Microstructure and Corrosion Properties of La2Zr2O7/NiCoAlY Thermal Barrier Coatings Deposited on Inconel 718 Superalloy by Laser Cladding

Abstract
:1. Introduction
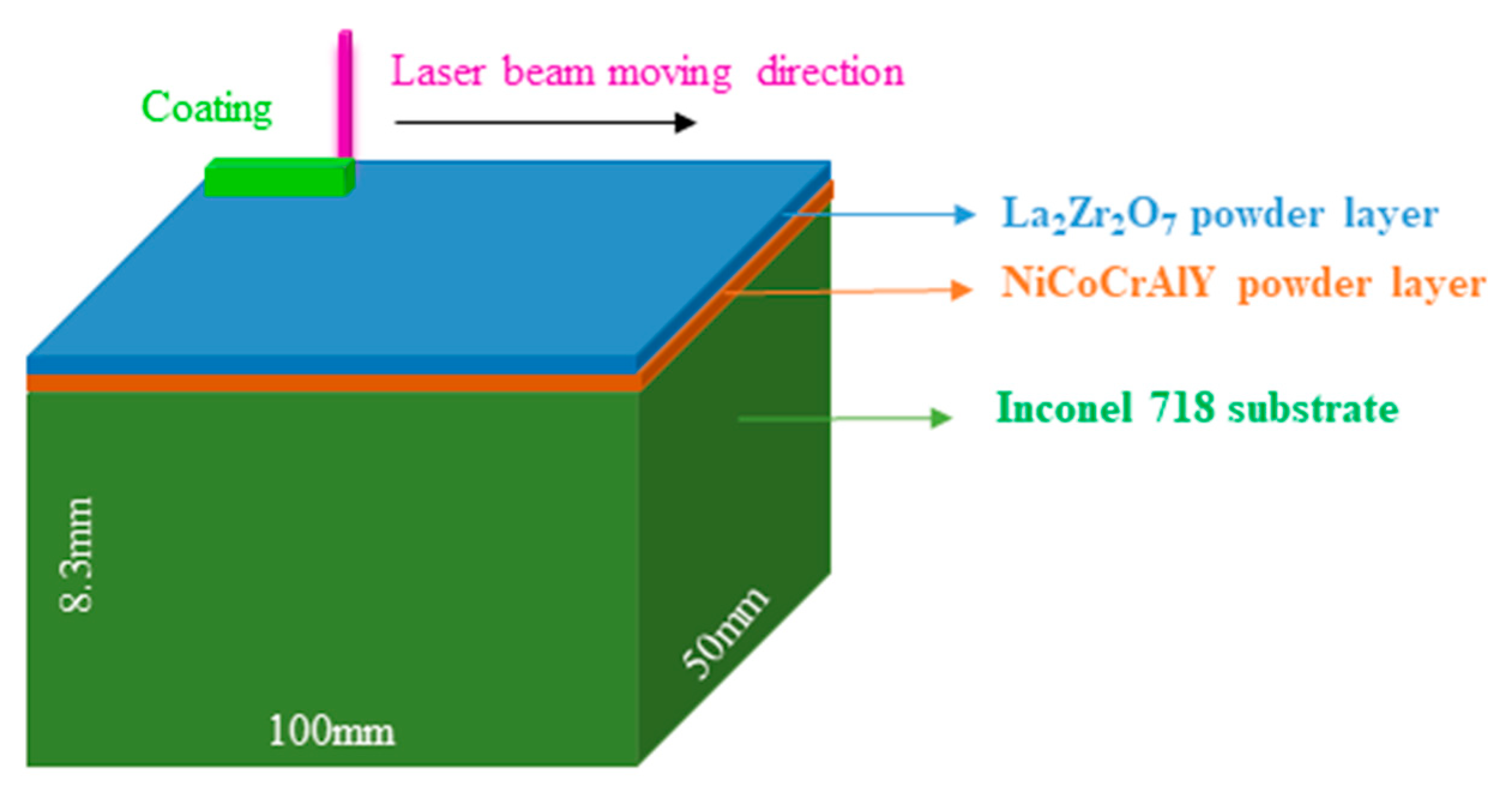
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
- (1)
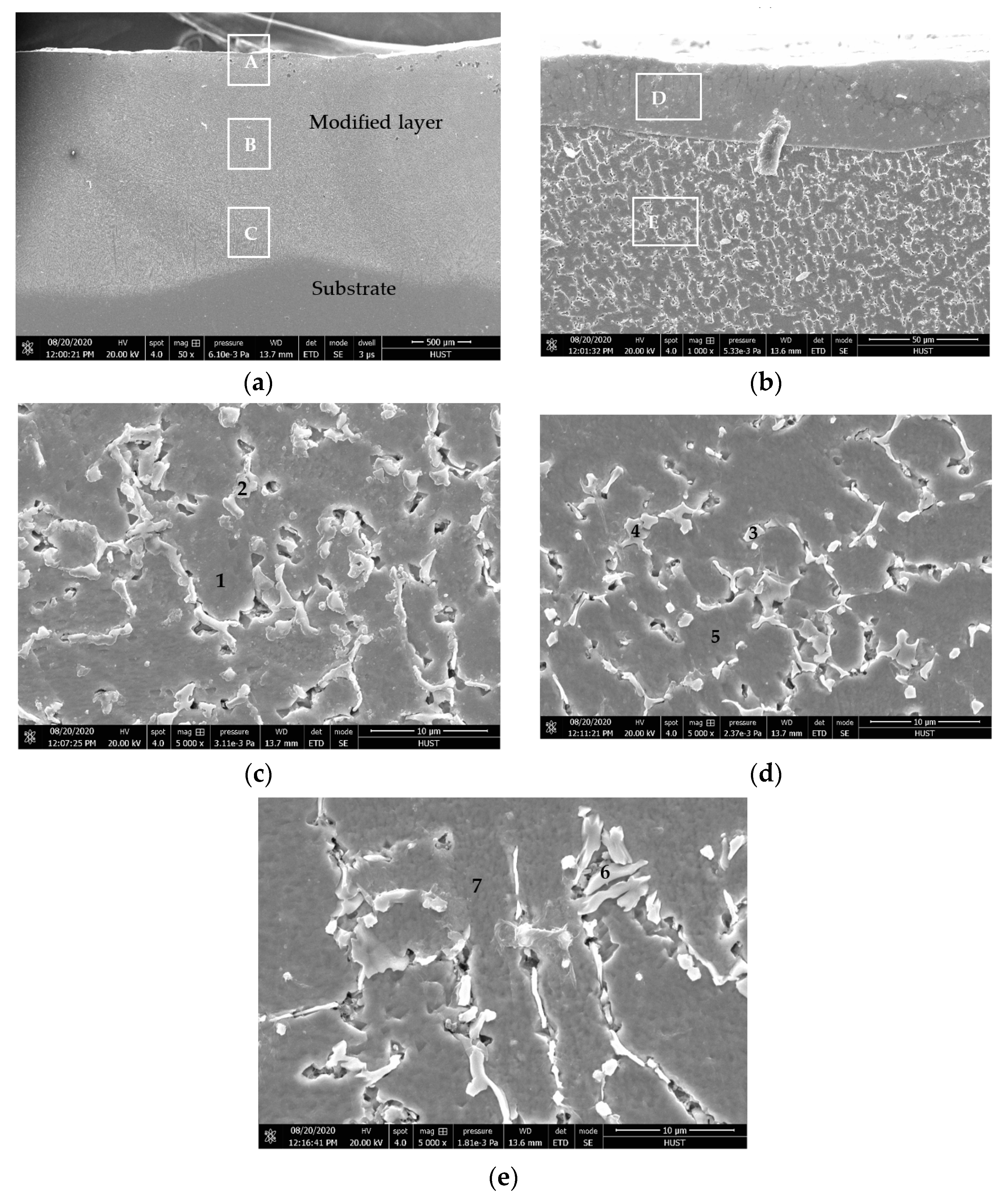
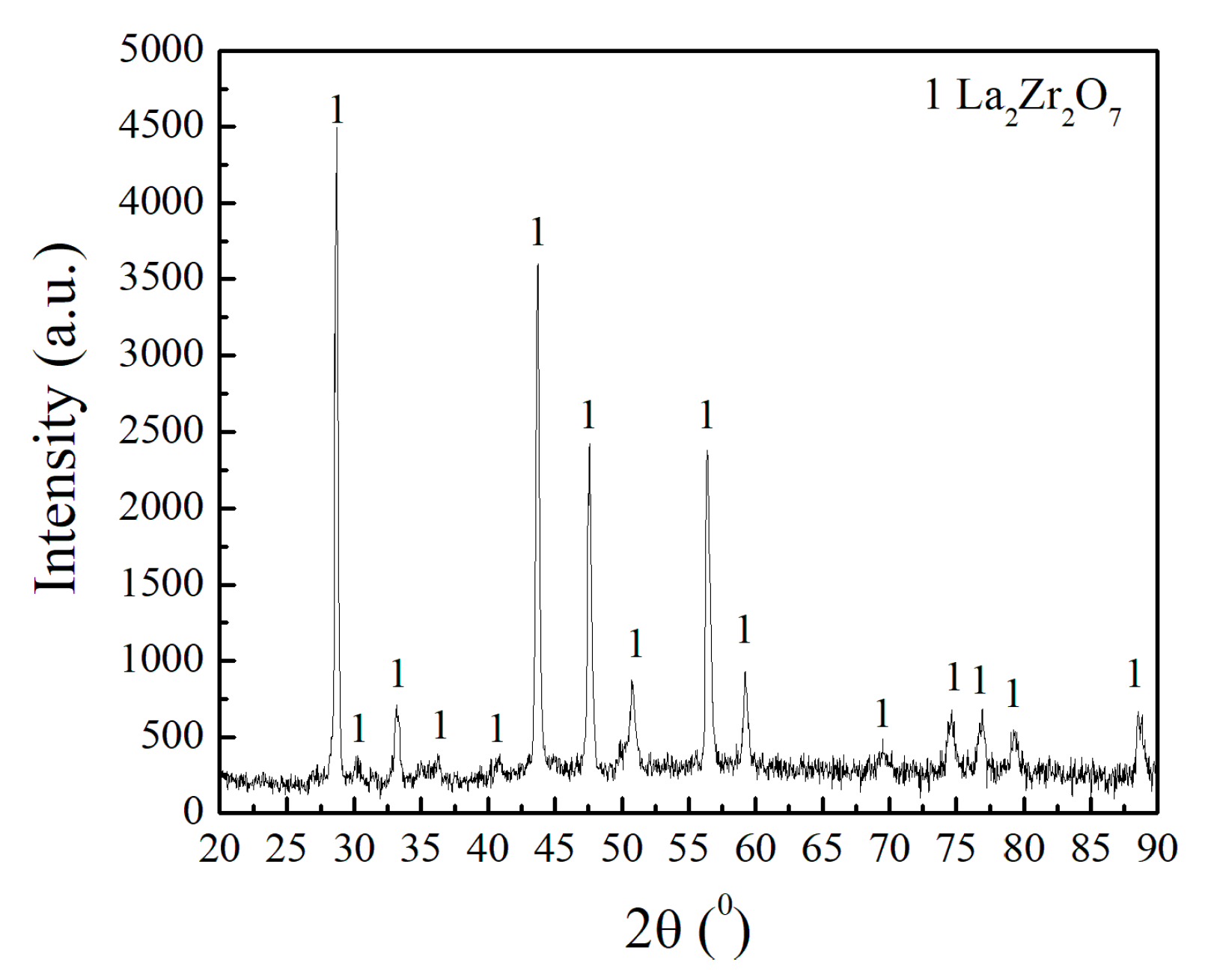
- Table 3 shows that EDS results at position D are mainly composed of O, Zr, and La. Combined with XRD calibration results in Figure 3, it can be seen that the coating is mainly La2Zr2O7 (JCPDS 01-073-0444) phase. The other small amounts of Al, Ni, Nb, Cr, Ti, Fe, Co, Mo, and Y in position D should come from the laser-heated molten bond coat NiCoCrAlY powder and partially melted Inconel 718 substrate. This is caused by the rapid laser heating and solidification during laser cladding, and the mixed alloy elements have no time to separate.
