direct effect on the performance and the durability of the asphalt mixtures. Figure 10 shows the effect of VMA on the aging index of the performance of the asphalt mixes. It is demonstrated in Figure 10 that the fiber-modified asphalt mixtures have shown a lower aging index than Mix0 and Mix1, while Mix1 has a higher aging index than Mix0. Moreover, the reinforced asphalt mixtures exhibit the highest content of voids in the mineral aggregates in comparison with the other mixtures. As also shown in Figure 8, the increase in VMA content is offset by a decrease in the aging index. As the VMA increases, the aging index decreases. Otherwise, the voids in the minerals aggregate of Mix1 were slightly higher than the voids in the minerals aggregate of Mix0; nevertheless, Mix1 exhibited a higher aging index than Mix0. This is attributed to the thermal capacity of the steel slag aggregates. Therefore, it can be noted that VMA has a direct effect on the durability (aging) of the asphalt mixtures. The higher the VMA, the lower the susceptibility to aging.
3.6. The Benefit of Reinforcing the Asphalt Layer with Synthetic Fibers in Terms of Extending the Initial Service Life
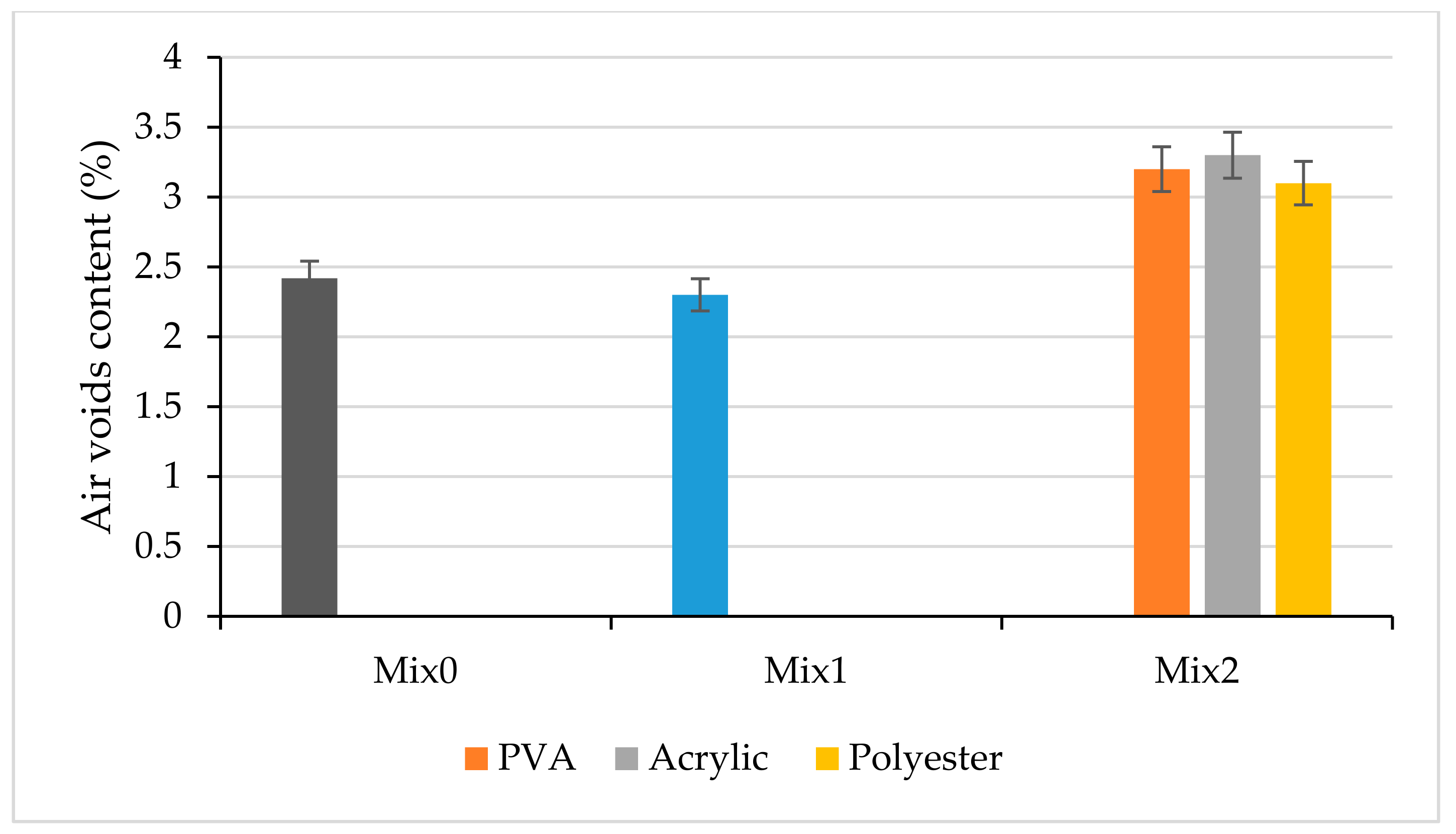
It is acknowledged that the asphalt layer should be placed with the air voids content of 7%–8% to increase the lifespan of the asphalt layer. The air voids content in the asphalt layer falls to 4% after 3–5 years of traffic densification [50]. The reduction in the air voids content depends on the volume of the traffic densification. The higher the volume of traffic densification, the lower the air voids content. Placing an asphalt layer with an air voids content of more than 8% produces a permeable asphalt layer, and in turn, this causes the damages of moisture and cracking, and the asphalt layer becomes susceptible to aging as well. Likewise, if the air voids content in the asphalt layer during its service life falls below 2%, the asphalt layer becomes unstable and highly susceptible to rutting. However, the asphalt layer with the air voids content between 3% and 8% is the best compromise of pavement strength, ravelling, fatigue resistance, lower effect of aging, permanent deformation, and moisture damage sensitivity [14]. In this study, the air voids content in the reinforced asphalt mixtures was determined at Nmax (160 gyrations) in order to investigate the extension in the service life. The increase in the initial service life of the asphalt layer can be evaluated through the air voids content, due to the fact that the reduction in the air voids content relies on the traffic densification. The air voids content in the asphalt mixtures at Nmax should be higher than 2%. The air voids content below 2% indicates the terminal condition of the pavement and the point at which the pavement begins to deteriorate. Subsequently, the extension in the service life of the reinforced and unreinforced asphalt was determined based on the air voids content at Nmax. In other words, the higher the air voids content at Nmax, the higher the service life of the asphalt layer.