- (2)
- Table 3 shows that the Nb content of Spot3 and Spot6 exceed 10 at.% and they are probably Laves phases. Since Laves phase is generally A(Fe, Ni, Cr)2B(Nb, Mo, Ti) type, they might be Cr2Nb phase in combination with EDS results of Spot3 and Spot6. This is consistent with the results reported in literature [32,33,34,35].
- (3)
- Table 3 shows that the Nb content of Spot2 and Spot4 is 8.51 at.% and 5.62 at.%, respectively. They are probably δ phase (Ni3Nb). The reason is that the solidification temperature of δ phase is 860–995 °C and Nb concentration requirement is 6–8 at.% [35]. This is consistent with the results reported in literature [32].
- (4)
- Table 3 shows that Fe, Ni and Cr contents in Spot1, Spot5, and Spot7 are dominant, which should be γ phase ((Fe, Ni, and Cr) solid solution).
- (5)
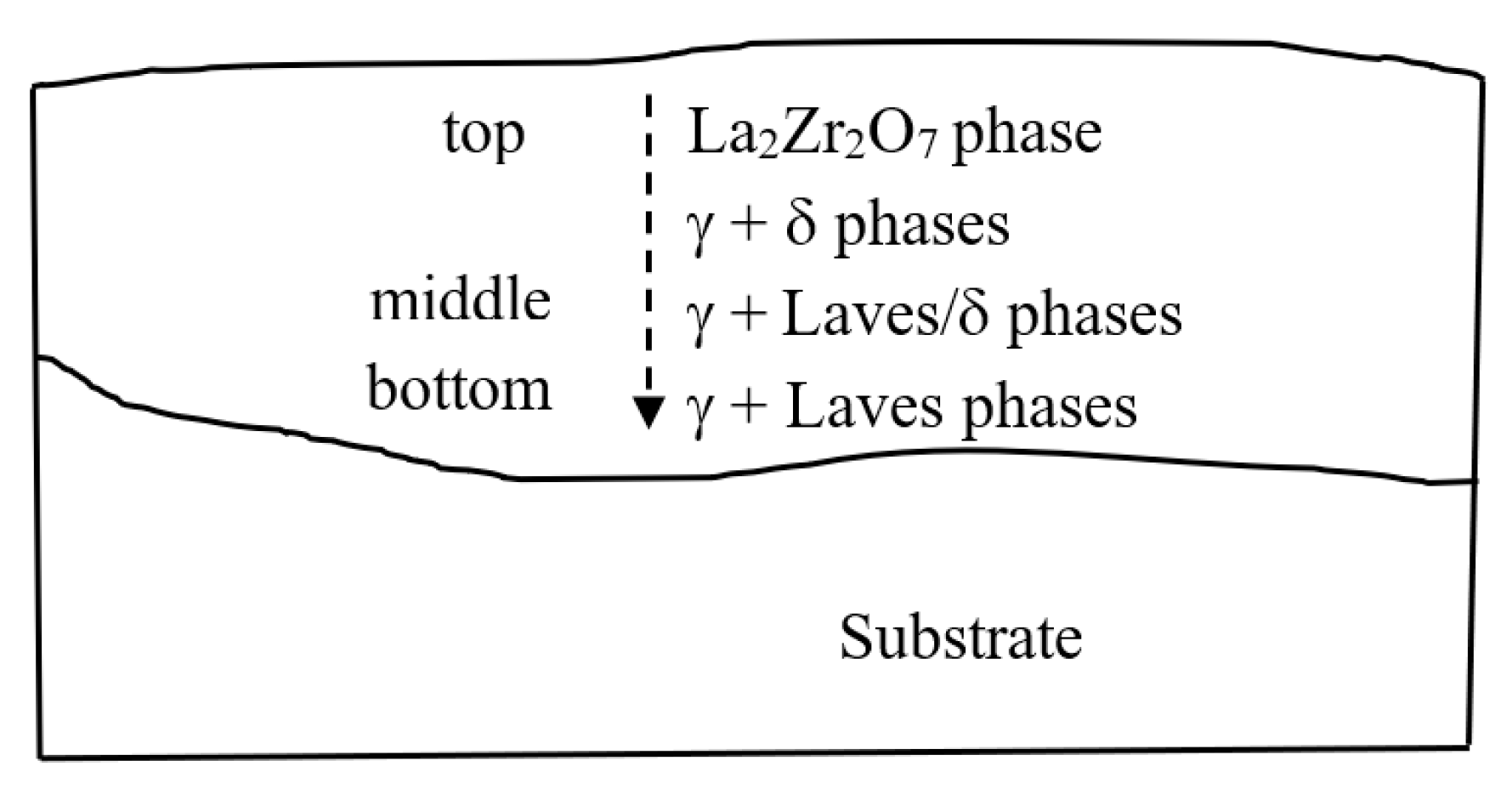
- A large number of literature studies have shown [36,37,38] that the solidification process sequence of Inconel 718 substrate is L → γ → γ + NbC (high temperature) eutectic reaction → γ + laves (low temperature) eutectic reaction. According to EDS results in Table 3, in the laser cladding process, the chemical composition of the laser heating melted preset powder layer, and partially melted Inconel 718 substrate deviated from the chemical composition of Inconel 718 substrate due to mixing, but the degree of deviation should be small, because the chemical composition of the added NiCoCrAlY bond coat powder is basically the composition of Inconel 718 substrate. Therefore, we believe that the solidification process of the laser modified layer is as follows: The high melting point La2Zr2O7 (2300 °C) solidified first, and the remaining alloy liquid followed the solidification sequence of Inconel 718 alloy: L → γ → (γ + NbC) eutectic reaction → (γ + Laves) eutectic reaction. In other words, the solidification of remaining alloy liquid was mainly caused by L → γ reaction at the beginning. As time went on, Nb, Mo, Ti, C, and other elements were enriched between dendrites, leading to the eutectic reaction L → (γ + NbC) and the consumption of a large number of C atoms in the alloy. As the L → γ reaction continued and progressed, further enrichment of the interdendrite liquid solute atoms occurred until the eutectic reaction L → (γ + Laves) occurred and the solidification process was complete. At the same time, due to the characteristics of rapid laser heating and fast solidification, Nb element segregation was serious, and part of the regions with low Nb content generated δ phase instead of Laves phase, because Nb content in δ phase is usually 6–8 at. %, while Nb content in Laves phase usually exceeds 10 at. % [32,33,34,35].
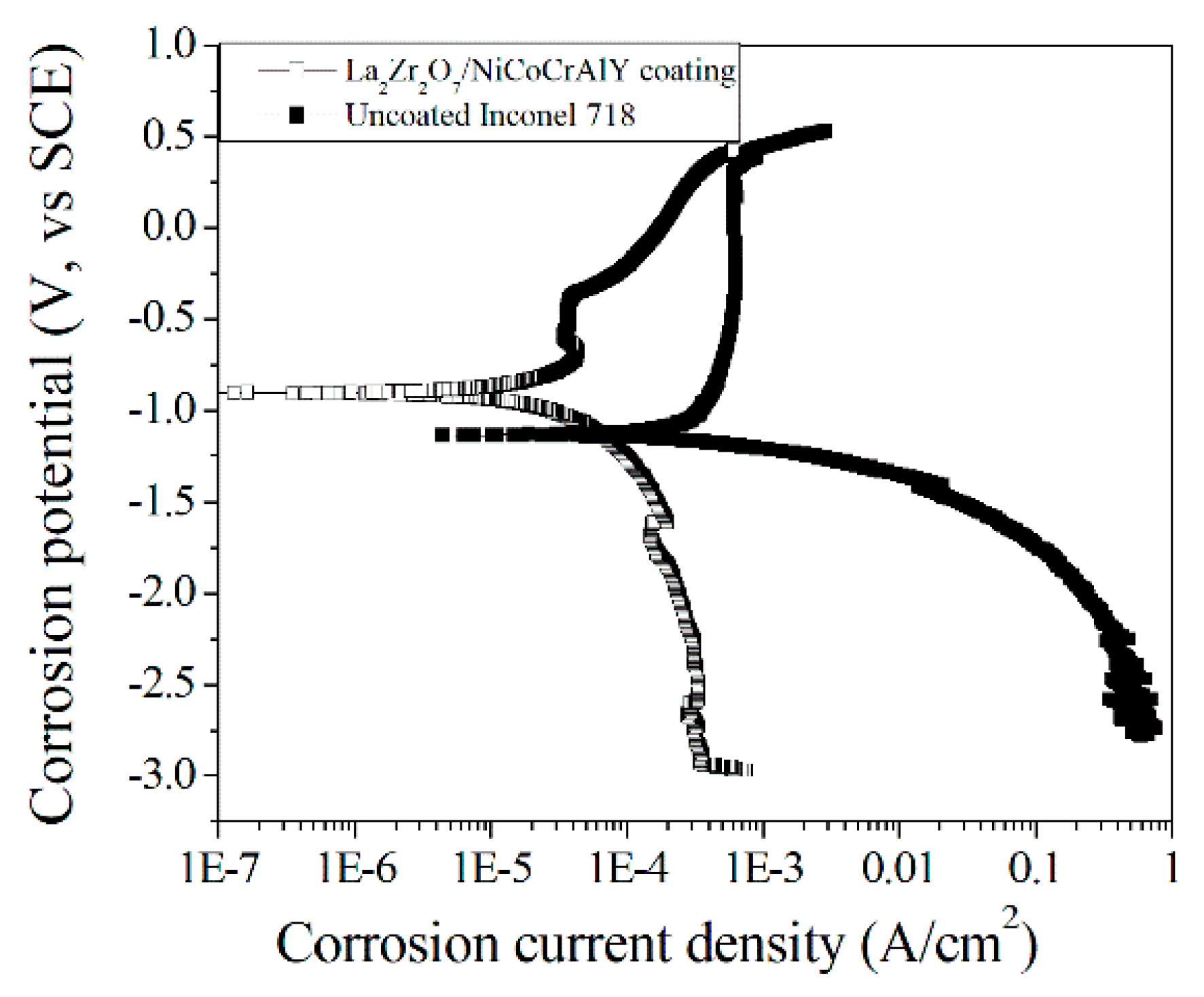
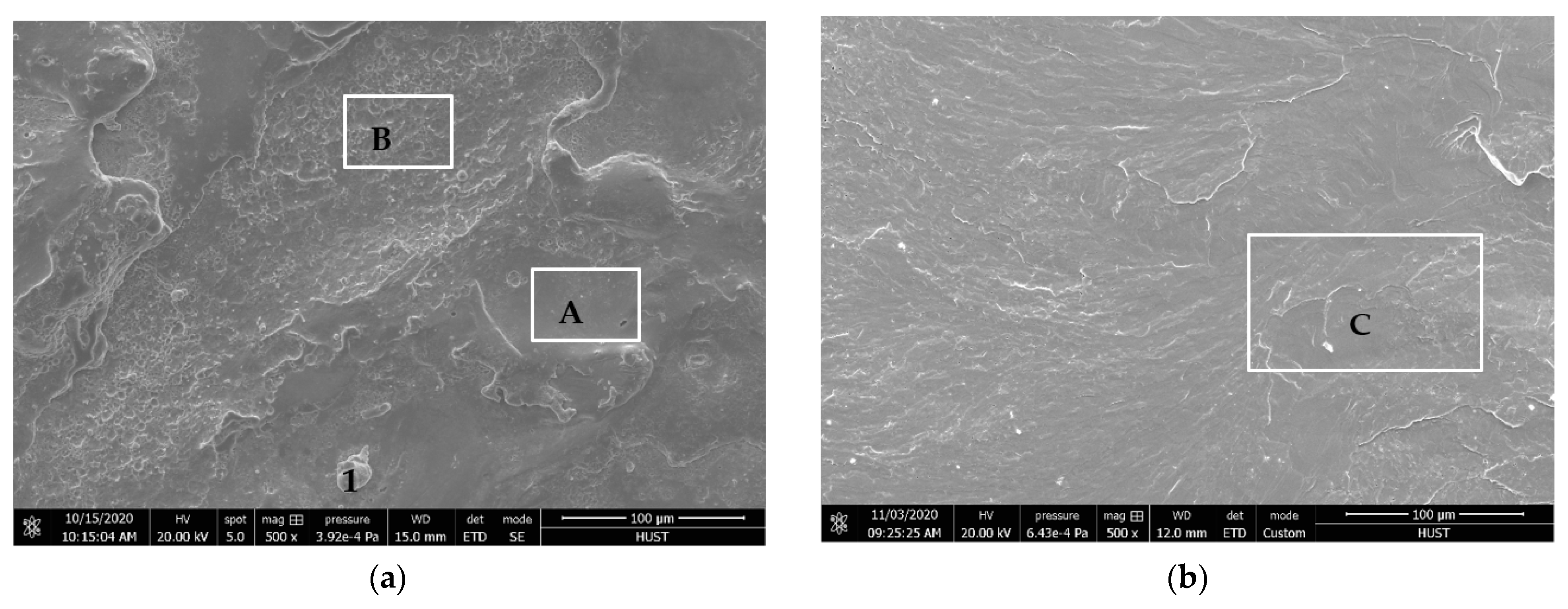
3.2. Corrosion Properties
- (1)