Figure 11 presents the content of the air voids at Nmax (160 revolutions). As illustrated in Figure 11, the asphalt mixtures containing granite aggregates showed a higher air voids content than the asphalt mixes incorporating steel slag aggregate by 4.3%. On the other hand, the reinforced asphalt mixtures with PVA, acrylic, and polyester fibers exhibited a higher air voids content than Mix1 by about 39%, 43%, and 35%, respectively. The high air voids content at Nmax is attributed to the elastic behavior of the modified asphalt mixtures with synthetic fibers. The elastic behavior is expressed through the recovery property possessed by the reinforced asphalt mixtures. Therefore, the modified asphalt mixtures with synthetic fibers require higher traffic densification than the reference mixtures to reach the critical air voids content (2%).
4. Conclusions
Based on the results of this study, the following conclusions were made:
- The asphalt mixture incorporating coarse steel slag aggregate has shown better performance than the mixture containing granite aggregate, and it also exhibited a higher potential to aging than the mixture containing granite aggregate;
- Reinforcing the asphalt mixtures with synthetic fiber has slightly increased the content of the bitumen in comparison with the unreinforced mixtures. Furthermore, the reinforced asphalt mixtures exhibited lower density and higher VMA than the unreinforced mixtures;
- Regarding the performance of the unaged reinforced asphalt mixtures, adding synthetic fiber to the asphalt mixtures has slightly decreased the resilient modulus at the temperatures of 25 and 40 °C. Additionally, the outputs of the wheel-tracking test showed that the reinforced asphalt mixtures exhibited a higher rut depth than the unreinforced mixtures. On the other hand, the modified asphalt mixtures with fibers exhibited the highest resistance to cracking than the other mixtures;
- The outcomes of the performance tests of the aged asphalt mixtures demonstrated that introducing synthetic fibers to the asphalt mixtures containing coarse steel slag aggregate has decreased the effect of the long-term oven aging (LTOA) on the performance of the asphalt mixtures. The lower susceptibility to aging is highly attributed to the elasticity of the reinforced asphalt mixtures.