- When there is no oxidation film, the following electrochemical reactions occur in 3.5 wt.% NaCl aqueous solution containing oxygen for Cr, Ni, Nb, Al, Co, Mo, Ti, and Fe elements in Inconel 718 substrate:For Cr element:
- Negative: Cr − 3e− = Cr3+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 4Cr + 3O2 + 6H2O = 4Cr(OH)3.
- For Ni element:
- Negative: Ni − 2e− = Ni2+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 2Ni + O2 + 2H2O = 2Ni(OH)2.
- For Nb element:
- Negative: Nb − 5e− = Nb5+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 4Nb + 5O2 + 10H2O = 4Nb(OH)5.
- For Al element:
- Negative: Al − 3e− = Al3+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 4Al + 3O2 + 6H2O = 4Al(OH)3. Due to the instability of Al(OH)3, it is finally decomposed into water and alumina: 2Al(OH)3 = Al2O3 + 3H2O.
- For Co element:
- Negative: Co − 2e− = Co2+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: Co + O2 + 2H2O = Co(OH)4.
- For Mo element:
- Negative: Mo − 6e− = Mo6+Positive: O2 +2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 2Mo + 3O2 + 6H2O = 2Mo(OH)6.
- For Ti element:
- Negative: Ti − 4e− = Ti4+
- Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: Ti + O2 + 2H2O = Ti(OH)4.
- For Fe element:
- Negative: Fe − 2e− = Fe2+Positive: O2 + 2H2O + 4e− = 4OH−
- Total reaction equation of galvanic cell: 2Fe + O2 + 2H2O = 2Fe(OH)2. Fe(OH)2 can also continue to react with oxygen in solution: 4Fe(OH)2 + O2 + 2H2O = 4Fe(OH)3.
- (2)
- When there is oxidation film, the following chemical reactions occur in 3.5 wt.% NaCl aqueous solution for Cr, Ni, Nb, Al, Co, Mo, Ti, and Fe elements in Inconel 718 substrate:Generally speaking, all metal elements will form oxide film on their surface at room temperature. Table 6 is the Pilling–Bedworth (P-B) ratio of alloy oxides of Cr, Ni, Nb, Al, Co, Mo, Ti, and Fe. According to the criterion that “the integrity of metal oxide film is a necessary condition for its protection, while the P-B ratio is greater than 1 is a necessary condition for the integrity of metal oxide film”, it can be seen that the oxide film formed by these alloy-elements is complete. However, if the P-B ratio is too large (such as more than 2), the internal stress of the oxide film is large, and the oxide film is easy to break and lose protection or the protection is very poor. Therefore, according to the results in Table 1 and Table 6, the presence of Nb and Mo may make the oxidation film formed on the local surface of Inconel 718 substrate worse.
4. Conclusions
- (1)
- The outermost layer of the coating is La2Zr2O7 layer, and the secondary layer is mainly composed of γ + laves/δ phase eutectic structure.
- (2)
- The corrosion resistance of the coating is superior to that of Inconel 718 substrate in 3.5 wt.% NaCl aqueous solution, and the presence of La2Zr2O7 phase is the main reason for the improvement of the corrosion resistance of the coating.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Materials science-thermal barrier coatings for gas turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Evans, A.G.; Mumm, D.R.; Hutchinson, J.W.; Meier, G.H.; Pettit, F.S. Mechanisms controlling the durability of thermal barrier coatings. Prog. Mater. Sci. 2001, 46, 505–553. [Google Scholar] [CrossRef]
- Chen, H.F.; Zhang, C.; Liu, Y.C.; Song, P.; Li, W.X.; Yang, G.; Liu, B. Recent progress in thermal/environmental barrier coatings and their corrosion resistance. Rare Metal. 2020, 39, 498–512. [Google Scholar] [CrossRef]
- Clarke, D.R.; Levi, C.G. Materials design for the next generation thermal barrier coatings. Annu. Rev. Mater. Res. 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Vassen, R.; Cao, X.Q.; Tietz, F.; Basu, D.; Stover, D. Zirconates as new materials for thermal barrier coatings. J. Am. Ceram. Soc. 2000, 83, 2023–2028. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, X.Y.; Jung, Y.G.; Li, L.; Knapp, J. Lanthanum zirconate based thermal barrier coatings: A review. Surf. Coat. Technol. 2017, 323, 18–29. [Google Scholar] [CrossRef] [Green Version]
- Zheng, H.Z.; Zhou, P.F.; Li, G.F.; Peng, P. Cyclic oxidation behavior of NiCoCrAlY/YSZ@Ni composite coatings fabricated by laser cladding. J. Iron Steel Res. Int. 2020, 27, 1226–1235. [Google Scholar] [CrossRef]
- Huang, K.J.; Li, W.; Pan, K.; Lin, X.; Wang, A.H. High temperature oxidation and thermal shock properties of La2Zr2O7 thermal barrier coatings deposited on nickel-based superalloy by laser-cladding. Coatings 2020, 10, 370. [Google Scholar] [CrossRef] [Green Version]
- Cui, J.; Zhai, W.; Lu, M.K.; Zhang, H.; Pang, M.; Yang, G.F. Experimental study of the microscopic characteristics of Ti-based laser cladding Ti+7YSZ composite thermal barrier coatings. Optik 2020, 208, 164087. [Google Scholar] [CrossRef]
- Soleimanipour, Z.; Baghshahi, S.; Shoja-razavi, R. Improving the thermal shock resistance of thermal barrier coatings through formation of an in situ YSZ/Al2O3 composite via laser cladding. J. Mater. Eng. Perform. 2017, 26, 1890–1899. [Google Scholar] [CrossRef]
- Renna, G.; Leo, P.; Cerri, E.; Zanon, G.P. Thermal shock behavior of CoCrAlTaY coatings on a Ni-base superalloy. Metall. Ital. 2015, 7–8, 33–41. [Google Scholar]
- Cihan, O.; Temizer, I.; Gok, M.G.; Karabas, M. Investigation of the effect of rare earth doped La2Zr2O7 based thermal barrier coating on performance and combustion characteristics of DI diesel engine. Surf. Coat. Technol. 2020, 403, 126437. [Google Scholar] [CrossRef]
- Satpathy, R.; Rani, S.; Alam, Z.; Besra, L. Effectiveness of lanthanum zirconate and yttria stabilized zirconia freestanding APS thermal barrier coatings against natural CMAS attack at high temperatures. Mater. High Temp. 2020, 37, 416–424. [Google Scholar] [CrossRef]