Author Contributions
Conceptualization, A.M.A.; methodology, A.M.A. and M.Y.A.; software, A.M.A.; validation, A.M.A., M.Y.A., H.Y.B.K., and M.R.I.; formal analysis, A.M.A.; investigation, A.M.A.; resources, A.M.A.; data curation, A.M.A., M.Y.A., H.Y.B.K., and M.R.I.; writing—original draft preparation, A.M.A., M.Y.A., H.Y.B.K., and M.R.I.; writing—review and editing, A.M.A., M.Y.A., H.Y.B.K., and M.R.I.; visualization, A.M.A.; supervision, M.Y.A.; funding acquisition, H.Y.B.K. All authors have read and agreed to the published version of the manuscript.
Funding
The financial support received from research grant coded 201902KETTHA by AAIBE Chair of Renewable Energy, Innovation & Research Management Center (iRMC), Universiti Tenaga Nasional (UNITEN).
Acknowledgments
The authors would like to acknowledge Universiti Tun Hussien Onn Malaysia and Universiti Tenaga Nasional for technical and financial support to this research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Petersen, J.C. A Review of the Fundamentals of Asphalt Oxidation: Chemical, Physicochemical, Physical Property and Durability Relationships, E-C140; Transportation Research Board: Washington, DC, USA, 2009. [Google Scholar]
- Traxler, R.N. Relation between asphalt composition and hardening by volatilization and oxidation. In Proceedings of the Association of Asphalt Paving Technologists-Proceedings of the Technical Sessions, Washington, DC, USA, 1 January 1961. [Google Scholar]
- Petersen, J.C. Chemical Composition of asphalt as related to asphalt durability. In Developments in Petroleum Science; Teh, F.Y., George, V.C., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; Volume 2, pp. 363–399. [Google Scholar]
- Sirin, O.; Paul, D.K.; Kassem, E. State of the art study on aging of asphalt mixtures and use of antioxidant additives. Adv. Civ. Eng. 2018, 2018, 3428961. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Li, H.; Zhu, H.; Xu, P. Properties of a steel slag–permeable asphalt mixture and the reaction of the steel slag–asphalt interface. Materials 2019, 12, 3603. [Google Scholar] [CrossRef] [Green Version]
- Liu, Q.; Li, B.; Schlangen, E.; Sun, Y.; Wu, S. Research on the mechanical, thermal, induction heating and healing properties of steel slag/steel fibers composite asphalt mixture. Appl. Sci. 2017, 7, 1088. [Google Scholar] [CrossRef] [Green Version]
- Ahmedzade, P.; Sengoz, B. Evaluation of steel slag coarse aggregate in hot mix asphalt concrete. J. Hazard. Mater. 2009, 165, 300–305. [Google Scholar] [CrossRef] [PubMed]
- Ameri, M.; Hesami, S.; Goli, H. Laboratory evaluation of warm mix asphalt mixtures containing electric arc furnace (EAF) steel slag. Constr. Build. Mater. 2013, 49, 611–617. [Google Scholar] [CrossRef]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.A.; Ortega-López, V. EAF slag in asphalt mixes: A brief review of its possible re-use. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- Alnadish, A.; Aman, Y. A study on the economic using of steel slag aggregate in asphalt mixtures reinforced by aramid fiber. ARPN J. Eng. Appl. Sci. 2018, 1, 276. [Google Scholar]
- Masoudi, S.; Abtahi, S.M.; Goli, A. Evaluation of electric arc furnace steel slag coarse aggregate in warm mix asphalt subjected to long-term aging. Constr. Build. Mater. 2017, 135, 260–266. [Google Scholar] [CrossRef]
- Kumar, A. Effect of Film Thickness, Voids, and Permeability on Asphalt Hardening in Asphalt Mixtures; Purdue University: West Lafayette, IN, USA, 1976. [Google Scholar]
- Kandhal, P.S.; Foo, K.Y.; Mallick, R.B. Critical review of voids in mineral aggregate requirements in superpave. Transp. Res. Rec. 1998, 1609, 21–27. [Google Scholar] [CrossRef]
- Superpave Mix Design, 2nd ed.; Asphalt Institute: Lexington, KY, USA, 1996.
- Recasens, R.; Martínez, A.; Jiménez, F.; Bianchetto, H. Effect of filler on the aging potential of asphalt mixtures. Transp. Res. Board 2005, 1901, 10–17. [Google Scholar] [CrossRef]
- Mahrez, A.; Karim, M.R.; bt Katman, H.Y. Fatigue and deformation properties of glass fiber reinforced bituminous mixes. J. East. Asia Soc. Transp. Stud. 2005, 6, 997–1007. [Google Scholar]
- Chen, H.; Xu, Q.; Chen, S.; Zhang, Z. Evaluation and design of fiber-reinforced asphalt mixtures. Mater. Des. 2009, 30, 2595–2603. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, H.; Prozzi, J.A. Performance of fiber reinforced asphalt concrete under environmental temperature and water effects. Constr. Build. Mater. 2010, 24, 2003–2010. [Google Scholar] [CrossRef]
- Kim, M.J.; Yoo, D.Y.; Shin, H.O. Enhancing mechanical properties of asphalt concrete using synthetic fibers. Constr. Build. Mater. 2018, 178, 233–243. [Google Scholar] [CrossRef]
- Wu, S.; Ye, Q.; Li, N. Investigation of rheological and fatigue properties of asphalt mixtures containing polyester fibers. Constr. Build. Mater. 2008, 22, 2111–2115. [Google Scholar] [CrossRef]
- Moreno-Navarro, F.; Sol-Sánchez, M.; Tomás-Fortún, E.; Rubio-Gámez, M.C. High-modulus asphalt mixtures modified with acrylic fibers for their use in pavements under severe climate conditions. J. Cold Reg. Eng. 2016, 30, 04016003. [Google Scholar] [CrossRef]
- Wang, H.; Yang, Z.; Zhan, S.; Ding, L.; Jin, K. Fatigue performance and model of polyacrylonitrile fiber reinforced asphalt mixture. Appl. Sci. 2018, 8, 1818. [Google Scholar] [CrossRef] [Green Version]
- Alnadish, A.; Aman, Y. Mechanistic approach for reducing the thickness of asphalt layer incorporating steel slag aggregate. Civ. Eng. J. 2018, 4, 334–345. [Google Scholar] [CrossRef] [Green Version]
- ASTM D5 Standard Test Method for Penetration of Bituminous Materials; ASTM: West Conshohocken, PA, USA, 2013.
- ASTM D36 Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus); ASTM: West Conshohocken, PA, USA, 2014.
- ASTM D113 Standard Test Methods for Ductility of Bituminous Materials; ASTM: West Conshohocken, PA, USA, 2007.
- ASTM D4402 Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer; ASTM: West Conshohocken, PA, USA, 2015.
- ASTM D2493 Viscosity-Temperature Chart for Asphalts; ASTM: West Conshohocken, PA, USA, 2009.
- ASTM C.131 Resistance to Abrasion of Small-Size Coarse Aggregate by Use of the Los Angeles Machine; ASTM: West Conshohocken, PA, USA, 1989.
- IS: 2386 (Part IV). Tests on Aggregate; Bureau of Indian Standards: Manak Bhavan, India, 1963.
- ASTM C127 Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Coarse Aggregate; ASTM: West Conshohocken, PA, USA, 2012.
- ASTM S. D. Standard Test Method for Flat Particles, Elongated Particles, or Flat and Elongated Particles in Coarse Aggregate; ASTM: West Conshohocken, PA, USA, 2010.
- ASTM D5821 Standard Test Method for Determining the Percentage of Fractured Particles in Coarse Aggregate; ASTM: West Conshohocken, PA, USA, 1995.
- Cominsky, R.J.; Huber, G.A.; Kennedy, T.W.; Anderson, M. The Superpave Mix Design Manual for New Construction and Overlays; No. SHRP-A-407; National Research Council: Washington, DC, USA, 1994.
- Coree, B.; Hislop, W.P. A Laboratory Investigation into the Effects of Aggregate-Related Factors of Critical VMA in Asphalt Paving Mixtures; No. IDOT TR-415; Center for Transportation Research and Education, Iowa State University: Washington, DC, USA, 2000. [Google Scholar]
- AASHTO Standard Practice for Mixture Conditioning of Hot-Mix Asphalt (HMA); American Association of State Highway and Transportation Organization: Washington, DC, USA, 2002.
- Papagiannakis, A.T.; Masad, E.A. Pavement Design and Materials; John Wiley & Sons: Washington, DC, USA, 2017. [Google Scholar]
- ASTM D3769 Standard Test Method for Determining the Resilient Modulus of Bituminous Mixtures by Indirect Tension Test; ASTM: West Conshohocken, PA, USA, 2011.