- Bobzin, K.; Zhao, L.D.; Wietheger, W.; Konigstein, T. Key influencing factors for the thermal shock resistance of La2Zr2O7-based multilayer TBCs. Surf. Coat. Technol. 2020, 396, 125951. [Google Scholar] [CrossRef]
- Wang, R.; Dong, T.S.; Di, Y.L.; Wang, H.D.; Li, G.L.; Liu, L. High temperature oxidation resistance and thermal growth oxides formation and growth mechanism of double-layer thermal barrier coatings. J. Alloys Compd. 2019, 798, 773–783. [Google Scholar] [CrossRef]
- Bobzin, K.; Broegelmann, T.; Kalscheuer, C.; Yildirim, B.; Welters, M. Correlation of thermal characteristics and microstructure of multilayer electron beam physical vapor deposition thermal barrier coatings. Thin Solid Films 2020, 707, 138081. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Doleker, K.M.; Ozgurluk, Y. Interface failure behavior of yttria stabilized zirconia (YSZ), La2Zr2O7, Gd2Zr2O7, YSZ/La2Zr2O7 and YSZ/Gd2Zr2O7 thermal barrier coatings (TBCs) in thermal cyclic exposure. Mater. Charact. 2020, 159, 110072. [Google Scholar] [CrossRef]
- Jesuraj, S.A.; Kuppusami, P.; Kumar, S.A.; Panda, P.; Udaiyappan, S. Investigation on the effect of deposition temperature on structural and nanomechanical properties of electron beam evaporated lanthanum zirconate coatings. Mater. Chem. Phys. 2019, 236, 121789. [Google Scholar] [CrossRef]
- Doleker, K.M.; Ozgurluk, Y.; Karaoglanli, A.C. Isothermal oxidation and thermal cyclic behaviors of YSZ and double-layered YSZ/La2Zr2O7 thermal barrier coatings (TBCs). Surf. Coat. Technol. 2018, 351, 78–88. [Google Scholar] [CrossRef]
- Bobzin, K.; Broegelmann, T.; Kalscheuer, C.; Yildirim, B.; Welters, M. Thermal cycling and isothermal oxidation behavior of quadruple EB-PVD thermal barrier coatings. Mater. Wiss. Werkst. 2017, 48, 502–518. [Google Scholar] [CrossRef]
- Song, D.; Song, T.; Paik, U.; Lyu, G.; Jung, Y.G. Hot corrosion behavior in thermal barrier coatings with heterogeneous splat boundary. Corros. Sci. 2020, 163, 108225. [Google Scholar] [CrossRef]
- Jasik, A.; Moskal, G.; Jucha, S.; Kuligowski, K. Surface condition of La2Zr2O7 based TBC system after hot corrosion in molten sulfate Na2SO4 salts. Ochrona Przed Korozja 2019, 62, 82–85. [Google Scholar] [CrossRef]
- Zhu, C.H.; Yang, L.; Zhang, C.G.; Yang, G.; Chen, H.F.; Li, Q.; Li, F.Z.; Gao, Y.F.; Liu, B. Influence of composition on molten sulfate-vanadate salt corrosion resistance of lanthanum zirconate coatings. Ceram. Int. 2018, 44, 22911–22918. [Google Scholar] [CrossRef]
- Lyu, G.; Song, D.; Choi, B.G.; Jung, Y.G. Infiltration behavior of CMAS in LZ-YSZ composite thermal barrier coatings. JOM 2020. [Google Scholar] [CrossRef]
- Zhang, C.G.; Zhao, J.L.; Yang, L.; Zhou, Y.C.; Wang, Q.F.; Chen, H.F.; Yang, G.; Gao, Y.F.; Liu, B. Preparation and corrosion resistance of nonstoichiometric lanthanum zirconate coatings. J. Eur. Ceram. Soc. 2020, 40, 3122–3128. [Google Scholar] [CrossRef]
- Schulz, U.; Braue, W. Degradation of La2Zr2O7 and other novel EB-PVD thermal barrier coatings by CMAS (CaO-MgO-Al2O3-SiO2) and volcanic ash deposits. Surf. Coat. Technol. 2013, 235, 165–173. [Google Scholar] [CrossRef]
- Wang, R.; Dong, T.S.; Wang, H.D.; Di, Y.L.; Li, G.L.; Feng, Y. CMAS corrosion resistance in high temperature and rainwater environment of double-layer thermal barrier coatings odified by rare earth. Ceram. Int. 2019, 45, 17409–17419. [Google Scholar] [CrossRef]
- Jian, Z.; Wei, L.; Song, W.; Wang, S.X. Electrophoretic deposition of La2Zr2O7 coatings in non-aqueous media on Cf/SiC substrate. Surf. Coat. Technol. 2015, 278, 80–86. [Google Scholar] [CrossRef]
- Sun, J.; Fu, Q.G.; Yuan, R.M.; Dong, K.Y.; Guo, J.J. Corrosion and thermal cycling behavior of plasma sprayed thermal barrier coatings on die steel. Mater. Des. 2017, 114, 537–545. [Google Scholar] [CrossRef]
- Huang, B.Z. Research on high temperature properties of laser remelting plasma sprayed ZrO2-8%Y2O3 thermal barrier coatings on GH4169 alloy. Master of Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2017. (In Chinese). [Google Scholar]
- Xi, M.Z.; Zhou, W.; Shang, J.Y.; Lv, C.; Wu, Z.H.; Gao, S.Y. Effect of heat treatment on microstructure and mechanical properties of consecutive point-mode forging and laser rapid forming GH4169 alloy. Acta Metall. Sin. 2017, 53, 239–247. (In Chinese) [Google Scholar]