- He, G.; Wong, W. Laboratory study on permanent deformation of foamed asphalt mix incorporating reclaimed asphalt pavement materials. Constr. Build. Mater. 2007, 21, 1809–1819. [Google Scholar] [CrossRef]
- British Standards Institution. Sampling and Examination of Bituminous Mixtures for Roads and Other Paved Areas—Part 110: Methods of Test for the Determination of Wheel-Tracking Rate and Depth; British Standards Institute: London, UK, 1998; pp. 110–598. [Google Scholar]
- Suo, Z.; Wong, W.G. Analysis of fatigue crack growth behavior in asphalt concrete material in wearing course. Constr. Build. Mater. 2009, 23, 462–468. [Google Scholar] [CrossRef]
- Walubita, L.F.; Faruk, A.N.; Koohi, Y.; Luo, R.; Scullion, T.; Lytton, R.L. The Overlay Tester (OT): Comparison with Other Crack Test Methods and Recommendations for Surrogate Crack Tests, No. FHWA/TX-13/0-6607-2; Texas Department of Transportation, Research and Technology Implementation Office: Austin, TX, USA, October 2012.
- Standard, BS-EN. Bituminous Mixtures, Test Methods for Hot Mix Asphalt, Part 26: Stiffness; British Standards Institution: London, UK, 2012; pp. 12697–127026. [Google Scholar]
- Aman, M.Y.; Alnadish, A.M.; Rohani, M.M.; Danial, D.B.; Tahir, M.M. Effect of the densification of the reinforced asphalt mixtures on the permanent deformation. IOP Conf. Ser. Earth Environ. Sci. 2020, 498, 012027. [Google Scholar] [CrossRef]
- Miao, Y.; Wang, T.; Wang, L. Influences of interface properties on the performance of fiber-reinforced asphalt binder. Polymers 2019, 11, 542. [Google Scholar] [CrossRef] [Green Version]
- Ma, T.; Cui, K.; Zhao, Y.; Huang, X. Fatigue evaluation of recycled asphalt mixture based on energy-controlled mode. Adv. Mater. Sci. Eng. 2017, 2017, 362365. [Google Scholar]
- Hamedi, G.H.; Saedi, D.; Ghahremani, H. Effect of short-term aging on low-temperature cracking in asphalt mixtures using mechanical and thermodynamic methods. J. Mater. Civil Eng. 2020, 32, 04020288. [Google Scholar] [CrossRef]
- Huang, B.S.; Shu, X.; Vukosavljevic, D. Laboratory investigation of cracking resistance of hot-mix asphalt field mixtures containing screened reclaimed asphalt pavement. J. Mater. Civil Eng. 2011, 23, 1535–1543. [Google Scholar] [CrossRef]
- Roesler, J.; Harders, H.; Baeker, M. Mechanical Behaviour of Engineering Materials: Metals, Ceramics, Polymers, and Composites; Springer: Berlin, Germany, 2010; pp. 333–349. [Google Scholar]
- Stroup-Gardiner, M.; Newcomb, D.E.; Olson, R.; Teig, J. Traffic densification of asphalt concrete pavements. Transportation research record. J. Transp. Res. Board 1997, 1575, 1–9. [Google Scholar] [CrossRef]
Figure 1.
The synthetic fibers: (a) Polyvinyl alcohol fiber (PVA); (b) Acrylic fiber; (c) Polyester fiber.
Figure 1.
The synthetic fibers: (a) Polyvinyl alcohol fiber (PVA); (b) Acrylic fiber; (c) Polyester fiber.

Figure 2.
The finer gradation of the nominal maximum size aggregate of 12 mm.

Figure 3.
Setup of the single arm wheel-tracking test.

Figure 4.
Setup of the cracking test.

Figure 5.
Resilient modulus of the asphalt mixtures at the temperature of 25 °C.

Figure 6.
Resilient modulus of the asphalt mixtures at the temperature of 40 °C.

Figure 7.
Rutting depth of the asphalt mixtures.

Figure 8.
Number of cycles to failure.

Figure 9.
Strain of the asphalt mixtures.

Figure 10.
Effect of VMA of the asphalt mixes on the aging index.

Figure 11.
Air voids content (%) of the mixtures at Nmax.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The physical properties of the binder.
| Properties | Result | Standard |
|---|---|---|
| Bitumen Grade | 80/100 | – |
| Penetration @ 25 °C (0.1 mm) | 93 | ASTM D5 [24] |
| Softening Point (°C) | 45 | ASTM D36 [25] |
| Ductility @ 25 °C (cm) | 141 | ASTM D113 [26] |
| Penetration Index (PI) | −1 | – |
| Viscosity @ 135 °C (cP) | 487 | – |
| Viscosity @ 165 °C (cP) | 144 | ASTM D4402 [27] |
| Mixing Temperature | 160 °C | – |
| Compaction Temperature | 150 °C | ASTM D2493 [28] |
Table 2.