- Zhang, Y.C.; Li, Z.G.; Nie, P.L.; Wu, Y.X. Effect of heat treatment on niobium segregation of laser-cladded In718 alloy coating. Metall. Mater. Trans. A 2013, 44, 708–716. [Google Scholar] [CrossRef]
- Long, Y.T.; Nie, P.L.; Li, Z.G.; Huang, J.; Li, X.; Xu, X.M. Segregation of niobium in laser cladding Inconel 718 superalloy. Trans. Nonferrous Met. Soc. 2016, 26, 431–436. [Google Scholar] [CrossRef]
- Ram, G.D.J.; Reddy, A.V.; Rao, K.P.; Reddy, G.M.; Sundar, J.K.S. Microstructure and tensile properties of Inconel 718 pulsed Nd-YAG laser welds. J. Mater. Process. Tech. 2005, 167, 73–82. [Google Scholar]
- DuPont, J.N.; Robino, C.V.; Michael, J.R.; Notis, M.R.; Marder, A.R. Solidification of Nb-bearing superalloys: Part I. Reaction sequences. Metall. Mater. Trans. A 1998, 29, 2785–2796. [Google Scholar] [CrossRef]
- Antonsson, T.; Fredriksson, H. The effect of cooling rate on the solidification of INCONEL 718. Metall. Mater. Trans. B 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Dupont, J.N.; Robino, C.V.; Marder, A.R. Solidification and weldability of Nb-bearing superalloys. Weld. J. 1998, 77, 417–431. [Google Scholar]
- Jackson, M.J.; Robinson, G.M.; Gill, M.D.H.; Neill, W.O. The effect of nozzle design on laser micro-machining of M2 tool steels. J. Mater. Process. Tech. 2005, 160, 198–212. [Google Scholar] [CrossRef]
- Evans, H.E. Stress effects in high temperature oxidation of metals. Int. Mater. Rev. 1995, 40, 1–40. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Nb | Al | Co | Mo | Ti | C | Fe |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 18.8 | 52.7 | 5.3 | 0.5 | 0.02 | 2.9 | 0.9 | 0.03 | Bal. |
| Element | Ni | Co | Cr | Al | Y |
|---|---|---|---|---|---|
| wt.% | 43.0 | 24.0 | 20.0 | 12.0 | 1.0 |
| Element | O | Zr | La | Ni | Nb | Cr | Ti | Fe | Al | Co | Mo | Y | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Area D | 58.2 | 20.4 | 15.6 | 0.1 | 0.0 | 0.4 | 0.8 | 0.1 | 3.5 | 0.0 | 0.0 | 0.9 | La2Zr2O7 |
| Spot1 | 11.5 | 4.1 | 0.2 | 32.2 | 0.4 | 18.1 | 0.4 | 30.5 | 1.9 | 0.1 | 0.5 | 0.1 | γ |
| Spot2 | 21.1 | 5.2 | 0.2 | 22.8 | 8.5 | 14.8 | 1.8 | 21.2 | 2.8 | 0.1 | 1.0 | 0.5 | δ |
| Spot3 | 28.0 | 4.9 | 0.2 | 13.6 | 11.0 | 19.4 | 1.2 | 14.6 | 2.1 | 0.2 | 4.3 | 0.5 | Laves |
| Spot4 | 19.9 | 4.6 | 0.2 | 22.4 | 5.6 | 19.8 | 1.0 | 20.2 | 2.6 | 0.2 | 3.0 | 0.5 | δ |
| Spot5 | 12.2 | 4.3 | 0.2 | 31.1 | 0.5 | 18.1 | 0.6 | 29.9 | 2.2 | 0.1 | 0.6 | 0.2 | γ |
| Spot6 | 28.7 | 5.3 | 0.2 | 13.6 | 10.9 | 18.8 | 0.9 | 14.4 | 2.2 | 0.2 | 4.3 | 0.5 | Laves |
| Spot7 | 13.3 | 4.5 | 0.2 | 31.2 | 0.6 | 18.0 | 0.5 | 28.7 | 2.1 | 0.0 | 0.7 | 0.2 | γ |
| Specimen | Ecorr (V) | Icorr (A/cm2) |
|---|---|---|
| Inconel 718 | −1.13 | 1.44 × 10−4 |
| Laser clad coating | −0.91 | 1.29 × 10−5 |
| Samples | Position | O | Zr | La | Al | Nb | Mo | Ti | Cr | Fe | Co | Ni | Y |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 718 | Area A | 15.0 | 0.0 | 0.0 | 2.2 | 5.3 | 0.7 | 0.7 | 17.0 | 39.5 | 0.2 | 19.4 | 0 |
| Inconel 718 | Area B | 12.5 | 0.0 | 0.0 | 1.4 | 5.4 | 0.5 | 0.9 | 17.8 | 38.8 | 0.4 | 22.3 | 0 |
| Inconel 718 | Spot 1 | 10.6 | 0.0 | 0.0 | 1.4 | 5.3 | 0.8 | 0.7 | 17.6 | 42.4 | 0.2 | 21.0 | 0 |
| Coating | Area C | 61.5 | 16.0 | 15.1 | 4.6 | 0.2 | 0.1 | 0.9 | 0.5 | 0.1 | 0.1 | 0.2 | 0.7 |
| Metal | Cr | Ni | Co | Fe | Fe | Ti | Nb | Al | Mo |
|---|---|---|---|---|---|---|---|---|---|
| oxide | Cr2O3 | NiO | CoO | FeO | Fe2O3 | TiO2 | Nb2O5 | Al2O3 | MoO3 |
| P-B ratio | 2.07 | 1.65 | 1.86 | 1.70 | 2.14 | 1.73 | 2.68 | 1.28 | 3.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, K.; Li, W.; Pan, K.; Lin, X.; Wang, A. Microstructure and Corrosion Properties of La2Zr2O7/NiCoAlY Thermal Barrier Coatings Deposited on Inconel 718 Superalloy by Laser Cladding. Coatings 2021, 11, 101. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010101
Huang K, Li W, Pan K, Lin X, Wang A. Microstructure and Corrosion Properties of La2Zr2O7/NiCoAlY Thermal Barrier Coatings Deposited on Inconel 718 Superalloy by Laser Cladding. Coatings. 2021; 11(1):101. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010101
Chicago/Turabian StyleHuang, Kaijin, Wei Li, Kai Pan, Xin Lin, and Aihua Wang. 2021. "Microstructure and Corrosion Properties of La2Zr2O7/NiCoAlY Thermal Barrier Coatings Deposited on Inconel 718 Superalloy by Laser Cladding" Coatings 11, no. 1: 101. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11010101