The physical properties of the steel slag and granite aggregates.
| Properties | Result | Specification | Standard | |
|---|---|---|---|---|
| Granite | Steel Slag | |||
| Loss Angeles Abrasion | 22 | 17.80 | ≤25% | ASTM C131 [29] |
| Aggregate Crushing Value (%) | 25 | 22.60 | ≤25% | IS: 2386 (Part IV) [30] |
| Bulk S.G. (g/cm3) | 2.63 | 3.22 | N/A | ASTM C127 [31] |
| Water absorption (%) | 0.84 | 2.75 | ≤3% | ASTM C127 |
| Flat and Elongated (%) | 8.40 | 3.90 | ≤10% | ASTM D4791 [32] |
| Angularity (%) | 84 | 95 | ≥80% | ASTM D5821 [33] |
| Free CaO content (%) | – | 1.17 | ≤4% | – |
Table 3.
The physical and mechanical properties of the synthetic fibers.
| Physical Properties | Polyvinyl Alcohol (PVA) | Acrylic | Polyester |
|---|---|---|---|
| Density (g/cm3) | 1.29 | 1.17 | 1.38 |
| Tensile Strength (MPa) | >1200 | >700 | >500 |
| Young’s Modulus (GPa) | >20 | >28 | >7 |
| Melting Point (°C) | >200 | >230 | >240 |
| Color | Light Yellow | Yellow | White |
| Length (mm) | 6 | 6 | 6 |
| Diameter (μm) | 10–20 | 10–25 | 10–25 |
Table 4.
The volumetric properties of the asphalt mixtures. OBC: optimum bitumen content, VFA: voids filled with asphalt, VMA: voids in the mineral aggregate.
Table 4.
The volumetric properties of the asphalt mixtures. OBC: optimum bitumen content, VFA: voids filled with asphalt, VMA: voids in the mineral aggregate.
| Volumetric Properties | Mix0 | Mix1 | Mix2 | Specifications | ||
|---|---|---|---|---|---|---|
| PVA | Acrylic | Polyester | ||||
| OBC (%) | 4.78 | 4.90 | 5.10 | 5.20 | 5.20 | – |
| Air voids (%) | 4 | 4 | 4 | 4 | ≥4 | 4% |
| VMA (%) | 15.9 | 16 | 16.20 | 16.53 | 16.13 | 14% |
| VFA (%) | 74.84 | 75 | 75.30 | 75.80 | 75.20 | 65–75% |
| Density (g/cm3) | 2.343 | 2.560 | 2.539 | 2.536 | 2.541 | – |
Table 5.
Aging index of the asphalt mixtures.
| Performance Tests | Aging Index | ||||
|---|---|---|---|---|---|
| Mix0 | Mix1 | Mix2 | |||
| PVA | Acrylic | Polyester | |||
| Resilient Modulus at 25 °C | 1.15 | 1.18 | 1.10 | 1.09 | 1.12 |
| Resilient Modulus at 40 °C | 1.14 | 1.16 | 1.11 | 1.09 | 1.11 |
| Permanent Deformation | 0.87 | 0.85 | 0.90 | 0.92 | 0.89 |
| Cracking | 1.18 | 1.22 | 1.12 | 1.10 | 1.14 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alnadish, A.M.; Aman, M.Y.; Katman, H.Y.B.; Ibrahim, M.R. Influence of the Long-Term Oven Aging on the Performance of the Reinforced Asphalt Mixtures. Coatings 2020, 10, 953. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10100953
AMA Style
Alnadish AM, Aman MY, Katman HYB, Ibrahim MR. Influence of the Long-Term Oven Aging on the Performance of the Reinforced Asphalt Mixtures. Coatings. 2020; 10(10):953. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10100953
Chicago/Turabian StyleAlnadish, Adham Mohammed, Mohamad Yusri Aman, Herda Yati Binti Katman, and Mohd Rasdan Ibrahim. 2020. "Influence of the Long-Term Oven Aging on the Performance of the Reinforced Asphalt Mixtures" Coatings 10, no. 10: 953. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10100953
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.